1.本发明涉及水刺无纺布技术领域,具体涉及一种功能性水刺无纺布非织造材料及其制备方法。
背景技术:
2.水刺无纺布在生产时,会经过混棉、开松、铺网、水刺、烫面和分切等几个工序,其中混棉是将一种以上的纤维放入混棉机中进行混棉操作,是不同种的纤维混合均匀,相互缠绕在一起,这样制得的水刺无纺布会具有多种纤维相同或者相似的功能;
3.现有公开号为cn106436017b公共的一种壳寡糖纤维素纤维水刺无纺布及其生产方法,该水刺无纺布在生产时需要将寡糖纤维素纤维与棉纤维或合成纤维进行混合梳理,也就是混棉操作,但是寡糖纤维素纤维与棉纤维或合成纤维进行混合时,只能进行单维的混合,直接导致寡糖纤维素纤维与棉纤维或合成纤维混合不均匀,会降低水刺无纺布的均匀度,导致水刺无纺布的功能较差。
技术实现要素:
4.为了克服上述的技术问题,本发明的目的在于提供一种功能性水刺无纺布非织造材料及其制备方法,通过四斗混棉机,采用水平和竖直等多维混合,将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维形成均匀的混合纤维,混合纤维经过开松、铺网、水刺、烫面和分切后,可以得到具有优良的均匀度的功能性水刺无纺布,保证了抗菌效果、日晒效果和、抗拉强度和吸湿效果。
5.本发明的目的可以通过以下技术方案实现:
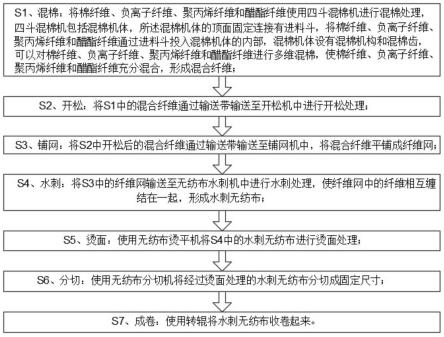
6.一种功能性水刺无纺布非织造材料及其制备方法,该制备方法包括以下步骤:
7.s1、混棉:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维使用四斗混棉机进行混棉处理,四斗混棉机包括混棉机体,所述混棉机体的顶面固定连接有进料斗,将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维通过进料斗投入混棉机体的内部,混棉机体设有混棉机构和混棉齿,可以对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行多维混棉,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维充分混合,形成混合纤维;
8.s2、开松:将s1中的混合纤维通过输送带输送至开松机中进行开松处理;
9.s3、铺网:将s2中开松后的混合纤维通过输送带输送至铺网机中,将混合纤维平铺成纤维网;
10.s4、水刺:将s3中的纤维网输送至无纺布水刺机中进行水刺处理,使纤维网中的纤维相互缠结在一起,形成水刺无纺布;
11.s5、烫面:使用无纺布烫平机将s4中的水刺无纺布进行烫面处理;
12.s6、分切:使用无纺布分切机将经过烫面处理的水刺无纺布分切成固定尺寸;
13.s7、成卷:使用转辊将水刺无纺布收卷起来。
14.作为本发明进一步的方案:所述s1使用四斗混棉机时,还包括以下步骤:
15.y1:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维同时投入进料斗中,所述进料斗的内侧设有三个活动的分割板,将进料斗分割成四个大小不相同的腔体,四个腔体分别用于输送棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维;
16.y2:进入混棉机构的内部后,混棉机构内部的正向混棉轮和反向混棉轮同时反向转动,对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合,混棉齿对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合进行纵向混合;
17.y3:控制棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的混合时间,保证棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀;
18.y4:通过排棉轮将混合均匀的纤维配合输送带输送至开松机的内部。
19.作为本发明进一步的方案:所述y3中棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的混合时间的混合时间为100秒至200秒。
20.4、根据权利要求1所述的一种功能性水刺无纺布非织造材料的制备方法,其特征在于,所述s1中混棉机体的内部还设有隔离板,所述隔离板用于调节s1中棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维在混棉机体内部混合的时间。
21.作为本发明进一步的方案:所述隔离板的底部为弧形,所述隔离板的底面插接有滑动的调节板,所述隔离板的顶端螺栓连接有油泵,所述隔离板的内部靠近调节板的位置开设有与调节板相互契合的弧形槽,所述弧形槽的顶端开设有油槽,所述油槽远离弧形槽的一端与油泵连接,所述调节板的外表面与弧形槽的内壁密封接触,所述油槽内部充满液压油。
22.作为本发明进一步的方案:所述s1中的混棉机构包括混棉轴,所述混棉轴的侧面嵌套有若干正向混棉轮和若干反向混棉轮,若干正向混棉轮和若干反向混棉轮等距交错嵌套在混棉轴的外侧,所述混棉轴靠近驱动电机的一端嵌套有传动轮,所述传动轮通过皮带连接有从动轮,所述从动轮靠近混棉机体的一侧固定连接有驱动轴,所述驱动轴通过轴承穿插在混棉机体内,所述驱动轴的侧面靠近混棉机体的内腔位置嵌套有若干等距设置的排棉轮。
23.作为本发明进一步的方案:所述s4使用的水刺机的生产速度为280米/分钟,水刺机使用的水压为40千帕。
24.作为本发明进一步的方案:所述s5中无纺布烫平机的烫平温度为150摄氏度。
25.一种功能性水刺无纺布非织造材料,该功能性水刺无纺布非织造材料使用功能性水刺无纺布非织造材料的制备方法制取,包括棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维,棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的重量份数分别为:
26.棉纤维:100份,负离子纤维:7份,聚丙烯纤维:35份,醋酯纤维:35份。
27.本发明的有益效果:
28.1、本发明中,通过四斗混棉机将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀,采用水平和竖直等多维混合,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维形成均匀的混合纤维,混合纤维经过开松、铺网、水刺、烫面和分切后,可以得到具有优良的均匀度的功能性水刺无纺布,保证了抗菌效果、日晒效果和、抗拉强度和吸湿效果。
29.2、本发明中,通过在四斗混棉机内设置的隔离板,工作时,通过油泵可以控制油槽内部的液压油量,当混棉机构在工作时,便可以增大油槽内部液压油的油压,使液压油可以
推动调节板,保证调节板卡在隔离板的底端,密封混棉机体的内腔,保证混棉机构可以不断进行混棉操作,根据实际需要,调整混棉机构的工作时间,当混棉机构的混棉操作完成后,便通过油泵减小油槽内部液压油的油压,此时液压油会吸住调节板,使调节板嵌入弧形槽内,打开混棉机体的内腔,保证混合好的纤维可以从隔离板的底端输送出来,实现了混棉机构工作量的可控,也就实现了水刺无纺布混棉效果的可控。
30.3、本发明中,通过设置的正向混棉轮和反向混棉轮,由于正向混棉轮和反向混棉轮的转动反向相反,并且是交错设置,当棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进入混棉机体的内腔中后,正向混棉轮和反向混棉轮会不同的撕扯纤维,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合更加均匀,当正向混棉轮和反向混棉轮完成混棉操作后,设置的排棉轮会排出混合均匀的纤维。
31.4、本发明中,设置的两个液压缸会分别通过液压杆驱动第一轴和第二轴,使第一轴和第二轴往复移动,在第一轴和第二轴往复移动的过程中,第一轴和第二轴会分别带动侧面的若干混棉齿做往复移动,而混棉齿在做往复移动的过程中,会沿横向撕扯混合纤维,而正向混棉轮和反向混棉轮是纵向撕扯混合纤维,二者相互配合会实现四斗混棉机的多维混棉效果
附图说明
32.下面结合附图对本发明作进一步的说明。
33.图1是本发明制备方法的工艺流程图;
34.图2是本发明中混棉的工艺流程图;
35.图3是本发明中四斗混棉机的结构示意图;
36.图4是本发明中隔离板的剖视图;
37.图5是本发明中混棉机构的结构示意图;
38.图6是本发明中混棉轴的结构示意图;
39.图7是本发明中弧形板的结构示意图。
40.图中:1、混棉机体;2、进料斗;21、分割板;3、出料板;4、驱动电机;41、主动轮;5、隔离板;51、调节板;52、油泵;53、油槽;6、混棉机构;61、混棉轴;611、固定套;612、动力轴;613、单行星齿轮组;614、双行星齿轮组;62、正向混棉轮;63、反向混棉轮;64、传动轮;65、从动轮;66、驱动轴;67、排棉轮;7、液压缸;71、弧形板;72、第一轴;73、第二轴;74、混棉齿。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
42.如图1-图7所示,一种功能性水刺无纺布非织造材料,该水刺无纺布非织造材料包括棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维,棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维使用四斗混棉机进行混棉处理,所述四斗混棉机会同时接收棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维并同时混合棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维,使棉纤维、负离
子纤维、聚丙烯纤维和醋酯纤维形成均匀的混合纤维。
43.如图3所示,四斗混棉机包括混棉机体1,混棉机体1的顶面固定连接有进料斗2,进料斗2的内侧设有三个活动的分割板21,由于棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的添加量不一致,因此,可以调整三个活动的分割板21的位置,使进料斗2契合棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的进料量,混棉机体1的顶面靠近进料斗2的一侧螺栓连接有驱动电机4,混棉机体1的内腔底端位置设有出料板3,出料板3的顶部设有隔离板5,出料板3可以替换为输送带,当隔离板5打开后,出料板3可以将混棉机体1中混合均匀的纤维输送出来,进行下一工序,混棉机体1的内腔靠近隔离板5的两侧位置设有混棉机构6,混棉机构6是专门用来混合棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的机构,可以使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀。
44.如图4所示,隔离板5的底部为弧形,隔离板5的底面插接有滑动的调节板51,隔离板5的顶端螺栓连接有油泵52,隔离板5的内部靠近调节板51的位置开设有与调节板51相互契合的弧形槽,调节板51可以在弧形槽的内部自由滑动,弧形槽的顶端开设有油槽53,油槽53远离弧形槽的一端与油泵52连接,调节板51的外表面与弧形槽的内壁密封接触,油槽53内部充满液压油;
45.工作时,通过油泵52可以控制油槽53内部的液压油量,当混棉机构6在工作时,便可以增大油槽53内部液压油的油压,使液压油可以推动调节板51,保证调节板51卡在隔离板5的底端,密封混棉机体1的内腔,保证混棉机构6可以不断进行混棉操作,当混棉机构6的混棉操作完成后,便通过油泵52减小油槽53内部液压油的油压,此时液压油会吸住调节板51,使调节板51嵌入弧形槽内,打开混棉机体1的内腔,保证混合好的纤维可以从隔离板5的底端输送出来。
46.如图5所示,混棉机构6包括混棉轴61,混棉轴61的侧面嵌套有若干正向混棉轮62和若干反向混棉轮63,若干正向混棉轮62和若干反向混棉轮63等距交错嵌套在混棉轴61的外侧,混棉轴61靠近驱动电机4的一端嵌套有传动轮64,传动轮64通过皮带连接有从动轮65,从动轮65靠近混棉机体1的一侧固定连接有驱动轴66,驱动轴66通过轴承穿插在混棉机体1内,驱动轴66的侧面靠近混棉机体1的内腔位置嵌套有若干等距设置的排棉轮67;
47.由于正向混棉轮62和反向混棉轮63的转动反向相反,并且是交错设置,当棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进入混棉机体1的内腔中后,正向混棉轮62和反向混棉轮63会不同的撕扯纤维,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合更加均匀,当正向混棉轮62和反向混棉轮63完成混棉操作后,设置的排棉轮67会排出混合均匀的纤维。
48.如图6所示,混棉轴61包括固定套611,固定套611的两端与混棉机体1的内壁固定连接,固定套611的内侧穿插有动力轴612,固定套611的侧面设有若干单行星齿轮组613和若干双行星齿轮组614,动力轴612的侧面靠近单行星齿轮组613和双行星齿轮组614的位置均开设有外齿槽,外齿槽分别与单行星齿轮组613和双行星齿轮组614相互契合,单行星齿轮组613的位置与正向混棉轮62的位置一一对应,正向混棉轮62的内圈开设有与单行星齿轮组613相互契合的内齿槽,双行星齿轮组614的位置与反向混棉轮63的位置一一对应,反向混棉轮63的内圈开设有与双行星齿轮组614相互契合的内齿槽,驱动电机4的动力输出轴通过皮带与传动轮64动力连接;
49.当驱动电机4的动力输出轴带动主动轮41转动时,主动轮41会通过皮带或者链条
带动动力轴612转动,如图5所示,动力轴612会通过单行星齿轮组613带动正向混棉轮62转动,并且正向混棉轮62的转动方向与动力轴612相反,动力轴612同时也会通过双行星齿轮组614带动反向混棉轮63转动,并且反向混棉轮63的转动方向与动力轴612相同,因此可以实现正向混棉轮62和反向混棉轮63反向转动,从而可以撕扯棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维。
50.如图7所示,混棉机体1两侧螺栓连接有液压缸7,两个液压缸7靠近混棉机体1的一端通过液压杆分别连接有第一轴72和第二轴73,第一轴72和第二轴73的外侧设有弧形板71,弧形板71的端面与混棉机体1的内壁固定连接,第一轴72和第二轴73的侧面均固定连接有若干混棉齿74,若干混棉齿74交替设置,且与弧形板71的内壁相互契合,弧形板71与隔离板5相互配合嵌套在正向混棉轮62和反向混棉轮63的外侧;
51.设置的两个液压缸7会分别通过液压杆驱动第一轴72和第二轴73,使第一轴72和第二轴73往复移动,在第一轴72和第二轴73往复移动的过程中,第一轴72和第二轴73会分别带动侧面的若干混棉齿74做往复移动,而混棉齿74在做往复移动的过程中,会沿横向撕扯混合纤维,而正向混棉轮62和反向混棉轮63是纵向撕扯混合纤维,二者相互配合会实现四斗混棉机的多维混棉效果,如图6所示,由于混棉齿74均处于弧形板71的内壁上方,所以混合纤维由于自身的重力作用,不会卡在混棉齿74内,而是落到出料板3的顶面。
52.如图1-图7所示,取棉纤维:100份,负离子纤维:5份,聚丙烯纤维:30份,醋酯纤维:30份,标记为一号;
53.取棉纤维:100份,负离子纤维:7份,聚丙烯纤维:35份,醋酯纤维:35份,标记为二号;
54.取棉纤维:100份,负离子纤维:10份,聚丙烯纤维:40份,醋酯纤维:40份,标记为三号;
55.取棉纤维:100份,负离子纤维:10份,聚丙烯纤维:40份,醋酯纤维:40份,标记为四号。
56.实施例一:
57.如图1-图6所示,将一号原材料按照以下步骤加工:
58.s1、混棉:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维使用四斗混棉机进行混棉处理,四斗混棉机包括混棉机体1,混棉机体1的顶面固定连接有进料斗2,将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维通过进料斗2投入混棉机体1的内部,混棉机体1设有混棉机构6和混棉齿74,可以对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行多维混棉,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维充分混合,形成混合纤维;
59.s2、开松:将s1中的混合纤维通过输送带输送至开松机中进行开松处理;
60.s3、铺网:将s2中开松后的混合纤维通过输送带输送至铺网机中,将混合纤维平铺成纤维网;
61.s4、水刺:将s3中的纤维网输送至无纺布水刺机中进行水刺处理,使纤维网中的纤维相互缠结在一起,形成水刺无纺布,水刺机的生产速度为280米/分钟,水刺机使用的水压为40千帕;
62.s5、烫面:使用无纺布烫平机将s4中的水刺无纺布进行烫面处理,无纺布烫平机的烫平温度为150摄氏度;
63.s6、分切:使用无纺布分切机将经过烫面处理的水刺无纺布分切成固定尺寸;
64.s7、成卷:使用转辊将水刺无纺布收卷起来,制得一号功能性水刺无纺布;
65.其中,s1使用四斗混棉机时,还包括以下步骤:
66.y1:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维同时投入进料斗2中,进料斗2的内侧设有三个活动的分割板21,将进料斗2分割成四个大小不相同的腔体,四个腔体分别用于输送棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维;
67.y2:进入混棉机构6的内部后,混棉机构6内部的正向混棉轮62和反向混棉轮63同时反向转动,对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合,混棉齿74对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合进行纵向混合;
68.y3:控制棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的混合时间为150秒,保证棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀;
69.y4:通过排棉轮67将混合均匀的纤维配合输送带输送至开松机的内部。
70.实施例二:
71.如图1-图6所示,将二号原材料按照以下步骤加工:
72.s1、混棉:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维使用四斗混棉机进行混棉处理,四斗混棉机包括混棉机体1,混棉机体1的顶面固定连接有进料斗2,将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维通过进料斗2投入混棉机体1的内部,混棉机体1设有混棉机构6和混棉齿74,可以对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行多维混棉,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维充分混合,形成混合纤维;
73.s2、开松:将s1中的混合纤维通过输送带输送至开松机中进行开松处理;
74.s3、铺网:将s2中开松后的混合纤维通过输送带输送至铺网机中,将混合纤维平铺成纤维网;
75.s4、水刺:将s3中的纤维网输送至无纺布水刺机中进行水刺处理,使纤维网中的纤维相互缠结在一起,形成水刺无纺布,水刺机的生产速度为280米/分钟,水刺机使用的水压为40千帕;
76.s5、烫面:使用无纺布烫平机将s4中的水刺无纺布进行烫面处理,无纺布烫平机的烫平温度为150摄氏度;
77.s6、分切:使用无纺布分切机将经过烫面处理的水刺无纺布分切成固定尺寸;
78.s7、成卷:使用转辊将水刺无纺布收卷起来,制得二号功能性水刺无纺布;
79.其中,s1使用四斗混棉机时,还包括以下步骤:
80.y1:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维同时投入进料斗2中,进料斗2的内侧设有三个活动的分割板21,将进料斗2分割成四个大小不相同的腔体,四个腔体分别用于输送棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维;
81.y2:进入混棉机构6的内部后,混棉机构6内部的正向混棉轮62和反向混棉轮63同时反向转动,对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合,混棉齿74对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合进行纵向混合;
82.y3:控制棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的混合时间为150秒,保证棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀;
83.y4:通过排棉轮67将混合均匀的纤维配合输送带输送至开松机的内部。
84.实施例三:
85.如图1-图6所示,将三号原材料按照以下步骤加工:
86.s1、混棉:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维使用四斗混棉机进行混棉处理,四斗混棉机包括混棉机体1,混棉机体1的顶面固定连接有进料斗2,将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维通过进料斗2投入混棉机体1的内部,混棉机体1设有混棉机构6和混棉齿74,可以对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行多维混棉,使棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维充分混合,形成混合纤维;
87.s2、开松:将s1中的混合纤维通过输送带输送至开松机中进行开松处理;
88.s3、铺网:将s2中开松后的混合纤维通过输送带输送至铺网机中,将混合纤维平铺成纤维网;
89.s4、水刺:将s3中的纤维网输送至无纺布水刺机中进行水刺处理,使纤维网中的纤维相互缠结在一起,形成水刺无纺布,水刺机的生产速度为280米/分钟,水刺机使用的水压为40千帕;
90.s5、烫面:使用无纺布烫平机将s4中的水刺无纺布进行烫面处理,无纺布烫平机的烫平温度为150摄氏度;
91.s6、分切:使用无纺布分切机将经过烫面处理的水刺无纺布分切成固定尺寸;
92.s7、成卷:使用转辊将水刺无纺布收卷起来,制得三号功能性水刺无纺布;
93.其中,s1使用四斗混棉机时,还包括以下步骤:
94.y1:将棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维同时投入进料斗2中,进料斗2的内侧设有三个活动的分割板21,将进料斗2分割成四个大小不相同的腔体,四个腔体分别用于输送棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维;
95.y2:进入混棉机构6的内部后,混棉机构6内部的正向混棉轮62和反向混棉轮63同时反向转动,对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合,混棉齿74对棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维进行横向混合进行纵向混合;
96.y3:控制棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维的混合时间为150秒,保证棉纤维、负离子纤维、聚丙烯纤维和醋酯纤维混合均匀;
97.y4:通过排棉轮67将混合均匀的纤维配合输送带输送至开松机的内部。
98.实施例四:
99.与实施例一、实施例二和实施例三不同的是,四号原料采用现有技术中的混棉机进行混棉操作,制得四号功能性水刺无纺布。
100.根据上述四个实施例制得的功能性水刺无纺布,分别检测其均匀度、抗菌效果、日晒效果、抗拉强度和吸湿效果,得出下表数据:
[0101] 均匀度抗菌效果日晒效果抗拉强度吸湿效果一号纤维均匀较差较差较差优二号纤维均匀优优优优三号纤维均匀优优优较差四号分布不均差差差差
[0102]
由上表数据可知,采用四斗混棉机制得的功能性水刺无纺布具有优良的均匀度,保证了抗菌效果、日晒效果和抗拉强度,随着棉纤维占比的减速,生产出来的功能性水刺无
纺布吸湿性逐渐降低,因此,综合考虑功能性水刺无纺布的效果,采用实施例二中的重量分数来生产功能性水刺无纺布,可以得到质量最优的功能性水刺无纺布。
[0103]
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。