技术特征:
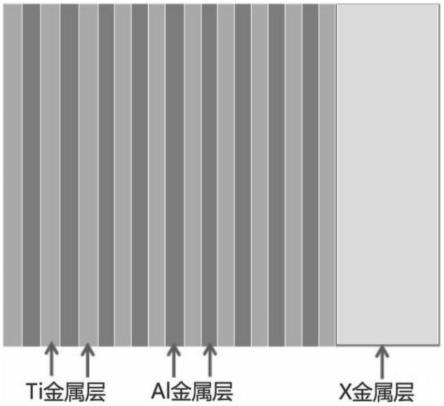
1.一种用于tial/镍基高温合金连接的ti/al x复合中间层,其特征在于,所述中间层为由多层交替叠加的ti金属层和al金属层,以及单层的x金属层组成的ti/al x三元叠层箔带,所述x金属层为cr金属层或fe金属层。2.根据权利要求1所述的用于tial/镍基高温合金连接的ti/al x复合中间层,其特征在于,所述ti/al x三元叠层箔带的单个所述ti金属层和单个所述al金属层的厚度为20nm~150nm,所述ti金属层和所述al金属层多层交替叠加后对应的ti/al叠层区域的厚度为20μm~90μm,所述x金属层的厚度为3μm~10μm。3.根据权利要求1所述的用于tial/镍基高温合金连接的ti/al x复合中间层,其特征在于,所述ti/al x三元叠层箔带为采用电子束物理气相沉积方法制备的箔带材料。4.根据权利要求3所述的用于tial/镍基高温合金连接的ti/al x复合中间层,其特征在于,所述ti/al x三元叠层箔带采用磁控溅射方法或真空蒸镀方法直接在待焊合金表面制备。5.根据权利要求1所述的用于tial/镍基高温合金连接的ti/al x复合中间层,其特征在于,所述ti金属层和所述al金属层具有纳米级厚度特征,所述x金属层具有微米级厚度特征。6.一种用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,其特征在于,包括:步骤1、设计并制备ti/al x三元叠层箔带作为复合中间层,所述三元叠层箔带的一侧为ti金属层和al金属层的多层交替叠加,另一侧为单层的x金属层,x金属层为cr金属层或fe金属层;步骤2、将tial合金与镍基高温合金加工成所需的尺寸,依次进行打磨、抛光和超声清洗处理,得到被焊母材试样;步骤3、将所述ti/al x三元叠层箔带置于待焊接合金表面,使其ti/al叠层侧接触所述tial合金的焊接表面,x金属层接触所述镍基高温合金的焊接表面,形成被焊工件,把被焊工件放于真空扩散焊设备中,并施加压力,经加热、保温、冷却热循环后完成焊接。7.根据权利要求6所述的用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,其特征在于,在所述步骤3中,施加压力为5mpa~25mpa,焊接温度为850℃~1000℃,保温时长0.5~1.0h。8.根据权利要求7所述的用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,其特征在于,所述施加的压力为10~20mpa。9.根据权利要求7所述的用于tial/镍基高温合金连接的ti/al x复合中间层的扩散焊方法,其特征在于,所述加热温度为920℃,并在该温度下保温1h。
技术总结
本案提供了一种用于TiAl/镍基高温合金连接的Ti/Al X复合中间层及扩散焊方法,该扩散焊方法通过设计并制备Ti/Al X(Cr,Fe)三元叠层箔带;将TiAl合金与镍基高温合金加工成所需的尺寸后,进行打磨、抛光、超声清洗;将三元叠层箔带置于待焊接合金表面,放入真空扩散焊设备中,施加压力,经加热、保温、冷却热循环后完成焊接。通过采用合适的Ti/Al X(Cr,Fe)三元叠层箔带中间层结构和厚度,调控连接过程的冶金反应和化合物生成,可实现两种极异材料良好连接。接。接。
技术研发人员:任海水 裴冲 任新宇 程耀永
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:2022.08.22
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。