1.本发明涉及制药机械技术领域,特别涉及一种料斗对接密封结构及其实施方法。
背景技术:
2.在医药生物领域等相关领域的生产中,通过会涉及到物料的出料、转运,在出料过程中,为确保物料与外界不接触,在对接结构中通常会设置密封结构。
3.1、目前现有技术中的料斗对接结构通常采用卡箍等方式固定,需要人工进行操作,效率较低且污染的可能性增大。
4.2、在对接时,料斗所对接的设备容易因为对接的接触而产生晃动,从而可能会影响设备整体的对接效果,影响对接稳定性。
技术实现要素:
5.本发明的目的在于提供一种料斗对接密封结构及其实施方法,克服现有技术存在的缺点和不足,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种料斗对接密封结构,包括出料管道、支架和接料容器,所述出料管道为至少部分为柔性的,所述出料管道下端固定连接有料斗盖,所述料斗盖与支架之间连接有升降驱动机构,所述升降驱动机构可驱动料斗盖相对支架上下升降,升降驱动机构为气缸,所述气缸驱动端与上连接板固定连接;
7.所述料斗盖包括上连接板以及设置在上连接板下端的环形配合板,所述环形配合板外径小于接料容器进料口内径,所述环形配合板外周限位连接有充气密封圈,所述充气密封圈连接有气管,通过气管可使充气密封圈具有充气膨胀可与接料容器进料口内壁密封配合的密封状态和放气收缩与接料容器进料口内壁之间可形成空隙的解除密封状态;
8.所述气管以及升降驱动机构电连接有控制系统,所述控制系统可控制气管进气或抽气从而控制充气密封圈充气或放气以及可控制所述升降驱动机构驱动料斗盖相对支架上下升降;
9.所述料斗盖的左右两侧通过固定架连接有第一夹紧组件和第二夹紧组件。
10.进一步的,所述上连接板外周相对环形配合板外周凸起设置,所述环形配合板外周连接有下限位板,所述下限位板与上连接板之间相隔一定间距,所述充气密封圈限位于下限位板与上连接板之间,所述上连接板外周相对下限位板凸起设置,且所述上连接板下端嵌设有密封垫片,所述接料容器上端环周设有对接密封板,所述升降驱动机构可驱动料斗盖使密封垫片与对接密封板之间密封配合,所述上连接板下端设有上大下小的梯形嵌槽,所述密封垫片的截面为上大下小的梯形密封圈,所述密封垫片的厚度大于梯形嵌槽的深度。
11.进一步的,所述密封垫片下表面的宽度大于对接密封板的宽度,且当密封垫片与对接密封板之间密封配合时,所述对接密封板内侧边缘位于密封垫片内侧边缘的外侧,所述对接密封板与接料容器进料口内壁之间圆角过渡。
12.进一步的,所述气管端部穿过上连接板且端部伸入充气密封圈并将充气密封圈固定在上连接板下端。
13.进一步的,所述出料管道或料斗盖上设有呼吸器,所述呼吸器用于使接料容器内部气压与外界连通。
14.进一步的,所述支架上设有接料定位结构,所述接料定位结构可对接料容器形成限位使其与料斗盖的位置相对应,所述支架上设有上料斗检测到位开关,所述上料斗检测到位开关用于检测接料容器是否移动至与料斗盖的位置相对应的位置;所述料斗盖上设有物料信号检测装置,所述物料信号检测装置用于检测接料容器内物料是否已装满;所述出料管道上设有出料自动控制阀,所述出料自动控制阀用于控制出料管道通断;所述控制系统与上料斗检测到位开关、物料信号检测装置、出料自动控制阀连接。
15.进一步的,所述第一夹紧组件包括安装板、夹紧环、齿条、导向外杆、导向内杆、支撑架、齿轮辊、齿板和通口,夹紧环的外侧固定连接有齿条和导向内杆,导向内杆的外部套接有导向外杆,导向外杆的一端固定连接在安装板上,安装板上开设有通口,齿条滑动穿过通口的内部,安装板上设置有支撑架,支撑架上可转动连接有齿轮辊,齿轮辊的辊齿与齿条的条齿相啮合,齿板呈垂直设置,齿板的板齿与齿轮辊的辊齿相啮合。
16.进一步的,所述通口的内部设置有滑齿,齿条上开设有滑槽,齿条通过滑槽滑动连接在滑齿上,齿板的背面设置有导向槽,安装板上设置有限位件,限位件滑动设置于导向槽的内部。
17.进一步的,所述安装板固定连接在支架上,齿板的顶部通过固定架固定连接在料斗盖的外侧,第一夹紧组件和第二夹紧组件的整体结构相同。
18.本发明要解决的另一技术问题是提供一种料斗对接密封结构的实施方法,包括如下步骤:
19.步骤一:当上料斗检测到位开关检测到接料容器移动至与料斗盖的位置相对应的位置时,控制系统控制升降驱动机构驱动料斗盖相对支架下降使充气密封圈位于接料容器进料口内,当升降驱动机构移动到位时,升降驱动机构发送信号至控制系统,控制系统控制气管使充气密封圈充气膨胀至与接料容器进料口内壁密封配合以及充气结束后控制出料自动控制阀打开出料管道;
20.步骤二:料斗盖下降时带动齿板向下移动,齿板带动齿轮辊旋转,动齿轮辊旋转带动齿条移动,从而带动夹紧环沿导向外杆的方向朝向接料容器做水平移动,带动夹紧环对接料容器进行夹紧;
21.步骤三:当物料信号检测装置检测接料容器内物料已装满,发送信号至控制系统,控制系统控制出料自动控制阀关闭出料管道、关闭后控制气管使充气密封圈放气收缩至与接料容器进料口内壁之间形成空隙以及在充气密封圈放气结束后控制升降驱动机构驱动料斗盖相对支架上升使充气密封圈离开接料容器进料口;
22.步骤四:料斗盖上升时带动齿板向上移动,齿板带动齿轮辊旋转,动齿轮辊旋转带动齿条移动,从而带动夹紧环沿导向外杆的方向远离接料容器做水平移动,带动夹紧环对接料容器进行释放。
23.与现有技术相比,本发明的有益效果是:
24.1.现有技术下,料斗对接结构通常采用卡箍等方式固定,需要人工进行操作,效率
较低且污染的可能性增大,而本发明需要对接出料时,控制系统控制升降驱动机构使料斗盖相对支架下降移动至充气密封圈位于接料容器进料口内,然后控制气管向充气密封圈充气进行密封;结束后,控制气管向充气密封圈抽气使充气密封圈为解除密封状态,控制升降驱动机构使料斗盖相对支架上升离开接料容器,接料容器为可移出的,可提高工作效率,避免人工操作产生的污染,密封结构可靠,适用范围广,对接料容器进料口没有精度要求。
25.2.现有技术下,在对接时,料斗所对接的设备容易因为对接的接触而产生晃动,从而可能会影响设备整体的对接效果,影响对接稳定性,而本发明料斗盖下降或在上升时可以带动夹紧环对接料容器进行夹紧或释放,从而可以在进行对接时自动对接料容器进行夹紧固定,对接完成时自动解除夹紧,全程伴随料斗盖的移动自动实现,无需人工或设定控制程序进行操作,提高了对接下料过程中接料容器的稳定性,提高接料效果。
附图说明
26.图1为本发明的密封及夹紧组件分离状态结构示意图;
27.图2为本发明的密封及夹紧组件对接状态结构示意图;
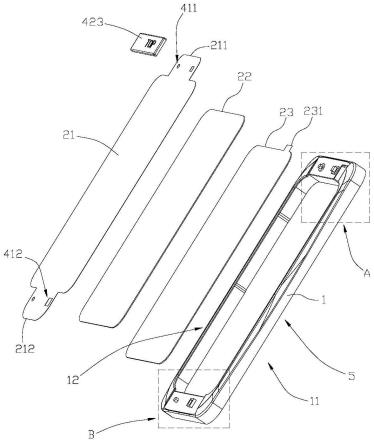
28.图3为本发明的料斗盖分离状态结构示意图;
29.图4为图3中的a处放大示意图;
30.图5为本发明的料斗盖对接状态结构示意图;
31.图6为图5中的b处放大示意图;
32.图7为本发明的第一夹紧组件正面结构示意图;
33.图8为本发明的第一夹紧组件背面结构示意图。
34.图中:1、出料管道;2、支架;3、接料容器;31、对接密封板;4、料斗盖;41、上连接板;42、环形配合板;43、下限位板;44、密封垫片;5、充气密封圈;6、气管;7、升降驱动机构;8、呼吸器;9、物料信号检测装置;10、出料自动控制阀;11、第一夹紧组件;1101、安装板;1102、夹紧环;1103、齿条;1104、导向外杆;1105、导向内杆;1106、支撑架;1107、齿轮辊;1108、齿板;1109、限位件;1110、导向槽;1111、通口;1112、滑齿;1113、滑槽;12、第二夹紧组件。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1-4,一种料斗对接密封结构,包括出料管道1、支架2和接料容器3,出料管道1为至少部分为柔性的,出料管道1下端固定连接有料斗盖4,料斗盖4与支架2之间连接有升降驱动机构7,升降驱动机构7可驱动料斗盖4相对支架2上下升降,升降驱动机构7为气缸,气缸驱动端与上连接板41固定连接;
37.料斗盖4包括上连接板41以及设置在上连接板41下端的环形配合板42,环形配合板42外径小于接料容器3进料口内径,环形配合板42外周限位连接有充气密封圈5,充气密封圈5连接有气管6,通过气管6可使充气密封圈5具有充气膨胀可与接料容器3进料口内壁密封配合的密封状态和放气收缩与接料容器3进料口内壁之间可形成空隙的解除密封状
态;
38.气管6以及升降驱动机构7电连接有控制系统,控制系统可控制气管6进气或抽气从而控制充气密封圈5充气或放气以及可控制升降驱动机构7驱动料斗盖4相对支架2上下升降;料斗盖4的左右两侧通过固定架连接有第一夹紧组件11和第二夹紧组件12。
39.具体的,控制系统可以采用自动化生产设备中常见的plc控制系统或者其它可实现上述功能的自动化控制系统。
40.为了解决料斗对接结构通常采用卡箍等方式固定,需要人工进行操作,效率较低且污染的可能性增大的技术问题,请参阅图3-6,本实施例提供以下技术方案:
41.上连接板41外周相对环形配合板42外周凸起设置,环形配合板42外周连接有下限位板43,下限位板43与上连接板41之间相隔一定间距,充气密封圈5限位于下限位板43与上连接板41之间,这样可对充气密封圈5形成更好的限位,上连接板41外周相对下限位板43凸起设置,且上连接板41下端嵌设有密封垫片44,接料容器3上端环周设有对接密封板31,升降驱动机构7可驱动料斗盖4使密封垫片44与对接密封板31之间密封配合,使得密封效果得到更有效的提升,上连接板41下端设有上大下小的梯形嵌槽,密封垫片44的截面为上大下小的梯形密封圈,密封垫片44的厚度大于梯形嵌槽的深度。
42.密封垫片44下表面的宽度大于对接密封板31的宽度,且当密封垫片44与对接密封板31之间密封配合时,对接密封板31内侧边缘位于密封垫片44内侧边缘的外侧,对接密封板31与接料容器3进料口内壁之间圆角过渡,可减少对密封垫片44下表面的破坏。
43.气管6端部穿过上连接板41且端部伸入充气密封圈5并将充气密封圈5固定在上连接板41下端。出料管道1或料斗盖4上设有呼吸器8,呼吸器8用于使接料容器3内部气压与外界连通。
44.支架2上设有接料定位结构,接料定位结构可对接料容器3形成限位使其与料斗盖4的位置相对应,支架2上设有上料斗检测到位开关,上料斗检测到位开关用于检测接料容器3是否移动至与料斗盖4的位置相对应的位置;料斗盖4上设有物料信号检测装置9,物料信号检测装置9用于检测接料容器3内物料是否已装满;出料管道1上设有出料自动控制阀10,出料自动控制阀10用于控制出料管道1通断;控制系统与上料斗检测到位开关、物料信号检测装置9、出料自动控制阀10连接。
45.具体的,当上料斗检测到位开关检测到接料容器3移动至与料斗盖4的位置相对应的位置时,控制系统控制升降驱动机构7驱动料斗盖4相对支架2下降使充气密封圈5位于接料容器3进料口内,当升降驱动机构7移动到位时,升降驱动机构7发送信号至控制系统,控制系统控制气管6使充气密封圈5充气膨胀至与接料容器3进料口内壁密封配合以及充气结束后控制出料自动控制阀10打开出料管道1,物料信号检测装置9具体为可检测接料容器3内物料表面高度的传感器,例如距离传感器,在放料时通过呼吸器8使接料容器3内部气压与外界现通,防止长时间落料,造成斗内压强增大致使物料堵塞在出料自动控制阀10处,自动化程度高,控制可完全集中于上位设备,适用范围广,对接料容器进料口没有精度要求,且整个分料过程处于无污染状态。
46.为了解决在对接时,料斗所对接的设备容易因为对接的接触而产生晃动,从而可能会影响设备整体的对接效果,影响对接稳定性的技术问题,请参阅图1-2和图7-8,本实施例提供以下技术方案:
47.第一夹紧组件11包括安装板1101、夹紧环1102、齿条1103、导向外杆1104、导向内杆1105、支撑架1106、齿轮辊1107、齿板1108和通口1111,夹紧环1102的外侧固定连接有齿条1103和导向内杆1105,导向内杆1105的外部套接有导向外杆1104,导向外杆1104的一端固定连接在安装板1101上,安装板1101上开设有通口1111,齿条1103滑动穿过通口1111的内部,安装板1101上设置有支撑架1106,支撑架1106上可转动连接有齿轮辊1107,齿轮辊1107的辊齿与齿条1103的条齿相啮合,齿板1108呈垂直设置,齿板1108的板齿与齿轮辊1107的辊齿相啮合。
48.通口1111的内部设置有滑齿1112,齿条1103上开设有滑槽1113,齿条1103通过滑槽1113滑动连接在滑齿1112上,齿板1108的背面设置有导向槽1110,安装板1101上设置有限位件1109,限位件1109滑动设置于导向槽1110的内部。安装板1101固定连接在支架2上,齿板1108的顶部通过固定架固定连接在料斗盖4的外侧,第一夹紧组件11和第二夹紧组件12的整体结构相同。
49.具体的,料斗盖4下降时带动齿板1108向下移动,齿板1108带动齿轮辊1107旋转,动齿轮辊1107旋转带动齿条1103移动,从而带动夹紧环1102沿导向外杆1104的方向朝向接料容器3做水平移动,带动夹紧环1102对接料容器3进行夹紧,反之,在料斗盖4上升时可以带动夹紧环1102对接料容器3进行释放,从而可以在进行对接时自动对接料容器3进行夹紧固定,对接完成时自动解除夹紧,全程伴随料斗盖4的移动自动实现,无需人工或设定控制程序进行操作,提高了对接下料过程中接料容器3的稳定性,提高接料效果。
50.本实施例现提出一种料斗对接密封结构的实施方法,包括以下步骤:
51.步骤一:当上料斗检测到位开关检测到接料容器3移动至与料斗盖4的位置相对应的位置时,控制系统控制升降驱动机构7驱动料斗盖4相对支架2下降使充气密封圈5位于接料容器3进料口内,当升降驱动机构7移动到位时,升降驱动机构7发送信号至控制系统,控制系统控制气管6使充气密封圈5充气膨胀至与接料容器3进料口内壁密封配合以及充气结束后控制出料自动控制阀10打开出料管道1;
52.步骤二:料斗盖4下降时带动齿板1108向下移动,齿板1108带动齿轮辊1107旋转,动齿轮辊1107旋转带动齿条1103移动,从而带动夹紧环1102沿导向外杆1104的方向朝向接料容器3做水平移动,带动夹紧环1102对接料容器3进行夹紧;
53.步骤三:当物料信号检测装置9检测接料容器3内物料已装满,发送信号至控制系统,控制系统控制出料自动控制阀10关闭出料管道1、关闭后控制气管6使充气密封圈5放气收缩至与接料容器3进料口内壁之间形成空隙以及在充气密封圈5放气结束后控制升降驱动机构7驱动料斗盖4相对支架2上升使充气密封圈5离开接料容器3进料口;
54.步骤四:料斗盖4上升时带动齿板1108向上移动,齿板1108带动齿轮辊1107旋转,动齿轮辊1107旋转带动齿条1103移动,从而带动夹紧环1102沿导向外杆1104的方向远离接料容器3做水平移动,带动夹紧环1102对接料容器3进行释放。
55.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。