1.本发明涉及自动控制技术领域,具体涉及一种自动点胶机的控制方法和一种自动点胶机的控制系统。
背景技术:
2.随着蜂鸣器需求量的增大,蜂鸣器制作也由之前的人工制造转为机器制造,蜂鸣器虽小,但制造工艺不简单,点(画)胶过程是蜂鸣器制造过程中的一个工艺,点(画)胶的质量影响着蜂鸣器整体的质量。
3.目前,国内外均点(画)胶的工艺工程做了大量的研究,并应用于设备中,例如,将机器视觉应用到蜂鸣器制造检测过程中,用以降低人工放料的要求,提高路径行走的准确度。机器视觉开始使用到蜂鸣器点(画)胶的工艺中,主要是获得蜂鸣器底盘在料盘中的平面位置偏差和旋转角度值,但主要的拍照过程都是断点式拍照,即到达一个位置拍一次照,然后继续下一个位置,不仅影响拍照效率,还影响整体的生产效率。
4.然而,点(画)胶的工艺工程相关设备不仅价格较高,而且难以满足目前市场需求,尤其是,随着市场需求不断变化,蜂鸣器种类的不断增加、点(画)胶工艺的不断创新和点画胶路径的复杂度不断增加,导致蜂鸣器生产商需要更高精度的生产设备。
技术实现要素:
5.本发明为解决上述技术问题,提供了一种自动点胶机的控制方法,能够根据机器视觉器件的拍摄数据自动调整自动点胶机的点胶路径角度,并能够根据待点胶工件的高度数据自动调整自动点胶机的点胶路径高度,从而能够保证产品质量,并且能够降低人工调节的干预程度,从而能够提高产品质量和生产效率。
6.本发明采用的技术方案如下:
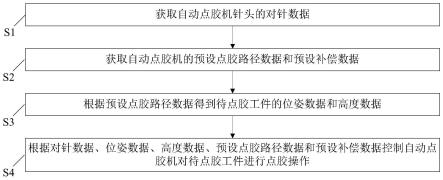
7.一种自动点胶机的控制方法,包括以下步骤:获取自动点胶机针头的对针数据;获取所述自动点胶机的预设点胶路径数据和预设补偿数据;根据所述预设点胶路径数据得到待点胶工件的位姿数据和高度数据;根据所述对针数据、所述位姿数据、所述高度数据、所述预设点胶路径数据和所述预设补偿数据控制所述自动点胶机对所述待点胶工件进行点胶操作。
8.根据本发明的一个实施例,通过xz面对针传感器和yz面对针传感器得到所述自动点胶机针头的对针数据,其中,所述xz面对针传感器对应所述自动点胶机xz面设置,对应设置位置为所述yz面对针传感器对应所述自动点胶机yz面设置,对应设置位置为其中,[x1,x2]为所述自动点胶机针头在xz面x轴的移动范围,[y1,y2]为所述自动点胶机针头在yz面y轴的移动范围,[z1,z2]为所述自动点胶机针头在yz面z轴或xz面z轴的移动范围。
[0009]
根据本发明的一个实施例,所述通过所述xz面对针传感器和所述yz面对针传感器
得到所述自动点胶机针头的对针数据,具体包括以下步骤:所述自动点胶机针头在所述xz面的对针过程:控制所述自动点胶机的x轴组件移动至x1位置,并控制所述自动点胶机的z轴组件移动至z1位置;控制所述自动点胶机的z轴组件由z1位置移动至z2位置,同时控制所述自动点胶机的x轴组件在x1位置和x2位置之间往复运动;当所述自动点胶机针头经过所述xz面对针传感器时,通过所述xz面对针传感器获取所述自动点胶机针头在所述xz面的对针数据;所述自动点胶机针头在所述yz面的对针过程:控制所述自动点胶机的y轴组件移动至y1位置,并控制所述自动点胶机的z轴组件移动至z1位置;控制所述自动点胶机的z轴组件由z1位置移动至z2位置,同时控制所述自动点胶机的y轴组件在y1位置和y2位置之间往复运动;当所述自动点胶机针头经过所述yz面对针传感器时,通过所述yz面对针传感器获取所述自动点胶机针头在所述yz面的对针数据。
[0010]
根据本发明的一个实施例,所述预设点胶路径数据包括多工位多点胶路径模式,所述预设补偿数据包括所述自动点胶机的系统补偿数据和z轴补偿数据。
[0011]
根据本发明的一个实施例,所述根据所述预设点胶路径数据得到待点胶工件的位姿数据和高度数据,具体包括以下步骤:根据所述预设点胶路径数据逐一拍摄每个所述待点胶工件的位姿数据;根据所述预设点胶路径数据逐一测量每个所述待点胶工件的高度数据;将每个所述待点胶工件的位姿数据和高度数据共同存储。
[0012]
根据本发明的一个实施例,所述待点胶工件的位姿数据包括所述待点胶工件的位置数据和角度数据。
[0013]
根据本发明的一个实施例,所述根据所述对针数据、所述位姿数据、所述高度数据、所述预设点胶路径数据和所述预设补偿数据控制所述自动点胶机对所述待点胶工件进行点胶操作,具体包括以下步骤:根据所述对针数据、所述位姿数据、所述多工位多点胶路径模式和所述自动点胶机z轴补偿数据得到所述待点胶工件的过渡点胶路径数据;根据所述高度数据、所述自动点胶机系统补偿数据和所述过渡点胶路径数据得到所述待点胶工件的最终点胶路径数据;根据所述最终点胶路径数据控制所述自动点胶机对所述待点胶工件进行自适应点胶操作。
[0014]
根据本发明的一个实施例,所述最终点胶路径数据的表达式为:
[0015][0016]
其中,(x
comp
,y
comp
)为所述系统补充数据,z
baseheight
为点胶高度的基准数据,z
height
[i][j]为第i行j列的待点胶工件的高度数据,(x
″″
run
,y
″″
run
,z
″″
run
)为所述过渡点胶路径数据,(x
run
,y
run
,z
run
)为所述最终点胶路径数据。
[0017]
一种自动点胶机的控制系统,包括:第一获取模块,所述第一获取模块用于获取自动点胶机针头的对针数据;第二获取模块,所述第二获取模块用于获取所述自动点胶机的预设点胶路径数据和预设补偿数据;第三获取模块,所述第三获取模块用于根据所述预设点胶路径数据得到待点胶工件的位姿数据和高度数据;点胶控制模块,所述点胶控制模块
用于根据所述对针数据、所述位姿数据、所述高度数据、所述预设点胶路径数据和所述预设补偿数据控制所述自动点胶机对所述待点胶工件进行点胶操作。
[0018]
根据本发明的一个实施例,所述第一获取模块具体通过xz面对针传感器和yz面对针传感器得到所述自动点胶机针头的对针数据,其中,所述xz面对针传感器对应所述自动点胶机xz面设置,对应设置位置为所述yz面对针传感器对应所述自动点胶机yz面设置,对应设置位置为其中,[x1,x2]为所述自动点胶机针头在xz面x轴的移动范围,[y1,y2]为所述自动点胶机针头在yz面y轴的移动范围,[z1,z2]为所述自动点胶机针头在yz面z轴或xz面z轴的移动范围。
[0019]
本发明的有益效果如下:
[0020]
本发明能够根据机器视觉器件的拍摄数据自动调整自动点胶机的点胶路径角度,并能够根据待点胶工件的高度数据自动调整自动点胶机的点胶路径高度,从而能够保证产品质量,并且能够降低人工调节的干预程度,从而能够提高产品质量和生产效率。
附图说明
[0021]
图1为本发明实施例的自动点胶机的控制方法的流程图;
[0022]
图2(a)为本发明一个实施例的自动点胶机针头在xz面的移动空间示意图;
[0023]
图2(b)为本发明一个实施例的自动点胶机针头在yz面的移动空间示意图;
[0024]
图3为本发明一个实施例的获取自动点胶机针头的对针数据的流程图;
[0025]
图4为本发明一个实施例的预设点胶路径数据中的工位路径模式示意图;
[0026]
图5(a)为本发明一个实施例的预设点胶路径数据中的第一类点胶路径模式示意图;
[0027]
图5(b)为本发明一个实施例的预设点胶路径数据中的第二类点胶路径模式示意图;
[0028]
图5(c)为本发明一个实施例的预设点胶路径数据中的第三类点胶路径模式示意图;
[0029]
图5(d)为本发明一个实施例的预设点胶路径数据中的第四类点胶路径模式示意图;
[0030]
图5(e)为本发明一个实施例的预设点胶路径数据中的第五类点胶路径模式示意图;
[0031]
图5(f)为本发明一个实施例的预设点胶路径数据中的第六类点胶路径模式示意图;
[0032]
图6为本发明一个实施例的多工位多点胶路径模式示意图;
[0033]
图7为本发明一个实施例的自动点胶机的控制方法的流程图;
[0034]
图8为本发明实施例的自动点胶机的控制系统的方框示意图;
[0035]
图9为本发明一个实施例的自动点胶机的控制系统的方框示意图。
具体实施方式
[0036]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0037]
图1为本发明实施例的自动点胶机的控制方法的流程图。
[0038]
如图1所示,本发明实施例的自动点胶机的控制方法,包括以下步骤:
[0039]
s1,获取自动点胶机针头的对针数据。
[0040]
具体地,可通过xz面对针传感器和yz面对针传感器得到自动点胶机针头的对针数据。其中,xz面对针传感器对应自动点胶机xz面设置,对应设置位置为yz面对针传感器对应自动点胶机yz面设置,对应设置位置为通过对针能够解决自动点胶机针头磨损后导致针头工作位置出现偏差的问题,从而能够保证点胶操作的准确性。
[0041]
其中,[x1,x2]为自动点胶机针头在xz面x轴的移动范围,[y1,y2]为自动点胶机针头在yz面y轴的移动范围,[z1,z2]为自动点胶机针头在yz面z轴或xz面z轴的移动范围。由此,能够保证xz面对针传感器和yz面对针传感器位于自动点胶机针头移动范围的中心位置。
[0042]
举例而言,如图2(a)所示,自动点胶机针头在xz面的移动空间可为边长为(x2-x1,z2-z1)的矩形,其中,xz面的x1可为3.00mm,xz面的x2可为12mm,xz面的z1可为88.00mm,xz面的z2可为96.10mm,xz面的y1可为0.00mm;如图2(b)所示,自动点胶机针头在yz面的移动空间可为边长为(y2-y1,z2-z1)的矩形,其中,yz面的y1可为105.80mm,yz面的y2可为116mm,yz面的z1可为89.77mm,yz面的z2可为98.56mm,xz面的x1可为37.41mm。
[0043]
更具体地,参照图3,通过xz面对针传感器和yz面对针传感器得到自动点胶机针头的对针数据的过程,还可包括对针界限数据输入过程、自动点胶机针头在xz面的对针过程和自动点胶机针头在yz面的对针过程。
[0044]
如图3所示,在对针界限数据输入过程之前,还可包括:
[0045]
s100,xz面对针传感器和yz面对针传感器自检,若自检无异常,则执行步骤s200,若自检存在异常,则进行异常处理;
[0046]
s200,输入对针界限数据,即自动点胶机针头在xz面x轴的移动范围[x1,x2],自动点胶机针头在yz面y轴的移动范围[y1,y2],自动点胶机针头在yz面z轴或xz面z轴的移动范围[z1,z2]。
[0047]
如图3所示,自动点胶机针头在xz面的对针过程,具体包括:
[0048]
s101,控制自动点胶机的x轴组件移动至x1位置,并控制自动点胶机的z轴组件移动至z1位置;控制自动点胶机的z轴组件由z1位置移动至z2位置,同时控制自动点胶机的x轴组件在x1位置和x2位置之间往复运动;
[0049]
s102,判断自动点胶机针头在xz面x轴是否对针成功,若是,则保存自动点胶机针头在xz面x轴的对针数据,即当自动点胶机针头经过xz面对针传感器时,通过xz面对针传感
器获取自动点胶机针头在xz面x轴的对针数据,同时执行步骤s103,若否,则结束对针过程。
[0050]
s103,判断自动点胶机针头在xz面z轴是否对针成功,若是,则保存自动点胶机针头在xz面z轴的对针数据,即当自动点胶机针头经过xz面对针传感器时,通过xz面对针传感器获取自动点胶机针头在xz面z轴的对针数据,同时执行自动点胶机针头在yz面的对针过程,若否,则结束对针过程。
[0051]
如图3所示,自动点胶机针头在yz面的对针过程,具体包括:
[0052]
s104,控制自动点胶机的y轴组件移动至y1位置,并控制自动点胶机的z轴组件移动至z1位置;控制自动点胶机的z轴组件由z1位置移动至z2位置,同时控制自动点胶机的y轴组件在y1位置和y2位置之间往复运动;
[0053]
s105,判断自动点胶机针头在xz面x轴是否对针成功,若是,则保存自动点胶机针头在xz面x轴的对针数据,即当自动点胶机针头经过yz面对针传感器时,通过yz面对针传感器获取自动点胶机针头在yz面y轴的对针数据,若否,则结束对针过程。
[0054]
s2,获取自动点胶机的预设点胶路径数据和预设补偿数据。
[0055]
具体地,可通过人机交互设备设置自动点胶机的预设点胶路径数据和预设补偿数据,从而可确定自动点胶机的预设点胶路径数据和预设补偿数据,此外,还可通过人机交互设备输入待点胶工件的原始数据(例如待点胶工件的dxf格式的图形数据),以及待点胶工件的加工工艺参数。其中,预设点胶路径数据可包括多工位多点胶路径模式,预设补偿数据可包括自动点胶机的系统补偿数据和z轴补偿数据。
[0056]
举例而言,如图4所示,预设点胶路径数据可包括三种工位路径模式,即第一类工位路径模式a、第二类工位路径模式b和第三类点胶路径模式c;进一步地,如图5(a)、图5(b)、图5(c)、图5(d)、图5(e)和图5(f)所示,在每一个工位中,预设点胶路径数据可包括六种点胶路径模式,即第一类点胶路径模式(横向正弓字型点胶路径模式)、第二类点胶路径模式(横向反弓字型点胶路径模式)、第三类点胶路径模式(横向正z字型点胶路径模式)、第四类点胶路径模式(纵向正弓字型点胶路径模式)、第五类点胶路径模式(纵向正弓字型点胶路径模式)、第六类点胶路径模式(纵向正z字型点胶路径模式)。
[0057]
由此可知,预设点胶路径数据可包括多种工位路径模式、并且在每一个工位中,还可包括多种点胶路径模式,通过多种工位路径模式和多种点胶路径模式组合可形成多工位多点胶路径模式。举例而言,参照图6,在每一个工位中,点胶路径模式可选择第一类点胶路径模式(横向正弓字型点胶路径模式),对于待加工的工位1、工位3、工位6、工位8、工位10和工位11可选择第二类工位路径模式b。
[0058]
s3,根据预设点胶路径数据得到待点胶工件的位姿数据和高度数据。
[0059]
具体地,可根据预设点胶路径数据逐一拍摄每个待点胶工件的位姿数据(例如可采用连续式拍摄方式),然后可根据预设点胶路径数据逐一测量每个待点胶工件的高度数据,并可将每个待点胶工件的位姿数据和高度数据共同存储。例如,可根据预设点胶路径数据控制机器视觉器件移动,以拍摄每个待点胶工件的位姿数据,同时还可根据预设点胶路径数据控制测高传感器测量每个待点胶工件的高度数据,然后可将每个待点胶工件的位姿数据和高度数据共同存储,其中,待点胶工件的位姿数据可包括待点胶工件的位置数据和角度数据。通过测高能够解决待点胶工件因摆放高度不一致导致的点胶操作出现偏差的问题,从而能够保证点胶操作的准确性。
[0060]
更具体地,可将机器视觉器件拍摄得到的数据转换为二维数组,即x
camera
[n][m]、y
camera
[n][m]、z
camera
[n][m],其中,x
camera
[n][m]表示n行m列待点胶工件对应的机器视觉器件坐标系x轴位置,y
camera
[n][m]表示n行m列待点胶工件对应的机器视觉器件坐标系y轴位置,z
camera
[n][m]表示n行m列待点胶工件对应的机器视觉器件坐标系基准的角度数据;同时,还可将测高传感器测量得到的每个待点胶工件的高度数据转换为二维数组,即z
height
[n][m],并且z
height
[n][m]表示n行m列待点胶工件对应的机器视觉器件坐标系基准的高度数据。
[0061]
s4,根据对针数据、位姿数据、高度数据、预设点胶路径数据和预设补偿数据控制自动点胶机对待点胶工件进行点胶操作。
[0062]
具体地,可根据对针数据、位姿数据、多工位多点胶路径模式和自动点胶机z轴补偿数据得到待点胶工件的过渡点胶路径数据,并可根据高度数据、自动点胶机系统补偿数据和过渡点胶路径数据得到待点胶工件的最终点胶路径数据,然后可根据最终点胶路径数据控制自动点胶机对待点胶工件进行自适应点胶操作。
[0063]
举例而言,以i行j列待点胶工件为例,阐述根据对针数据、位姿数据、高度数据、预设点胶路径数据和预设补偿数据得到待点胶工件的最终点胶路径数据的计算过程。
[0064]
首先,可获取i行j列待点胶工件的原始位置数据,然后可根据i行j列待点胶工件的拍摄角度数据、自动点胶机z轴补偿数据,将i行j列待点胶工件的原始位置数据换算至机器视觉器件坐标系中,具体可通过下列公式一对i行j列待点胶工件的原始位置数据进行转换:
[0065][0066]
其中,z
comp
为自动点胶机z轴补偿数据,(x
file
,y
file
)为i行j列待点胶工件的原始位置数据,z
camera
[i][j]为i行j列待点胶工件的高度数据。
[0067]
进一步地,可获取i行j列待点胶工件所在工位的起始位置数据,并可将该起始位置数据加入上述公式一,以得到下列公式二:
[0068][0069]
其中,(x
istart
,y
istart
)为i行j列待点胶工件所在工位的起始位置数据。
[0070]
进一步地,可获取i行j列待点胶工件所在工位的行列档距数据,并可根据该行列档距数据计算i行j列待点胶工件的中心位置数据,并可将该中心位置数据加入上述公式二,以得到下列公式三:
[0071][0072]
其中,(x
ij
,y
ij
)为i行j列待点胶工件的中心位置数据。
[0073]
进一步地,可获取对针补偿数据,并可将对针补偿数据和对针数据加入上述公式
三,以得到下列公式四:
[0074][0075]
其中,z
″
run
为点胶路径中z轴的初始数据,并且该初始数据可设置为0,(x
needlecomp
,y
needlecomp
,z
needlecopm
)为对针补偿数据,(x
needle
,y
needle
,z
needle
)为对针数据。
[0076]
进一步地,可获取机器视觉器件坐标系与自动点胶机坐标系的坐标转换数据,并可将该坐标转换数据和i行j列待点胶工件的拍摄位置数据加入上述公式四,以得到下列公式五,即过渡点胶路径数据的表达式:
[0077][0078]
其中,(x
camera
[i][j],y
camera
[i][j])为i行j列待点胶工件的拍摄位置数据,(x
camerabase
,y
camerabase
)为机器视觉器件坐标系与自动点胶机坐标系的坐标转换数据。
[0079]
进一步地,可获取自动点胶机的点胶高度基准数据,并可将自动点胶机的点胶高度基准数据、系统补偿数据和i行j列待点胶工件的高度数据加入上述公式五,即过渡点胶路径数据的表达式,以得到下列公式六,即最终点胶路径数据的表达式:
[0080][0081]
其中,(x
comp
,y
comp
)为系统补充数据,z
baseheight
为点胶高度的基准数据,z
height
[i][j]为第i行j列的待点胶工件的高度数据,(x
″″
run
,y
″″
run
,z
″′
run
)为过渡点胶路径数据,(x
run
,y
run
,z
run
)为最终点胶路径数据。
[0082]
进一步地,可将最终点胶路径数据输入自动点胶机的多轴运动控制器,以调节控制自动点胶机的x、y、z轴组件,从而实现自动点胶机针头的自适应运动。
[0083]
下面将以蜂鸣器为例,结合图7整体阐述本发明的自动点胶机的控制方法的实施过程。
[0084]
s01,xz面对针传感器、yz面对针传感器、人机交互设备、机器视觉器件、测高传感器、多轴运动控制器自检,若自检无异常,则执行步骤s02、s03、s04、s05,若自检存在异常,则进行异常处理;
[0085]
s02,通过xz面对针传感器和yz面对针传感器获取对针数据;
[0086]
s03,通过人机交互设备设置预设点胶路径数据和预设补偿数据;
[0087]
s04,机器视觉器件准备并返回准备状态;
[0088]
s05,多轴运动控制器准备并返回准备状态;
[0089]
s06,根据预设点胶路径数据确定拍照路径,并发送至多轴运动控制器、机器视觉器件和测高传感器;
[0090]
s07,机器视觉器件根据拍照路径的指令拍摄每个待点胶工件的位姿数据;
[0091]
s08,测高传感器根据拍照路径的指令在同时获取每个待点胶工件的高度数据;
[0092]
s09,根据每个待点胶工件的高度数据和位姿数据得到自动点胶机的最终点胶路径数据;
[0093]
s10,多轴运动控制器根据最终点胶路径数据控制自动点胶机的x、y、z轴动作。
[0094]
本发明的有益效果如下:
[0095]
本发明能够根据机器视觉器件的拍摄数据,即待点胶工件的位姿数据自动调整自动点胶机的点胶路径角度,并能够根据待点胶工件的高度数据自动调整自动点胶机的点胶路径高度,从而能够保证产品质量,并且能够降低人工调节的干预程度,从而能够提高产品质量和生产效率。
[0096]
对应上述实施例的自动点胶机的控制方法,本发明还提出了一种自动点胶机的控制系统。
[0097]
如图8所示,本发明实施例的自动点胶机的控制系统,包括第一获取模块10、第二获取模块20、第三获取模块30和点胶控制模块40。其中,第一获取模块10用于获取自动点胶机针头的对针数据;第二获取模块20用于获取自动点胶机的预设点胶路径数据和预设补偿数据;第三获取模块30用于根据预设点胶路径数据得到待点胶工件的位姿数据和高度数据;点胶控制模块40用于根据对针数据、位姿数据、高度数据、预设点胶路径数据和预设补偿数据控制自动点胶机对待点胶工件进行点胶操作。
[0098]
在本发明的一个实施例中,如图9所示,第一获取模块10可包括xz面对针传感器101和yz面对针传感器102,可具体通过xz面对针传感器101和yz面对针传感器102得到自动点胶机针头的对针数据。通过对针能够解决自动点胶机针头磨损后导致针头工作位置出现偏差的问题,从而能够保证点胶操作的准确性。
[0099]
其中,xz面对针传感器101对应自动点胶机xz面设置,对应设置位置为yz面对针传感器102对应自动点胶机yz面设置,对应设置位置为其中,[x1,x2]为自动点胶机针头在xz面x轴的移动范围,[y1,y2]为自动点胶机针头在yz面y轴的移动范围,[z1,z2]为自动点胶机针头在yz面z轴或xz面z轴的移动范围。由此,能够保证xz面对针传感器101和yz面对针传感器102位于自动点胶机针头移动范围的中心位置。
[0100]
举例而言,如图2(a)所示,自动点胶机针头在xz面的移动空间可为边长为(x2-x1,z2-z1)的矩形,其中,xz面的x1可为3.00mm,xz面的x2可为12mm,xz面的z1可为88.00mm,xz面的z2可为96.10mm,xz面的y1可为0.00mm;如图2(b)所示,自动点胶机针头在yz面的移动空间可为边长为(y2-y1,z2-z1)的矩形,其中,yz面的y1可为105.80mm,yz面的y2可为116mm,yz面的z1可为89.77mm,yz面的z2可为98.56mm,xz面的x1可为37.41mm。
[0101]
更具体地,参照图3,通过xz面对针传感器101和yz面对针传感器102得到自动点胶
机针头的对针数据的过程,还可包括对针界限数据输入过程、自动点胶机针头在xz面的对针过程和自动点胶机针头在yz面的对针过程。
[0102]
如图3所示,在对针界限数据输入过程之前,还可包括:
[0103]
s100,xz面对针传感器和yz面对针传感器自检,若自检无异常,则执行步骤s200,若自检存在异常,则进行异常处理;
[0104]
s200,输入对针界限数据,即自动点胶机针头在xz面x轴的移动范围[x1,x2],自动点胶机针头在yz面y轴的移动范围[y1,y2],自动点胶机针头在yz面z轴或xz面z轴的移动范围[z1,z2]。
[0105]
如图3所示,自动点胶机针头在xz面的对针过程,具体包括:
[0106]
s101,控制自动点胶机的x轴组件移动至x1位置,并控制自动点胶机的z轴组件移动至z1位置;控制自动点胶机的z轴组件由z1位置移动至z2位置,同时控制自动点胶机的x轴组件在x1位置和x2位置之间往复运动;
[0107]
s102,判断自动点胶机针头在xz面x轴是否对针成功,若是,则保存自动点胶机针头在xz面x轴的对针数据,即当自动点胶机针头经过xz面对针传感器时,通过xz面对针传感器获取自动点胶机针头在xz面x轴的对针数据,同时执行步骤s103,若否,则结束对针过程。
[0108]
s103,判断自动点胶机针头在xz面z轴是否对针成功,若是,则保存自动点胶机针头在xz面z轴的对针数据,即当自动点胶机针头经过xz面对针传感器时,通过xz面对针传感器获取自动点胶机针头在xz面z轴的对针数据,同时执行自动点胶机针头在yz面的对针过程,若否,则结束对针过程。
[0109]
如图3所示,自动点胶机针头在yz面的对针过程,具体包括:
[0110]
s104,控制自动点胶机的y轴组件移动至y1位置,并控制自动点胶机的z轴组件移动至z1位置;控制自动点胶机的z轴组件由z1位置移动至z2位置,同时控制自动点胶机的y轴组件在y1位置和y2位置之间往复运动;
[0111]
s105,判断自动点胶机针头在xz面x轴是否对针成功,若是,则保存自动点胶机针头在xz面x轴的对针数据,即当自动点胶机针头经过yz面对针传感器时,通过yz面对针传感器获取自动点胶机针头在yz面y轴的对针数据,若否,则结束对针过程。
[0112]
在本发明的一个实施例中,如图9所示,第二获取模块20可为人机交互设备(例如由嵌入式控制系统构成的触摸屏),第二获取模块20,即人机交互设备可具体用于设置自动点胶机的预设点胶路径数据和预设补偿数据,从而确定自动点胶机的预设点胶路径数据和预设补偿数据;此外,第二获取模块20,即人机交互设备还可用于输入待点胶工件的原始数据(例如待点胶工件的dxf格式的图形数据),以及待点胶工件的加工工艺参数。其中,预设点胶路径数据可包括多工位多点胶路径模式,预设补偿数据可包括自动点胶机的系统补偿数据和z轴补偿数据。
[0113]
举例而言,如图4所示,预设点胶路径数据可包括三种工位路径模式,即第一类工位路径模式a、第二类工位路径模式b和第三类点胶路径模式c;进一步地,如图5(a)、图5(b)、图5(c)、图5(d)、图5(e)和图5(f)所示,在每一个工位中,预设点胶路径数据可包括六种点胶路径模式,即第一类点胶路径模式(横向正弓字型点胶路径模式)、第二类点胶路径模式(横向反弓字型点胶路径模式)、第三类点胶路径模式(横向正z字型点胶路径模式)、第四类点胶路径模式(纵向正弓字型点胶路径模式)、第五类点胶路径模式(纵向正弓字型点
胶路径模式)、第六类点胶路径模式(纵向正z字型点胶路径模式)。
[0114]
由此可知,预设点胶路径数据可包括多种工位路径模式、并且在每一个工位中,还可包括多种点胶路径模式,通过多种工位路径模式和多种点胶路径模式组合可形成多工位多点胶路径模式。举例而言,参照图6,在每一个工位中,点胶路径模式可选择第一类点胶路径模式(横向正弓字型点胶路径模式),对于待加工的工位1、工位3、工位6、工位8、工位10和工位11可选择第二类工位路径模式b。
[0115]
在本发明的一个实施例中,如图9所示,第三获取模块30可包括机器视觉器件301和测高传感器302,机器视觉器件301可包括工业相机3011、光源3012、镜头3013、数据处理单元3014和拍照控制单元3015。其中,点胶控制模块40可根据预设点胶路径数据控制机器视觉器件301移动,以逐一拍摄每个待点胶工件的位姿数据(例如可采用连续式拍摄方式),同时还可根据预设点胶路径数据控制测高传感器302测量每个待点胶工件的高度数据,然后可将每个待点胶工件的位姿数据和高度数据共同存储,其中,待点胶工件的位姿数据可包括待点胶工件的位置数据和角度数据。通过测高能够解决待点胶工件因摆放高度不一致导致的点胶操作出现偏差的问题,从而能够保证点胶操作的准确性。
[0116]
具体地,点胶控制模块40可根据预设点胶路径数据控制机器视觉器件301移动,当到达拍摄位置时,拍摄控制单元可控制工业相机3011、光源3012、镜头3013配合动作以拍摄对应位置的待点胶工件,并可将拍摄得到的数据发送至数据处理单元3014处理,最终可将处理后的数据发送至第二获取模块20,即人机交互设备中保存。
[0117]
更具体地,可将机器视觉器件301拍摄得到的数据转换为二维数组,即x
camera
[n][m]、y
camera
[n][m]、z
camera
[n][m],其中,x
camera
[n][m]表示n行m列待点胶工件对应的机器视觉器件301坐标系x轴位置,y
camera
[n][m]表示n行m列待点胶工件对应的机器视觉器件301坐标系y轴位置,z
camera
[n][m]表示n行m列待点胶工件对应的机器视觉器件301坐标系基准的角度数据;同时,还可将测高传感器302测量得到的每个待点胶工件的高度数据转换为二维数组,即z
height
[n][m],并且z
height
[n][m]表示n行m列待点胶工件对应的机器视觉器件301坐标系基准的高度数据。
[0118]
在本发明的一个实施例中,如图9所示,点胶控制模块40可包括数据处理器401(例如型号为stm32f407的微处理芯片)和多轴运动控制器402(例如型号为pcl6045b的运动控制芯片)。其中,数据处理器401可具体用于根据对针数据、位姿数据、多工位多点胶路径模式和自动点胶机z轴补偿数据得到待点胶工件的过渡点胶路径数据,并可根据高度数据、自动点胶机系统补偿数据和过渡点胶路径数据得到待点胶工件的最终点胶路径数据,进而可通过基于modbus协议的串口通信与多轴运动控制器402相连,以将最终点胶路径数据发送至多轴运动控制器402;多轴运动控制器402可具体用于根据最终点胶路径数据控制自动点胶机对待点胶工件进行自适应点胶操作。
[0119]
具体地,如图9所示,点胶控制模块40可通过io模块分别与xz面对针传感器101、yz面对针传感器102、测高传感器302和拍照控制单元3015相连,并且点胶控制模块40可通过控制x、y、z轴电机驱动器以分别对应驱动x、y、z轴电机动作,从而实现自动点胶机的x、y、z轴行走控制。其中,对应自动点胶机的x、y、z轴还可分别对应设置x轴位置传感器800、y轴位置传感器900、z轴位置传感器1000以配合控制行走,具体地,x轴位置传感器800、y轴位置传感器900、z轴位置传感器1000可将检测的位置信息通过io模块100输入点胶控制模块40。
[0120]
举例而言,以i行j列待点胶工件为例,阐述根据对针数据、位姿数据、高度数据、预设点胶路径数据和预设补偿数据得到待点胶工件的最终点胶路径数据的计算过程。
[0121]
首先,可获取i行j列待点胶工件的原始位置数据,然后可根据i行j列待点胶工件的拍摄角度数据、自动点胶机z轴补偿数据,将i行j列待点胶工件的原始位置数据换算至机器视觉器件301坐标系中,具体可通过下列公式一对i行j列待点胶工件的原始位置数据进行转换:
[0122][0123]
其中,z
comp
为自动点胶机z轴补偿数据,(x
file
,y
file
)为i行j列待点胶工件的原始位置数据,z
camera
[i][j]为i行j列待点胶工件的高度数据。
[0124]
进一步地,可获取i行j列待点胶工件所在工位的起始位置数据,并可将该起始位置数据加入上述公式一,以得到下列公式二:
[0125][0126]
其中,(x
istart
,y
istart
)为i行j列待点胶工件所在工位的起始位置数据。
[0127]
进一步地,可获取i行j列待点胶工件所在工位的行列档距数据,并可根据该行列档距数据计算i行j列待点胶工件的中心位置数据,并可将该中心位置数据加入上述公式二,以得到下列公式三:
[0128][0129]
其中,(x
ij
,y
ij
)为i行j列待点胶工件的中心位置数据。
[0130]
进一步地,可获取对针补偿数据,并可将对针补偿数据和对针数据加入上述公式三,以得到下列公式四:
[0131][0132]
其中,z
″
run
为点胶路径中z轴的初始数据,并且该初始数据可设置为0,(x
needlecomp
,y
needlecomp
,z
needlecopm
)为对针补偿数据,(x
needle
,y
needle
,z
needle
)为对针数据。
[0133]
进一步地,可获取机器视觉器件301坐标系与自动点胶机坐标系的坐标转换数据,并可将该坐标转换数据和i行j列待点胶工件的拍摄位置数据加入上述公式四,以得到下列公式五,即过渡点胶路径数据的表达式:
[0134][0135]
其中,(x
camera
[i][j],y
camera
[i][j])为i行j列待点胶工件的拍摄位置数据,(x
camerabase
,y
camerabase
)为机器视觉器件坐标系与自动点胶机坐标系的坐标转换数据。
[0136]
进一步地,可获取自动点胶机的点胶高度基准数据,并可将自动点胶机的点胶高度基准数据、系统补偿数据和i行j列待点胶工件的高度数据加入上述公式五,即过渡点胶路径数据的表达式,以得到下列公式六,即最终点胶路径数据的表达式:
[0137][0138]
其中,(x
comp
,y
comp
)为系统补充数据,z
baseheight
为点胶高度的基准数据,z
height
[i][j]为第i行j列的待点胶工件的高度数据,(x
″″
run
,y
″″
run
,z
″′
run
)为过渡点胶路径数据,(x
run
,y
run
,z
run
)为最终点胶路径数据。
[0139]
进一步地,可将最终点胶路径数据输入自动点胶机的多轴运动控制器402,以调节控制自动点胶机的x、y、z轴组件,从而实现自动点胶机针头的自适应运动。
[0140]
下面将以蜂鸣器为例,结合图7整体阐述本发明的自动点胶机的控制方法的实施过程。
[0141]
s01,xz面对针传感器、yz面对针传感器、人机交互设备、机器视觉器件、测高传感器、多轴运动控制器自检,若自检无异常,则执行步骤s02、s03、s04、s05,若自检存在异常,则进行异常处理,具体可将异常信息反馈至人机交互设备,并可通过人机交互设备进行报警;
[0142]
s02,通过xz面对针传感器和yz面对针传感器获取对针数据;
[0143]
s03,通过人机交互设备设置预设点胶路径数据和预设补偿数据;
[0144]
s04,机器视觉器件准备并返回准备状态;
[0145]
s05,多轴运动控制器准备并返回准备状态;
[0146]
s06,根据预设点胶路径数据确定拍照路径,并发送至多轴运动控制器、机器视觉器件和测高传感器;
[0147]
s07,机器视觉器件根据拍照路径的指令拍摄每个待点胶工件的位姿数据;
[0148]
s08,测高传感器根据拍照路径的指令在同时获取每个待点胶工件的高度数据;
[0149]
s09,根据每个待点胶工件的高度数据和位姿数据得到自动点胶机的最终点胶路径数据;
[0150]
s10,多轴运动控制器根据最终点胶路径数据控制自动点胶机的x、y、z轴动作。
[0151]
本发明的有益效果如下:
[0152]
本发明能够根据机器视觉器件的拍摄数据自动调整自动点胶机的点胶路径角度,并能够根据待点胶工件的高度数据自动调整自动点胶机的点胶路径高度,从而能够保证产
品质量,并且能够降低人工调节的干预程度,从而能够提高产品质量和生产效率。
[0153]
在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0154]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0155]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0156]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必针对相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。