1.本发明属于脱硫剂再生技术领域,涉及一种炭基脱硫剂再生系统及方法。
背景技术:
2.炭基脱硫剂的再生是指在保持炭基载体原有结构不变的前提下,运用特定的物理或者化学方法,去除吸附饱和的炭基表面、孔道内的单质硫,达到恢复吸附性能,循环利用的目的。目前常采用热再生法进行炭基脱硫剂再生,即通过加热的方法,使吸附在活性炭上的吸附质s在高温条件下实现被解吸,最终变为气体从活性炭上逸出,使其达到再生的目的。相比较溶剂再生法,热再生法有其自身独特的优点:所需再生时间短,再生效率高,具有很好的通用性,应用范围广,但在实施过程中,存在能耗高、余热无法回收利用、尾气处理系统复杂、缺乏精准控制系统等缺陷。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种炭基脱硫剂再生系统及方法,解决现有的炭基脱硫剂再生工艺存在的能耗高、余热无法回收利用、尾气处理系统复杂、缺乏精准控制系统等问题。
4.为达到上述目的,本发明提供如下技术方案:一种炭基脱硫剂再生系统,包括依次通过再生载气管道连接形成回路的再生炉与尾气净化装置,设置在再生炉上的加热装置,以及通过第四阀门与再生炉连通的冷却炉;再生炉与冷却炉内均设置有称重装置,再生炉还连接有温度检测装置与气体检测装置,称重装置、温度检测装置、气体检测装置与第四阀门均连通有控制系统。
5.可选的,再生载气管道上通过第一阀门与再生炉连通,并通过第五阀门与尾气净化装置连通,再生载气管道上还分别设置有连通再生补气的第六阀门,与排出再生尾气的第七阀门,以及控制再生载气流向的第八阀门;第一阀门、第五阀门、第六阀门、第七阀门、第八阀门均与控制系统连通。
6.可选的,再生补气用于补充再生过程中使用的再生载气,再生补气采用氮气或氦气或氩气中的一种惰性气体,再生载气用于保证再生炉内形成惰性气氛,防止炭基脱硫剂在再生过程中被氧化分解或者高温燃烧,再生载气的空速保持在100~1000h-1
;再生载气管道采用保温措施,在管道及其附件表面敷设有保温层,保温层采用膨胀珍珠岩、膨胀蛭石、岩棉、矿渣棉、玻璃棉、微孔硅酸钙、泡沫混凝土、聚氨酯中的其中一种或多种保温材料。
7.可选的,加热装置置于再生炉外壳上,采用电加热或者换热的形式加热再生炉,使其内部温度保持在200~600℃;再生炉用于提供炭基脱硫剂再生的场所,采用回转炉或者真空再生炉的形式。
8.可选的,再生炉采用回转炉时,再生过程中转速控制在0~1转/分钟。
9.可选的,温度检测装置用于实时检测再生炉内温度,采用热电偶或热电阻式温度计。
10.可选的,尾气净化装置用于处理炭基脱硫剂再生过程中生成的含硫废气,内装填有吸附剂,吸附剂采用活性炭、分子筛、氧化锌中的一种或多种混合物进行尾气吸收;尾气净化装置的入口与出口分别通过第二阀门与第三阀门与气体检测装置连通,第二阀门与第三阀门与控制系统连通。
11.可选的,气体检测装置用于实时测试再生尾气中的氧气和含硫成分体积含量,使用气相色谱仪、检测管、便携式检测器中的其中一种气体检测仪器,气体检测装置内置碱洗装置,吸收经气体检测装置检测后气体中的含硫成分,碱洗装置为洗气瓶,内装有0.1%~30%质量分数的碱性溶液;气体检测装置的进气流量控制在20~50ml/min。
12.一种炭基脱硫剂再生方法,应用如上述的一种炭基脱硫剂再生系统,包括以下步骤:
13.s1,控制系统控制第六阀门、第一阀门、第五阀门、第二阀门、第七阀门打开,其余阀门保持关闭状态,保持进入再生炉内的再生载气空速控制在100~1000h-1
,气体检测装置检测未经尾气净化装置处理后的再生尾气中氧气含量<5%时,开启加热装置,控制再生炉内温度在200~600℃,打开第三阀门、第八阀门,关闭第七阀门,开始再生;
14.s2,气体检测装置检测未经尾气净化装置处理后的再生尾气中含硫量≤10ppm时,通过控制系统发出指令,关闭加热装置和再生载气管道上的第六阀门、第二阀门、第三阀门、第八阀门,打开第七阀门排除残余的再生尾气后关闭第一阀门、第五阀门、第七阀门,停止再生,打开第四阀门,从再生炉中卸料至冷却炉,冷却炭基脱硫剂至室温;
15.s3,气体检测装置检测经尾气净化装置处理后的再生尾气中含硫量>0ppm时,通过控制系统发出指令,关闭加热装置和第六阀门、第一阀门、第五阀门、第八阀门,打开第七阀门,待尾气净化装置内排净再生尾气后,更换尾气净化装置中的吸附剂,然后打开第六阀门、第一阀门、第五阀门、第八阀门和加热装置,关闭第七阀门,调整进入再生炉内的再生载气空速保持在100~1000h-1
,调整再生炉内温度保持在200~600℃,继续进行再生;
16.s4,温度检测装置实时检测再生炉内温度,保持再生炉内温度在200~600℃,当再生炉内温度<200℃时,通过控制系统发出指令,增加加热装置功率,使再生炉内温度≥200℃;当再生炉内温度>600℃时,通过控制系统发出指令,降低加热装置功率,使再生炉内温度≤600℃。
17.本发明的有益效果在于:
18.1)本发明一种炭基脱硫剂再生系统及方法,采用吸附剂对再生尾气进行净化,完全吸收再生过程中产生的硫化物,从而可以循环使用再生尾气,并充分保留再生尾气的余热,有效降低再生过程中的能耗,提升再生效率;
19.2)本发明一种炭基脱硫剂再生系统及方法,通过气体检测装置、温度检测装置、加热装置、称重装置和阀门与控制系统联动,实时检测再生尾气成分和再生温度,精准控制再生时间和再生温度,显著降低再生周期,有效提高了再生效率;
20.3)本发明一种炭基脱硫剂再生系统及方法,尾气净化系统简单高效,通过在线连续检测,精准控制换料时间,由于采用干法吸附剂,避免了再生载气余热大量浪费,有利于降低再生能耗。
21.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可
以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
22.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
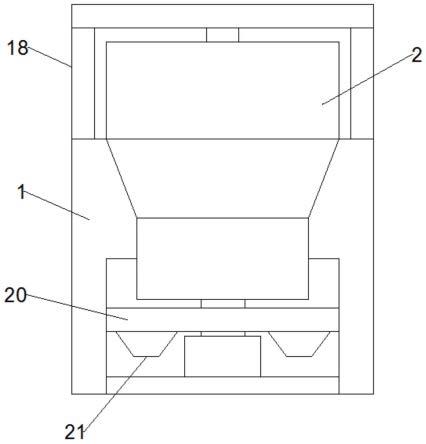
23.图1为本发明的实现炭基脱硫剂再生的系统示意图。
24.附图标记:再生补气1、第一阀门2、加热装置3、再生炉4、温度检测装置5、第二阀门6、第三阀门7、尾气净化装置8、气体检测装置9、控制系统10、称重装置11、第四阀门12、冷却炉13、第五阀门14、第六阀门15、第七阀门16、再生尾气17、第八阀门18。
具体实施方式
25.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
26.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
27.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
28.请参阅图1,为一种炭基脱硫剂再生系统,包括依次通过再生载气管道连接形成回路的再生炉4与尾气净化装置8,设置在再生炉4上的加热装置3,以及通过第四阀门12与再生炉4连通的冷却炉13;再生炉4与冷却炉13内均设置有称重装置11,再生炉4还连接有温度检测装置5与气体检测装置9,称重装置11、温度检测装置5、气体检测装置9与第四阀门12均连通有控制系统10,再生载气管道上通过第一阀门2与再生炉4连通,并通过第五阀门14与尾气净化装置8连通,再生载气管道上还分别设置有连通再生补气1的第六阀门15,与排出再生尾气17的第七阀门16,以及控制再生载气流向的第八阀门18;第一阀门2、第五阀门14、第六阀门15、第七阀门16、第八阀门18均与控制系统10连通,再生补气1用于补充再生过程中使用的再生载气,再生补气1采用氮气、氦气、氩气等惰性气体,再生载气用于保证再生炉4内形成惰性气氛(惰性气氛指氧气体积含量<5%),防止炭基脱硫剂在再生过程中被氧化分解或者高温燃烧,再生载气的空速保持在100~1000h-1
;再生载气管道采用保温措施,在
管道及其附件表面敷设有保温层,保温层采用膨胀珍珠岩、膨胀蛭石、岩棉、矿渣棉、玻璃棉、微孔硅酸钙、泡沫混凝土、聚氨酯等保温材料,加热装置3置于再生炉4外壳上,采用电加热或者换热的形式加热再生炉4,使其内部温度保持在200~600℃;再生炉4用于提供炭基脱硫剂再生的场所,采用回转炉或者真空再生炉的形式,温度检测装置5用于实时检测再生炉4内温度,采用热电偶或热电阻式温度计,尾气净化装置8用于处理炭基脱硫剂再生过程中生成的含硫废气(含硫废气主要以硫蒸气、h2s、so2、cos中的一种或多种混合气为主),内装填有吸附剂,吸附剂采用活性炭、分子筛、氧化锌中的一种或多种混合物进行尾气吸收;尾气净化装置的入口与出口分别通过第二阀门6与第三阀门7与气体检测装置9连通,第二阀门6与第三阀门7与控制系统10连通,气体检测装置9用于实时测试再生尾气17中的氧气和含硫成分体积含量,使用气相色谱仪、检测管、便携式检测器中的其中一种气体检测仪器,气体检测装置9内置碱洗装置,吸收经气体检测装置9检测后气体中的含硫成分,碱洗装置为洗气瓶,内装有0.1%~30%质量分数的碱性溶液(碱性溶液为naoh、koh、na2co3、k2co3中的一种或几种混合溶液);气体检测装置9的进气流量控制在20~50ml/min。
29.在本实施例中,称重装置11用于称量再生前后炭基脱硫剂的重量,计算得到再生后炭基脱硫剂的质量损失率。
30.在本实施例中,再生炉4采用回转炉,再生过程中转速控制在0~1转/分钟。
31.在本实施例中,吸附剂采用模块化装填方式,再生载气经尾气净化装置8处理后含硫量>0ppm时,更换吸附剂。
32.在本实施例中,控制系统10通过与气体检测装置9、温度检测装置5、阀门、加热装置3、称重装置11连接,实时检测并反馈信号,实现再生自动化控制。
33.一种炭基脱硫剂再生方法,应用如上述的一种炭基脱硫剂再生系统,包括以下步骤:
34.s1,控制系统10控制第六阀门15、第一阀门2、第五阀门14、第二阀门6、第七阀门16打开,其余阀门保持关闭状态,保持进入再生炉4内的再生载气空速控制在100~1000h-1
,气体检测装置9检测未经尾气净化装置8处理后的再生尾气17中氧气含量<5%时,开启加热装置3,控制再生炉4内温度在200~600℃,打开第三阀门7、第八阀门18,关闭第七阀门16,开始再生;
35.s2,气体检测装置9检测未经尾气净化装置8处理后的再生尾气17中含硫量≤10ppm时,通过控制系统10发出指令,关闭加热装置3和再生载气管道上的第六阀门15、第二阀门6、第三阀门7、第八阀门18,打开第七阀门16排除残余的再生尾气17后关闭第一阀门2、第五阀门14、第七阀门16,停止再生,打开第四阀门12,从再生炉4中卸料至冷却炉13,冷却炭基脱硫剂至室温;
36.s3,气体检测装置9检测经尾气净化装置8处理后的再生尾气17中含硫量>0ppm时,通过控制系统10发出指令,关闭加热装置3和第六阀门15、第一阀门2、第五阀门14、第八阀门18,打开第七阀门16,待尾气净化装置8内排净再生尾气17后,更换尾气净化装置8中的吸附剂,然后打开第六阀门15、第一阀门2、第五阀门14、第八阀门18和加热装置3,关闭第七阀门16,调整进入再生炉4内的再生载气空速保持在100~1000h-1
,调整再生炉4内温度保持在200~600℃,继续进行再生;
37.s4,温度检测装置5实时检测再生炉4内温度,保持再生炉4内温度在200~600℃,
当再生炉4内温度<200℃时,通过控制系统10发出指令,增加加热装置3功率,使再生炉4内温度≥200℃;当再生炉4内温度>600℃时,通过控制系统10发出指令,降低加热装置3功率,使再生炉4内温度≤600℃。
38.具体实施例1,
39.在本实施例中,向再生炉4中加入1t吸附饱和的炭基脱硫剂,密度为0.5t/m3,工作硫容20%,打开第六阀门15、第一阀门2、第五阀门14、第二阀门6、第七阀门16,通入再生载气氮气,控制再生载气流量为1200nm3/h,空速保持在600h-1
,通过气相色谱仪检测再生尾气17中的氧气含量,当氧气含量≤1%时,关闭第七阀门16,打开加热装置3和第三阀门7、第八阀门18,保证再生炉4内温度在500℃,开始再生,在线连续检测经过尾气净化装置8前后的再生尾气17中的总硫含量,采样间隔时间30min,当未经过尾气净化装置8处理后的再生尾气17中的含硫总量≤10ppm时,停止加热装置3,关闭第六阀门15、第二阀门6、第三阀门7、第八阀门18,打开第七阀门16排除残余的再生尾气17后关闭第一阀门2、第五阀门14、第七阀门16,停止再生,打开第四阀门12,将再生炉4内的炭基脱硫剂卸进冷却炉13中冷却至室温,再生后炭基脱硫剂称重为0.80t,质量损失率4.0%。
40.具体实施例2,
41.在本实施例中,向再生炉4中加入3t吸附饱和的炭基脱硫剂,密度为0.5t/m3,工作硫容10%,打开第六阀门15、第一阀门2、第五阀门14、第二阀门6、第七阀门16,通入再生载气氮气,控制再生载气流量为1200nm3/h,空速保持在200h-1
,通过气相色谱仪检测再生尾气17中的氧气含量,当氧气含量≤2%时,关闭第七阀门16,打开加热装置3和第三阀门7、第八阀门18,保证再生炉4内温度在450℃,开始再生,在线连续检测经过尾气净化装置8前后的再生尾气17中的总硫含量,采样间隔时间20min,当未经过尾气净化装置8处理后的再生尾气17中的含硫总量≤10ppm时,停止加热装置3,关闭第六阀门15、第二阀门6、第三阀门7、第八阀门18,打开第七阀门16排除残余的再生尾气17后关闭第一阀门2、第五阀门14、第七阀门16,停止再生,打开第四阀门12,将再生炉4内的炭基脱硫剂卸进冷却炉13中冷却至室温,再生后炭基脱硫剂称重为2.65t,质量损失率2.8%。
42.具体实施例3,
43.在本实施例中,向再生炉4中加入0.5t吸附饱和的炭基脱硫剂,密度为0.5t/m3,工作硫容30%,打开第六阀门15、第一阀门2、第五阀门14、第二阀门6、第七阀门16,通入再生载气氮气,控制再生载气流量为600nm3/h,空速保持在600h-1
,通过气相色谱仪检测再生尾气17中的氧气含量,当氧气含量≤1%时,关闭第七阀门16,打开加热装置3和第三阀门7、第八阀门18,保证再生炉4内温度在550℃,开始再生,在线连续检测经过尾气净化装置8前后的再生尾气17中的总硫含量,采样间隔时间10min,当未经过尾气净化装置8处理后的再生尾气17中的含硫总量≤10ppm时,停止加热装置3,关闭第六阀门15、第二阀门6、第三阀门7、第八阀门18,打开第七阀门16排除残余的再生尾气17后关闭第一阀门2、第五阀门14、第七阀门16,停止再生,打开第四阀门12,将再生炉4内的炭基脱硫剂卸进冷却炉13中冷却至室温,再生后炭基脱硫剂称重为0.37t,质量损失率3.8%。
44.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明
的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。