用于tial/镍基高温合金连接的ti/al x复合中间层及扩散焊方法
技术领域
1.本发明属于焊接技术领域,特别涉及一种用于tial合金与镍基高温合金两种极异材料之间扩散焊连接的焊接方法。
背景技术:
2.镍基高温合金具有较高的强度、优异的抗高温氧化性和抗热疲劳性能,在各类飞行器中广泛应用,但是,结构减重是高性能武器装备研制中的一项重要指标。而tial合金具有密度低,比强度高、比刚度大,高温力学性能和抗氧化性能优良等特点,可在760℃~850℃长期工作,是航空航天飞行器耐高温结构部件的理想侯选材料。正是由于tial合金的密度仅是镍基高温合金的1/2,采用tial替代ni基镍基高温合金,可以大幅降低部件重量,进而提高飞行器的效率和性能。如航空领域,高超声速飞行器金属热防护结构需要满足700℃~800℃的使用要求,拟采用tial合金与镍基镍基高温合金组成的双合金蜂窝热结构的方案,可以大幅减小结构重量。
3.研制tial/镍基高温合金双合金结构的复杂构件,必须解决tial合金与镍基高温合金之间的精密连接问题。但由于两种材料的物理和化学性能差异及自身特点,使得tial合金与镍基高温合金之间的连接主要存在以下问题:
①
两种合金成分差异很大,焊接获得在成分和组织上同时与它们具有良好冶金相容性的焊缝十分困难;
②
ti在液态ni中的溶解焓为-170kj/mol,ti与ni之间的亲和力极强,极易发生反应生成ti2ni、tini、tini3等二元金属间化合物,以及a1-ni-ti等三元脆性化合物,这些脆性相会严重恶化接头力学性能;
③
两种异质合金在热膨胀系数、热导率等物理性能方面存在较大差异,容易在焊接过程中产生一定的残余热应力,导致在连接界面处极易形成微裂纹,要实现其良好连接非常困难。
4.研究人员在无中间层直接扩散焊接tial/gh2036时,由于扩散不充分,接头组织中存在大量未焊合的孔洞(周媛,等.tial合金与高温合金的扩散焊接头组织及性能[j].材料工程,2012,8:88-91.)。采用中间层有利于优化界面反应行为,但是无论以ti箔纯金属(li h.x.,et al.microstructure and shear strength of reactive brazing joints of tial/ni-based alloy[j].transactions of nonferrous metals society of china,2012,22:324-329.)或ti/cu复合箔(qi x.s.,et al.phase evolution of diffusion bonding interface between high nb containing tial alloy and ni-cr-w superalloy[j].rare metal materials and engineering,2015,44(7):1575-1580.)为中间层,还是以tc4合金箔(he p.,et al.effect of hydrogen on diffusion bonding of tial based intermetallics and ni-based superalloy using hydrogenated ti6al4v interlayer[j].international journal of hydrogen energy,2014,39:1882-1887.)为中间层,中间层中的元素都可以与母材元素发生较为剧烈的化学发应,生成alcu2ti、ti2ni、alni2ti等脆性化合物,极易在焊缝中形成裂纹,接头剪切强度普遍低于260mpa。
[0005]
因此,由于tial合金与镍基高温合金在物化性能方面存在较大差异,要实现这种
极异材料的良好连接极其困难,急需开展系统的科学研究,解决焊接界面冶金相容性差、异质接头结合强度不足、高温性能不匹配等问题。
技术实现要素:
[0006]
本发明的目的在于提供一种用于tial/镍基高温合金连接的ti/al x复合中间层及扩散焊方法,以ti/al x(cr,fe)三元叠层箔带为中间层,进行tial合金与镍基高温合金的扩散焊连接,实现两种极异材料良好连接。
[0007]
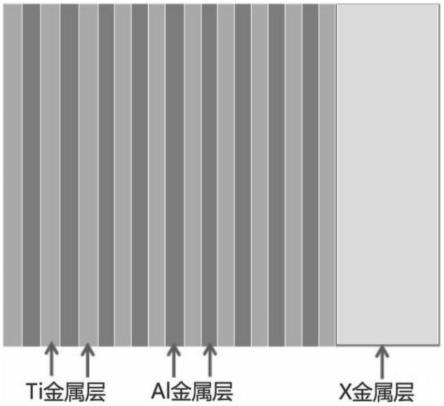
为解决上述技术问题,本发明提供一种用于tial/镍基高温合金连接的ti/al x复合中间层,所述中间层为由多层交替叠加的ti金属层和al金属层,以及单层的x金属层组成的ti/al x三元叠层箔带,所述x金属层为cr金属层或fe金属层。
[0008]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层中,所述ti/al x三元叠层箔带的单个所述ti金属层和单个所述al金属层的厚度为20nm~150nm,所述ti金属层和所述al金属层多层交替叠加后对应的ti/al叠层区域的厚度为20μm~90μm,所述x金属层的厚度为3μm~10μm。
[0009]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层中,所述ti/al x三元叠层箔带为采用电子束物理气相沉积方法制备的箔带材料。
[0010]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层中,所述ti/al x三元叠层箔带采用磁控溅射方法或真空蒸镀方法直接在待焊合金表面制备。
[0011]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层中,所述ti金属层和所述al金属层具有纳米级厚度特征,所述x金属层具有微米级厚度特征。
[0012]
本发明还提供一种用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,包括:
[0013]
步骤1、设计并制备ti/al x三元叠层箔带作为复合中间层,所述三元叠层箔带的一侧为ti金属层和al金属层的多层交替叠加,另一侧为单层的x金属层,x金属层为cr金属层或fe金属层;
[0014]
步骤2、将tial合金与镍基高温合金加工成所需的尺寸,依次进行打磨、抛光和超声清洗处理,得到被焊母材试样;
[0015]
步骤3、将所述ti/al x三元叠层箔带置于待焊接合金表面,使其ti/al叠层侧接触所述tial合金的焊接表面,x金属层接触所述镍基高温合金的焊接表面,形成被焊工件,把被焊工件放于真空扩散焊设备中,并施加压力,经加热、保温、冷却热循环后完成焊接。
[0016]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法中,在所述步骤3中,施加压力为5mpa~25mpa,焊接温度为850℃~1000℃,保温时长0.5~1.0h。
[0017]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法中,所述施加的压力为10~20mpa。
[0018]
可选的,在上述用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法中,所述加热温度为920℃,并在该温度下保温1h。
[0019]
本发明所提供的一种用于tial/镍基高温合金连接的ti/al x复合中间层及扩散焊方法,具有以下有益效果:
[0020]
(1)中间层反应活性方面:不同于现有技术中提到的传统金属箔复合而成的中间层,本发明所述ti/al x(cr,fe)三元叠层箔带中,ti/al叠层区域是由纳米级厚度的ti/al双金属层交替叠加而成,其具有极高的活性,比如在室温条件下点燃总厚度为30μm~100μm的ti/al纳米叠层箔带,它在大气条件下的燃烧速度可以达到10m/s。这种高活性可以在焊接过程中促进原子扩散和反应,降低对焊接温度和保温时间的要求,可以在相对低的焊接温度下实现合金之间的扩散焊接,降低扩散焊过程对被焊母材组织和性能的影响。
[0021]
(2)中间层与被焊母材冶金相容性方面:被焊母材tial合金主要组成元素为ti和al,其常见成分有ti-48al-2cr-2nb、ti-45al-2mn-2nb 0.8%tib2(at.%)等,ti/al x三元叠层箔带中的ti/al叠层区域与被焊母材tial合金冶金相容性良好。被焊母材镍基高温合金的主要组成元素为ni、cr、fe、co等,其常见牌号有gh536、gh4169、gh4220、gh4049等,且根据二元合金相图,ni、co与γ-fe之间可形成连续固溶体,cr与α-fe之间可形成连续固溶体,cr与ni、cr与co之间都有较大的固溶度,所以,ti/al x(cr,fe)三元叠层箔带中的cr或fe金属层与镍基高温合金冶金相容性良好。
[0022]
因此,本发明以ti/al x(cr,fe)三元叠层箔带为中间层,在焊前装配时,保持结构:tial合金/ti/al x三元叠层箔带/镍基高温合金,可使中间层与两种被焊母材同时有很好的相容性,有助于获得冶金相容性良好的扩散焊接头。
[0023]
(3)焊接过程冶金反应调控方面:焊接过程中为了实现良好的冶金结合,需要原子之间具有一定的反应倾向,但也要控制原子之间剧烈反应,避免生成较多的脆性化合物影响接头性能。如前所述,被焊母材镍基高温合金中ni、co元素含量较多。根据有关研究文献,ni与ti、a1元素的混合焓分别为-35kj/mol和-22kj/mol,co与ti、a1元素的混合焓分别为-28kj/mol和-19kj/mol,而cr与ti、a1元素的混合焓分别为-7kj/mol和-10kj/mol,fe与ti、a1元素的混合焓分别为-17kj/mol和-11kj/mol,明显低于ni和co的数值,意味着cr与ti、a1,fe与ti、a1的反应倾向要远低于ni或co与ti、a1的反应倾向。
[0024]
因此,本发明以ti/al x(cr,fe)三元叠层箔带为中间层,并在焊前装配时,采取tial合金/ti/al x三元叠层箔带/镍基高温合金的结构,利用cr或fe金属层阻止或减缓镍基高温合金与ti/al叠层区域之间的反应程度,降低脆性化合物的生成。
附图说明
[0025]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0026]
图1~图3为本发明不同具体实施例提供的ti/al x(cr,fe)三元叠层箔带的内部结构示意图。其中,图1与图2的ti/al叠层交替叠加的先后次序不同,图1与图3的ti/al叠层叠加的厚度不同。
具体实施方式
[0027]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附
图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
[0028]
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0029]
在本发明的描述中,多个的含义是两个以上,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
[0030]
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
[0031]
本发明的核心是提供一种用于tial/镍基高温合金连接的ti/al x复合中间层及扩散焊方法,以ti/al x(cr,fe)三元叠层箔带为中间层,进行tial合金与镍基高温合金的扩散焊连接,实现两种极异材料良好连接。
[0032]
为了使本领域的技术人员更好地理解本发明提供的技术方案,下面将结合附图和具体实施例对本发明作进一步的详细说明。
[0033]
请参考图1-图3,图1~图3为本发明不同具体实施例提供的ti/al x(cr,fe)三元叠层箔带的内部结构示意图。其中,图1与图2的ti/al叠层交替叠加的先后次序不同,图1与图3的ti/al叠层叠加的厚度不同。
[0034]
本发明提供了一种用于tial/镍基高温合金连接的ti/al x复合中间层,中间层为由多层交替叠加的ti金属层和al金属层,以及单层的x金属层组成的ti/al x三元叠层箔带,所述x金属层为cr金属层或fe金属层。
[0035]
为了使中间层与两种被焊母材的焊接更加紧密,可以选择合适的ti/al x的三元叠层箔带中间层结构和厚度,具体地,所述ti/al x三元叠层箔带中,单个所述ti金属层和单个所述al金属层的厚度均为20nm~150nm,所述ti金属层和所述al金属层多层交替叠加后对应的ti/al叠层区域的厚度为20μm~90μm,所述x金属层的厚度为3μm~10μm。
[0036]
具体地,采用电子束物理气相沉积方法制备的箔带材料形成一个整体的ti/al x三元叠层箔带。进一步地,ti/al x三元叠层箔带采用磁控溅射方法或真空蒸镀方法直接在待焊合金表面制备。将ti、al、x(cr,fe)元素通过物理气相沉积,在真空条件下,利用蒸发或溅射等物理形式,把固体的材料转化为原子、分子或离子态的气相物质,然后使这些气相物质依次以膜层形式沉积到基体或零件的表面,形成三元叠层箔带。
[0037]
所述ti金属层和所述al金属层均具有纳米级厚度特征,所述x金属层具有微米级厚度特征。在该级别的厚度特征下具有极高的活性,这种高活性可以在焊接过程中促进原子扩散和反应,降低对焊接温度和保温时间的要求,可以在相对低的焊接温度下实现合金之间的扩散焊接,降低扩散焊过程对被焊母材组织和性能的影响。
[0038]
此外,本发明还提供了一种用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,采用ti/al x三元叠层箔带为中间层进行tial合金与镍基高温合金的扩散焊连接,包括:
[0039]
步骤1、设计并制备ti/al x三元叠层箔带作为复合中间层,所述三元叠层箔带即
是一侧由ti金属层和al金属层的多层交替叠加后,再在另一侧叠加单层的x金属层构成,x金属层为cr金属层或fe金属层;ti金属层和al金属层可以交替叠加多层,具体层数不作限定,可根据实际需要进行适应性选择。并且单层的x金属层设置在ti/al叠层的任意一侧均可,由于ti金属层或al金属层的单层厚度较薄,ti金属层/al金属层均可与x金属层接触,均能够实现本案的有益效果。
[0040]
步骤2、将tial合金与镍基高温合金加工成所需的尺寸,依次进行打磨、抛光和超声清洗处理,得到被焊母材试样;打磨方式具体采用砂纸打磨待焊面后,进行抛光和超声清洗处理;
[0041]
步骤3、将所述ti/al x三元叠层箔带置于待焊接合金表面,使其ti/al叠层侧接触所述tial合金的焊接表面,x金属层接触所述镍基高温合金的焊接表面,形成被焊工件,把被焊工件放于真空扩散焊设备中,并施加压力,经加热、保温、冷却热循环后,实现tial合金与镍基高温合金的扩散焊连接。
[0042]
需要说明的是,ti/al x(cr,fe)三元叠层箔带,以其为中间层进行tial合金与镍基高温合金的扩散焊连接,其目的是控制接头中脆性反应层的形成,减少焊缝中化合物生成,降低接头脆性倾向,为tial合金与镍基高温合金这两种极异材料的连接提供技术解决方案,使连接接头具有与母材相匹配的耐热性,拓宽tial合金的工程应用领域。
[0043]
本发明提供的一种用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,该方法通过设计并制备ti/al x(cr,fe)三元叠层箔带;将tial合金与镍基高温合金加工成所需的尺寸后,进行打磨、抛光、超声清洗;将三元叠层箔带置于待焊接合金表面,放入真空扩散焊设备中,施加压力,经加热、保温、冷却热循环后完成焊接。通过采用合适的ti/al x(cr,fe)三元叠层箔带中间层结构和厚度,调控连接过程的冶金反应和化合物生成,可实现两种极异材料良好连接。
[0044]
在所述步骤3中,施加压力为5mpa~25mpa,焊接温度为850℃~1000℃,保温时长0.5~1.0h。
[0045]
实施例一
[0046]
本实施例采用ti/al cr三元叠层箔带为中间层进行tial合金与镍基高温合金的扩散焊连接,该实施例的扩散焊方法包括:
[0047]
步骤一、设计ti/al cr三元叠层箔带作为中间层,其中,单个ti金属层和单个al金属层的厚度为130nm,ti金属层和al金属层多层交替叠加后对应的ti/al叠层区域的厚度为30μm,cr金属层的厚度为5μm,然后采用电子束物理气相沉积方法制备ti/al nb三元叠层箔带;
[0048]
步骤二、将tial合金与镍基高温合金加工成所需的尺寸,用砂纸打磨待焊面后,进行抛光和超声清洗处理,得到被焊母材试样;
[0049]
步骤三、将ti/al cr的三元叠层箔带置于待焊接合金表面,使ti/al叠层侧接触tial合金焊接表面,cr金属层接触镍基高温合金焊接表面,把被焊工件放于真空扩散焊设备中,并施加15mpa的压力,焊接温度900℃,保温时长1h,实现tial合金与镍基高温合金的扩散焊连接。
[0050]
实施例二
[0051]
本实施例与实施例一不同的是:步骤一中采用磁控溅射方法将ti/al cr三元叠层
中间层直接制备在tial合金表面,制备时先在tial合金焊接表面沉积ti/al叠层,再沉积cr金属层,如此焊前装配时保证cr金属层与镍基高温合金焊接表面接触。其它与实施例一相同。
[0052]
实施例三
[0053]
本实施例与实施例一不同的是:焊接所采用中间层为ti/al fe三元叠层箔带。其它与实施例一相同。
[0054]
实施例四
[0055]
本实施例与实施例一不同的是:步骤一中所述的单个ti金属层和al金属层的厚度为110nm。其它与实施例一相同。
[0056]
实施例五
[0057]
本实施例与实施例一不同的是:步骤一中所述的ti/al叠层区域的厚度为40μm,cr金属层的厚度为7μm。其它与实施例一相同。
[0058]
实施例六
[0059]
本实施例与实施例一不同的是:步骤三中焊接温度为920℃,保温时间为1h。其它与实施例一相同。
[0060]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0061]
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。