1.本发明属于冶金行业、机器视觉技术应用领域,尤其涉及一种热轧无缝钢管全流程物料逐支跟踪的方法。
背景技术:
2.缝钢管生产包括管坯准备及检查、管坯加热、穿孔、轧管、钢管再加热、定(减)径、冷床冷却、热处理、成品管矫直、精整、检验(无损、理化、台检)、入库等生产工序,任何环节出现故障都会影响到整个生产的正常进行。
3.无缝钢管具有以下几种生产特点:1.无缝钢管生产过程长、工序多、节奏快,属于流程型生产线;2.无缝钢管属于小批量、多品种类型的产品,不同的产品规格,对来料、工艺路径、工艺参数有不同要求,上下游产线的信息关联性大;3.无缝钢管在生产过程中,会出现由于设备故障等原因,临时调整工艺路线;4.物料在生产线设备间流转的过程中,会出现由于设备故障或产品质量问题而临时下线的现象,同时也存在故障或问题解决以后,重新上线的现象;5.无缝钢管连轧生产线独有特点:长尺坯变定尺坯,多倍尺生产,组排锯切;6.物料在全线流转过程中,形态发生多次变化,单支坯料变多支坯料,实心坯料变空心物料,单支物料变组排物料,组排物料变多支组排物料,多支组排物料变单支物料,单支物料变成捆物料。
4.以上特点的存在决定了无缝钢管生产过程中物料位置及流向的不确定性和复杂性,因而其物料逐支跟踪仅仅通过基础自动化的数据和人工记录实现管理难度非常大。
5.传统无缝钢管生产过程中的物料跟踪存在以下几个问题:1.由于生产组织采用被动的推动式生产模式,造成原材料、在制品、成品品种众多,数量巨大,生产物料信息管理难度大,物料数量大占用较多存储空间,不但增加管理成本,而且物料短缺情况还是时有发生;2.生产物料信息管理工作粗放,管理方式仍采用较多手工管理方式,工作量大,且对人员数量需求较多,容易造成物料信息统计错误;3.信息流与物流不符现象时有出现,且不能及时被发现;生产物料信息管理中暴露的问题不能及时反映及时解决,例如:物料定位不准确、bom错误等,缺乏问题自动汇报和及时沟通的有效手段;4.产品加工的工序间协调性较差,没有完整的物料逐支跟踪信息系统。
6.随着基于机器视觉及工业机器人技术在无缝钢管物料逐支跟踪系统应用,可以从根本上解决无缝钢管生产过程中的物料位置实时追踪和信息管理问题。机器人技术的应用解决了物料在生产线中标识问题,机器视觉技术主要解决标识的识别和辅助机器人在进行物料标识前的定位、标识后的复核等问题。机器视觉及工业机器人技术的运用实现了降低人力成本的同时极大的提高了工作效率。物料逐支跟踪系统的建立满足了信息流量不断增
大和信息处理速度不断提高的需求。
技术实现要素:
7.本无缝钢管物料逐支跟踪系统的主要目标是对每支坯料从上线到成品下线的全过程,通过高精度的在线识别技术和工业机器人技术的应用确保物料跟踪的精准;同时,运用先进的检测手段和数据管理平台,对原料状态、关键工艺和成品检测等数据进行采集,为实现产品质量管控和全线生产实绩统计管理提供数据支持。
8.从宏观上解决了以下技术问题:1.当物料形态和数量发生变化以后,根据变化情况采用不同的标识方案和识别方案;2.生产线属于流程型工业生产,物料流转不间断、节奏快,如何保证在不影响生产节奏情况下实现准确的标识和识别;3.物料出现故障下线,系统如何实现物料id号自动注销;4.物料重新上线,系统如何恢复物料信息档案;5.产品生产过程中发生工艺路线调整,系统准确跟踪物料的流转方向;6.产品生产过程中可能会造成标识载体的损坏。
9.本发明是通过如下技术方案来实现的:一种热轧无缝钢管全流程物料逐支跟踪的方法,其特征在于,包括逻辑跟踪和非逻辑跟踪两种方式,其中,逻辑跟踪包括对单支物料连续生产的不间断设备区间的跟踪,非逻辑跟踪包括多目标生产不间断设备区域的跟踪;非逻辑跟踪还包括工业机器人对物料的标识(贴标和挂牌)和视觉识别。
10.如前述的方法,其特征在于,所述逻辑跟踪通过基础自动化系统物料检测元件判断确定物料到位信息。
11.如前述的方法,其特征在于,所述非逻辑跟踪通过机器深度视觉识别跟踪物料。
12.如前述的方法,其特征在于,所述全流程物料逐支跟踪包括以下步骤:管坯区跟踪、定尺坯贴标和识别、入炉识别、热轧区跟踪、冷床跟踪、下料跟踪、精整区跟踪和成品处理跟踪。
13.一种热轧无缝钢管全流程物料逐支跟踪系统,包括过程控制系统和基础自动化系统,其特征在于,还包括工业机器人、在线识别装置和多目标视觉跟踪装置。
14.如前述的热轧无缝钢管全流程物料逐支跟踪系统,其特征在于,工业机器人包括定尺坯贴标机器人、钢管贴标机器人、补标机器人和成品挂牌机器人。
15.如前述的热轧无缝钢管全流程物料逐支跟踪系统,其特征在于,在线视觉识别装置包括:长尺坯视觉识别装置、定尺坯下线工业读码识别装置、定尺坯上线工业读码识别装置、定尺坯入炉工业读码识别装置、钢管跨线工业读码识别装置、矫直机前工业读码识别装置、探伤前工业读码识别装置、测长称重前工业读码识别装置和散料下线工业读码识别装置。
16.如前述的热轧无缝钢管全流程物料逐支跟踪系统,其特征在于,多目标视觉跟踪装置包括:冷床上料视觉跟踪装置、冷床下料视觉跟踪装置、宽辊道视觉跟踪装置。
17.如前述的热轧无缝钢管全流程物料逐支跟踪系统,其特征在于,热轧无缝钢管全
流程物料逐支跟踪系统采用了人工干预和触发信号组合滤波的方法以确保跟踪的正确率。
18.本发明的有益效果是,通过全流程的自动化跟踪,能够实时监控物料的生产情况,及时处理异常信息,保证无缝钢管正常生产,减少了人工干预,提高了生产效率。
附图说明
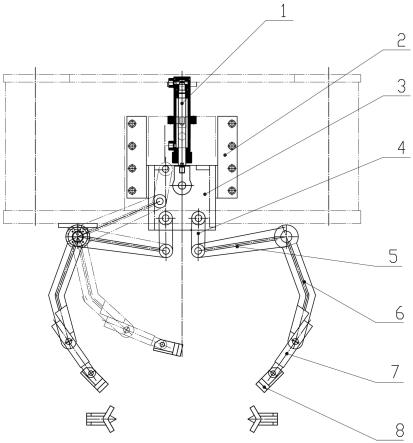
19.图1为本发明的热轧无缝钢管全流程物料逐支跟踪系统示意图。
具体实施方式
20.下面结合实施例对本发明作进一步说明。
实施例
21.如图1所示,一种热轧无缝钢管全流程物料逐支跟踪的系统,该系统包括软件控制系统和基础硬件系统,其中,软件为物料逐支跟踪控制系统,基础硬件系统包含有多种工业机器人、在线识别装置、基础硬件,通过软件控制系统和基础硬件系统控制热轧无缝钢管的基础自动化系统实现热轧无缝钢管全流程物料的自动化生产和逐支跟踪。
22.其中物料逐支跟踪控制系统在整个全流程的物料跟踪过程分为两种跟踪方式:逻辑跟踪和非逻辑跟踪。逻辑跟踪适用于物料单支连续生产的不间断设备区间。从定尺坯上料区到排管锯区,分为环形炉区、穿孔机区、连轧机区、定径机区、冷床区和排管锯区六个区。非逻辑跟踪区域,采用基于机器视觉及工业机器人技术的智能装备,对物料进行信息逐支跟踪。
23.如图1所示的无缝钢管物料逐支跟踪的系统,主要包括三个方面:工业机器人、在线识别装置和多目标视觉跟踪装置:工业机器人:定尺坯贴标机器人1;钢管贴标机器人2;补标机器人3;成品挂牌机器人4。
24.在线视觉识别装置:长尺坯视觉识别装置5;定尺坯下线工业读码识别装置6;定尺坯上线工业读码识别装置7;定尺坯入炉工业读码识别装置8;钢管跨线工业读码识别装置9;矫直机前工业读码识别装置10;探伤前工业读码识别装置11;测长称重前工业读码识别装置12,散料下线工业读码识别装置13。
25.多目标视觉跟踪装置:冷床上料视觉跟踪装置14;冷床下料视觉跟踪装置15;宽辊道视觉跟踪装置16;上述装置设置于附图1所示的对应的圆圈的1-16号工位。
26.物料逐支跟踪系统是生产计划准确执行、生产过程精准管控的实现基础,是全流程生产管控的横向、跨区域的联络线,与基础自动化系统、软件控制系统进行网络通讯及数据交互,保证生产计划、工艺参数的准确下达和执行,并作为生产实绩统计与管理的索引线。
27.物料逐支跟踪系统基于基础自动化系统的检测仪表,如:高温计、热检、冷检等,以及机器视觉等信号,系统按照在线物料移送的生产状态进行跟踪,通过设备运行状况及相关检测元件的信号判定物料的物流去向,并以物料移送事件的方式通知控制系统。
28.物料逐支跟踪系统具备上料识别防错机制,通过物料身份的检测识别,与生产计划进行核对,当物料与计划不一致时,触发报警提示,并进行返还处理。
29.根据生产工艺流程,在物料逐支跟踪系统中建立相应的逻辑工位。当现场在线管坯或钢管从某一工位运动至下一工位时,基础自动化系统通过逻辑判断将相应物料移动信号、到位信号传送给物料逐支跟踪系统,系统接收到以上数据后,将其写入到相应数据集,并将系统中钢管的映像信息更新,从而实现钢管从管坯准备到预精整成品下线的逐支跟踪。
30.在物料逐支跟踪执行过程中,对于长尺坯变定尺坯,长钢管变倍尺管等物料信息变化大,采取机器人贴标和在线视觉识别的方法,实现钢管的逐支跟踪。
31.物料逐支跟踪的流程是随着无缝钢管的全流程生产步骤逐一跟踪执行的,具体为:控制系统获取无缝钢管的生产信息,生产信息包括对应于各生产流程中的无缝钢管被加工时的型号、尺寸、类别等信息;管坯区跟踪,长尺坯钢管在管坯区准备待加工,设置于对应工位的长尺坯标识识别装置5跟踪识别长尺坯钢管,并将识别的长尺坯钢管的物料信息反馈至控制系统,控制系统根据反馈的长尺坯钢管的物料信息对应于生产信息进行跟踪,并根据对应的生产信息控制管坯锯将长尺坯钢管切割为对应生产信息的定尺坯钢管。
32.定尺坯贴标和识别,定尺坯贴标机器人1对切割好的定尺坯钢管进行贴标,贴标后,定尺坯下线工业读码识别装置和定尺坯上线工业读码识别装置进行跟踪识别,基础自动化系统剔除下线的定尺坯钢管,移送上线的定尺坯钢管至加热炉。
33.入炉识别,定尺坯入炉工业读码识别装置8在入炉前识别移送的上线定尺坯钢管,判断入炉前的移送过程中有无剔料。
34.出炉后,对无缝钢管热轧区的跟踪,经入炉加热处理后,无缝钢管经穿孔、轧管、钢管再加热、定(减)径等工艺步骤后,移送至冷床区,进行冷床跟踪,冷床区设置有多目标视觉跟踪装置,包括冷床上料视觉跟踪装置14;冷床下料视觉跟踪装置15;宽辊道视觉跟踪装置16,多目标视觉跟踪装置主要跟踪在冷床过程中有没有出现剔料,异常下线,物料堆叠,异常占位等异常现象,并反馈至控制系统预警处理这些异常现象。
35.针对物料上下线的处理,在穿孔机、连轧机、定径机等工位物料下线,利用逻辑跟踪方式记录并进行生产信息id号注销,其他工位物料下线或上线根据标识信息跟踪,现场生产中可能出现由于设备异常而产生跟踪混乱,系统采用了人工干预和触发信号组合滤波的方法以确保跟踪的正确率。
36.下料跟踪,经冷床处理下料后,无缝钢管被至少一条宽辊道送至管排锯进行切割,包括至少两条宽辊道,在宽辊道运送和管排锯的切割过程中,宽辊道视觉跟踪装置16分布设置于宽辊道的前后两端进行跟踪识别;无缝钢管经管排锯切割后,被分别运输至至少两条成品处理产线;钢管在生产线冷床区域异常下线,该区域物料处于高温状态,采用多目标视觉跟踪的方式。在冷床区域的入口出口处放置工业相机,进行图像采集。多目标视觉跟踪系统对图像进行分析,判断冷床工位是否有料,再与物料逐支跟踪系统的逻辑跟踪结果进行比对,自动判断冷床区域上下线的物料信息。
37.精整区跟踪,至少两条成品处理产线分别包括成品管矫直、精整、检验探伤(无损、理化、台检)、入库等生产工序,包括经矫直机、吹吸灰装置、探伤区装置、人工检查台和测量称重装置后,进行散料收集和成品入库。在此过程中,物料逐支跟踪系统通过钢管贴标机器
人2对切割后的无缝钢管进行贴标,贴标后,钢管跨线工业读码识别装置对无缝钢管进行钢管跨线工业读码识别,矫直机前工业读码识别装置对无缝钢管进行矫直机前工业读码识别,经矫直、吹吸灰处理后,探伤前工业读码识别装置10进行探伤前工业读码识别,探伤后,通过补标机器人3对前述过程中标签脱落或者标签信息不清楚的无缝钢管进行补标;补标后,通过人工检查台做进一步的检查。
38.成品处理跟踪,测长称重前工业读码识别装置12对无缝钢管进行读码识别;经测长称重后,合格的成品经成品挂牌机器人4进行挂牌入库,不合格的散料通过散料下线工业读码识别装置13识别后进行收集再处理。
39.通过物料逐支跟踪系统对物料无缝钢管全流程的跟踪识别,通过其过程控制系统控制基础自动化系统,实现了无缝钢管自动化生产物料异常的处置和信息反馈,为实现产品质量管控和全线生产实绩统计管理提供了数据支持。
40.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本领域的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本领域内普通的技术人员的简单更改和替换都是本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。