1.本发明属于靶材领域,尤其涉及一种钨靶材的真空钎焊方法。
背景技术:
2.钨靶材多用于大功率溅射工艺,溅射过程高速粒子对靶面轰击,靶材表面温度会急剧升高,多采用导热性较好的铜合金做背板材料,且材料的焊接面积较大,因此焊接方式需采用焊接结合率高、焊接强度高、高温稳定性更好的焊接方法。目前常用的焊接方法主要有两种,为扩散焊和低温钎焊。
3.扩散焊属于一种固态焊接方法,特别适合异种金属材料间的焊接,工件在高温下加压,使两焊接表面微小的不平处产生微观塑性变形,达到紧密接触,在随后的加热保温中,原子间相互扩散而成冶金连接的焊接方法,具备焊接结合率高、焊接强度高、高温稳定性好的优势。cn113305412a公开了一种钨靶材与铜背板的扩散焊接方法,所述方法包括以下步骤:对钨靶材焊接面依次进行精磨以及pvd镀膜,非焊接面进行抛光处理;对铜背板的焊接面进行pvd镀膜;将所述钨靶材、所述焊接面以及中间层进行装配,并依次进行包套焊接以及热等静压焊接。但扩散焊对焊接设备要求高,设备投入成本大,焊前处理要求严格,生产成本高等问题限制了其在实际生产过程的使用。
4.低温钎焊相对来说生产成本大大降低,对设备及焊前处理要求相对较低。cn108544045a公开了一种钨靶材焊接方法,所述方法包括:对钨靶材和铜背板进行焊接前加工及清洗;在所述钨靶材和所述铜背板中间放置焊料引流件;利用钎焊工艺对所述钨靶材和所述铜背板进行钎焊接后获得钨靶材组件;对所述钨靶材组件进行冷却。但低温焊接涉及的钎料熔点一般较低(200℃左右),对于大功率溅射工艺靶材长时间使用存在脱焊的隐患,同时受钎料材质影响,一般焊接强度不高。
5.因此,提供一种可以有效提高钨靶材焊接结合率和焊接强度的焊接方法具有重要意义。
技术实现要素:
6.为解决上述技术问题,本发明提供了一种钨靶材的真空钎焊方法,所述真空钎焊方法可以有效提高钨靶材与背板间的焊接结合率和焊接强度,且操作简单,适用于工业化生产。
7.为达到上述技术效果,本发明采用以下技术方案:
8.本发明提供了一种钨靶材的真空钎焊方法,所述真空钎焊方法包括以下步骤:
9.(1)对钨靶坯和背板进行预处理,得到预处理靶材;
10.(2)将步骤(1)所述预处理靶材进行真空钎焊处理,得到所述钨靶材;
11.步骤(2)所述真空钎焊处理包括依次进行的焊接处理和三段降温处理。
12.本发明所述焊接方法先对钨靶坯和背板进行预处理,可以提高焊接过程中的焊接强度,然后对预处理靶材进行焊接处理和三段降温处理,通过将焊接处理和三段降温处理
的温度、降温速率控制在特定范围内,避免靶材发生变形,提高焊接强度和焊接结合率。
13.作为本发明优选的技术方案,步骤(1)所述预处理包括依次进行的打磨、清洗处理、干燥、装配和真空包装。
14.作为本发明优选的技术方案,所述打磨为使用砂纸进行打磨。
15.本发明对钨靶坯和背板的焊接面使用砂纸进行打磨,可以去除材料表面氧化层、污渍、划痕等缺陷。
16.优选地,所述清洗处理包括依次进行的第一清洗和第二清洗。
17.优选地,所述第一清洗为采用质量分数为10%~15%的盐酸清洗5~10min。
18.优选地,所述第二清洗为采用乙醇超声波清洗10~20min。
19.本发明通过超声波清洗进一步清洗净化材料表面氧化层、污渍、划痕等缺陷。
20.优选地,所述干燥的温度为60~80℃,例如可以是60℃、62℃、64℃、66℃、68℃、70℃、72℃、74℃、76℃、78℃或80℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
21.优选地,所述干燥的时间为0.5~1h,例如可以是0.5h、0.6h、0.7h、0.8h、0.9h或1h等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
22.作为本发明优选的技术方案,所述装配前对所述钨靶坯的焊接表面进行镀钛处理,得到镀钛层。
23.优选地,所述镀钛层的厚度为3~6μm,例如可以是3μm、3.5μm、4μm、4.5μm、5μm、5.5μm或6μm等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
24.优选地,所述镀钛处理后对钨靶坯依次进行超声波清洗和干燥。
25.作为本发明优选的技术方案,所述装配包括:将钨靶坯和背板进行装配,焊缝处加入银基合金钎料。
26.优选地,所述银基合金钎料中含有ag和cu。
27.优选地,所述银基合金钎料中ag的质量含量为70%~75%,例如可以是70%、71%、72%、73%、74%或75%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
28.优选地,所述银基合金钎料的厚度为0.45~0.55mm,例如可以是0.45mm、0.47mm、0.49mm、0.51mm、0.53mm或0.55mm等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
29.作为本发明优选的技术方案,步骤(2)所述真空钎焊处理前在预处理靶材上方放置压块。
30.优选地,对所述压块施加的压力为0.05~0.15mpa,例如可以是0.05mpa、0.07mpa、0.09mpa、0.11mpa、0.13mpa或0.15mpa等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
31.作为本发明优选的技术方案,步骤(2)所述真空钎焊处理前进行抽真空处理。
32.优选地,所述抽真空处理的终点真空度<0.02pa,例如可以是0.001pa、0.005pa、0.01pa、0.015pa或0.017pa等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
33.作为本发明优选的技术方案,所述焊接处理的升温速率为2~3℃/min,例如可以
是2℃/min、2.2℃/min、2.4℃/min、2.6℃/min、2.8℃/min或3℃/min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
34.优选地,所述焊接处理的升温终点为700~750℃,例如可以是700℃、710℃、720℃、730℃、740℃或750℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
35.优选地,所述焊接处理的保温时间为3~5h,例如可以是3h、3.4h、3.8h、4h、4.4h、4.8h或5h等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
36.作为本发明优选的技术方案,所述三段降温处理的第一段降温速率为2~3℃/min,例如可以是2℃/min、2.2℃/min、2.4℃/min、2.6℃/min、2.8℃/min或3℃/min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
37.优选地,所述三段降温处理的第一段降温终点为500~600℃,例如可以是500℃、520℃、540℃、560℃、580℃或600℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
38.优选地,所述三段降温处理的第一段降温保温时间为30~60min,例如可以是30min、35min、40min、45min、50min、55min或60min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
39.优选地,所述三段降温处理的第二段降温速率为5~6℃/min,例如可以是5℃/min、5.2℃/min、5.4℃/min、5.6℃/min、5.8℃/min或6℃/min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
40.优选地,所述三段降温处理的第二段降温终点为220~300℃,例如可以是220℃、240℃、260℃、280℃或300℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
41.优选地,所述三段降温处理的第二段降温保温时间为30~60min,例如可以是30min、35min、40min、45min、50min、55min或60min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
42.优选地,所述三段降温处理的第三段为随炉冷却至室温。
43.作为本发明优选的技术方案,所述真空钎焊方法包括以下步骤:
44.(1)对钨靶坯和背板使用砂纸进行打磨,采用质量分数为10%~15%的盐酸清洗5~10min,之后采用乙醇超声波清洗10~20min,在60~80℃下干燥0.5~1h,对所述钨靶坯的焊接表面进行镀钛处理,得到厚度为3~6μm镀钛层,然后对钨靶坯依次进行超声波清洗和干燥;之后将钨靶坯和背板进行装配,焊缝处加入银基合金钎料并进行真空包装,得到预处理靶材;
45.(2)将步骤(1)所述预处理靶材上方放置压块,施加的压力为0.05~0.15mpa,然后进行抽真空处理直至终点真空度<0.02pa,之后以2~3℃/min的升温速率升温至700~750℃并保温3~5h进行焊接处理,之后以2~3℃/min的降温速率第一降温至500~600℃并保温30~60min,以5~6℃/min的降温速率第二降温至220~300℃并保温30~60min,最后随炉冷却至室温,得到所述钨靶材。
46.本发明所述的数值范围不仅包括上述例举的点值,还包括没有例举出的上述数值范围之间的任意的点值,限于篇幅及出于简明的考虑,本发明不再穷尽列举所述范围包括
的具体点值。
47.与现有技术相比,本发明具有以下有益效果:
48.本发明提供的真空钎焊方法可以有效提高钨靶材的焊接强度和焊接结合率,在较优条件下,所得靶材的焊接结合率可以达到99.1%以上,焊接强度可达到58mpa以上,且操作简便,适用于工业化生产。
具体实施方式
49.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
50.实施例1
51.本实施例提供了一种钨靶材的真空钎焊方法,所述真空钎焊方法包括以下步骤:
52.(1)对w靶坯和cu背板使用砂纸进行打磨,采用质量分数为12%的盐酸清洗8min,之后采用乙醇超声波清洗15min,在70℃下干燥1h,对所述钨靶坯的焊接表面进行镀钛处理,得到厚度为5μm镀钛层,然后对钨靶坯采用乙醇超声波清洗15min,在70℃下干燥1h;之后将钨靶坯和背板进行装配,焊缝处加入厚度为0.5mm的银基合金钎料,所述银基合金钎料中含有ag和cu;所述银基合金钎料中ag的质量含量为72%;之后进行真空包装,得到预处理靶材;
53.(2)将步骤(1)所述预处理靶材上方放置压块,施加的压力为0.1mpa,然后进行抽真空处理直至终点真空度<0.02pa,之后以2.5℃/min的升温速率升温至720℃并保温4h进行焊接处理,之后以2.5℃/min的降温速率第一降温至550℃并保温50min,以5.5℃/min的降温速率第二降温至270℃并保温50min,最后随炉冷却至室温,得到所述钨靶材。
54.实施例2
55.本实施例提供了一种钨靶材的真空钎焊方法,所述真空钎焊方法包括以下步骤:
56.(1)对w靶坯和cu背板使用砂纸进行打磨,采用质量分数为10%的盐酸清洗10min,之后采用乙醇超声波清洗20min,在80℃下干燥0.5h,对所述钨靶坯的焊接表面进行镀钛处理,得到厚度为6μm镀钛层,然后对钨靶坯采用乙醇超声波清洗20min,在80℃下干燥0.5h;之后将钨靶坯和背板进行装配,焊缝处加入厚度为0.55mm的银基合金钎料,所述银基合金钎料中含有ag和cu;所述银基合金钎料中ag的质量含量为75%;之后进行真空包装,得到预处理靶材;
57.(2)将步骤(1)所述预处理靶材上方放置压块,施加的压力为0.15mpa,然后进行抽真空处理直至终点真空度<0.02pa,之后以2℃/min的升温速率升温至700℃并保温5h进行焊接处理,之后以2℃/min的降温速率第一降温至500℃并保温60min,以5℃/min的降温速率第二降温至220℃并保温60min,最后随炉冷却至室温,得到所述钨靶材。
58.实施例3
59.本实施例提供了一种钨靶材的真空钎焊方法,所述真空钎焊方法包括以下步骤:
60.(1)对w靶坯和cu背板使用砂纸进行打磨,采用质量分数为15%的盐酸清洗5min,之后采用乙醇超声波清洗10min,在60℃下干燥1h,对所述钨靶坯的焊接表面进行镀钛处理,得到厚度为3μm镀钛层,然后对钨靶坯采用乙醇超声波清洗10min,在60℃下干燥1h;然后对钨靶坯清洗后在60℃下干燥1h;之后将钨靶坯和背板进行装配,焊缝处加入厚度为
0.45mm的银基合金钎料,所述银基合金钎料中含有ag和cu;所述银基合金钎料中ag的质量含量为70%;之后进行真空包装,得到预处理靶材;
61.(2)将步骤(1)所述预处理靶材上方放置压块,施加的压力为0.05mpa,然后进行抽真空处理直至终点真空度<0.02pa,之后以3℃/min的升温速率升温至750℃并保温3h进行焊接处理,之后以3℃/min的降温速率第一降温至600℃并保温30min,以6℃/min的降温速率第二降温至300℃并保温30min,最后随炉冷却至室温,得到所述钨靶材。
62.实施例4
63.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(1)未进行盐酸清洗外,其他条件均与实施例1相同。
64.实施例5
65.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(1)镀钛处理替换为“镀镍处理”外,其他条件均与实施例1相同。
66.实施例6
67.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(1)未进行镀钛处理外,其他条件均与实施例1相同。
68.实施例7
69.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(1)所述银基合金钎料的厚度为0.3mm外,其他条件均与实施例1相同。
70.实施例8
71.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(1)所述银基合金钎料的厚度为0.7mm外,其他条件均与实施例1相同。
72.实施例9
73.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(2)焊接处理升温至600℃外,其他条件均与实施例1相同。
74.实施例10
75.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(2)焊接处理升温至800℃外,其他条件均与实施例1相同。
76.实施例11
77.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(2)焊接处理的升温速率为6℃/min外,其他条件均与实施例1相同。
78.实施例12
79.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(2)第一降温的降温速率为5.5℃/min外,其他条件均与实施例1相同。
80.实施例13
81.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(2)第一降温的终点为400℃外,其他条件均与实施例1相同。
82.实施例14
83.本实施例提供了一种钨靶材的真空钎焊方法,除了步骤(2)第二降温的降温速率为2.5℃/min外,其他条件均与实施例1相同。
84.对比例1
85.本对比例提供了一种钨靶材的真空钎焊方法,除了步骤(2)未进行第一降温外,其他条件均与实施例1相同。
86.对比例2
87.本对比例提供了一种钨靶材的真空钎焊方法,除了步骤(2)未进行第二降温外,其他条件均与实施例1相同。
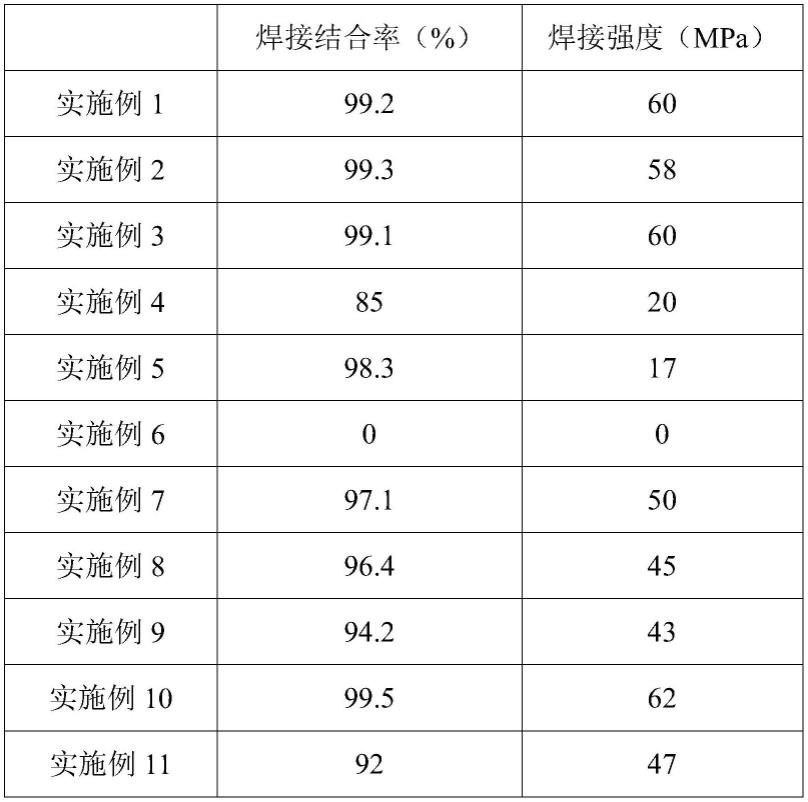
88.将上述实施例和对比例经真空钎焊后的钨靶材的焊接结合率和焊接强度进行测定,所述焊接结合率采用超声探伤检测,焊接强度采用焊接接头拉伸试验。具体结果如表1所示。
89.表1
90.[0091][0092]
由表1可以得出以下几点:
[0093]
(1)综合实施例1~3可以看出,本发明提供的真空钎焊方法在较优条件下,所得钨靶材的焊接结合率高达99.3%,焊接强度可达到58mpa以上;
[0094]
(2)综合实施例1和实施例4可以看出,当未对钨靶坯和背板进行酸洗清洗时,焊接面的粗糙度无法达到要求,且不能彻底去除靶材和背板表面的氧化物;综合实施例1和实施例5~6可以看出,当未对靶坯的焊接面进行镀钛处理或进行镀镍处理,均不利于提高靶材的焊接结合率和焊接强度;
[0095]
(3)综合实施例1和实施例7~8可以看出,当加入的银基合金钎料的厚度过薄或过厚时,银基合金钎料与镀钛层之间扩散效果不好,导致靶材的焊接结合率和焊接强度下降;
[0096]
(4)综合实施例1和实施例12、14可以看出,当第一降温与第二降温的降温速率相同时,因第一降温速率过快,导致焊接后的靶材与背板结合不稳固,进而导致焊接强度下降;
[0097]
(5)综合实施例1和对比例1~2可以看出,当将三段降温处理替换为二段降温处理时,因降温过程过快,导致靶材的焊接结合率和焊接强度下降。
[0098]
申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。