技术特征:
1.一种钨靶材的真空钎焊方法,其特征在于,所述真空钎焊方法包括以下步骤:(1)对钨靶坯和背板进行预处理,得到预处理靶材;(2)将步骤(1)所述预处理靶材进行真空钎焊处理,得到所述钨靶材;步骤(2)所述真空钎焊处理包括依次进行的焊接处理和三段降温处理。2.根据权利要求1所述的真空钎焊方法,其特征在于,步骤(1)所述预处理包括依次进行的打磨、清洗处理、干燥、装配和真空包装。3.根据权利要求2所述的真空钎焊方法,其特征在于,所述打磨为使用砂纸进行打磨;优选地,所述清洗处理包括依次进行的第一清洗和第二清洗;优选地,所述第一清洗为采用质量分数为10%~15%的盐酸清洗5~10min;优选地,所述第二清洗为采用乙醇超声波清洗10~20min;优选地,所述干燥的温度为60~80℃;优选地,所述干燥的时间为0.5~1h。4.根据权利要求2或3所述的真空钎焊方法,其特征在于,所述装配前对所述钨靶坯的焊接表面进行镀钛处理,得到镀钛层;优选地,所述镀钛层的厚度为3~6μm;优选地,所述镀钛处理后对钨靶坯依次进行超声波清洗和干燥。5.根据权利要求2-4任一项所述的真空钎焊方法,其特征在于,所述装配包括:将钨靶坯和背板进行装配,焊缝处加入银基合金钎料;优选地,所述银基合金钎料中含有ag和cu;优选地,所述银基合金钎料中ag的质量含量为70%~75%;优选地,所述银基合金钎料的厚度为0.45~0.55mm。6.根据权利要求1-5任一项所述的真空钎焊方法,其特征在于,步骤(2)所述真空钎焊处理前在预处理靶材上方放置压块;优选地,对所述压块施加的压力为0.05~0.15mpa。7.根据权利要求1-6任一项所述的真空钎焊方法,其特征在于,步骤(2)所述真空钎焊处理前进行抽真空处理;优选地,所述抽真空处理的终点真空度<0.02pa。8.根据权利要求1-7任一项所述的真空钎焊方法,其特征在于,所述焊接处理的升温速率为2~3℃/min;优选地,所述焊接处理的升温终点为700~750℃;优选地,所述焊接处理的保温时间为3~5h。9.根据权利要求1-8任一项所述的真空钎焊方法,其特征在于,所述三段降温处理的第一段降温速率为2~3℃/min;优选地,所述三段降温处理的第一段降温终点为500~600℃;优选地,所述三段降温处理的第一段降温保温时间为30~60min;优选地,所述三段降温处理的第二段降温速率为5~6℃/min;优选地,所述三段降温处理的第二段降温终点为220~300℃;优选地,所述三段降温处理的第二段降温保温时间为30~60min;优选地,所述三段降温处理的第三段为随炉冷却至室温。
10.根据权利要求1-9任一项所述的真空钎焊方法,其特征在于,所述真空钎焊方法包括以下步骤:(1)对钨靶坯和背板使用砂纸进行打磨,采用质量分数为10%~15%的盐酸清洗5~10min,之后采用乙醇超声波清洗10~20min,在60~80℃下干燥0.5~1h,对所述钨靶坯的焊接表面进行镀钛处理,得到厚度为3~6μm镀钛层,然后对钨靶坯依次进行超声波清洗和干燥;之后将钨靶坯和背板进行装配,焊缝处加入银基合金钎料并进行真空包装,得到预处理靶材;(2)将步骤(1)所述预处理靶材上方放置压块,施加的压力为0.05~0.15mpa,然后进行抽真空处理直至终点真空度<0.02pa,之后以2~3℃/min的升温速率升温至700~750℃并保温3~5h进行焊接处理,之后以2~3℃/min的降温速率第一降温至500~600℃并保温30~60min,以5~6℃/min的降温速率第二降温至220~300℃并保温30~60min,最后随炉冷却至室温,得到所述钨靶材。
技术总结
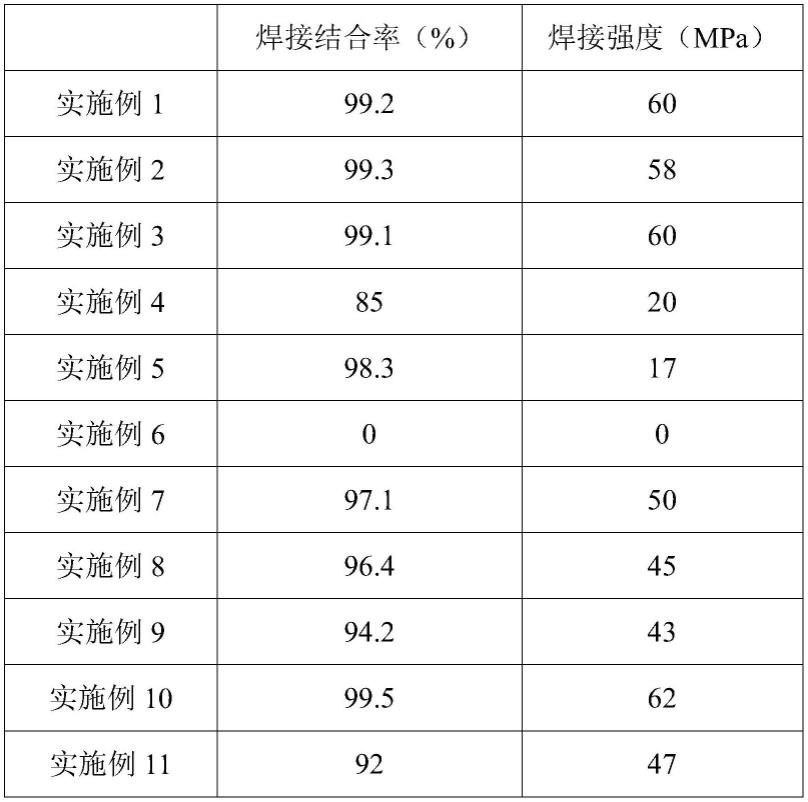
本发明涉及一种钨靶材的真空钎焊方法,所述真空钎焊方法包括以下步骤:(1)对钨靶坯和背板进行预处理,得到预处理靶材;(2)将步骤(1)所述预处理靶材进行真空钎焊处理,得到所述钨靶材;步骤(2)所述真空钎焊处理包括依次进行的焊接处理和三段降温处理。本发明提供的真空钎焊方法可以有效提高钨靶材的焊接强度和焊接结合率,在较优条件下,所得靶材的焊接结合率可以达到99.1%以上,焊接强度可达到58MPa以上,且操作简便,适用于工业化生产。适用于工业化生产。
技术研发人员:姚力军 潘杰 沈学峰 廖培君 陈石
受保护的技术使用者:宁波江丰电子材料股份有限公司
技术研发日:2022.09.15
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。