1.本实用新型属于光学检测设备,尤其是一种管道弯曲度检测装置。
背景技术:
2.在管道加工中,由于自身重力、加工工艺等方面的影响,管道一般会存在一定的弯曲量,这对管道的正常使用有着直接的影响。例如,机械作业产生的剧烈冲击、管道内部长期结垢、管道下方土质或岩石产生变形等都进一步扩大管道局部区域的应力破裂,进而导致管道损伤或破裂,因此,对管道弯曲度进行检测就非常必要。
3.目前的管道变形检测方法大多采用在平台上用卷尺、角尺、平尺等通用量具检测其尺寸。当待检测的管道的弯曲度过高时,两孔径之间存在着夹角,通用工具就难以测量两孔径之间尺寸,造成检测难度大或测量数据误差较大,无法判断零件的正确性,不利于保证产品质量。
技术实现要素:
4.为了克服上述技术缺陷,本实用新型提供一种管道弯曲度检测装置,以解决背景技术所涉及的问题。
5.本实用新型提供一种管道弯曲度检测装置,包括:
6.传输机构,包括多个安装预定距离直线排布的转动辊筒,所述转动辊筒至少与待检测管道的外周面上的两个接触点,适于驱动待检测管道向沿着轴向运动;
7.扫描机构,包括设置在所述传输机构上部的龙门架,设置在所述龙门架上部、并分别位于所述待检测管道两侧的至少两个激光扫描组件;且两个激光扫描组件的扫描面至少覆盖所述待检测管道的外周面的上部。
8.优选地或可选地,所述转动辊筒为的侧面形状为圆弧形或v形。
9.优选地或可选地,位于所述扫描机构前方的转动辊筒上方还设置有限位组件。
10.优选地或可选地,所述限位组件包括:截面形状为或近似为“冂”的限位架,卡设在所述限位架上、可沿着所述限位架上下移动的安装座,设置在所述安装座上、且与所述转动辊筒相对齐的限位辊筒,以及用于调整所述安装座相对于所述转动辊筒高度的手轮。
11.优选地或可选地,所述激光扫描组件的光源所形成的出射光为线形,且所述出射光的投影面垂直于所述待检测管道的轴线。
12.优选地或可选地,所述激光扫描组件包括:
13.外壳,在所述外壳内部形成至少两个安装腔体;
14.光源部,包括以预定角度安装在一个安装腔体内、适于产生预定波长的激光的光源,设置在所述光源后方、适于将点光束调制为线形光束的衍射装置;
15.接受部,包括安装在另一个安装腔体上的大口径受光镜头,设置在另一个安装腔体、并位于大口径受光镜头后方cmos传感器,以及位于所述受光镜头和所述cmos传感器之间的聚光组件;
16.经过待检测管道漫反射,使得所述接受部与所述光源部可以形成一个完整光路。
17.优选地或可选地,所述激光扫描组件为偶数个,每两个为一组,并沿着待检测管道轴线以预定间距排布。
18.优选地或可选地,所述龙门架上还设置有升降装置,以调整所述激光扫描组件相对于待检测管道的高度。
19.本实用新型涉及一种管道弯曲度检测装置,相较于现有技术,具有如下有益效果:本实用新型通过采用激光探测组件作为测量元件,根据几何光学计算得到待检测管道外表面到激光检测器的距离,经过连续采样后,进而推断出整个待检测管道的上表面轮廓和弯曲程度。
附图说明
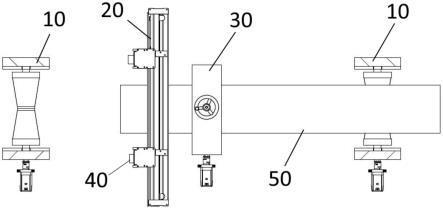
20.图1是本实用新型的结构示意图。
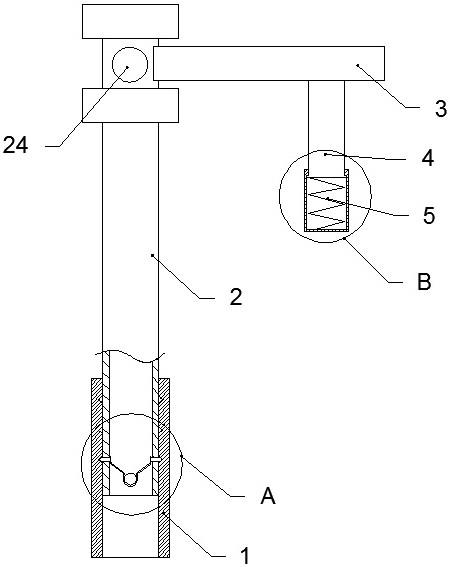
21.图2是本实用新型中限位组件的结构示意图。
22.图3是本实用新型中激光扫描组件的分布示意图。
23.图4是本实用新型中激光扫描组件的结构示意图。
24.附图标记为:转动辊筒10、伺服电机11、龙门架20、升降装置21、限位组件30、限位架31、安装座32、限位辊筒33、手轮34、激光扫描组件40、外壳41、光源部42、接受部43、待检测管道50。
具体实施方式
25.在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本实用新型发生混淆,对于本领域公知的一些技术特征未进行描述。
26.参阅附图1至3,一种管道弯曲度检测装置,包括:传输机构、扫描机构和限位机构。
27.其中,传输机构包括多个安装预定距离直线排布的转动辊筒10,所述预定距离大于待检测管道50长度的一半,所述转动辊筒10与伺服电机11相连接,适于驱动待检测管道50向沿着轴向运动。所述转动辊筒10为的侧面形状为v时,当所述转动辊筒10至少与待检测管道50的外周面上的两个接触点,所述转动辊筒10为的侧面形状为圆弧形时,当所述转动辊筒10的侧面与待检测管道50的外周面相接触。如此,能够保证待检测管道50位于转动辊筒10的中部,即保证待检测管道50向沿着轴向运动。
28.扫描机构包括设置在所述传输机构上部的龙门架20,设置在所述龙门架20上部、并分别位于所述待检测管道50两侧的至少两个激光扫描组件40;所述激光扫描组件40的光源所形成的出射光为线形,所述出射光的投影面垂直于所述待检测管道50的轴线。本实施例中所采用的光源为线光源,通过将点光源转化为线光源,提高了单次检测的检测面积,提高检测效率。其中,两个激光扫描组件40的扫描面至少覆盖所述待检测管道50的外周面的上部。也就是说,两个激光扫描组件40至少可以检测待检测管道50一半的轮廓信息,进而可以推断出整个待检测管道50的弯曲程度。
29.在进一步实施例中,所述激光扫描组件40为线激光测试仪。参阅附图4,所述激光
扫描组件40包括:外壳41、光源部42和接受部43,在所述外壳41内部形成至少两个安装腔体;光源部42包括以预定角度安装在一个安装腔体内、适于产生预定波长的激光的光源,设置在所述光源后方、适于将点光束调制为线形光束的衍射装置;所述衍射装置可以为市售激光扩束器和遮光器组合而成,形成高度一定的线形光束。接受部43包括安装在另一个安装腔体上的大口径受光镜头,设置在另一个安装腔体、并位于大口径受光镜头后方cmos传感器,以及位于所述受光镜头和所述cmos传感器之间的聚光组件;经过待检测管道50漫反射,使得所述接受部43与所述光源部42可以形成一个完整光路。
30.限位机构位于所述扫描机构前方的转动辊筒10上方,所述限位组件30包括:截面形状为或近似为“冂”的限位架31,卡设在所述限位架31上、可沿着所述限位架31上下移动的安装座32,设置在所述安装座32上、且与所述转动辊筒相对齐的限位辊筒33,以及用于调整所述安装座32相对于所述转动辊筒10高度的手轮34。所述限位机构可以充当一个限高组件,当避免管道过高,撞击到位于龙门架20上方的激光扫描组件40。
31.在进一步实施例中,所述龙门架20上还设置有升降装置21,调整所述激光扫描组件40相对于待检测管道50的高度,以满足不尺寸、高度管道的检测。
32.在进一步实施例中,所述激光扫描组件40为偶数个。同样地,设置有多个龙门架20与之相适配,用于安装上述激光扫描组件40。优选地,所述激光扫描组件40为偶4个或6个,以两个为一组,并沿着待检测管道50轴线以预定间距排布。通过同时取多组激光探测器的检测数据,能够大大提高整个检测装置的检测精度。
33.为了方便理解管道弯曲度检测装置的技术方案,对其工作原理做出简要说明:在使用过程中,首先调整限位辊筒33高度,以满足待检测管道50的尺寸,当待检测管道50沿着轴向运动通过限位机构,并至龙门架20底部。此时,光源待检测管道50发射一束平行光,由于待检测管道50并非镜面,经过待检测管道50漫反射后,被cmos传感器采集反射光的相关信息(反射光的波长、入射角度等信息),并结合出射光的入射角度,可以根据几何光学计算得到待检测管道50上表面到激光扫描组件40的距离,经过连续采样后,进而推断出整个待检测管道50的上表面轮廓和弯曲程度。
34.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行个合。为了避免不必要的重复,本实用新型对各种可能的个合方式不再另行说明。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。