1.本发明涉及碳纤维制件领域,特别是一种连续碳纤维增强复合材料悬浮架托臂与纵梁一体化成型方法。
背景技术:
2.磁悬浮列车是一种靠磁浮力(磁场的吸力和斥力)来推动的列车,由于其轨道的磁力使之悬浮在空中,运行时与轨道零接触,具有噪声低、磨耗低、爬坡能力强、无污染等优点,是城市轨道交通发展的重要方向之一。悬浮架是支撑悬浮列车的核心部件,具有支撑车辆与导向车辆的功能,装在其上的直线电机则可牵引和制动车辆。
3.目前国内已有的悬浮架有两种:1)装车使用的为铝合金结构,该结构采用分段铸造,后拼焊,整体数控加工成型,图1(a)所示,铝合金材料悬浮架通过铸造、焊接、机加工等工艺成型,每套悬浮架的重量约396kg。2)采用部分碳纤维复合材料 部分金属材料制作,后采用机械连接(螺栓连接)成一整体,图1(b)所示。
4.随着轨道交通车辆轻量化要求越来越严格,行业提出采用轻质高强的碳纤维复合材料进行替代。2017年由中车株洲电力机车有限公司设计了一种组合式碳纤维悬浮架【cn206856720u】,如图1(c)所示。这种方案存在以下不足:(1)托臂39与纵梁38为分体式,采用金属螺栓连接,这种设计方案破坏了纤维连续性,会在螺栓连接附近形成应力集中,而且金属件增加了悬浮架整体重量;(2)托臂39与抗侧滚梁38间通过金属连接座连接,这种连接方式破坏了纤维连续性,且增加了整体重量;(3)托臂39采用异型多腔异形结构,各异型腔之间通过碳纤维层间结合力连接,这种连接方式的强度很低,易分层失效;(4)总重量约244kg。采用部分碳纤维复合材料 部分金属材料制作,后采用机械连接(螺栓连接)成一整体,该结构零部件多,连接点多,且连接位置缺陷多,螺栓剪切及挤压对复合材料界面的破坏,预埋螺套位置金属与复合材料界面失效。
技术实现要素:
5.本发明所要解决的技术问题是,针对现有技术不足,提供一种连续碳纤维增强复合材料悬浮架托臂与纵梁一体化成型方法,采用该方法制得的悬浮架分散受力,保证产品强度,减少应力集中。
6.为解决上述技术问题,本发明所采用的技术方案是:一种连续碳纤维增强复合材料悬浮架托臂与纵梁一体化成型方法,包括以下步骤:
7.s1、利用碳纤维预浸料成型制得托臂组件,所述托臂组件的一侧形成卡槽;
8.s2、利用碳纤维预浸料制成制得纵梁,两个所述托臂组件设置于所述纵梁的两端,所述纵梁的两端分别镶嵌在所述卡槽中,通过真空袋压工艺一体成形,制得悬浮架芯部;
9.s3、在s2制得的悬浮架芯部外表面包覆碳纤维预浸料真空袋压成型,在s2制得的悬浮架芯部表面包覆外包层组件,形成碳纤维复合材料悬浮架。
10.本发明采用连续碳纤维增强树脂基复合材料成型,将两件托臂、一件纵梁、两件连接座通过其结构设计,铺层设计,一体化模具设计,实现产品一体化成型。解决了原有多个部件组成时,装配部件多以及装配接口缺陷多的问题,同时实现了产品轻量化问题。
11.s2中首次固化主要是对产品模块间组合,保证模块间贴合力;s3中第二次固化主要是对外部整体5mm进行成型,保证外部纤维连续性以及产品的整体性)。
12.在本发明的一个优选的实施例中,s2中真空袋压工艺为130-140℃固化1-3h。保证相邻模块之间的贴合力。
13.在本发明的一个优选的实施例中,s3中真空袋压成型工艺为90℃-130℃固化1-3h。s3中第二次固化采用低温固化,保证产品层间贴合力,减少内部缺陷。
14.在本发明的一个优选的实施例中,s3中包覆的碳纤维预浸料厚度为3-7mm。进一步优选地,s3中包覆的碳纤维预浸料厚度为3-5mm。厚度过厚无法保证真空袋压后的层间结合力,厚度过薄无法保证制得产品的性能,尤其是产品的强度。
15.在本发明的一个优选的实施例中,所述托臂组件包括托臂本体,所述托臂本体包括底板,所述卡槽设置在所述底板一侧,所述底板的两侧分别竖直设置有第一加强筋和第二加强筋,所述托臂本体内部镶嵌有加强件,所述加强件的一侧分别竖直设置有第二加强筋与第三加强筋,所述第二加强筋与所述第三加强筋位于所述第一加强筋和所述第二加强筋之间,所述第一加强筋和所述第二加强筋之间卡设有t型的连接座,所述加强件的内部镶嵌有第五分块,所述第五分块内部镶嵌有中空圆柱形的第十二分块,所述托臂本体、所述加强件、所述连接座、所述第五分块之间的空隙之间设置有加强块组件。
16.所述托臂组件的内侧设有连接座,外侧设有4片加强筋。所述4片加强筋以镶嵌方式与托臂本体形成一体化结构。所述连接座镶嵌在所述纵梁与所述托臂本体之间,形成榫卯结构。所述纵梁、托臂本体、加强筋、连接座为连续纤维增强复合材料铺层。
17.在本发明的一个优选的实施例中,s1中所述托臂组件的制备方法为先将各组件进行组合,每2-3个模块进行组合后袋压一次,袋压温度为130-140℃,固化1-3h。保证模具成型的贴合力。
18.在本发明的一个优选的实施例中,s1-s3中真空袋压工艺的负压值为0.08~0.12mpa。进一步优选地,s1-s3中真空袋压工艺的负压值为0.097~0.1mpa。产品厚度尺寸大,袋压压力如果偏小,容易造成内部压不实、空洞、层间结合力不够等缺陷
19.在本发明的一个优选的实施例中,s3步骤之后还包括局部接口加工,局部接口采用后加工完成,与金属连接部位需通过增加金属套,对其断面进行保护。可减少螺栓与碳纤维接触,导致碳纤维表面磨损,螺栓挤压碳纤维表面,造成失效。
20.在本发明的一个优选的实施例中,采用200g平纹/200g斜纹的碳纤维编织布预浸料进行铺贴。考虑产品工况复杂,采用200g平纹/200g斜纹,t300,碳纤维编织布预浸料进行铺贴,使产品多个方向有纤维承载受力,保证产品传力方向有连续纤维。
21.在本发明的一个优选的实施例中,碳纤维编织布预浸料采用t300。
22.本发明的设计难点在于悬浮架的承载工况复杂,同时需要传递横向、纵向和垂向的载荷,横向载荷为车辆运行方向牵引力和制动力,纵向载荷为车辆转弯时的侧滚力,垂向载荷为车体及乘客的重力。而纤维是一种各项异性的一维材料,0
°
方向具有极高的强度,而90
°
方向的强度很低,因此,如何把这种一维的纤维材料通过铺层优化制作成受力方向复杂
的三维连续结构是本发明的关键。
23.本发明创造性地用榫卯原理将一维材料设计成横向、纵向、垂向均连续的三维结构,并解决了安装座、纵梁、托臂之间的连接难题:
24.1)对磁浮架托臂与纵梁实现连续碳纤维增强树脂基复合材料一体化成型;
25.2)对磁浮架托臂、纵梁、连接座连续纤维设计。托臂上电磁铁安装孔、气弹簧安装位置,安装座,托臂轴安装孔受力较大,需将受力进行传递,保证各向承力位置均有足够连续纤维,达到产品强度要求。如不按此结构制作:产品计算无法满足材料强度要求,容易产生应力集中及疲劳失效。
26.与现有技术相比,本发明所具有的有益效果为:
27.1)将两件托臂、一件纵梁、两件连接座通过一体化结构设计及成型,减少了连接件数量及连接位置缺陷,达到整体减重效果;
28.2)通过对产品受力分析,合理设计铺层,保证碳纤维方向为实际传力路径;
29.3)对纵梁与托臂采用榫卯结构连接(对产品铺层分块进行设计成榫卯结构,在产品未固化前将榫卯结构分块进行组合,后进行首次固化,脱模后,包裹外部5mm外包层),提高产品连接强度及抗疲劳强度;
30.4)采用一体化模具成型,保证产品整体精度;
31.5)整体采用袋压工艺,局部通过辅助工装及设备,保证产品整体压力,达到低成本、高效率生产。
附图说明
32.图1为现有技术中的组合式碳纤维悬浮架的示意图;
33.其中(a)为现有技术中的碳纤维悬浮架设计图;
34.(b)为现有技术中的碳纤维悬浮架实物图;
35.(c)为公开号为cn 206856720 u专利中组合式碳纤维悬浮架的示意图;
36.图2为利用本发明方法制得的悬浮架整体结构示意图;
37.图3为利用本发明方法制得的悬浮架芯部装配图;
38.图4为图3中a的局部放大图;
39.图5为利用本发明方法制得的托臂本体的结构示意图;
40.图6为利用本发明方法制得的加强件的结构示意图;
41.图7为利用本发明方法制得的连接座结构示意图;
42.图8为利用本发明方法制得的悬浮架整体结构示意图二;
43.图9为b的局部放大图;
44.图10为利用本发明方法制得的外包层结构示意图;
45.图11为第十一分块的结构示意图;
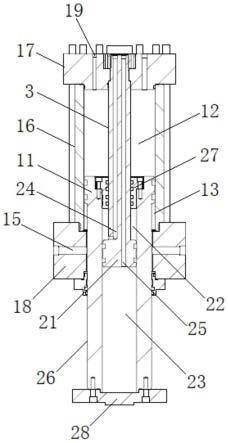
46.图12为利用本发明方法制得的托臂组件、纵梁连接处的结构示意图;
47.图13为利用本发明方法制得的悬浮架的爆炸结构示意图;
48.图14为利用本发明方法制得的悬浮架中部分分块的结构示意图一;
49.图15为利用本发明方法制得的悬浮架中部分分块的结构示意图二;
50.图16为利用本发明方法制得的托臂组件、纵梁的组装结构示意图一;
51.图17为本发明方法首次合模前示意图(榫卯结构);
52.图18为本发明方法整体固化前示意图;
53.图19为利用本发明方法制得悬浮架的实物图;
54.图20为整体模具图;
55.图21为本发明方法中连续纤维的设计图;
56.图22为利用本发明方法制得的悬浮架的产品外形尺寸图;
具体实施方式
57.本发明一实施例主要阐述一种新的结构连续碳纤维增强复合材料悬浮架托臂与纵梁一体化成型技术,产品分两次固化,两次固化时由两套模具保证尺寸精度(由于此产品采用袋压工艺成型,压力值较小,采用两次固化成型:首次固化主要是对产品模块间组合,保证模块间贴合力;第二次固化主要是对外部整体5mm进行成型,保证外部纤维连续性以及产品的整体性)。(两次固化的具体步骤为:首次固化,将模块与模块之间进行组合,每2-3个模块进行组合后袋压一次,保证模块间贴合力,通过第一套模具控制外形尺寸及精度,采用130℃,2h固化;二次固化,对首次固化产品外部整体包裹5mm,通过第二套模具保证外形尺寸及精度,固化温度90℃(建议采用低温固化),目的:保证产品层间贴合力,减少内部缺陷。(产品厚度尺寸大,袋压压力小,容易造成内部压不实、空洞、层间结合力不够等缺陷)
58.1)结构设计:将托臂及纵梁、连接座设计成一整体,保证安装尺寸不变。
59.2)铺层设计:结合产品有限元分析,对产品铺层进行设计(考虑产品工况复杂,采用200g平纹/200g斜纹,t300,碳纤维编织布预浸料进行铺贴,使产品多个方向有纤维承载受力)保证产品传力方向有连续纤维。内部由不同模块组成(模块的划分根据应力云图中力传递路径、大小)外部整体包裹5mm厚碳纤维复合材料,不同分块代表不同铺层模块,如图13所示。
60.3)模具设计:整个产品采用整体模具保证外形尺寸,模具为外模,整个产品定位基准以模具底面及图22所示的2460为基准进行尺寸控制,模具图如图20所示。
61.4)产品成型1:按图13所示对每个模块进行单独预成型(目前大部分的产品,将模块在模具上由外向内进行铺放,每次铺放后进行袋压保证层间结合力(负压值0.097~0.1mpa),其中纵梁与托臂连接前采用榫卯结构,首次整体合模前产品如图16所示。(榫卯结构主要通过主要用在首次固化前,托臂与纵梁连接位置,如图17所示)
62.5)产品成型2:对产品外部整体包裹5mm,使产品形成一整体结构,组装模具,通过真空袋压工艺(负压值0.097~0.1mpa)进行产品成型,实现低成本、高效率生产。图如图18所示。
63.6)加工,外形及主要接口采用整体成型,局部接口采用后加工完成,与金属连接部位需通过增加金属套等方式对其断面进行保护,可减少螺栓与碳纤维接触,导致碳纤维表面磨损,螺栓挤压碳纤维表面,造成失效。如图19所示。
64.本发明的关键点包括以下内容:
65.1)对悬浮架托臂与纵梁实现连续碳纤维增强树脂基复合材料一体化成型;
66.2)对悬浮架托臂、纵梁、连接座连续纤维设计(托臂上电磁铁安装孔、气弹簧安装位置,安装座,托臂轴安装孔受力较大,需将受力进行传递,如图21所示),保证各向承力位
置均有足够连续纤维,达到产品强度要求。
67.所述悬浮架为一体化结构,该结构采用连续纤维增强树脂基复合材料制成,复合材料的增强相是连续的碳纤维、凯夫拉纤维、玻璃纤维,或是它们组成的混杂纤维,复合材料的基体是热固性树脂或热塑性树脂,托臂本体9与托臂加强筋5~8、连接座10、纵梁1形成一体化结构。如图16-17所示,本发明一实施例包括一种碳纤维复合材料悬浮架,包括纵梁1和分别设于纵梁1两端的托臂组件,所述托臂组件中设有卡槽36,所述纵梁1的两端分别镶嵌在所述卡槽36中,所述纵梁1和所述托臂组件的外表面包覆有碳纤维复材外包层组件。如图2、图3所示,托臂加强筋5~8以连续片状结构镶嵌在托臂本体9中,纵梁1镶嵌在托臂本体的卡槽36中,连接座10嵌在托臂本体9和纵梁1之间,形成榫卯结构。所述纵梁1由三块第十八分块并列拼接并固定连接而成。
68.如图11-15所示,所述托臂组件包括托臂本体9,所述托臂本体9包括底板91,所述卡槽36设置在所述底板91一侧,所述底板91的两侧分别竖直设置有第一加强筋5和第二加强筋8,所述托臂本体9内部镶嵌有加强件37,所述加强件37的一侧分别竖直设置有第二加强筋6与第三加强筋7,所述第二加强筋6与所述第三加强筋7位于所述第一加强筋5和所述第二加强筋8之间,所述第一加强筋5和所述第二加强筋6之间卡设有t型的连接座10,所述加强件37的内部镶嵌有第五分块15,所述第五分块15内部镶嵌有中空圆柱形的第十二分块22,所述托臂本体9、所述加强件37、所述连接座10、所述第五分块15之间的空隙之间设置有加强块组件。
69.如图4所示,第一加强筋5与第四加强筋8在托臂底部和托臂内侧连成一体,厚度为5mm,镶嵌在托臂本体9中。
70.如图5所示,第二加强筋6与第三加强筋7在托臂内侧连成一体,厚度4mm,镶嵌在托臂本体9中。
71.如图6所示,连接座10的厚度为16mm,镶嵌在托臂本体9和纵梁1之间,形成榫卯结构。
72.所述第五分块15包括中空圆柱形部分151和加强筋152部分,所述中空圆柱形部分151和加强筋152部分由连续碳纤维复合材料制成。
73.所述加强件37由第十三分块23和第十五分块25的端部套装在一起组装而成。
74.所述连接座10由l型的第八分块18和l型的第十分块28组装而成。
75.所述加强块组件包括填充于托臂本体9与所述加强件37之间空隙的第一分块11、第四分块14、第六分块16和第二十四分块34。
76.所述连接座10一侧固定连接有第九分块19,所述连接座10的左侧固定连接有第二十一分块31,所述第九分块19的右侧固定连接有第二十三分块33,所述连接座10的右侧固定连接有第二十五分块35,所述第二十三分块33与所述第二十五分块35之间为所述卡槽36。
77.如图7所示和图8所示,外包层为连续纤维增强复合材料,厚度为5mm,将纵梁1、托臂本体9、连接座10包覆成一体。在第一加强筋5与第二加强筋6之间、第二加强筋6与第三加强筋7之间、第三加强筋7与第四加强筋之间,分别粘接加强块2~4进行补强。如图9所示,外包层采用连续纤维铺层,厚度为5mm。如图10所示,加强块采用连续纤维铺层,厚度为2mm。所述外包层组件包括第十四分块24、第十六分块26、第十七分块27、第十九分块29和第二十分
块30,所述第十四分块24包覆于所述托臂本体9的端部和底部,所述第十六分块26包覆于所述托臂本体9的端部和侧面,所述第十七分块27包覆于所述连接座10、所述第九分块19、所述第二十五分块35之间的外表面,第二十分块30包覆于所述连接座10、所述第九分块19、所述第二十三分块33与所述第二十一分块31外侧,所述第十九分块29包覆于所述纵梁1和所述托臂组件外侧。如图18为本发明整体固化前示意图,左侧包覆了外包层组件,为了便于理解,右侧外包层组件未画出,实际实施例中整体都包覆了外包层组件。所述第十四分块24、所述第十六分块26、所述第十七分块27、所述第十九分块29和所述第二十分块30均由连续碳纤维复合材料制成。整体成型之后的照片如图19所示。
78.本发明产品通过了强度分析计算,经过样件拉伸强度、弯曲强度、剪切强度等测试,部件已通过模态测试,局部静态及动态拉力测试等,产品依据长沙磁浮列车悬浮架安装结构进行设计及成型,整套产品正在进行整体性能测试。
79.表1力学性能数据(铺层、工艺根据实际产品制作进行)
[0080][0081]
表2材料其他性能
[0082][0083][0084]
表3牵引座拉拔试验
[0085]
项目要求实际备注牵引座拉压试验静态牵引力≥4.5kn80kn模拟产品运行工况
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。