1.本发明涉及一种用于将箔转印于片材的箔转印装置。
背景技术:
2.以往,作为箔转印装置,已知有具备卷绕有箔膜的供给卷轴、用于卷取箔膜的卷取卷轴、加热箔膜及片材的加热辊以及在与加热辊之间夹持箔膜及片材的加压辊的装置(参照日本特开平7-290685号公报)。在该技术中,通过利用旋转的加热辊和加压辊输送箔膜和片材,从而能够将箔转印到片材上的色粉图像(以下也称为“箔转印”)。
3.在现有技术中,例如在接收到箔转印的指令后且开始片材的输送之前,开始加热辊以及加压辊的旋转,则会产生浪费地输送箔膜的问题。
4.希望抑制箔膜被浪费输送。
技术实现要素:
5.为此,提出了将片材与含有箔的箔膜重叠并将所述箔转印到所述片材的箔转印装置的改良。在一个方式中,具备:供给卷轴,所述箔膜卷绕于该供给卷轴;卷取卷轴,该卷取卷轴用于卷取所述箔膜;输送辊,该输送辊输送所述片材;加热辊,该加热辊加热所述箔膜和所述片材;加压辊,该加压辊在与所述加热辊之间夹着所述箔膜和所述片材的状态下旋转,由此输送所述箔膜和所述片材;限制切换单元,该限制切换单元能够在限制由所述加热辊和所述加压辊从所述供给卷轴拉出所述箔膜的限制状态和解除所述限制的解除状态之间切换;压接分离机构,该压接分离机构使所述加热辊及所述加压辊中的一方的辊在与另一方的辊压接的压接位置和从所述另一方的辊离开的分离位置之间移动;以及控制部。
6.在使所述一方的辊位于所述分离位置且将所述限制切换单元设为所述限制状态的状态下,所述控制部驱动所述输送辊,以将所述片材向所述加热辊和所述加压辊之间的转印位置输送,在所述片材存在于所述转印位置时且作为应转印箔的区域的箔转印区域到达所述转印位置之前,所述控制部使所述一方的辊移动到所述压接位置,在所述一方的辊位于所述压接位置之后,所述控制部使所述限制切换单元成为所述解除状态。
7.根据该结构,在片材存在于转印位置时,开始从供给卷轴拉出箔膜,因此例如与在片材到达转印位置之前开始从供给卷轴拉出箔膜的方式相比,能够抑制箔膜被浪费地输送。
8.另外,也可以是,所述限制切换单元具备切换所述加压辊及所述加热辊的驱动和停止的驱动切换单元,通过使所述加压辊及所述加热辊停止,所述控制部将所述限制切换单元设为所述限制状态,通过驱动所述加压辊及所述加热辊,所述控制部将所述限制切换单元设为所述解除状态。
9.另外,也可以是,在所述片材存在于所述转印位置时且所述一方的辊到达所述压接位置之前,所述控制部使与所述片材接触的所述输送辊停止。
10.根据该结构,由于在停止状态的一方的辊与另一方的辊压接之前停止片材的输
送,因此能够抑制在停止状态的各辊的压接中片材被输送而导致片材挠曲。
11.另外,也可以是,还具备检测所述一方的辊的位置的位置传感器,所述控制部基于来自所述位置传感器的信号,判定所述一方的辊是否位于所述压接位置。
12.另外,也可以是,在从所述片材的前端到所述箔转印区域的距离为第一距离以上的情况下,在所述片材存在于所述转印位置时且所述箔转印区域到达所述转印位置之前,所述控制部使所述一方的辊移动到所述压接位置,在所述一方的辊位于所述压接位置之后,所述控制部将所述限制切换单元设为所述解除状态,在从所述片材的前端到所述箔转印区域的距离小于所述第一距离的情况下,在所述片材到达所述转印位置之前,所述控制部使所述一方的辊移动到所述压接位置,在所述一方的辊位于所述压接位置之后,所述控制部将所述限制切换单元设为所述解除状态。
13.另外,也可以是,所述箔转印装置还具有输入部,该输入部能够输入用于确定所述箔转印区域在所述片材的输送方向上的位置和长度的信息,在由所述输入部输入的所述箔转印区域配置在所述片材的范围外的情况下,在使所述一方的辊位于所述分离位置的状态下,所述控制部驱动所述输送辊,以使所述片材通过所述转印位置,并使通过了所述转印位置的所述片材通过所述输送辊,并且,在所述片材通过所述输送辊之后使所述输送辊停止。
14.根据该结构,在箔转印区域在片材的范围外的情况下,不进行箔转印而排出片材,因此能够抑制箔膜被浪费地输送。
15.另外,公开了将片材与含有箔的箔膜重叠并将所述箔转印到所述片材的箔转印装置的另一方式。箔转印装置具备:供给卷轴,所述箔膜卷绕于该供给卷轴;卷取卷轴,该卷取卷轴用于卷取所述箔膜;输送辊,该输送辊用于输送所述片材;加热辊,该加热辊加热所述箔膜和所述片材;加压辊,该加压辊在与所述加热辊之间夹着所述箔膜和所述片材的状态下旋转,由此输送所述箔膜和所述片材;限制切换单元,该限制切换单元能够在限制由所述加热辊和所述加压辊从所述供给卷轴拉出所述箔膜的限制状态和解除所述限制的解除状态之间切换;压接分离机构,该压接分离机构使所述加热辊及所述加压辊中的一方的辊在与另一方的辊压接的压接位置和从所述另一方的辊离开的分离位置之间移动;以及控制部。
16.在所述片材上的作为应转印箔的区域的箔转印区域到达所述加热辊和所述加压辊之间的转印位置之前,所述控制部使所述一方的辊位于所述压接位置,并且将所述限制切换单元设为所述解除状态,在所述片材存在于所述转印位置时且所述箔转印区域通过了所述转印位置之后,所述控制部将所述限制切换单元设为所述限制状态,在将所述限制切换单元设为所述限制状态后,所述控制部使所述一方的辊移动到所述分离位置。
17.根据该结构,由于在片材存在于转印位置时限制从供给卷轴拉出箔膜,因此与例如在片材通过转印位置后限制从供给卷轴拉出箔膜的方式相比,能够抑制箔膜被浪费地输送。
18.另外,也可以是,所述限制切换单元具备切换所述加压辊及所述加热辊的驱动和停止的驱动切换单元,通过使所述加压辊及所述加热辊停止,所述控制部将所述限制切换单元设为所述限制状态,通过驱动所述加压辊及所述加热辊,所述控制部将所述限制切换单元设为所述解除状态。
19.另外,也可以是,在停止所述加压辊及所述加热辊时,所述控制部使与所述片材接
触的所述输送辊停止。
20.根据该结构,在压接状态的加压辊及加热辊停止时,片材的输送被停止,因此,能够抑制在停止状态的各辊的压接中片材被输送而导致片材挠曲。
21.另外,也可以是,所述箔转印装置还具备用于检测所述片材的前端的通过的片材传感器,该片材传感器在所述片材的输送方向上配置在所述加热辊配置的上游,所述控制部基于从由所述片材传感器检测出所述片材的前端的通过起经过的时间,判定所述箔转印区域是否通过了所述转印位置。
22.另外,也可以是,在从所述片材的后端到所述箔转印区域的距离为第二距离以上的情况下,在所述片材存在于所述转印位置时且所述箔转印区域通过了所述转印位置之后,所述控制部将所述限制切换单元设为所述限制状态,在将所述限制切换单元设为所述限制状态之后,所述控制部使所述一方的辊移动到所述分离位置,在从所述片材的后端到所述箔转印区域的距离小于所述第二距离的情况下,在所述片材通过了所述转印位置之后,所述控制部将所述限制切换单元设为所述限制状态,在将所述限制切换单元设为所述限制状态之后,所述控制部使所述一方的辊移动到所述分离位置。
23.另外,也可以是,所述箔转印装置还具备输入部,该输入部能够输入用于确定所述箔转印区域在所述片材的输送方向上的位置和长度的信息,在由所述输入部输入的所述箔转印区域的后端相比所述片材的后端配置在所述片材的输送方向的上游的情况下,在所述片材通过了所述转印位置之后,所述控制部将所述限制切换单元设为所述限制状态,在将所述限制切换单元设为所述限制状态之后,所述控制部使所述一方的辊移动到所述分离位置。
24.另外,也可以是,在输送第一片材期间输送下一张的第二片材的情况下,当从所述第一片材的作为所述箔转印区域的第一箔转印区域的后端到所述第一片材的后端的第一长度为规定长度以下时,在所述第一箔转印区域通过所述转印位置之后直到所述第二片材的作为所述箔转印区域的第二箔转印区域通过所述转印位置为止的期间,所述控制部使所述一方的辊维持在所述压接位置,在所述第一长度大于所述规定长度的情况下,在所述第一片材存在于所述转印位置时且所述第一箔转印区域通过了所述转印位置之后,所述控制部将所述限制切换单元设为所述限制状态,并在将所述限制切换单元设为所述限制状态之后,所述控制部使所述一方的辊移动到所述分离位置。
25.在第一长度等于或小于规定长度的情况下,当在第一片材的箔转印区域和第二片材之间使一方的辊离开时,使一方的辊离开变得没有意义。此外,在第一长度大于规定长度的情况下,当在第一片材的箔转印区域和第二片材之间保持一方的辊的压接状态,则与在第一片材的箔转印区域和第二片材之间使一方的辊离开的方法相比,箔膜的输送量增大。
26.根据上述结构,在第一长度为规定长度以下的情况下,使一方的辊保持压接的状态,因此能够抑制一方的辊的无谓的离开。另外,在第一长度比规定长度大的情况下,由于使一方的辊离开,因此能够抑制箔膜被浪费地输送。
附图说明
27.图1的(a)是表示一个实施方式的箔转印装置的图,图1的(b)是表示箔膜的结构的剖面图。
28.图2是表示打开箔转印装置的盖的状态的图。
29.图3是将膜单元分解表示的立体图。
30.图4是表示供给卷轴的轴向的一端侧的结构的剖视图。
31.图5是表示供给卷轴的轴向的另一端侧的结构的剖视图。
32.图6是简化表示箔转印装置的结构的图。
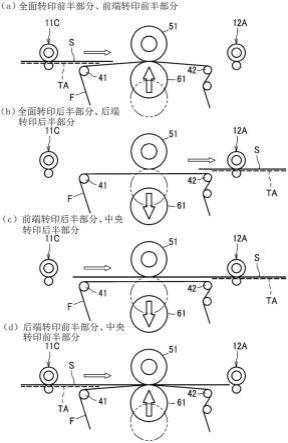
33.图7是表示全面转印处理、前端转印处理、后端转印处理、中央转印处理的不同的图(a)~(d)。
34.图8是示出控制部的操作的流程图。
35.图9是示出全面转印处理的流程图。
36.图10是示出前端转印处理的流程图。
37.图11是示出后端转印处理的流程图。
38.图12是示出中央转印处理的流程图。
39.图13是表示第一变形例的前端转印处理的流程图。
40.图14是表示第一变形例的后端转印处理的流程图。
41.图15是表示第一变形例的中央转印处理的流程图。
42.图16是表示在两张片材之间使加热辊分离、压接时的箔膜的输送量和在两张片材之间使加热辊保持压接时的箔膜的输送量的关系的图(a)~(c)。
43.图17是示出连续转印处理的流程图。
44.图18是示出第一前端转印处理的流程图。
45.图19是示出第二前端转印处理的流程图。
具体实施方式
46.参照适当的附图详细说明箔转印装置的一个实施方式。
47.在以下的说明中,方向以图1所示的方向进行说明。即,将图1的右侧设为“前”,将图1的左侧设为“后”,将图1的纸面跟前侧设为“左”,将图1的纸面里侧设为“右”。另外,将图1的上下设为“上下”。
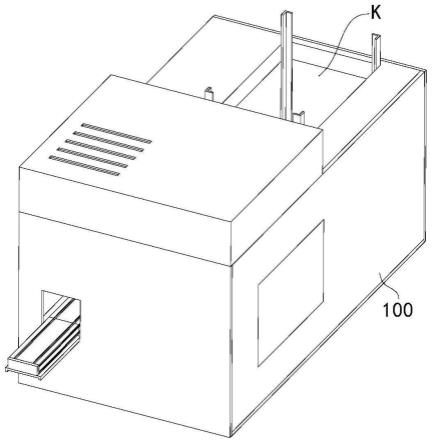
48.如图1的(a)所示,箔转印装置1是用于在利用例如激光打印机等图像形成装置在片材s形成了色粉图像之后,在片材s的色粉图像上转印铝等箔的装置。即,箔转印装置1通过在片材s的色粉图像上转印箔而在片材s形成箔的图像。箔转印装置1具有壳体2、片材托盘3、片材输送部10、膜供给部30和转印部50。
49.壳体2由树脂等构成,具有壳体主体21和盖22。壳体主体21在上部具有开口21a(参照图2)。开口21a是用于在壳体主体21上装卸后述的膜单元fu的开口。盖22是用于开闭开口21a的部件。盖22的后端部可转动地支承于壳体主体21。盖22可在关闭开口21a的关闭位置(图1的(a)的位置)和开放开口21a的打开位置(图2的位置)之间转动。
50.片材托盘3是放置纸张、ohp膜等片材s的托盘。片材托盘3设置在壳体2的后部。另外,片材s以使形成有色粉图像的面朝下的方式放置在片材托盘3上。
51.片材输送部10具有片材供给机构11和片材排出机构12。片材供给机构11是将片材托盘3上的片材s一张张地向转印部50输送的机构。片材供给机构11包括作为输送辊的一例的拾取辊11a、延迟辊11b和上游侧输送辊11c。
52.拾取辊11a是用于将片材托盘3上的片材s向转印部50供给的辊。延迟辊11b是用于将由拾取辊11a输送的片材s分离为一张的辊。
53.延迟辊11b配置在拾取辊11a之上。延迟辊11b能够使重叠在由拾取辊11a送出的片材s上的片材s向朝向片材托盘3返回的方向旋转。
54.上游侧输送辊11c由两个辊构成,通过在将片材s夹在这两个辊之间的状态下使各辊旋转,能够输送片材s。上游侧输送辊11c配置在拾取辊11a和转印部50之间,将由拾取辊11a送出的片材s输送到转印部50。
55.片材排出机构12是将通过了转印部50的片材s排出到壳体2的外部的机构。片材排出机构12包括作为输送辊的一例的下游侧输送辊12a和排出辊12b。
56.下游侧输送辊12a和排出辊12b分别由两个辊构成,各辊在将片材s夹在这些辊之间的状态下旋转,由此能够输送片材s。下游侧输送辊12a配置在转印部50和排出辊12b之间,将从转印部50送出的片材s输送到排出辊12b。排出辊12b在片材s的输送方向上配置在下游侧输送辊12a的下游侧,将由下游侧输送辊12a送出的片材s排出到壳体2外。
57.膜供给部30是以与从片材供给机构11输送来的片材s重叠的方式供给箔膜f的部分。膜供给部30具有膜单元fu和主电机80。
58.如图2所示,膜单元fu在与后述的供给卷轴31的轴向正交的方向上,通过开口21a而能够相对于壳体主体21装卸。膜单元fu包括供给卷轴31、卷取卷轴35、第一引导轴41、第二引导轴42和第三引导轴43。在膜单元fu的供给卷轴31卷绕有箔膜f。
59.如图1的(b)所示,箔膜f是由多层构成的膜。详细地说,箔膜f具有支承层f1和被支承层f2。支承层f1是由高分子材料构成的带状的透明的基材,支承被支承层f2。被支承层f2例如具有剥离层f21、转印层f22和粘接层f23。剥离层f21是用于从支承层f1容易地剥离转印层f22的层,剥离层f21配置在支承层f1和转印层f22之间。剥离层f21包含易于从支承层f1剥离的透明材料,例如包含蜡系树脂。
60.转印层f22是转印到色粉图像的层,包含箔。箔是指金、银、铜、铝等薄金属。另外,转印层f22包含金色、银色、红色等着色材料和热塑性树脂。转印层f22配置在剥离层f21和粘接层f23之间。
61.粘接层f23是用于使转印层f22容易地与色粉图像粘接的层。粘接层f23包含容易附着于由后述的转印部50加热后的色粉图像的材料,例如包含氯乙烯系树脂、丙烯酸系树脂。
62.供给卷轴31由树脂等构成,具有卷绕箔膜f的供给轴部31a。箔膜f的一端固定于供给轴部31a。
63.卷取卷轴35由树脂等构成,具有用于卷取箔膜f的卷取轴部35a。在卷取轴部35a固定有箔膜f的另一端。
64.另外,在图1等中,为了方便,图示在供给卷轴31和卷取卷轴35两者最大地卷绕了箔膜f的状态。实际上,在膜单元fu为新品的状态下,卷绕于供给卷轴31的卷状的箔膜f的直径为最大,在卷取卷轴35未卷绕有箔膜f,或者卷绕于卷取卷轴35的卷状的箔膜f的直径为最小。另外,在膜单元fu达到寿命时(箔膜f用完时),卷绕于卷取卷轴35的卷状的箔膜f的直径为最大,在供给卷轴31未卷绕有箔膜f,或者卷绕于供给卷轴31的卷状的箔膜f的直径为最小。
65.第一引导轴41、第二引导轴42和第三引导轴43是用于改变箔膜f的行进方向的轴。第一引导轴41、第二引导轴42以及第三引导轴43由sus(不锈钢)等构成。
66.第一引导轴41在片材s的输送方向上位于转印部50的上游。第一引导轴41将从供给卷轴31拉出的箔膜f的行进方向变更为与片材s的输送方向大致平行。
67.由这样的第一引导轴41引导的箔膜f在使被支承层f2(参照图1的(b))朝上的状态下被向转印部50输送。另外,片材s重叠在处于被支承层f2朝向上方的状态下的箔膜f上而与箔膜f一起向转印部50输送。
68.第二引导轴42在片材s的输送方向上位于转印部50的下游。第二引导轴42通过将通过了转印部50的箔膜f的行进方向变更为与片材s的输送方向不同的方向而使箔膜f从片材s剥离。
69.第三引导轴43限定从片材s剥离箔膜f时的箔膜f的角度(以下也称为“剥离角度”)。在此,剥离角度是箔膜f中的在第一引导轴41和第二引导轴42之间架设的部分与在第二引导轴42和第三引导轴43之间架设的部分所成的角度。第三引导轴43改变由第二引导轴42引导的箔膜f的行进方向而将箔膜f引导至卷取卷轴35。
70.转印部50是用于在片材s和箔膜f重叠的状态下进行加热和加压,从而将转印层f22转印到在片材s形成的色粉图像上的部分。转印部50包括加压辊51、加热辊61和压接分离机构70。转印部50在加压辊51和加热辊61的夹持部中,重叠片材s和箔膜f并进行加热和加压。
71.加压辊51是用由硅橡胶构成的橡胶层覆盖圆筒状的芯部的周围而成的辊。加压辊51配置在箔膜f的上侧,能够与片材s的背面(形成有色粉图像的面的相反侧的面)接触。
72.加压辊51的两端部可旋转地支承于盖22。加压辊51在与加热辊61之间夹持片材s和箔膜f,通过主电机80驱动加压辊51旋转,由此使加热辊61从动旋转。在这样在加压辊51和加热辊61之间夹着片材s和箔膜f的状态下,通过加压辊51和加热辊61旋转,片材s和箔膜f被输送。另外,也可以是通过主电机驱动加热辊旋转而使加压辊从动旋转的结构。
73.加热辊61是在形成为圆筒状的金属管的内部配置有加热器的辊,对箔膜f和片材s进行加热。加热辊61配置在箔膜f的下侧,与箔膜f接触。
74.压接分离机构70是用于将加压辊51及加热辊61的状态切换为由加压辊51和加热辊61夹持箔膜f的夹持状态和至少一方的辊从箔膜f离开的夹持解除状态的机构。在本实施方式中,压接分离机构70通过使加热辊61在图6中实线所示的压接位置和图6中假想线所示的分离位置之间移动,从而使加热辊61与箔膜f接触、分离。在此,压接位置是加热辊61压接于加压辊51的位置。另外,分离位置是加热辊61从加压辊51离开的位置。
75.在这样构成的箔转印装置1中,片材s的表面朝下地放置于片材托盘3的片材s被片材供给机构11一张张地向转印部50输送。片材s在转印部50的片材输送方向的上游侧与从供给卷轴31供给的箔膜f重叠,在片材s的色粉图像与箔膜f接触的状态下被输送到转印部50。
76.在转印部50中,在片材s和箔膜f通过加压辊51和加热辊61之间的夹持部时,由加热辊61和加压辊51加热和加压而在色粉图像上转印转印层f22。
77.在进行箔转印之后,片材s和箔膜f在紧密接触的状态下被输送到第二引导轴42。当片材s和箔膜f通过第二引导轴42时,箔膜f的输送方向变为与片材s的输送方向不同的方
向,因此箔膜f从片材s剥离。
78.从片材s剥离的箔膜f被卷取于卷取卷轴35。另一方面,剥离了箔膜f的片材s通过片材排出机构12以转印了箔的表面朝下的状态排出到壳体2的外部。
79.如图3所示,膜单元fu具备由树脂等构成的保持架100、和能够在保持架100装卸的膜盒200。膜盒200具有卷绕有上述箔膜f的供给卷轴31和卷取卷轴35以及供给外壳32。
80.供给卷轴31(详细地说,供给外壳32)和卷取卷轴35能够在与供给卷轴31的轴向正交的方向上相对于保持架100装卸。并且,膜盒200在安装于保持架100的状态下,能够相对于壳体主体21装卸。
81.供给外壳32是收容供给卷轴31的中空的盒。供给外壳32由树脂等构成,具有大致圆筒状的外周壁32a和设置在外周壁32a的两端的大致圆板状的两个侧壁32b。供给卷轴31可旋转地支承于供给外壳32的各侧壁32b。
82.保持架100具有基底框架110和可转动(可移动)地支承于基底框架110的转动框架120。基底框架110具有第一保持部111、第二保持部112、两个连结部113和两个把手114。
83.第一保持部111是保持供给外壳32的部位。第一保持部111经由供给外壳32保持供给卷轴31。第一保持部111具有剖视呈大致圆弧状的外周壁111a和两个侧壁111b。
84.外周壁111a沿着供给外壳32的外周面配置。各侧壁111b在供给卷轴31的轴向上配置在外周壁111a的各端部。
85.各侧壁111b具有在装卸供给外壳32时对供给外壳32进行引导的装卸引导件g。在两个侧壁中的一个侧壁111b设置有齿轮机构130。齿轮机构130是用于将设置于壳体主体21的供给侧转矩限制器tl2(参照图6)的负载施加于供给卷轴31的机构。另外,下文将说明齿轮机构130的结构。
86.第二保持部112是保持卷取卷轴35的部位。详细地说,第二保持部112与转动框架120一起构成中空的壳体,在中空的壳体内收容有卷取卷轴35。
87.两个连结部113是连结第一保持部111和第二保持部112的部位。详细地说,各连结部113在供给卷轴31的轴向上隔开间隔配置。
88.通过这样形成连结部113,保持架100具有在与供给卷轴31的轴向正交的正交方向上贯通的贯通孔100a。各把手114配置在各连结部113上。
89.供给卷轴31在轴向的一端具有供给齿轮31g。供给齿轮31g从形成于供给外壳32的切口露出到外部。供给齿轮31g构成为在将膜盒200安装于保持架100的状态下与上述齿轮机构130啮合。
90.卷取卷轴35具有上述的卷取轴部35a、两个凸缘35b以及卷取齿轮35c。凸缘35b是用于限制卷取在卷取轴部35a的箔膜f的宽度方向的移动的部位。凸缘35b形成为直径比卷取轴部35a大的圆板状,凸缘35b设置在卷取轴部35a的两端部。
91.卷取齿轮35c是用于从设置于箔转印装置1的主电机80接受驱动力并将驱动力传递给卷取轴部35a的齿轮。卷取齿轮35c在轴向上配置在凸缘35b的外侧。卷取齿轮35c与卷取轴部35a同轴配置。
92.如图4所示,用于向供给卷轴31施加负载的齿轮机构130包括框架齿轮131和齿轮组132。框架齿轮131是与设置于壳体主体21的壳体齿轮21g啮合的齿轮。框架齿轮131经由壳体齿轮21g与后述的供给侧转矩限制器tl2等连结。
93.齿轮组132是连接框架齿轮131和供给齿轮31g的齿轮组。齿轮组132包括第一齿轮133和第二齿轮134。第一齿轮133与框架齿轮131啮合。第二齿轮134是二级齿轮,具有大径齿轮部134a和小径齿轮部134b。
94.大径齿轮部134a是直径比小径齿轮部134b大的齿轮。大径齿轮部134a与第一齿轮133啮合。小直径齿轮部134b与供给齿轮31g啮合。
95.如图5所示,在供给卷轴31的轴向的另一端设有第一负载施加机构310。第一负载施加机构310是通过在与可旋转地支承供给卷轴31的供给外壳32之间产生摩擦力而对供给卷轴31施加第一负载转矩lt1的机构。
96.第一负载施加机构310具有:固定于供给卷轴31的固定部件311、相对于固定部件311能够沿轴向移动的可动部件312、配置在固定部件311和可动部件312之间的螺旋弹簧313以及固定于供给外壳32的摩擦垫314。
97.固定部件311通过与形成为圆筒状的供给轴部31a嵌合而固定于供给轴部31a。可动部件312被固定部件311支承为能够沿轴向移动。
98.并且,可动部件312通过螺旋弹簧313而向摩擦垫314施力。由此,当供给卷轴31旋转时,在可动部件312和摩擦垫314之间产生摩擦力,因此通过第一负载施加机构310对供给卷轴31施加第一负载转矩lt1。
99.如图6所示,主电机80除了如上所述对卷取卷轴35和加压辊51施加驱动力之外,还对片材输送部10施加驱动力。在此,在图6中,为了方便,简化图示了箔转印装置1的结构。
100.箔转印装置1作为用于将主电机80的驱动力传递到卷取卷轴35的结构,主要具备卷取侧转矩限制器tl1和齿轮g1。卷取侧转矩限制器tl1具有将从主电机80施加到卷取卷轴35的驱动转矩dt限制在规定值以下的功能。
101.卷取侧转矩限制器tl1经由未图示的齿轮与主电机80连结。另外,卷取侧转矩限制器tl1经由齿轮g1与卷取齿轮35c连结。
102.箔转印装置1主要具有拾取离合器c1、齿轮g2和输送离合器c3来作为用于将主电机80的驱动力传递到片材输送部10的结构。拾取离合器c1是用于切换从主电机80向拾取辊11a的驱动力传递的电磁离合器。
103.拾取离合器c1经由齿轮(未示出)与主电机80连结。另外,拾取离合器c1经由齿轮g2与拾取辊11a连结。
104.在构成片材输送部10的各辊中,拾取辊11a以外的辊(11b、11c、12a、12b)经由输送离合器c3和未图示的齿轮与主电机80连结。输送离合器c3是用于切换从主电机80向各辊(11b、11c、12a、12b)传递驱动力的电磁离合器。由此,当使输送离合器c3成为连接状态时,各辊(11b、11c、12a、12b)旋转,当使输送离合器c3成为切断状态时,各辊(11b、11c、12a、12b)停止。
105.箔转印装置1作为用于将主电机80的驱动力传递给加压辊51的结构,主要具有传递机构tm和作为驱动切换单元的一例的辊离合器c5。传递机构tm具有用于从辊离合器c5向加压辊51传递驱动力的齿轮g3和用于从主电机80向辊离合器c5传递驱动力的未图示的齿轮。
106.辊离合器c5是能够将传递机构tm的状态切换为向加压辊51传递驱动力的传递状态和切断向加压辊51传递驱动力的切断状态的电磁离合器。即,辊离合器c5对加压辊51以
及从动于加压辊51旋转的加热辊61的驱动和停止进行切换。详细地说,当驱动力被输入到加压辊51时,驱动带动加热辊61旋转。另外,当切断向加压辊51的驱动力的传递时,加压辊51停止,并且从动于加压辊51而旋转的加热辊61也停止。
107.箔转印装置1还包括供给侧转矩限制器tl2、卷轴离合器c2、压接分离电机90、作为操作部的触摸面板tp和控制部300。
108.供给侧转矩限制器tl2是用于对供给卷轴31施加第二负载转矩lt2的部件。在此,第二负载转矩lt2被设定为比从施加于卷取卷轴35的驱动转矩dt减去上述的第一负载转矩lt1而得到的值大的值。另外,上述第一负载转矩lt1被设定为比施加于卷取卷轴35的驱动转矩dt小的值。供给侧转矩限制器tl2是对供给卷轴31施加负载转矩lt的负载施加单元。并且,通过该负载施加单元和卷轴离合器c2构成转矩变更单元,该转矩变更单元能够变更施加到供给卷轴31的负载转矩lt和施加到卷取卷轴35的驱动转矩dt之间的关系。
109.供给侧转矩限制器tl2与卷轴离合器c2连结。卷轴离合器c2是能够变更供给侧转矩限制器tl2和供给卷轴31的连接状态的电磁离合器。通过卷轴离合器c2变更供给侧转矩限制器tl2和供给卷轴31的连接状态,从而变更施加到供给卷轴31的负载转矩lt的大小。详细地说,在供给侧转矩限制器tl2与供给卷轴31的连接断开的状态下,对供给卷轴31施加的负载转矩lt成为第一负载转矩lt1,成为比驱动转矩dt小的值。另外,在供给侧转矩限制器tl2与供给卷轴31连接的状态下,向供给卷轴31施加的负载转矩lt成为在第一负载转矩lt1上加上第二负载转矩lt2的值,成为比驱动转矩dt大的值。
110.卷轴离合器c2经由壳体齿轮21g和齿轮机构130(省略图示)与供给齿轮31g连结。另外,壳体齿轮21g与检测齿轮g4啮合。检测齿轮g4是具有形成有多个狭缝的旋转板的齿轮。通过未图示的旋转编码器检测旋转板的各狭缝,由此能够检测供给卷轴31的旋转速度。
111.压接分离电机90是用于驱动压接分离机构70以将加压辊51和加热辊61的状态切换到夹持状态和夹持解除状态的电机。另外,在压接分离机构70的附近设置有检测加热辊61的位置的位置传感器sa。在此,作为位置传感器sa,可以使用例如光传感器等。
112.另外,在拾取辊11a和上游输送辊11c之间设置有作为片材传感器实例的第一片材传感器ss1,该第一片材传感器ss1检测朝向转印部50输送的片材s的通过。此外,在下游侧输送辊12a和排出辊12b之间设置有检测从转印部50送出的片材s的通过的第二片材传感器ss2。
113.在此,作为第一片材传感器ss1和第二片材传感器ss2,例如,可以使用由通过接触片材s而转动的杆和检测杆的位置的光传感器构成的传感器。通过采用这种结构,第一片材传感器ss1和第二片材传感器ss2中的每一个都能够检测出片材s的前端已通过以及片材s的后端已通过。
114.此外,由于第一片材传感器ss1通过与片材s接触而处于第一姿势,并且通过与片材s分离而处于第二姿势,因此在片材s通过第一片材传感器ss1的期间,第一片材传感器ss1保持在第一姿势。保持在第一姿势的时间对应于片材s在输送方向上的长度。因此,第一片材传感器ss1也能够检测片材s在输送方向上的长度。
115.另外,在加压辊51和加热辊61之间输送片材s及箔膜f时,为了使得在各辊51、61和卷取卷轴35之间箔膜f不松弛,卷取卷轴35、详细地说是卷取轴部35a的圆周速度设定为比加压辊51的圆周速度大。详细地说,以圆周速度的关系成为上述关系的方式,构成将主电机
80的驱动力传递给加压辊51的传递机构tm、和将主电机80的驱动力传递给卷取卷轴35的机构。
116.另外,在由各辊51、61夹持箔膜f的状态下,卷取轴部35a的旋转被限制为加压辊的圆周速度,因此在箔转印中,卷取轴部35a的实际圆周速度与加压辊51的实际圆周速度大致相同。因此,上述卷取轴部35a的圆周速度是指假设各辊51、61处于夹持解除状态且负载转矩lt比驱动转矩dt小的关系时的假想的圆周速度。另外,在实际的控制中,卷取轴部35a的圆周速度不会成为这样的假想的圆周速度。
117.在本实施方式中,由上述转矩变更单元(供给侧转矩限制器tl2及卷轴离合器c2)和驱动切换单元(辊离合器c5)构成限制切换单元。限制切换单元能够在限制由加热辊61和加压辊51从供给卷轴31拉出箔膜f的限制状态和解除限制的解除状态之间切换。
118.具体而言,在压接分离机构70处于夹持解除状态的情况下,无论辊离合器c5的状态如何,限制切换单元在卷轴离合器c2被连接而成为lt》dt时成为限制状态,在卷轴离合器c2被切断而成为lt《dt时成为解除状态。另外,在压接分离机构70处于夹持状态且卷轴离合器c2被切断而成为lt《dt的情况下,通过辊离合器c5切断即成为切断状态而限制切换单元成为限制状态,通过辊离合器c5连接即成为传递状态而限制切换单元成为解除状态。即,在加热辊61及加压辊51处于被压接的状态且转矩的关系为lt《dt的情况下,若加压辊51及加热辊61停止,则成为不从供给卷轴31拉出箔膜f的限制状态,若加压辊51及加热辊61旋转,则成为从供给卷轴31拉出箔膜f的解除状态。
119.触摸面板tp是显示由用户操作的按钮等的面板。另外,如图1所示,触摸面板tp例如设置在盖22的上表面。
120.触摸面板tp显示第一按钮b1、第二按钮b2、第三按钮b3、第四按钮b4、输入部b5和开始按钮b6。第一按钮b1是用于以全面转印模式进行箔转印处理的按钮。第二按钮b2是用于在前端转印模式下进行箔转印处理的按钮。
121.第三按钮b3是用于在后端转印模式下进行箔转印处理的按钮。第四按钮b4是用于在中央转印模式下进行箔转印处理的按钮。输入部b5具有用于变更在触摸面板tp显示的数值等的多个按钮。开始按钮b6是用于执行箔转印的按钮。
122.在上述各转印模式中,作为应转印箔的区域的箔转印区域ta(参照图7的a))的位置或长度不同。具体而言,全面转印模式是对片材s的整个面进行箔转印的模式,相当于从片材s的前端到箔转印区域ta的距离小于第一距离且从片材s的后端到箔转印区域ta的距离小于第二距离的情况。在此,第一距离和第二距离例如可以是片材s的长度的1/3左右的距离。
123.前端转印模式是仅对片材s的前端侧的一部分进行箔转印的模式,相当于从片材s的前端到箔转印区域ta的距离小于第一距离且从片材s的后端到箔转印区域ta的距离为第二距离以上的情况。后端转印模式是仅对片材s的后端侧的一部分进行箔转印的模式,相当于从片材s的前端到箔转印区域ta的距离为第一距离以上且从片材s的后端到箔转印区域ta的距离小于所述第二距离的情况。
124.中央转印模式是仅对片材s的中央的一部分进行箔转印的模式,相当于从片材s的前端到箔转印区域ta的距离为第一距离以上且从片材s的后端到箔转印区域ta的距离为第二距离以上的情况。另外,在本实施方式中,将各转印模式下的箔转印区域ta的范围、详细
地说是输送方向上的长度分别设定为与各转印模式分别对应的固定值。例如,全面转印模式下的箔转印区域ta的长度可以设定为与片材s的长度相同程度的长度,其他转印模式下的箔转印区域ta的长度可以设定为片材s的长度的1/3左右的长度。另外,各转印模式中的箔转印区域ta的宽度(片材s的宽度方向的长度)可以设定为与片材s的宽度相同程度的长度。
125.用户通过选择显示于触摸面板tp的按钮b1~b4,能够选择各转印模式。
126.在选择了转印模式之后,当按下开始按钮b6时,触摸面板tp将与各模式对应的指令、箔转印区域ta的信息输出到控制部300。在以下的说明中,将在选择了全面转印模式的情况下输出到控制部300的指令称为“全面转印指令”,将在选择了前端转印模式的情况下输出到控制部300的指令称为“前端转印指令”。另外,将选择了后端转印模式的情况下输出到控制部300的指令称为“后端转印指令”,将选择了中央转印模式的情况下输出到控制部300的指令称为“中央转印指令”。
127.控制部300具有cpu、ram、rom以及输入输出电路,根据存储在rom等中的程序、数据进行各种运算处理,从而执行控制。控制部300能够根据从触摸面板tp输出的指令,在上述各转印模式下执行箔转印。
128.当控制部300在各转印模式中接收到转印指令时,能够执行驱动输送辊(11a~12b)的处理,以使加热辊61位于分离位置且使限制切换单元处于限制状态,即在使转矩的关系为lt》dt的状态下,将片材s输送到加热辊61和加压辊51之间的转印位置。然后,控制部300执行与各转印模式对应的处理。
129.以下,使用图7的(a)~(d)简单说明各转印模式下的处理。另外,在未执行箔转印的初始状态下,加热辊61位于分离位置,加压辊51为停止状态,转矩的关系为lt》dt。
130.如图7的(a)所示,在全面转印模式的前半部分的控制(对箔转印区域ta进行箔转印前的控制)中,控制部300在片材s的前端到达加热辊61和加压辊51之间的转印位置之前,停止输送辊(11a~12b),由此停止片材s的输送。然后,控制部300使加热辊61从分离位置移动到压接位置。即,由于在片材s的前端到达转印位置之前停止片材s的输送,因此控制部300在片材s的前端到达转印位置之前使加热辊61从分离位置移动到压接位置。
131.在加热辊61位于压接位置后,控制部300将转矩的关系变更为lt《dt,驱动输送辊(11a~12b)及加压辊51,由此与片材s一起输送箔膜f,执行向箔转印区域ta的箔转印。即,控制部300在加热辊61位于压接位置后,使限制切换单元成为解除状态,进行箔膜f的输送。
132.另外,如图7的(b)所示,在全面转印模式的后半部分的控制(对箔转印区域ta进行箔转印后的控制)中,控制部300在片材s的后端通过了转印位置后,使输送辊(11a~12b)和加压辊51停止,从而停止片材s和箔膜f的输送。然后,控制部300将转矩的关系变更为lt》dt,使加热辊61从压接位置移动到分离位置。然后,控制部300再次开始驱动输送辊(11a-12b)而将片材s排出到壳体2的外部。
133.前端转印模式的前半部分的控制与全面转印模式的前半部分的控制(参照图7的(a))相同。如图7的(c)所示,在前端转印模式的后半部分的控制中,与全面转印模式不同,控制部300在片材s存在于转印位置时,并且在箔转印区域ta通过转印位置后,停止输送辊(11a~12b)和加压辊51,由此停止片材s和箔膜f的输送。即,控制部300在片材s存在于转印位置时且箔转印区域ta通过转印位置后,使限制切换部成为限制状态,停止箔膜f的输送。
然后,控制部300进行与全面转印模式的后半部分的控制相同的控制。
134.如图7的(d)所示,在后端转印模式的前半部分的控制中,与全面转印模式不同,控制部300在片材s存在于转印位置时且在箔转印区域ta到达转印位置之前,停止输送辊(11a~12b),由此停止片材s的输送。然后,控制部300使加热辊61从分离位置移动到压接位置。
135.即,控制部300在片材s存在于转印位置时且箔转印区域ta到达转印位置之前,使加热辊61移动到压接位置。另外,控制部300在片材s存在于转印位置时且加热辊61到达压接位置之前,使输送辊(11a~12b)停止。然后,控制部300进行与全面转印模式的前半部分的控制相同的控制。另外,后端转印模式的后半部分的控制与全面转印模式的后半部分的控制(参照图7的(b))相同。
136.中央转印模式的前半部分的控制与后端转印模式的前半部分的控制(参照图7的(d))相同。中央转印模式的后半部分的控制与前端转印模式的后半部分的控制(参照图7的(c))相同。
137.接下来,将详细描述控制部300的动作。控制部300在接通箔转印装置1的电源后,重复执行图8所示的处理。
138.在图8所示的处理中,控制部300首先判断是否存在全面转印指令(s101)。在步骤s101中判断为存在全面转印指令的情况下(是),控制部300执行全面转印处理(s102),并结束本处理。
139.在步骤s101中判断为没有全面转印指令的情况下(否),控制部300判断是否有前端转印指令(s103)。在步骤s103中判断为有前端转印指令的情况下(是),控制部300执行前端转印处理(s104),并结束本处理。
140.在步骤s103中判断为没有前端转印指令的情况下(否),控制部300判断是否有后端转印指令(s105)。在步骤s105中判断为有后端转印指令的情况下(是),控制部300执行后端转印处理(s106),并结束本处理。
141.在步骤s105中判断为没有后端转印指令的情况下(否),控制部300判断是否有中央转印指令(s107)。在步骤s107中判断为有中央转印指令的情况下(是),控制部300执行中央转印处理(s108),并结束本处理。在步骤s107中判断为没有中央转印指令的情况下(否),控制部300结束本处理。
142.接着,参照图9说明全面转印处理。
143.在图9所示的全面转印处理中,控制部300在将加热辊61内的加热器接通后(s1),连接卷轴离合器c2(s2)。详细地说,当在加热器接通之后加热辊61的温度在一定程度上接近目标温度时,控制部300连接卷轴离合器c2。
144.当在步骤s2中连接卷轴离合器c2,则负载转矩lt变为lt1 lt2,变得大于驱动转矩dt。在步骤s2之后,控制部300接通主电机80(s3)。即,当接收到全面转印指令,在限制切换单元处于限制状态的状态下,控制部300驱动主电机80。当使主电机80接通,则主电机80的驱动力经由卷取侧扭矩限制器tl1传递到卷取卷轴35。由此,对卷取卷轴35施加驱动转矩dt,但通过步骤s2的处理,由于lt》dt,因此利用负载转矩lt限制从供给卷轴31拉出箔膜f。因此,箔膜f被施加了驱动转矩dt的卷取卷轴35牵拉,但由于供给卷轴31及卷取卷轴35的旋转停止,因此箔膜f不被输送而在施加了规定的张力的状态下停止。
145.在步骤s3之后,控制部300通过连接拾取离合器c1来执行片材s的供给(s4)。详细
地说,控制部300使电流在拾取离合器c1中流过由拾取辊11a输送一张片材s所需要的时间,由此驱动拾取辊11a规定时间。另外,也可以根据由第一片材传感器ss1检测到片材s的前端的时刻来决定拾取辊11a的驱动停止。
146.在步骤s4之后,控制部300判定片材s的前端是否即将到达转印位置(s5)。详细地说,在步骤s5中,控制部300基于从第一片材传感器ss1检测到片材s的前端通过起经过的时间来判定片材s的前端是否即将到达转印位置。另外,以相同的方式进行后述的片材s的后端或箔转印区域ta是否即将到达转印位置的判定;片材s的前端、后端或箔转印区域ta是否通过了转印位置的判定。
147.在步骤s5中判定为片材s的前端即将到达转印位置的情况下(是),控制部300使输送辊(11a~12b)停止(s6)。由此,在片材s的前端位于即将到达转印位置的位置的状态下,停止片材s的输送。
148.在步骤s6之后,控制部300使压接分离电机90接通而使加热辊61从分离位置向压接位置移动(s7)。详细地说,控制部300在步骤s7中,在接通压接分离电机90后,基于来自位置传感器sa的信号,判定加热辊61是否位于压接位置,在判定为位于压接位置时,断开压接分离电机90。另外,控制部300在使加热辊61从压接位置向分离位置移动时,也同样地控制压接分离电机90。
149.在步骤s7之后,详细地说,在加热辊61移动到压接位置之后,控制部300断开卷轴离合器c2(s8)。由此,在加压辊51和加热辊61成为夹持状态后,负载转矩lt成为lt1而比驱动转矩dt小。在此,如果在加压辊51和加热辊61成为夹持状态之前使lt《dt,则卷取卷轴35开始旋转,箔膜f被浪费地输送。因此,如上所述,通过在加压辊51和加热辊61成为夹持状态后,即在加压辊51和加热辊61之间夹持箔膜f后,使lt《dt,能够限制卷取卷轴35开始旋转,抑制箔膜f被浪费地输送。
150.另外,进行步骤s6~s8的各处理的时刻可以以与本实施方式不同的顺序进行,也可以大致同时进行。
151.例如,可以基于接通压接分离电机90的时刻、从位置传感器sa接收到表示加热辊61不位于分离位置的信号的时刻来决定卷轴离合器c2的断开时刻。在此,在位置传感器sa在加热辊61位于分离位置的期间输出第一信号(例如low信号),在加热辊61刚从分离位置开始移动后输出第二信号(例如high信号)的情况下,第二信号相当于表示不位于分离位置的信号。
152.在步骤s8之后,控制部300将输送离合器c3和辊离合器c5连接起来(s9)。由此,从主电机80向输送辊(11b~12b)及加压辊51传递驱动力,因此开始片材s和箔膜f的输送。
153.在步骤s9之后,控制部300判定第一片材传感器ss1是否检测到片材s的后端(s10)。在步骤s10中判定为检测到片材s的后端的情况下(是),控制部300根据检测到片材s的后端后经过的时间,判定片材s的后端是否通过了转印位置(s11)。即,在步骤s11中,判定向箔转印区域ta上的色粉图像的箔转印是否结束。
154.在此,片材s的后端通过转印位置的判定时刻即箔转印结束的时刻,可以是片材s的箔转印区域ta的后端通过作为剥离辊的第二引导轴42(参照图1)的时刻等。
155.另外,在本实施方式中,将箔转印结束的时刻设为片材s的箔转印区域ta的后端通过第二引导轴42后的时刻,具体而言,设为从片材s的后端通过转印位置的时刻起经过规定
时间后的时刻。通过这样设定箔转印结束的时刻,能够抑制箔膜f在箔膜f从片材s的色粉图像的剥离结束之前停止,因此能够将箔膜f从色粉图像良好地剥离。
156.在步骤s11中判断为片材s的后端通过了转印位置的情况下(是),控制部300切断输送离合器c3和辊离合器c5而使输送辊(11b~12b)和加压辊51停止,并且连接卷轴离合器c2而使转矩的关系为lt》dt(s12)。在步骤s12中,通过停止输送辊(11b~12b)和加压辊51,停止片材s和箔膜f的输送。
157.另外,在本实施方式中,使输送辊(11b~12b)及加压辊51的停止和卷轴离合器c2的连接大致同时进行,但也可以在不同的时刻进行。
158.在步骤s12之后,控制部300接通压接分离电机90而使加热辊61从加压辊51离开(s13)。在此,如上所述,由于在步骤s12中使转矩的关系为lt》dt,因此即使在步骤s13中使加热辊61从加压辊51离开,箔膜f的输送也不会开始,箔膜f保持停止。
159.在步骤s13之后,控制部300连接输送离合器c3而驱动输送辊(11b~12b)(s14)。由此,再次开始片材s的输送,从而片材s被排出到壳体2外。
160.在步骤s14之后,控制部300在进行了使加热器等断开的结束处理之后(s15),结束本处理。在此,在结束处理中,除了断开加热器之外,还进行主电机的断开、各离合器的切断等。
161.接着,参照图10对前端转印处理进行说明。前端转印处理只是后半部分的一部分处理与全面转印处理不同,其他处理与全面转印处理相同,因此对于相同的处理赋予相同的符号,并省略说明。
162.在图10所示的前端转印处理中,控制部300在进行了步骤s1~s9的处理后,判定位于片材s的前端侧的箔转印区域ta是否通过了转印位置(s31)。即,在步骤s31中,控制部300判定是否完成了向位于片材s的前端侧的箔转印区域ta的箔转印。在步骤s31中判定为箔转印区域ta通过了转印位置的情况下,执行步骤s12~s15的处理,并结束本处理。
163.接着,参照图11说明后端转印处理。后端转印处理只是前半部分的一部分处理与全面转印处理不同,其他处理与全面转印处理相同,因此对于相同的处理赋予相同的符号,并省略说明。
164.在图11所示的后端转印处理中,控制部300在进行了步骤s1~s4的处理后,判定位于片材s的后端侧的箔转印区域ta是否即将到达转印位置(s41)。在步骤s41中判定为箔转印区域ta即将到达转印位置的情况下(是),控制部300执行步骤s6的处理。之后,控制部300执行步骤s7~s15的处理,并结束本处理。
165.接下来,将参照图12描述中央转印处理。在中央转印处理中,前半部分的处理与后端转印处理相同,后半部分的处理与前端转印处理相同,因此对于相同的处理赋予相同的符号,并省略说明。
166.在中央转印处理的前半部分,控制部300执行步骤s1~s4、s41、s6~s9的处理。在之后的后半部分,控制部300执行步骤s31、步骤s12~s15的处理,并结束本处理。
167.以上,根据本实施方式,能够得到以下效果。
168.在进行中央转印模式或后端转印模式下的箔转印之前,在片材s存在于转印位置时,开始从供给卷轴31拉出箔膜f,因此与在片材s到达转印位置之前开始从供给卷轴31拉出箔膜f的情况(例如全面转印模式)相比,能够抑制箔膜f被浪费地输送。
169.在进行中央转印模式或后端转印模式下的箔转印之前,在加热辊61与停止状态的加压辊51压接之前,停止片材s的输送,因此,能够抑制片材s在停止状态的各辊51、61的压接过程中被输送而挠曲。
170.在进行中央转印模式或前端转印模式下的箔转印后,由于在片材s存在于转印位置时限制从供给卷轴31拉出箔膜f,因此与在片材s通过转印位置后限制从供给卷轴31拉出箔膜f的情况(例如全面转印模式)相比,能够抑制箔膜f被浪费地输送。
171.在进行了中央转印模式或前端转印模式下的箔转印后,在压接状态的各辊51、61停止时,片材s的输送被停止,因此,能够抑制片材s在停止状态的各辊51、61的压接中被输送而挠曲。
172.另外,上述实施方式能够如以下例示那样变形为各种方式来实施。在以下的说明中,对与上述实施方式大致相同的结构、处理赋予相同的符号,并省略其说明。
173.在上述实施方式中,将各转印模式下的箔转印区域ta的范围分别设定为与各转印模式对应的固定值,但也可以构成为通过操作输入部b5的多个按钮,能够变更前端转印模式、中央转印模式以及后端转印模式下的箔转印区域ta的长度。
174.具体而言,能够构成为,在由用户选择了全面转印模式以外的转印模式之后,通过操作输入部b5,能够设定全面转印模式以外的转印模式中的箔转印区域ta的长度。
175.更具体地,输入部b5能够输入用于指定箔转印区域ta在片材s的输送方向上的位置和长度的信息。例如,在前端转印模式中,箔转印区域ta的前端的位置例如被决定为片材s的前端附近的位置,因此,通过将箔转印区域ta的后端的位置作为距片材s的前端的距离输入,来设定箔转印区域ta。另外,在后端转印模式中,箔转印区域ta的后端的位置例如被决定为片材s的后端附近的位置,因此,通过将箔转印区域ta的前端的位置作为距片材s的前端的距离输入,来设定箔转印区域ta。
176.此外,在中央转印模式中,例如,箔转印区域ta通过将箔转印区域ta的前端和后端的各位置分别作为距离片材s的前端的距离输入来设定。在中央转印模式中,也可以通过输入箔转印区域ta的前端的位置作为距片材s的前端的距离,然后输入箔转印区域ta的长度来设置箔转印区域ta。
177.通过这样能够自由地设定箔转印区域ta的范围,例如,即使在对规定长度的片材s进行箔转印后,对与规定长度不同长度的片材s进行箔转印的情况下,也能够根据片材s的长度设定箔转印区域ta的范围。然而,在这样的用户能够自由地决定箔转印区域ta的范围的情况下,由于用户的错误输入,箔转印区域ta可能被布置在片材s的范围之外。
178.在这种情况下,若控制部300进行上述实施方式那样的处理,则在设定在片材s的范围外的箔转印区域ta通过转印位置的过程中,箔膜f被输送而产生浪费的问题。为了解决该问题,控制部300也可以构成为执行图13~图15所示的前端转印处理、后端转印处理以及中央转印处理。
179.在图13所示的前端转印处理中,控制部300执行步骤s1~s9的处理。在步骤s9之后,控制部300判定第一片材传感器ss1是否检测到片材s的后端(s51)。当在步骤s51中判定为检测到片材s的后端(是),则控制部300计算片材s的长度(s52)。详细地说,控制部300基于从第一片材传感器ss1检测到片材s的前端开始到检测到片材s的后端为止的时间和片材s的输送速度来计算片材s的长度。
180.在步骤s52之后,控制部300判定箔转印区域ta是否在片材s的范围之外(s53)。这里,箔转印区域ta的位置和长度在由输入部b5输入时,即在执行箔转印之前,由控制部300掌握。因此,在步骤s53中,控制部300基于箔转印区域ta的位置和长度以及片材s的长度来判定箔转印区域ta是否在片材s的范围之外。
181.详细地说,如上所述,由于箔转印区域ta的位置和长度是基于以片材s的前端为基准的距离而设定的,因此,在步骤s53中,控制部300判定实质上由输入部b5输入的箔转印区域ta的后端是否相比片材s的后端配置在片材s的输送方向上的上游。
182.当在步骤s53中判定箔转印区域ta在片材s的范围之外(是),则控制部300以与上述实施方式的全面转印处理相同的方式判定片材s的后端是否已经通过转印位置(s11)。另外,当在步骤s53中判定箔转印区域ta不在片材s的范围之外(否),则控制部300以与上述实施方式的前端转印处理相同的方式判定箔转印区域ta是否已经通过转印位置(s31)。
183.在此,在能够设定箔转印区域ta的范围的情况下,例如当执行上述实施方式的前端转印处理时,即使箔转印区域ta在片材s的范围外,控制部300也会执行步骤s31的处理。由此,在片材s的范围外的箔转印区域ta通过转印位置之前,会浪费地输送箔膜f。
184.与此相对,在本实施方式中,在箔转印区域ta在片材s的范围外的情况下,在箔转印区域ta通过转印位置之前且片材s通过转印位置之后(s11,是),控制部300使限制切换部成为限制状态,具体而言,使加压辊51停止,并且使转矩的关系为lt》dt(s12)。由此,在片材s的范围外的箔转印区域ta通过转印位置之前,箔膜f的输送停止,因此能够抑制箔膜f被浪费地输送。
185.另外,控制部300在使限制切换单元成为限制状态后(s12),使加热辊61移动到分离位置(s13),然后,执行步骤s14、s15的处理,并结束本处理。另外,控制部300在步骤s31中判定为“是”后,执行步骤s12~s15的处理,并结束本处理。
186.在图14所示的后端转印处理中,控制部300执行步骤s1~s4、s41的处理。在步骤s41中判定为箔转印区域ta即将到达转印位置的情况下(是),控制部300执行步骤s6~s15的处理,并结束本处理。
187.当在步骤s41中判定箔转印区域ta没有即将到达转印位置的情况下(否),则控制部300判定第一片材传感器ss1是否检测到片材s的后端(s61)。当在步骤s61中判定为检测到片材s的后端(是),则控制部300计算片材s的长度(s62)。
188.在步骤s62之后,控制部300判定箔转印区域ta是否在片材s的范围之外(s63)。当在步骤s63中判定箔转印区域ta在片材s的范围之外(是),则控制部300排出片材s(s64),并结束本处理。详细地说,在步骤s64中,控制部300在使加压辊51保持位于分离位置的状态下,驱动输送辊11b~12b,以使片材s通过转印位置,并使通过了转印位置的片材s通过最下游的输送辊12b,并且在片材s通过输送辊12b之后使输送辊11b~12b停止。
189.由此,在箔转印区域ta在片材s的范围外的情况下,不进行箔转印而排出片材s,因此能够抑制箔膜f被浪费地输送。另外,在步骤s61或步骤s63中判定为“否”的情况下,控制部300返回步骤s41的处理。
190.图15所示的中央转印处理的前半部分的处理与图14的后端转印处理相同,后半部分的处理与图13的前端转印处理相同,因此对于相同的处理赋予相同的符号,并省略说明。
191.在中央转印处理的前半部分,控制部300执行步骤s1~s4、s41、s6~s9、s61~s64
的处理。在其后的后半部分,控制部300执行步骤s51~s53、s11、s31、步骤s12~s15的处理。
192.如图16所示,控制部300也可以构成为能够通过以规定的片材间隔c连续输送多张片材s,来执行对多张片材s连续进行箔转印的连续转印处理。在此,在图16中,为了方便,省略了箔膜f的图示。
193.在连续转印处理中,在输送第一片材sh1的期间,控制部300输送下一张的第二片材sh2。另外,连续转印处理也可以在各转印模式中执行,但在以下的说明中,以前端转印模式中的连续转印处理为代表进行说明。另外,箔转印区域的前端与片材s的前端一致。
194.当在输送第一片材sh1的期间输送下一张第二片材sh2的情况下,优选根据从第一片材sh1的箔转印区域即第一箔转印区域ta1的后端到第一片材sh1的后端的第一长度l1的大小来变更控制部300的处理。具体而言,可以是,在第一箔转印区域ta1和作为第二片材sh2的箔转印区域的第二箔转印区域ta2之间,根据第一长度l1的大小来变更是进行使加热辊61分离后压接的处理,还是进行使加热辊61保持压接的处理。
195.在此,在对第一箔转印区域ta1进行箔转印后,使加热辊61离开的时刻如图16的(a)所示,是第一箔转印区域ta1的后端到达作为从片材s剥离箔膜f的剥离辊的第二引导轴42时。因此,在向第一箔转印区域ta1转印箔后,在使加热辊61离开的情况下,箔膜f在箔转印中没有利用相当于从转印位置到第二引导轴42的距离的第二长度a而被浪费地输送。
196.此外,如图16的(b)所示,与在箔转印到第一箔转印区域ta1之后分离的加热辊61压接的时刻是在第二片材sh2的前端即将到达转印位置的时刻。因此,在向第一箔转印区域ta1转印箔后使加热辊61离开的情况下,箔膜f被浪费地输送与从即将到达转印位置的第二片材sh2的前端到转印位置的距离相当的第三长度b。如上所述,在片材之间进行使加热辊61分离、压接的处理的情况下,箔膜f被浪费地输送量为a b。
197.另一方面,在进行使加热辊61保持压接的处理的情况下,上述的第一长度l1与片材间隔c相加的长度成为箔膜f被浪费地输送量。因此,如图16的(b)所示,在第一长度l1为某种程度较大的值α的情况下,l1 c》a b,在进行使加热辊61保持压接的处理的情况下,箔膜f被浪费地输送量变大。另外,如图16的(c)所示,在第一长度l1为小到某种程度的值β的情况下,成为l1 c《a b,使加热辊61离开变得没有意义。详细地说,在l1 c《a b的情况下,在第一箔转印区域ta1的后端等待直到通过第二引导轴42之后再离开时,第二片材sh2的前端已经通过即将到达转印位置的位置,在这样的状况下进行压接,第二片材sh2的前端(第二箔转印区域ta2)在通过转印位置之前也不能完成压接,离开变得没有意义。
198.在此,第一长度l1是根据由用户设定的箔转印区域ta的大小而变化的变量。另外,第二长度a、第三长度b及片材间隔c分别为固定值。具体而言,片材间隔c为c<a b的固定值。因此可知,当在l1>a b-c的情况下进行使加热辊61分离、压接的处理,并在l1≤a b-c的情况下,进行使加热辊61保持压接的处理,则能够抑制箔膜f被浪费地输送、加热辊61的无谓的分离。
199.具体而言,控制部300在第一长度l1大于规定长度lth(=a b-c)的情况下,在片材s存在于转印位置时且在第一箔转印区域ta1通过转印位置之后,使限制切换单元成为上述限制状态,在使限制切换单元成为限制状态之后,执行使加热辊61移动到分离位置的第一前端转印处理。另外,控制部300在第一长度l1为规定长度lth以下的情况下,在从第一箔转印区域ta1通过转印位置到第二箔转印区域ta2通过转印位置的期间,执行将加热辊61维持
在压接位置的第二前端转印处理。
200.接下来,将详细描述控制部300的操作。
201.例如,当在将多张片材s放置于片材托盘3的状态下按下开始按钮b6的情况下,控制部300执行图17所示的连续转印处理。另外,在本实施方式中,在连续转印处理执行前,例如通过由输入部b5输入等,由控制部300预先掌握片材s的长度。
202.在连续转印处理中,首先,控制部300基于由输入部b5输入的箔转印区域ta的信息、片材s的长度信息,计算从第一箔转印区域ta1的后端到第一片材sh1的后端的第一长度l1(s71)。在步骤s71之后,控制部300判定第一长度l1是否大于规定长度lth(s72)。
203.当在步骤s72中判定l1》lth的情况下(是),则控制部300执行第一前端转印处理(s73),并结束本处理。当在步骤s72中判定不满足l1》lth(否),则控制部300执行第二前端转印处理(s74),并结束本处理。
204.如图18所示,在第一前端转印处理中,控制部300执行与图10的前端转印处理中的步骤s1~s9、s31、s12~s14相同的处理。即,控制部300在片材s的前端即将到达转印位置时压接加热辊61而进行箔转印,在箔转印结束后使加热辊61离开。在步骤s14之后,控制部300判定是否存在下一张要进行箔转印的片材s(s81)。
205.在步骤s81中判定为有下一张片材s的情况下(是),控制部300返回步骤s5的处理,对下一张片材s也进行加热辊61的压接、分离。当在步骤s81中判定不存在下一张片材s(否),则控制部300执行步骤s15的处理,并结束本处理。
206.如图19所示,在第二前端转印处理中,控制部300执行与图10的前端转印处理中的步骤s1~s9、s31相同的处理。即,控制部300在片材s的前端即将到达转印位置时,使加热辊61压接来进行箔转印。
207.在步骤s31中判定为“是”的情况下,即箔转印结束的情况下,控制部300判定是否存在下一张进行箔转印的片材s(s91)。当在步骤s91中判定为存在下一张片材s(是),则控制部300返回到步骤s31的处理。即,即使在完成了对第一片材sh1的箔转印之后,控制部300也保持加热辊61处于压接位置而不分离,从而进行对下一张第二片材sh2的箔转印。
208.当在步骤s91中判定为不存在下一张片材s(否),则控制部300执行步骤s12~s15的处理,并结束本处理。即,在对最后的片材s的箔转印结束后,控制部300使加热辊61离开,进行结束处理(s15)等。
209.根据该方式,在第一长度l1为规定长度lth以下的情况下,保持使加热辊61压接的状态,因此能够抑制加热辊61的无谓的分离。另外,在第一长度l1大于规定长度lth的情况下,由于在片材s之间使加热辊61分离,因此能够抑制箔膜f被浪费地输送。
210.在上述实施方式中,在各模式中使加压辊51停止时等,使全部输送辊(11a~12b)停止,但也可以仅使与片材s接触的输送辊停止。
211.在上述实施方式中,使加热辊61相对于加压辊51压接、分离,但也可以使加压辊相对于加热辊压接、分离。
212.在上述实施方式中,作为驱动切换单元例示了辊离合器c5,但驱动切换单元也可以是例如用于驱动加压辊或加热辊的专用的电机的与主电机不同的电机。
213.在上述实施方式中,作为箔转印装置,例示了在形成于片材上的色粉图像上转印箔的装置,但箔转印装置只要是在片材上转印箔的装置即可,可以是任意装置。
214.在上述实施方式中,箔转印用膜盒fc经由保持架100而可相对于壳体主体21装卸,但例如箔转印用膜盒也可以相对于壳体主体直接装卸。
215.在上述实施方式中,在箔转印用膜盒fc设置有供给卷轴31和卷取卷轴35,但例如也可以在箔转印用膜盒设置供给卷轴,在壳体设置卷取卷轴。
216.在上述实施方式中,作为输入部的一例,例示了在触摸面板tp显示的按钮,但输入部也可以是例如通过用户的操作能够在按压位置和解除位置移动的按钮(开关)等。
217.在上述实施方式中,构成为控制部基于来自触摸面板tp的信号来执行各模式,但例如在图像形成装置和箔转印装置一体构成的情况下,控制部也可以基于印刷转印指令中包含的图像数据来判定片材上的色粉区域的大小、位置,基于色粉区域的大小、位置来选择各模式。
218.在上述实施方式中,作为位置传感器例示了光传感器,但位置传感器例如也可以由与压接分离机构联动的杆和检测杆的位置的光传感器构成。
219.在上述实施方式中,片材传感器由杆和检测杆的位置的光传感器构成,但片材传感器例如也可以仅由光传感器构成。
220.在上述实施方式中,为了停止箔膜f的输送,采用了lt》dt的结构,但也可以采用lt≥dt的结构。
221.在上述实施方式中,作为转矩变更单元,例示了变更向供给卷轴31施加的负载转矩lt的卷轴离合器c2以及供给侧转矩限制器tl2,但例如转矩变更单元也可以是变更驱动转矩的大小的单元。例如,也可以将用于驱动卷取卷轴的电机设为与主电机不同的专用电机,将该专用电机设为转矩变更单元。在该情况下,通过切换专用电机的驱动、停止,能够将负载转矩lt和驱动转矩dt的关系设为lt《dt和lt=dt。
222.另外,转矩变更机构也可以是能够在与供给卷轴31卡合而停止供给卷轴31的旋转的卡合位置和从供给卷轴31脱离而允许供给卷轴31的旋转的退避位置之间移动的部件。即,也可以是能够锁定、解除供给卷轴的旋转的机械锁定机构。
223.另外,也可以设置用于使加压辊51旋转的专用电机和用于使拾取辊11a旋转的专用电机来代替辊离合器c5和拾取离合器c1。
224.在上述实施方式中,作为驱动切换单元,例示了辊离合器c5,但驱动切换单元也可以是例如在与用于向加压辊或加热辊传递驱动力的传递机构的规定的齿轮啮合的位置和从规定的齿轮脱离的位置之间摆动的摆动齿轮等。
225.在上述实施方式中,箔膜f由四层构成,但只要箔膜具有转印层和支承层,则层的数量可以是任意数量。
226.也可以任意组合实施在上述实施方式及变形例中说明的各要素。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。