1.本技术涉及模具领域,特别涉及一种采用旋转脱模结构的模具。
背景技术:
2.目前具有螺纹的塑料工件通常使用注塑机加工生产,而在生产过程中,通常采用旋转脱模的方法,防止工件上的螺纹段在脱模过程中被拉断或者损伤,造成工件上的螺纹段失效,并且为了节约成本,通常采用冷流道的模具设计方法实现节约成本的效果。
3.但是,现有的冷料道旋转脱模模具,结构复杂、生产周期慢、螺纹段易损坏,是本领域的技术人员需要解决的问题。
技术实现要素:
4.本技术的一个目的在于提供一种结构简单、生产周期短、螺纹段不易损坏的采用旋转脱模结构的模具。
5.为达到以上目的,本技术采用的技术方案为:
6.一种采用旋转脱模结构的模具,包括定模、动模和浇注通道,所述浇注通道适于通过熔融的原材料并成型工件的水口,所述定模上设置有型腔,所述动模上设置有型芯,所述型芯适于与所述型腔配合成型所述工件;所述型芯上设置有螺纹部,所述螺纹部适于成型所述工件上的螺纹段,所述定模上向所述型腔内突出设置有所述止动部,所述止动部适于成型所述工件上的止动齿,当需要脱模时,所述止动部抵触所述止动齿并保持所述工件周向静止,驱动组件适于驱动所述型芯转动,所述工件与所述型芯发生相对转动,并实现所述螺纹段和所述螺纹部的脱离;所述定模包括定模a板、脱料板和定模固定板,所述定模固定板固定在注塑机上,所述定模a板和脱料板之间设置所述浇注通道,所述脱料板上设置有止料组件,所述止料组件侵入所述浇注通道,当注塑完成后,所述止料组件与所述水口固定连接,所述止料组件适于限制所述水口在开模过程中随着所述定模a板运动。
7.值得一提的是,本技术的定模上向型腔内突出设置止动部,止动部与工件上的止动齿配合,使型芯旋转时,止动部与止动齿保持周向静止,从而实现螺纹段与螺纹部的分离。
8.三板模是注塑加工领域的常见技术,其通常通过设置额外的脱料板,实现产品废料区的水口与工件在生产完成后自动分离,减少后续人工或者机器修剪料头的工序,以降低成本,但针对需要旋转脱模的模具,在分离水口和工件时,工件的螺纹段容易被拉毛,造成工件上的螺纹段失效。
9.究其原因,主要是由于开模时,水口随着定模a板移动,水口的尾部与注塑机喷嘴头部之间分离需要的拉断力较大,并且水口与工件分离时需要的拉断也比较大,而这些拉断力仅靠工件上的螺纹段提供(注塑机带动动模平移运动,从而带动动模上的型芯平移运动,型芯上的螺纹部与工件上的螺纹段啮合,因此带动工件平移运动,使工件与水口分离),因此在两次拉断的过程中,工件上的螺纹段容易被拉毛,造成螺纹段失效,因此本技术的发
明人,通过止料组件将水口限制在脱料板上,在开模过程中,水口尾部与注塑机喷嘴头部之间先不分离,工件与水口先分离,减小螺纹段受到的拉力,并且由于先分离水口和工件,此时料的温度较高,水口和工件之间的结合不紧密,分离需要的力也相应较小,对螺纹段的损伤也更小。
10.本工件的脱模需要三个步骤,分别是水口与喷嘴头部分离,工件与水口分离和工件上的螺纹段与动模上的型芯分离,常规方案是依次进行三步,并且不能同时进行,即先开模至定模a板的极限位置,此时水口与喷嘴头部分离;随后继续开模,使工件与水口分离,最后旋转型芯,使螺纹部与螺纹段分离,因此所需要的时间较长。(如果还未开模至定模a板的极限位置,就控制型芯旋转,会使工件受到水口的牵引,导致其停留在型腔内,即不能与水口脱离,又不能从型腔中脱落。)
11.而本方案无需进行水口和喷嘴头部分离,在开模过程中,在还未开模至定模a板的极限位置时,工件与水口的已经分离,此时即可进行旋转型芯使螺纹部和螺纹段分离,从而减少了动模板的移动距离,并减少了周期时间,降低了生产成本。
12.本技术的模具还可以降低成品的冷却时间从而降低周期时间,对比常规的生产方案,模具开模前,水口部分必须已经冷却,不然会造成水口部分出现拉丝等现象,并且拉丝位置不固定,造成后续去除废料的不便,而在整个产品的生产周期中,水口部分需要的冷却时间最长,特别是主流道部分(即水口与注塑机喷嘴的连接处),原因是其厚度最厚。而本技术的模具不需要等待水口部分的冷却,即可提前开模,水口部分停留在脱料板上,慢慢冷却,而产品部分已经可以脱模取出,在实际生产中,可以缩短冷却时间10%至20%,大大降低了产品的生产周期。
13.进一步优选,所述定模固定板上设置有第一止料固定孔,所述脱料板上设置有第二止料固定孔,所述第一止料固定孔连通所述第二止料固定孔,所述止料组件穿过所述第一止料固定孔和所述第二止料固定孔,所述止料组件的头部侵入所述浇注通道。
14.另一种优选,所述止料组件的形状为杆形,所述止料组件包括止料段和安装段,所述安装段穿过所述第一止料固定孔和所述第二止料固定孔,所述止料段安装在所述安装段的头部,所述止料段侵入所述浇注通道,所述止料段的头部径向向外扩张,所述止料段的尾部径向向内收缩,所述止料段的尾部的横截面直径小于所述安装段的横截面直径。
15.进一步优选,所述脱料板内设置有连接腔,所述连接腔设置在所述浇注通道的顶部,所述连接腔连通所述浇注通道,所述连接腔的顶部向内收缩,所述止料段侵入所述连接腔,所述连接腔适于成型所述水口上的连接部,当处于开模过程中,所述止料段适于固定连接所述连接部,并限制所述水口移动。
16.另一种优选,所述浇注通道上设置有浇口,所述浇口连通所述浇注通道与所述型腔,所述浇口为点浇口,所述浇口位于所述型腔的顶部。
17.进一步优选,所述连接腔与所述浇口同轴设置。
18.另一种优选,所述定模上设置有导柱,所述导柱贯穿设置于所述定模a板、所述脱料板和所述定模固定板,所述导柱的头部设置有限位部,在开模过程中,所述限位部适于限制所述定模a板的最大开模移动距离;当所述限位部抵触所述定模a板时,所述驱动组件上的控制组件适于控制驱动组件转动,并控制动模二次开模。
19.本技术的模具开模动作分为两步,分别定义为一次开模和二次开模,一次开模是
指动模带动定模a板运动至极限位置,二次开模指的是驱动组件带动型芯转动,此时动模继续进行开模动作。
20.在一次开模时,注塑机带动动模运动,动模上的型芯通过螺纹部与工件上的螺纹段啮合,从而带动工件运动,工件与型腔内壁之间存在摩擦力,并且由于加设了止动部与止动齿配合,增加了工件与定模之间的摩擦力,从而使工件能带动定模a板运动,实现定模a板与脱料板分离,此时由于水口固定连接在止料组件上,水口与工件实现分离;在二次开模时,驱动组件带动型芯转动,由于工件上的止动齿与定模上的止动部抵触,工件与定模保持周向静止,因此型芯与工件产生相对转动,从而使螺纹部与螺纹段逐渐脱离,在这个过程中,如果动模的位置保持不动,工件就会沿着开模方向的反方向运动,进入型腔,造成脱模困难;因此需要保证动模继续后退,实现工件不会进入型腔,此过程即为二次脱模,保证脱模动作的顺利进行。
21.另一种优选,所述螺纹段的螺距为p,所述驱动组件驱动所述型芯转动时的转速为n,所述动模在二次开模过程中的平均移动速度为v,并且v>np。
22.进一步优选,所述动模上沿轴向突出设置有防撞杆,所述定模上设置有与所述防撞杆匹配的防撞孔,所述防撞杆突出所述动模顶面的高度高于所述型芯突出所述动模顶面的高度,所述防撞杆适于与所述防撞孔配合并限制所述型芯与所述型腔的相对位置,所述防撞杆设置在所述动模的四周边缘,所述防撞杆的数目不少于四个。
23.与现有技术相比,本技术的有益效果在于:
24.(1)工件上的螺纹段成型率高,不容易损坏,并且结构较为简单,不需要在型芯上加装其他结构,以实现型芯与工件的相对运动,只需要利用型腔内的止动部与工件上的止动齿配合,就可实现型芯与工件的相对运动,并且在脱离水口和工件的过程中,使水口固定连接在脱料板上,减少所需要的拉断力,实现螺纹段不容易损坏的目的;
25.(2)降低生产周期,提高生产效率,从冷却时间角度,本技术的模具不需要等待水口特别是主流道(即水口与注塑机喷嘴的连接部分)完全冷却后才能开模,因此降低了冷却时间,并且在生产节拍上,可以在开模过程中旋转型芯,加快脱模速度,实现生产周期的提高。
附图说明
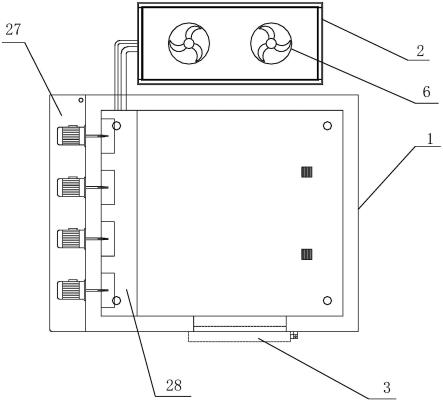
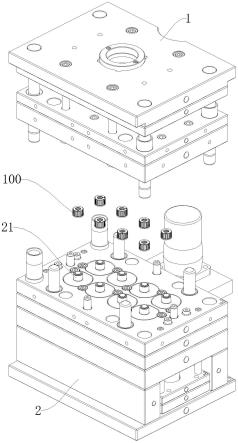
26.图1为本技术的采用旋转脱模结构的模具的一种实施例的示意图,展示了定模、动模和工件;
27.图2为本技术的采用旋转脱模结构的一种实施例的工件的示意图,展示了止动齿和螺纹段;
28.图3为本技术的采用旋转脱模结构的模具的一种实施例的工件和水口示意图;
29.图4为本技术的采用旋转脱模结构的模具的一种实施例的俯视图;
30.图5为本技术的采用旋转脱模结构的模具的一种实施例的a-a截面的剖视图,展示了定模和动模处于合模状态;
31.图6为本技术的采用旋转脱模结构的模具的一种实施例的a-a截面的剖视图,展示了开模至定模a板运动至极限位置时的示意图;
32.图7为本技术的采用旋转脱模结构的模具的一种实施例的b-b截面的剖视图,展示
了限位部;
33.图8为本技术的采用旋转脱模结构的模具的一种实施例的a-a截面的剖视图,此时工件与模具完全分离;
34.图9为本技术的采用旋转脱模结构的模具的一种实施例的d位置的放大图,展示了止料段和连接腔;
35.图10为本技术的采用旋转脱模结构的模具的一种实施例的定模的示意图,展示了防撞孔;
36.图11为本技术的采用旋转脱模结构的模具的一种实施例的动模的示意图,展示了防撞杆;
37.图12为本技术的采用旋转脱模结构的模具的一种实施例的驱动组件的示意图。
38.图中:1、定模;11、型腔;12、止动部;13、定模a板;14、脱料板;141、止料组件;1411、止料段;1412、安装段;142、第二止料固定孔;143、连接腔;15、定模固定板;151、第一止料固定孔;16、导柱;161、限位部;17、防撞孔;2、动模;21、型芯;211、螺纹部;22、防撞杆;3、浇注通道;31、浇口;100、工件;101、螺纹段;102、止动齿;103、水口;1031、连接部;200、驱动组件。
具体实施方式
39.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
40.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
41.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
42.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
43.三板模是注塑加工领域的常见技术,其通常通过设置额外的脱料板14,实现产品废料区的水口103与工件100在生产完成后自动分离,减少后续人工或者机器修剪料头的工序,以降低成本,但针对需要旋转脱模的模具,在分离水口103和工件100时,工件100的螺纹段101容易被拉毛,造成工件100上的螺纹段101失效。
44.在这个具体的实施例中,工件100为一种盖子,其内壁设置有螺纹段101,如图2所示,水口103和工件100如图3虚线框所示。使用常规三板模生产时,水口103随着工件100一起运动至极限位置,随后动模2继续带动工件100运动,从而使工件100和水口103脱离,之后使用驱动组件200运动,从而带动型芯21运动,从而使螺纹部211和螺纹段101脱离,实现产品的取出。但是在实际生产过程中,发现这种方法生产效率较低,并且工件100上的螺纹段
101经常被拉坏,成品率低。
45.据此本技术的发明人开发了一种采用旋转脱模结构的模具,其一种实施例,如图1至图12所示,包括定模1、动模2和浇注通道3,浇注通道3适于通过熔融的原材料并成型工件100的水口103,定模1上设置有型腔11,动模2上设置有型芯21,型芯21适于与型腔11配合成型工件100;型芯21上设置有螺纹部211,螺纹部211适于成型工件100上的螺纹段101,定模1上向型腔11内突出设置有止动部12,止动部12适于成型工件100上的止动齿102,当需要脱模时,止动部12抵触止动齿102并保持工件100周向静止,驱动组件200适于驱动型芯21转动,工件100与型芯21发生相对转动,并实现螺纹段101和螺纹部211的脱离;定模1包括定模a板13、脱料板14和定模固定板15,定模固定板15固定在注塑机上,定模a板13和脱料板14之间设置浇注通道3,脱料板14上设置有止料组件141,止料组件141侵入浇注通道3,当注塑完成后,止料组件141与水口103固定连接,止料组件141适于限制水口103在开模过程中随着定模a板13运动。定模固定板15、脱料板14和定模a板13的位置如图7所示,其中图5展示了处于合模状态下,定模1和动模2的状态;图6展示了一次开模时,水口103受到止料组件141的作用固定连接在脱料板14上,水口103和止料组件141的固定连接是依靠融化的塑料原材料结合形成;图7展示了一次开模时,b-b截面的剖视图,此时定模a板13运动至极限位置;图8展示了处于二次开模后,工件100与模具完全脱模的示意图。
46.在这个具体的实施例中,驱动组件200如图12所示,由驱动电机带动齿轮旋转,从而同轴固定在齿轮上的型芯21转动,从而实现型芯21与工件100的相对运动。
47.值得一提的是,如图10所示,本技术的定模1上向型腔11内突出设置止动部12,止动部12与工件100上的止动齿102配合,使型芯21旋转时,止动部12与止动齿102保持周向静止,从而实现螺纹段101与螺纹部211的分离。
48.在实际生产中发现,工件100上的螺纹段101经常被拉毛而损坏失效,究其原因,主要是由于开模时,水口103随着定模a板13移动,水口103的尾部与注塑机喷嘴头部之间分离需要的拉断力较大,并且水口103与工件100分离时需要的拉断也比较大,而这些拉断力仅靠工件100上的螺纹段101提供(注塑机带动动模2平移运动,从而带动动模2上的型芯21平移运动,型芯21上的螺纹部211与工件100上的螺纹段101啮合,因此带动工件100平移运动,使工件100与水口103分离),因此在两次拉断的过程中,工件100上的螺纹段101容易被拉毛,造成螺纹段101失效,因此本技术的发明人,通过止料组件141将水口103限制在脱料板14上,在开模过程中,水口103尾部与注塑机喷嘴头部之间先不分离,工件100与水口103先分离,减小螺纹段101受到的拉力,减少冷却时间,并且由于先分离水口103和工件100,此时料的温度较高,水口103和工件100之间的结合不紧密,分离需要的力也相应较小,对螺纹段101的损伤也更小。
49.本技术的模具还可以降低成品的冷却时间从而降低周期时间,对比常规的生产方案,模具开模前,水口103部分必须已经冷却,不然会造成水口103部分出现拉丝等现象,并且拉丝位置不固定,造成后续去除废料的不便,而在整个产品的生产周期中,水口103部分需要的冷却时间最长,特别是主流道部分(即水口103的尾部与注塑机喷嘴的连接处),原因是其厚度最厚。而本技术的模具不需要等待水口103部分的冷却,即可提前开模,水口103部分停留在脱料板14上,慢慢冷却,而产品部分已经可以脱模取出,在实际生产中,可以缩短冷却时间10%至20%,大大降低了产品的生产周期。
50.本工件100的脱模需要三个步骤,分别是水口103与喷嘴头部分离,工件100与水口103分离和工件100上的螺纹段101与动模2上的型芯21分离,常规方案是依次进行三步,并且不能同时进行,即先开模至定模a板13的极限位置,此时水口103与喷嘴头部分离;随后继续开模,使工件100与水口103分离,最后旋转型芯21,使螺纹部211与螺纹段101分离,因此所需要的时间较长。(如果还未开模至定模a板13的极限位置,就控制型芯21旋转,会使工件100受到水口103的牵引,导致其停留在型腔11内,即不能与水口103脱离,又不能从型腔11中脱落。)
51.而本方案无需进行水口103和喷嘴头部分离,在开模过程中,在还未开模至定模a板13的极限位置时,工件100与水口103的已经分离,此时即可进行旋转型芯21使螺纹部211和螺纹段101分离,从而减少了动模板的移动距离,并减少了周期时间,降低了生产成本。
52.另一种优选,定模1上设置有导柱16,导柱16贯穿设置于定模a板13、脱料板14和定模固定板15,导柱16的头部设置有限位部161,在开模过程中,限位部161适于限制定模a板13的最大开模移动距离;当限位部161抵触定模a板13时,如图7所示,驱动组件200上的控制组件适于控制驱动组件200转动,并控制动模2二次开模。
53.本技术的模具开模动作分为两步,分别定义为一次开模和二次开模,一次开模是指动模2带动定模a板13运动至极限位置,如图6和图7所示;二次开模指的是驱动组件200带动型芯21转动,此时动模2继续进行开模动作。
54.在一次开模时,注塑机带动动模2运动,动模2上的型芯21通过螺纹部211与工件100上的螺纹段101啮合,从而带动工件100运动,工件100与型腔11内壁之间存在摩擦力,并且由于加设了止动部12与止动齿102配合,增加了工件100与定模1之间的摩擦力,从而使工件100能带动定模a板13运动,实现定模a板13与脱料板14分离,此时由于水口103固定连接在止料组件141上,水口103与工件100实现分离;在二次开模时,驱动组件200带动型芯21转动,由于工件100上的止动齿102与定模1上的止动部12抵触,工件100与定模1保持周向静止,因此型芯21与工件100产生相对转动,从而使螺纹部211与螺纹段101逐渐脱离,在这个过程中,如果动模2的位置保持不动,工件100就会沿着开模方向的反方向运动,进入型腔11,造成脱模困难;因此需要保证动模2继续后退,实现工件100不会进入型腔11,此过程即为二次脱模,保证脱模动作的顺利进行。
55.虽然在一次脱模过程中,驱动组件200也可以同时控制型芯21转动,实现螺纹段101的脱模,但在实际生产中,发现需要加设其他传感器或者控制元件,才能防止工件100停留在型腔11内,实现的成本较高,因此分两步实现开模和脱模的动作,一次开模仅分离水口103和工件100,二次开模过程中,边开模边脱模,降低生产周期,提高成品率,并且不需要加设其他传感器,仅需要使用控制组件,在限位部161抵触定模a板13时控制驱动组件200转动实现型芯21的转动即可。
56.进一步优选,如图6所示,定模固定板15上设置有第一止料固定孔151,脱料板14上设置有第二止料固定孔142,第一止料固定孔151连通第二止料固定孔142,止料组件141穿过第一止料固定孔151和第二止料固定孔142,止料组件141的头部侵入浇注通道3如图9所示。
57.为了节约成本并保证止料组件141的使用效果,在定模固定板15上设置第一止料固定孔151,在脱料板14上设置第二止料固定孔142,并使用止料组件141穿过第一止料固定
孔151和第二止料固定孔142,可以节约模具的空间,减少模具的体积,并且止料组件141的头部侵入浇注通道3,可以当注塑过程使,熔融的塑料原材料包裹止料组件141的头部,实现水口103与止料组件141的固定连接。
58.另一种优选,如图6和图9所示,止料组件141的形状为杆形,止料组件141包括止料段1411和安装段1412,安装段1412穿过第一止料固定孔151和第二止料固定孔142,止料段1411安装在安装段1412的头部,止料段1411侵入浇注通道3;如图9所示,止料段1411的头部径向向外扩张,止料段1411的尾部径向向内收缩,止料段1411的尾部的横截面直径小于安装段1412的横截面直径。
59.为保证连接效果,使水口103能固定连接在脱料板14上,需要将止料段1411的头部径向向外扩张,止料段1411的尾部径向向内收缩,从而使水口103的对应位置形成凹陷,使水口103和脱料板14实现自锁效果,在不施加其他外力的情况下,止料段1411和水口103的连接强度更高,更不容易脱离。
60.进一步优选,如图9所示,脱料板14内设置有连接腔143,连接腔143设置在浇注通道3的顶部,连接腔143连通浇注通道3,连接腔143的顶部向内收缩,止料段1411侵入连接腔143,连接腔143适于成型水口103上的连接部1031,当处于开模过程中,止料段1411适于固定连接连接部1031,并限制水口103移动。
61.加设连接腔143是为了成型水口103上的连接部1031在保证水口103与脱料板14的连接强度的基础上,减少材料的浪费,水口103的厚度取决于工件100的重量和体积,但是连接部1031的厚度取决于所需要的连接强度的大小,为了减少水口103的厚度,可以加设连接部1031。
62.另一种优选,如图9所示,浇注通道3上设置有浇口31,浇口31连通浇注通道3与型腔11,浇口31为点浇口,浇口31位于型腔11的顶部。
63.浇口31为点浇口可以进一步减少水口103和工件100的连接强度,在分离水口103和工件100的过程中,减少螺纹段101上受到的拉力,从而减少螺纹段101受到的损伤,防止其拉毛失效。
64.进一步优选,如图9所示,连接腔143与浇口31同轴设置。
65.由于浇口31连通了浇注通道3和型腔11,因此水口103与工件100分离的过程中,受力最大处位于此处,为防止在开模过程中,水口103与脱料板14分离,因此需要在此处加设连接部1031,以增加水口103于脱料板14的连接强度,因此基于节约材料与使用效果综合考虑,将成型连接部1031的连接腔143和浇口31同轴设置,增加强度的同时,减少材料的浪费。
66.另一种优选,螺纹段101的螺距为p,驱动组件200驱动型芯21转动时的转速为n,动模2在二次开模过程中的平均移动速度为v,并且v>np。
67.假设螺纹段101的螺纹圈数为x,螺纹段101的长度为xp,其脱模所需要的时间为x/n,如果动模2保持不动,工件100会进入型腔11,其平均移动速度为xp/(x/n),约分后为np,要保证工件100不进入型腔11,造成脱模失败,需要使动模2在二次开模过程中的平均移动速度v>np。
68.进一步优选,如图10和图11所示,动模2上沿轴向突出设置有防撞杆22,定模1上设置有与防撞杆22匹配的防撞孔17,防撞杆22突出动模2顶面的高度高于型芯21突出动模2顶面的高度,防撞杆22适于与防撞孔17配合并限制型芯21与型腔11的相对位置,防撞杆22设
置在动模2的四周边缘,防撞杆22的数目不少于四个。
69.在这个具体的实施例中,防撞杆22的数目为四个,由于型芯21与型腔11的精密度较高,如果由于某些不可控因素造成型芯21与型腔11碰撞,会导致模具损坏,更严重的会导致模具报废,因此需要加设防撞杆22配合防撞孔17实现防撞效果,并且防撞杆22的高度要高于型芯21的高度,保证防撞效果。
70.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。