1.本技术涉及电线电缆绞合生产技术领域,尤其涉及一种绞合组件。
背景技术:
2.目前,高速线缆可用于支持高速数据传输的固定组件,由于其成本优势和节能优势,高数线缆广泛用于短距离应用数据中心,通常多条高速线缆绞合就可以投入使用。
3.现有的绞合机一般包括转轴、布线装置、成型装置和压紧装置,线缆通过布线装置周向等距离地分布,线缆随着转轴高速转动在成型装置中绞合形成绞线,为防止线缆在随转轴高速转动时发生自转,压紧装置将线缆勒紧。
4.针对上述中的相关技术,发明人认为该绞线机高速旋转时,随着旋转扭力的积累或者当线缆张力不够时,单条线缆容易出现自转,影响绞距等工艺要求。
技术实现要素:
5.为了防止绞线机高速旋转时,线缆出现自转,影响线缆工艺要求,本技术提供一种绞合组件。
6.本技术提供的一种绞合组件,采用如下的技术方案:
7.一种绞合组件,包括导线筒体、第一绞线筒体和若干一级导向板,所述第一绞线筒体一体连接于所述导线筒体进线的一侧,所述导线筒体内部插接有同轴导线筒,所述第一绞线筒体开设有若干绞线孔,所述绞线孔设置于所述第一绞线筒体面向所述导线筒体进线的一侧,若干所述绞线孔沿所述第一绞线筒体周向均匀分布,若干所述一级导向板周向等距离设置于所述第一绞线筒体的绞线孔侧壁处,若干所述一级导向板的一端穿过所述绞线孔倾斜,所述一级导向板设置有一级止转导孔,所述一级止转导孔的出线口指向所述导线筒体。
8.通过采用上述技术方案,线缆穿过一级导向板上的一级止转导孔,在绞线孔会合,随着绞合组件高速翻转,多条线缆在绞线孔绞合形成绞线,绞线穿过导线筒到达导线筒体。绞线孔沿第一绞线筒体周向均匀分布,线缆在导线筒体的进线口处会和形成绞线,避免线缆与筒壁的刮碰,此外操作人也可以看到线缆绞合情况较为全面的情况,一级导向板沿第一绞线筒体周向等距离设置,线缆围绕一个中心进行绞合,确保绞线绞距达到工艺要求,一级止转导孔倾斜指向导线筒,避免线缆与一级导向板出线口拐角刮蹭,一级止转导孔与线缆的形状一样,线缆可以穿过转一级止转导孔,但是一级止转导孔没有多余空间让线缆发生自转的。
9.优选的,所述一级导向板上设置有一级引线板,所述一级引线板设置在一级导向板远离所述第一绞线筒体的一面上,所述一级引线板靠近所述一级止转导孔进线口的一端设置有引导线缆的斜面。
10.通过采用上述技术方案,操作人将线缆穿进一级导向板内的一级止转导孔时,一级引线板一端的斜面倾斜指向一级止转导孔,对线缆有导向的作用。
11.优选的,所述一级引线板远离所述第一绞线筒体的一面中部设置有连通所述一级止转导孔的一级导线槽,所述一级导向板在所述一级导线槽形成了一级引线口,所述一级导向板为透明材料制作而成。
12.通过采用上述技术方案,操作人将线缆穿进一级止转导孔时,通过透明材料制成的一级导向板观察线缆具体位置,操作人可以将手伸入导线孔拉扯线缆,更加方便地完成穿线,此外,一级引线口还减少线缆与一级导向板的接触面积,减少对线缆的磨损。
13.优选的,所述第一绞线筒体与所述一级导向板可拆卸连接,所述一级引线板可拆卸连接。
14.通过采用上述技术方案,一级导向板的可拆卸连接,操作人可以更换孔径大小不同的一级导向板,可以绞合各种不同尺寸的线缆。
15.优先的,所述导线筒体远离所述第一绞线筒体的一端设置有第二绞线筒体,所述第二绞线筒体一体连接于所述导线筒体,所述第二绞线筒体设置有若干二级导向板,若干所述二级导向板沿所述第二绞线筒体周向等距离分布,所述二级导向板开设有二级止转导孔,所述二级止转导孔的出线口倾斜指向所述第二绞线筒的出线口。
16.通过采用上述技术方案,绞线从导线筒体的出线口出来,进入第二绞线筒体,绞线与穿过二级止转导孔的线缆在第二绞线筒体的出线口会和,随绞合组件高速旋转形成双层绞线。线缆穿过二级止转导孔,二级导向板倾斜指向第二绞线筒体的出线口,避免线缆与二级导向板出线口拐角刮蹭,二级导向板周向等距离分布,线缆可以围绕一个中心进行绞合,可以对均匀地分布在绞线上,确保绞线达到工艺要求,二级止转导孔与线缆形状一样,线缆可以成功穿过二级止转导孔,二级止转导孔没有多余的空间可以让线缆发生自转,在二级绞线筒体出线口处围绕已形成的单层绞线再绞合多一层线缆,形成双层绞线。
17.优选的,沿所述第二绞线筒体临近所述导线筒体的一侧周向均匀排布有若干观察孔。
18.通过采用上述技术方案,绞线穿过导线筒体,进入观察孔,操作人可以在观察孔查看绞线情况,此外,观察孔还有助于减少绞合组件材料的使用。
19.优选的,所述第一绞线筒体远离所述导线筒体一端内壁沿周向设置有若干卡槽。
20.通过采用上述技术方案,操作人可以通过卡槽将绞合组件与外部绞线发动机形成初步固定,避免绞合组件滑移。
21.优选的,所述第一绞线筒体远离所述导线筒体一端的开设若干用于固定的螺纹孔。
22.通过采用上述技术方案,操作人通过采用螺丝可以将绞合组件稳定地与外部绞线发动机固定,固定方式相对来说也比较简单方便。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.绞线机高速旋转时,防止线缆翻转;
25.2.可以制作双层绞线;
26.3.可以绞合不同尺寸的线缆;
附图说明
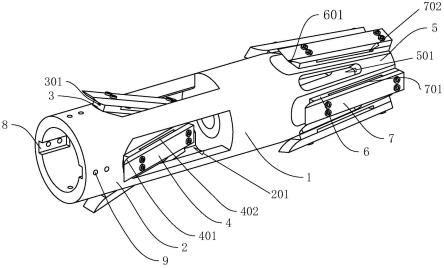
27.图1是本技术实施例的绞合组件的结构示意图。
28.图2是本技术实施例的绞合组件的剖视图。
29.附图标记说明:1、导线筒体;101、导线筒;2、第一绞线筒体;201、绞线孔;3一级导向板;301、一级止转导孔;4、一级引线板;401、斜面;402、一级导线槽;403、一级引线口;5、第二绞线筒体;501、观察孔;6、二级导向板;601、二级止转导孔;7、二级引线板;701、二级导线槽;702、二级引线口;8、卡槽;9、螺纹孔。
具体实施方式
30.以下结合附图1-2对本技术作进一步详细说明。
31.本技术实施例公开一种绞合组件。绞合组件用于安装在绞线机上,绞合组件入线的一端获取绞线机上的线缆,线缆和绞合组件在绞线机的带动下沿绞合组件轴线公转,绞合组件出线的一端连接收线装置,收线装置收纳绞合形成的绞线。
32.参照图1,绞合组件包括导线筒体1、第一绞线筒体2、两个及以上一级导向板3、第二绞线筒体5和两个及以上二级导向板6。导线筒体1进线口的一端一体连接第一绞线筒体2,导线筒体1出线口的一端一体连接第二绞线筒体5,一级导向板3沿周向均匀设置于第一绞线筒体2上,二级导向板6设置于第二绞线筒体5上,线缆穿过一级导向板3在第一绞线筒体2绞合形成单层绞线,单层绞线穿过导线筒体1到达第二绞线筒体5,线缆穿过二级导向板6在第二绞线筒体5围绕单层绞线绞合形成双层绞线。
33.参照图1,将绞合组件用于套接配合在绞线机上连接轴上。具体的,第一绞线筒体2远离导线筒体1的一端开口内壁处沿轴向开设有卡槽8,卡槽8的数量可以根据需求设置,在本实施例中,卡槽8的数量为2个,两个卡接槽8相对设置于导线筒体1的内壁上。当第一绞线筒体2套接在绞线机连接轴上时,卡槽8和绞线机连接轴配合,限制绞合组件和绞线机发生相对转动,实现对绞合组件的初步固定。第一绞线筒体2远离导线筒体1的一端开口处开设有用于和绞线机连接轴配合的螺纹孔9,在本实施例中,螺纹孔9设置有四组,四组螺纹孔9周向分布在导线筒体1上,且每组螺纹孔9设置为两个,操作人通过使用螺钉与螺丝孔9的配合,可以将第一绞线筒体2与绞线机连接轴固定连接。
34.参照图1,第一绞线筒体2 靠近导线筒体1的一端开设有两个及以上绞线孔201,绞线孔201周向均匀分布于第一绞线筒体2的侧壁上,在本实施例中,绞线孔201的数量和一级导向板3的数量相等,用于供一级导向板3安装。本实施例中,绞线孔201的数量为4个,绞线孔201供线缆穿过到达导线筒体1的进线口处。
35.参照图1和图2,一级导向板3周向等距离分布在第一绞线筒体2外壁上,在本实施例中,一级导向板3的数量为4个。第一绞线筒体2与一级导向板3可拆卸连接,操作人可以根据使用的线缆的形状,更换对应的一级导向板3。在本实施例中,第一绞线筒体2与一级导向板3之间连接方式是螺钉连接,一级导向板3内部开设有供线缆穿过的一级止转导孔301,一级止转导孔301的出线口指向导线筒体1的进线口,使得从一级导向板3的出线口移出的线缆在导线筒体1的进线口处汇合进行绞合,随绞合组件高速翻转形成单层绞线。
36.参照图1和图2,一级止转导孔301与线缆形状相配合,且一级止转导孔301截面面积略大于线缆的横截面积,用于防止线缆在一级导向板3中发生自转且确保线缆可以顺利穿过一级止转导孔301。线缆形状可以是带状、椭圆状等,本实施例中,一级止转导孔301的形状为扁平状。
37.参照图1和图2,一级导向板3为透明材料制作而成,操作人可以查看线缆位置以及线缆情况。一级导向板3远离第一绞线筒体2的一面开设有一级导线槽402,一级导向槽402和一级止转导孔301连通,一级导向板3设置有一级引线板4,一级引线板4连接在远离第一绞线筒体2的一面上,一级引线板4通过螺丝连接的方式固定在一级导向板3上,一级引线板4靠近一级止转导孔301的进线口一端为斜面,操作人可以在这个斜面的引导下,快速将线缆穿进一级止转导孔301。一级导向板3在一级导线槽402的位置形成一级引线口403,一级止转导孔301穿过一级引线口403,操作人在将线缆穿过一级止转导孔301时,可以将手指伸进一级止转导孔301完成穿线。此外,减少了线缆与一级止转导孔301的接触面积,可以减少对线缆的磨损。
38.参照图1,导线筒体1的内部插接有导线筒101,导线筒101与导线筒体1的制作材料不同,在本实施例中,导线筒101为橡胶材质制作而成,可以减少绞线与导线筒体1的摩擦,进而减少对绞线的磨损,此外,操作人可以更换不同孔径大小的导线筒101,实现绞合不同尺寸的线缆可以穿过导线筒体1。
39.参照图1,第二绞线筒体5实现了将单层绞线绞合形成双层绞线。线缆在导线筒体1进线口处绞合形成单层绞线,单层绞线穿过导线筒体1的出线口到达第二绞线筒体5。第二绞线筒体5靠近导线筒体1的一端周向均匀开设一个及以上观察孔7,在本实施例中,观察孔7的数量为5个,操作人可以在该处查看绞线情况,也可以减少绞合组件材料的使用。
40.参照图1和图2,二级导向板6靠近第二绞线筒体5的出线口的一端周向均匀分布,在本实施例中,二级导向板6的数量为5个。二级导向板6开设有供线缆穿射的二级止转导孔601,二级导向板6倾斜设置于第二绞线筒体5上,使得二级止转导孔601指向第二绞线筒体5的出线口,二级止转导孔601形状与线缆形状一样,二级止转导孔601横截面积略大于线缆横截面积,确保线缆可以顺利通过,同时可以限制线缆发生自转。二级导向板6与第二绞线筒体5可拆卸连接,这种连接方式可以是螺钉连接,绞合不同尺寸的线缆时,操作人可以通过更换二级止转导孔601孔径不同的二级导向板6。
41.参照图1和图2,二级导向板6为透明材料制作,操作人可以查看线缆的位置或者线缆其他情况,二级导向板6远离第二绞线筒体5的一面开设有二级导线槽701,二级导线槽701和二级止转导孔601连通。二级导向板6设置有二级引线板7,二级引线板7设置在远离第二绞线筒体5的一面,操作人可以将手指伸进二级引线口内完成线缆穿进二级止转导孔601,更加方便,此外也减少线缆与二级止转导孔601的接触面积,减少线缆的磨损。 二级引线板7靠近二级导向板6进线口的一端为斜面,操作人可以在这个斜面的引导下,快速将线缆穿进二级止转导孔601,
42.本技术实施例一种绞合组件的实施原理为:扁平状的线缆穿过一级导向板3内的一级止转导孔301到达导线筒体1的进线口,不能让线缆发生自转,随着绞合组件旋转形成单层绞线,单层绞线穿过绞线筒体1到达第二绞线筒体5,线缆在二级止转导孔601不能自转,在第二绞线筒体5的出线口围绕单层绞线绞合形成双层绞线;由于线缆不能发生自转,绞线能达到更高的工艺要求。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
