1.本公开涉及管状容器。
背景技术:
2.作为药品、化妆品、食品等的包装材料,广泛使用由以树脂为主体的材料构成的管状容器。例如,专利文献1中记载了一种管状容器,其由取出内容物的注出单元和熔接于注出单元的容纳内容物的主体部构成。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2016-199280号公报
6.专利文献2:日本实公平7-45311号公报
7.专利文献3:日本特开2012-25471号公报
技术实现要素:
8.本发明所要解决的课题
9.近年来,从减轻环境负荷和资源保护的观点来看,希望减少包装容器中所使用的树脂量。因此,在专利文献1记载的树脂性的管状容器中,为了减少树脂量,例如考虑使构成主体部的膜变薄。
10.然而,当仅仅使构成主体部的膜变薄时,主体部的刚度变弱,容器的自立性降低。
11.因此,本公开的目的在于提供与传统相比减少了树脂使用量,并且具有容器的自立性所需的刚度的管状容器。
12.用于解决课题的手段
13.本公开涉及的管状容器为管状容器,其具备:一端封闭的管状的主体部、和安装于主体部的另一端的注出口部,主体部由以纸为主体的材料形成。
14.本发明的效果
15.根据本公开,可以提供与传统相比减少了树脂使用量,并且具有容器的自立性所需的刚度的管状容器。
附图说明
16.[图1]图1是示出第1实施方式涉及的管状容器的示意性构成的主视图。
[0017]
[图2]图2是图1所示的注出口部的立体图。
[0018]
[图3]图3是沿着图1所示的iii-iii线的端面图。
[0019]
[图4]图4是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0020]
[图5]图5是示出实施方式涉及的纸制管状容器的示意性构成的立体图。
[0021]
[图6]图6是沿着图5中所示的vi-vi线的放大剖面图。
[0022]
[图7]图7是示出构成筒部和平板部的片材的一个例子的图。
[0023]
[图8]图8是示出构成主体部的片材的一个例子的图。
[0024]
[图9a]图9a是示出纸制管状容器的制造方法的一个例子的示意图。
[0025]
[图9b]图9b是示出纸制管状容器的制造方法的一个例子的示意图。
[0026]
[图9c]图9c是示出纸制管状容器的制造方法的一个例子的示意图。
[0027]
[图9d]图9d是示出纸制管状容器的制造方法的一个例子的示意图。
[0028]
[图9e]图9e是示出纸制管状容器的制造方法的一个例子的示意图。
[0029]
[图9f]图9f是示出纸制管状容器的制造方法的一个例子的示意图。
[0030]
[图9g]图9g是示出纸制管状容器的制造方法的一个例子的示意图。
[0031]
[图9h]图9h是示出纸制管状容器的制造方法的一个例子的示意图。
[0032]
[图9i]图9i是示出纸制管状容器的制造方法的一个例子的示意图。
[0033]
[图10a]图10a是示出封盖的制造方法的一个例子的示意图。
[0034]
[图10b]图10b是示出封盖的制造方法的一个例子的示意图。
[0035]
[图10c]图10c是示出封盖的制造方法的一个例子的示意图。
[0036]
[图10d]图10d是示出封盖的制造方法的一个例子的示意图。
[0037]
[图11]图11是示出实施方式涉及的管状容器的示意性构成的立体图。
[0038]
[图12]图12是沿着图11中所示的xii-xii线的剖面图。
[0039]
[图13]图13是沿着图11中所示的xiii-xiii线的剖面图。
[0040]
[图14]图14是沿着图11中所示的xiv-xiv线的剖面图。
[0041]
[图15]图15是示出构成管状容器的主体部的片材的层构成的一个例子的剖面图。
[0042]
[图16]图16是构成管状容器的主体部的片材的俯视图。
[0043]
[图17a]图17a是用于说明管状容器的主体部的制造方法的剖面图。
[0044]
[图17b]图17b是用于说明管状容器的主体部的制造方法的剖面图。
[0045]
[图17c]图17c是用于说明管状容器的主体部的制造方法的剖面图。
[0046]
[图17d]图17d是用于说明管状容器的主体部的制造方法的剖面图。
[0047]
[图18a]图18a是用于说明管状容器的主体部与注出口部的熔接方法的图。
[0048]
[图18b]图18b是用于说明管状容器的主体部与注出口部的熔接方法的图。
[0049]
[图18c]图18c是用于说明管状容器的主体部与注出口部的熔接方法的图。
[0050]
[图19]图19是示出构成第4实施方式涉及的管状容器的主体部的层叠片的层构成的剖面图。
[0051]
[图20]图20是示出用于第4实施方式涉及的管状容器的主体部的主体部形成用坯料的俯视图。
[0052]
[图21]图21是图20的a-a线放大剖面图。
[0053]
[图22]图22的(a)是与第4实施方式涉及的管状容器的主体部的高度方向正交的放大剖面图。(b)是与变形例涉及的管状容器的主体部的高度方向正交的放大剖面图。
[0054]
[图23]图23的(a)是使用了第4实施方式涉及的管状容器的主体部的管状容器的第1个例子的主视图。(b)是使用了第4实施方式涉及的管状容器的主体部的管状容器的第1个例子的侧视图。
[0055]
[图24]图24是图5(b)的注出口部附近的b-b线的放大剖面图。
[0056]
[图25]图25是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0057]
[图26]图26是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0058]
[图27]图27是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0059]
[图28]图28是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0060]
[图29]图29是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0061]
[图30]图30是管状容器的主体部的横剖面图。
[0062]
[图31]图31是示出第6实施方式涉及的管状容器的示意性构成的主视图。
[0063]
[图32]图32是沿着图31中所示的xxxii-xxxii线的端面图。
[0064]
[图33]图33是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0065]
[图34]图34是说明将带材粘贴于主体部之前的状态的图。
[0066]
[图35]图35是说明将带材粘贴于主体部之前的状态的图。
[0067]
[图36]图36是说明将带材粘贴于主体部之后的状态的图。
[0068]
[图37]图37的(a)是在安装第7实施方式涉及的管状容器的主体部和注出口部之前的状态下主体部的另一端附近和注出口部的主视立体图。(b)是将第7实施方式涉及的管状容器的主体部的另一端在法兰部的周缘部处折叠并实施熔接加工的状态下主体部的另一端附近和注出口部的主视立体图。
[0069]
[图38]图38的(a)是第7实施方式涉及的管状容器的主视图。(b)是第7实施方式涉及的管状容器的侧视图。
[0070]
[图39]图39是图38(b)的注出口部附近的g-g线的放大剖面图。
[0071]
[图40]图40的(a)是第7实施方式涉及的管状容器的俯视图。(b)是图40(a)的h-h线放大剖面图。
[0072]
[图41]图41的(a)是图37(a)的管状容器的主体部的另一端附近的主视放大图。(b)是将图37(a)的管状容器的主体部在法兰部的周缘部处实施折叠加工的状态下主体部的另一端附近的主视放大图。(c)是图37(b)的管状容器的主体部的另一端附近的主视放大图。
[0073]
[图42]图42是构成第7实施方式涉及的管状容器的主体部的层叠片的剖面图。
[0074]
[图43]图43是用于在第7实施方式涉及的管状容器的主体部中形成第1格线和第2格线的模具的一个例子的主视立体图。
[0075]
[图44]图44是示出第8实施方式涉及的管状容器的示意性构成的主视图。
[0076]
[图45]图45是沿着图1中所示的xlv-xlv线的剖面图。
[0077]
[图46]图46是示出构成管状容器的主体部的片材的一个例子的剖面图。
具体实施方式
[0078]
《第1实施方式》
[0079]
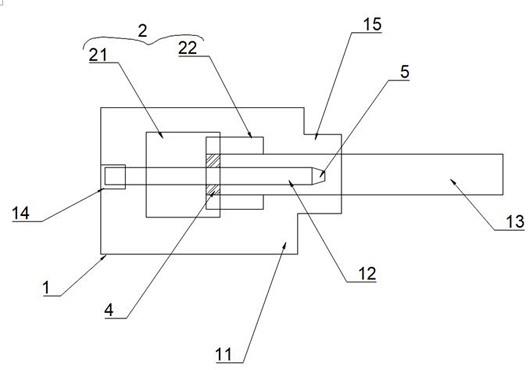
图1是示出第1实施方式涉及的管状容器的示意性构成的主视图,图2是图1中所示的注出口部的立体图,图3是沿着图1中所示的iii-iii线的端面图。图2和图3示出了将主体部密封在注出口部之前的状态。
[0080]
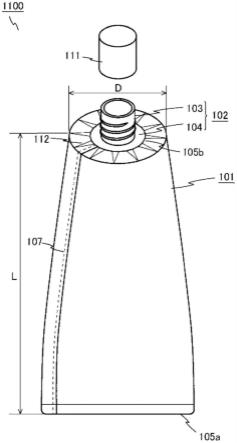
管状容器1100具备:管状的主体部101、和安装于主体部101的注出口部102。
[0081]
主体部101是用于容纳内容物的部件,通过将具有一对大致平行的端缘的片材成形为筒状而形成。主体部101例如通过将分别包括片材的一对端缘的带状部分的内面呈合
掌状地彼此对接并熔接来形成为筒状。主体部101的一个端部105a(图1中的下端)被密封而封闭。另一方面,主体部101的另一个端部105b(图1中的上端)的附近部分以折叠的状态密封于后述的法兰部104的外面108。在主体部101与法兰部104之间的熔接部形成有因构成主体部101的片材折叠而成的多个褶112。通过膜的端缘部分的粘贴而在主体部101形成的粘贴部(背衬部)可以以沿着主体部101的外面的方式弯曲而粘贴在主体部101。对于粘贴部107向主体部101的粘贴方法没有特别地限定,但是可以经由设置于构成主体部101的膜的整个表面或一部分的热封性树脂将二者熔接,也可以经由热熔胶等粘接剂将二者熔接。需要说明的是,图1中所示的主体部101的粘贴方法是示例性的,也可以将包含构成主体部101的膜的一个端缘的带状区域的外面与包含该膜的另一个端缘的带状区域的内面粘贴在一起。
[0082]
图4是示出构成管状容器的主体部的片材的一个例子的剖面图。
[0083]
管状容器1100的主体部101由以纸为主体的片材141构成。片材141是多层片材,在纸层132的一个面上依次层叠基材膜层133、阻隔层134以及密封剂层135,在纸层132的另一个面上层叠纸保护层137、进一步在纸保护层137上层叠油墨层138和外涂清漆层139。以下,对各层的详细情况进行说明。
[0084]
(纸层)
[0085]
纸层132是对管状容器1100赋予强度和刚度的结构层。对构成纸层132的纸的种类没有特别地限定,但是从具备强度、耐弯曲性、印刷适用性的方面来看,优选使用单光牛皮纸或双光牛皮纸。另外,作为构成纸层132的纸,可以根据需要使用耐水纸、耐油纸或纸杯原纸等。另外,纸层132可以是包含50%以上的纸浆纤维(纤维素纤维)的纸,也可以是包含除了纸浆纤维以外的树脂纤维的混抄纸。
[0086]
用于纸层132的纸的单位面积重量为30~300g/m2、优选为50~120g/m2。在用于纸层132的纸的单位面积重量小于30g/m2的情况下,主体部101的刚度不足。为了弥补刚度,例如需要使设置在纸层132内侧的树脂膜变厚,但是会导致树脂比例上升,这在减少环境负荷方面是不希望的。另外,在用于纸层132的纸的单位面积重量超过300g/m2的情况下,由于纸的刚度和绝热性,制筒性(制袋性)、成型性以及熔接性劣化,并且制造成本也增加,因此不优选。
[0087]
(基材膜层)
[0088]
基材膜层133是对片材141赋予耐热性和韧性等物理强度的层。基材膜层133也是作为阻隔层134的基材的层。对构成基材膜层133的膜的材料没有特别地限定,但是从耐热性和物理强度的观点来看,优选使用聚丙烯、聚酯、聚酰胺等拉伸膜。但是,基材膜层133也可以由纸构成。
[0089]
(阻隔层)
[0090]
阻隔层134是阻断氧气和水蒸气等以提高内容物的保存性的功能层。阻隔层134例如可以由二氧化硅或氧化铝等无机化合物的蒸镀膜、铝等金属蒸镀膜、铝等金属箔、包含板状矿物和/或阻隔性树脂的阻隔涂布剂的涂膜中的1种以上构成。作为阻隔涂布剂中所使用的阻隔性树脂,可以使用乙烯-乙烯醇共聚物(evoh)和聚偏二氯乙烯(pvdc)等,阻隔涂布剂中可以适当配合除了阻隔性树脂以外的粘合剂树脂。阻隔层134可以预先层叠在基材膜层133上而构成阻隔膜,也可以设置为单层膜。
[0091]
(密封剂层)
[0092]
对密封剂层135的材料没有特别地限定,但是优选聚丙烯、聚乙烯、环状聚烯烃、聚酯等热塑性树脂。密封剂层135使用软化温度比基材膜层133的软化温度低20℃以上的树脂。在密封剂层135的软化温度不比基材膜层133的软化温度低20℃以上的情况下,基材膜层133在密封时软化并产生针孔的可能性提高,因此不优选。密封剂层135的软化温度优选比基材膜层133的软化温度低40℃以上。
[0093]
用于密封剂层135的热塑性树脂只要是对于构成后述的注出口部102的材料的热塑性树脂具有粘接性即可,但是优选为与用于注出口部102的热塑性树脂相同的材料。通过使用于密封剂层135的热塑性树脂和用于注出口部102的热塑性树脂层相同,可以提高主体部101与注出口部102之间的密封强度。
[0094]
(纸保护层)
[0095]
纸保护层137是用于保护构成片材141的纸层132免受内容物和污垢的附着的层。对纸保护层137的材料和形成方法没有特别地限定,可以通过热塑性树脂的挤出涂布、耐水剂或耐油剂等涂布剂的涂布来层叠纸保护层137。纸保护层137的厚度优选为0.2~50μm、更优选为1~20μm。在纸保护层137的厚度小于0.2μm的情况下,可能会在纸保护层137中产生针孔,纸层132的保护可能变得不充分。另外,在纸保护层137的厚度超过50μm的情况下,从树脂使用量和制造成本的方面来看是不优选的。
[0096]
(油墨层、外涂清漆层)
[0097]
油墨层138是为了进行各种显示而通过印刷所施加的层,外涂清漆层139是用于赋予耐磨性等的层。油墨层138和外涂清漆层的层叠顺序可以与图4中的相反。另外,外涂清漆层139还可以兼作纸保护层137。
[0098]
对构成主体部101的片材141的厚度(总厚度)没有特别地限定,优选为30~300μm。如果构成主体部101的膜的厚度在该范围内,则可以通过使用制袋机、枕/芯包装机等容易地将主体部101加工成筒状。另外,由于纸层132赋予强度和刚度,因此可以比一般的层叠管(厚度300~500μm)薄,也可以减少树脂使用量。
[0099]
为了降低构成主体部101的片材141的树脂比例,片材141的质量当中纸层132所占的比例优选为50%以上。从减少树脂的使用量的观点来看,纸层132的比例越高越优选。
[0100]
需要说明的是,构成主体部101的片材可以是至少在纸层132的一个表面侧(作为管状容器1100的内侧的表面侧)层叠密封剂层135而成的片材,也可以省略上述基材膜层133、阻隔层134、纸保护层137、油墨层138以及外涂清漆层139中的1层以上。
[0101]
再次参照图1~图3,注出口部102是用于将容纳在主体部101中的内容物取出到外部的喷嘴,具备筒状的注出筒部103和法兰部104。法兰部104是与注出筒部103的一个端部106a(图1中的下端)连接并延伸到注出筒部103的外面的平板状的部分。在本实施方式中,法兰部104以在与注出筒部103的轴向正交的方向(图1中的左右方向)上延伸的方式形成。在本实施方式中,法兰部104形成为圆环状,但是只要能够与主体部101接合即可,对法兰部104的形状没有限定,可以为椭圆形、长圆形、轨道形、多边形等。
[0102]
注出口部102由包含热塑性树脂和除了树脂以外的填料的材料成型而成。作为用作注出口部102的材料的热塑性树脂,例如可以使用聚乙烯、聚丙烯、聚酯、聚酰胺以及环聚烯烃中的任1种,或者2种以上组合使用。作为填料,可以使用滑石、高岭土、纸粉以及纤维素
纤维中的任1种,或者2种以上组合使用。通过使用热塑性树脂和除了树脂以外的填料的混合物作为注出口部102的材料,可以在保持成型性和与主体部101的片材的热熔接性的同时减少树脂的使用量。对注出口部102的成型方法没有特别地限定,可以使用挤出成形、真空成形/热板加压空气成型等热成型、压制成型等现有的成型方法。
[0103]
如图2和图3所示,在法兰部104的外面108(注出筒部103的端部106b侧的面)上设置有圆环状的凸部109和凹部110。当将主体部101与注出口部102的法兰部104熔接在一起时,凸部109首先熔融,熔融了的树脂在主体部101的内面与法兰部104之间散开。另外,熔融了的树脂的一部分流入到凹部110中。结果,经由凸部109熔融后的树脂,可以以面的方式将主体部101的内面与法兰部104的外面108熔接在一起,从而可以提高熔接强度。本实施方式涉及的注出口部102含有除了树脂以外的填料,主体部101与注出口部102的熔接强度容易降低,但是通过设置凸部109和凹部110,可以确保必要的熔接强度。对凸部109和凹部110的数量没有特别地限定,可以为2个以上。另外,凸部109和凹部的数量可以不相同,例如,可以在1个凸部109的内侧和外侧设置2个凹部110。另外,也可以不设置凹部110。
[0104]
凸部109的高度(距离法兰部104的外面108的高度)设为0.05~2mm、更优选设为0.1~1mm。在凸部109的高度小于0.05mm的情况下,不能获得提高熔接强度的效果。另一方面,在凸部109的高度超过2mm的情况下,在熔接主体部101时凸部109没有熔融,在法兰部104的外面108上作为高度差而残留,导致内容物泄漏。
[0105]
凹部110的深度(距离法兰部104的外面108的深度)设为0~2mm、优选设为0~1mm。在凸部109较低的情况下,可以不具有凹部110。另外,在凹部110的深度超过2mm的情况下,法兰部104的强度降低,熔接主体部101后的外观变差,因此不优选。
[0106]
作为在制造管状容器1100时熔接主体部101和注出口部102的方法,可以利用超声波熔接、高频熔接、热封熔接、热风熔接、主体部插入件(insert)的压制成型等,但是在不易受纸的绝热性的影响的方面来看,优选采用超声波熔接。
[0107]
在将管状容器1100的管长设为l、管径设为d时,l/d优选设在1~10的范围内、更优选设在1.5~8的范围内。这里,如图1所示,管长l是从熔接到法兰部104的部位一直到端部105a的轴向的长度,关于管径d,在法兰部104为圆形的情况下,是法兰部104的直径,在法兰部104为椭圆的情况下,是(a b)/2(其中,a:椭圆的长径、b:椭圆的短径)。在l/d的值小于1的情况下,管长l相对于管径d过短,管状容器1100的形状不适合包装容器。另一方面,在l/d值超过10的情况下,管长l相对于管径d过长,因此管状容器1100的外观变差,管状容器1100的形状不适合包装容器。
[0108]
如图1所示,管状容器1100可以进一步具备螺旋盖(screw cap)111,该螺旋盖111通过螺纹而可以在注出口部102的注出筒部103上拆装。在管状容器1100具备螺旋盖111的情况下,在打开管状容器1100后容易再次密封。
[0109]
另外,管状容器1100也可以具备铰链盖(hinge cap)来代替螺旋盖111。在设置铰链盖的情况下,可以通过螺纹连接在图1所示的注出筒部103上而将铰链盖安装在注出口部102上。或者,可以在注出筒部103的外面设置肋条来代替螺纹牙(screw thread),并且经由肋条的嵌入而将铰链盖安装在注出口部102上。
[0110]
另外,注出筒部103的端部106b可以用膜密封,在管状容器1100未开封的状态下该膜封闭注出筒部103。
[0111]
进一步,为了在管状容器1100未开封的状态下使容器内部保持密闭状态,注出筒部103的内部可以由分隔壁封闭。在设置分隔壁的情况下,优选的是,沿着注出筒部103的内周设置圆形的半切口,同时设置与被半切口包围的部分连接的拉环。通过这样的构成,在打开管状容器1100时,使用者牵拉拉环以使分隔壁的半切口127的一部分断裂,从而除去由半切口包围的分隔壁的一部分,可以形成用于将内容物从主体部101向注出筒部103注出的开口部。
[0112]
如上所述,在本实施方式中,主体部101由具有纸和密封剂的片材构成,注出口部102由包含热塑性树脂和除了树脂以外的填料的材料成型,在构成主体部101和注出口部102的材料的总质量当中,纸的质量比例最高。在传统的树脂性的管状容器中,在仅仅使构成主体部的片材的树脂层变薄的情况下,主体部的刚度不足,管状容器的自立性和操作性降低。与此相对,在本实施方式中,通过使用纸作为主体部101的结构材料,能够减少树脂的使用量,并且赋予主体部101刚度。另外,通过在注出口部102的成形材料中配合除了树脂以外的填料,也能够减少管状容器1100的树脂使用量。因此,根据本实施方式,能够实现与以往相比减少了树脂使用量、并且具有容器的自立性和操作性所需的刚度的管状容器1100。另外,由于用于主体部101的纸的单位面积重量为300g/m2以下,因此可以无问题地进行以下操作:在形成主体部101时的卷筒加工、粘贴部107的熔接、在将主体部101安装在注出口部102时主体部101的端部105b附近的折叠、主体部101的端部105b附近的与法兰部104的熔接,并且加工装置的成形性良好。
[0113]
另外,在本实施方式涉及的管状容器1100中,法兰部104具有与注出筒部103的中心轴正交的平板状,由于主体部101熔接在法兰部104的外面108上,因此在管状容器1100的内容物较少的情况下,通过沿着法兰部104的外周缘折叠主体部101,可以容易地挤出内容物。另外,由于法兰部104为平板状,法兰部104不形成残留内容物的空间,因此通过沿着法兰部104的外周缘弯曲主体部101,使得法兰部104与主体部101几乎成为扁平状态,从而可以在不残留的情况下挤出内容物。
[0114]
本实施方式涉及的管状容器如下所述。
[0115]
[1]一种管状容器,具备:
[0116]
由具有纸和密封剂的片材构成、且一端被封闭的管状的主体部;和
[0117]
由包含热塑性树脂和由除了树脂以外的材料构成的填料的材料构成、且安装在所述主体部的另一端的注出口部,
[0118]
所述纸的单位面积重量为30~300g/m2,
[0119]
在构成所述主体部和所述注出口部的材料的总质量当中,纸的质量比例最高。
[0120]
[2]根据项目[1]所述的管状容器,
[0121]
构成所述注出口部的热塑性树脂为选自聚乙烯、聚丙烯、聚酯、聚酰胺以及环聚烯烃中的至少1种,
[0122]
所述填料为选自碳酸钙、滑石、高岭土、纸粉以及纤维素纤维中的至少1种。
[0123]
[3]根据项目[1]或[2]所述的管状容器,
[0124]
构成所述主体部的热塑性树脂与构成所述主体部的片材的所述密封剂为相同的材料。
[0125]
[4]根据项目[1]~[3]中任一项所述的管状容器,
[0126]
所述注出口部具备:
[0127]
筒状的注出筒部、和
[0128]
平板状的法兰部,其与所述注出筒部的一端连接、并且在所述注出筒部的外侧且在与所述注出筒部的轴向正交的方向上延伸,
[0129]
所述主体部的另一端附近的内面与所述法兰部的两面当中的所述注出筒部的另一端侧的面接合。
[0130]
《第2实施方式》
[0131]
迄今为止,使用纸素材作为材料的一部分的管状容器尚未得到充分研究。例如,由于管状容器的主体部由片状材料构成,因此可以认为其由以纸为主体的片材构成,但是当肩部(喷嘴部)由塑料构成时,管状容器中所示的塑料的比例增多,以塑料的形式被丢弃,因而难以以纸资源的形式再利用。
[0132]
本实施方式提供了一种由以纸为主体的片材形成、与以往相比减少了树脂的使用量的纸制管状容器。
[0133]
图5是示出实施方式涉及的纸制管状容器的示意性构成的立体图,图6是沿着图5中所示的vi-vi线的放大剖面图。
[0134]
纸制管状容器2100具备:筒部201、平板部202以及主体部203。筒部201、平板部202以及主体部203均由以纸为主体的片材形成。
[0135]
筒部201是用于将容纳在主体部203中的内容物注出到外部的部件,具有筒状。如图6所示,在筒部201的轴向(图6中的上下方向)的一个端部205a设置有法兰206,在另一个端部205b设置有外周部207。详细情况将后述,但是法兰206可以通过以下方法形成:使筒部201形成用的坯料卷成筒状,从一个开口端(端缘)以预定范围向外侧卷曲,然后对形成的卷曲部沿着上下方向压扁。法兰206是用于密封平板部202的部分。另外,外周部207可以通过以下方法形成:从卷成筒状的筒部201形成用的坯料的另一个开口端(端缘)以预定范围向外侧卷曲,然后对形成的卷曲部沿着筒部201的外周面压扁。外周部207是用于保护形成筒部201的坯料(片材)的端面,并且对筒部201的端部205b赋予强度的部分。另外,如图5所示,在筒部201形成有粘贴部208,其是在形成筒部201时卷筒后的坯料的一对端缘附近重叠并密封而成的。对筒部201的形状没有特别地限定,可以为圆形、椭圆形、长圆形、轨道形、多边形等。
[0136]
在纸制管状容器2100的内容物不易渗透纸的情况下,可以不在筒部201的端部205b处设置外周部207。或者,根据内容物的种类和形态,代替在筒部201的端部205b处设置外周部207,可以通过从卷成筒状的筒部201形成用的坯料的开口端(端缘)以预定范围向内侧卷曲,然后对形成的卷曲部沿着筒部201的内周面压扁。
[0137]
平板部202是用于连接筒部201与主体部203的平板状部件。平板部202设置有与筒部201的剖面形状大致相同的开口210,平板部202整体具有环状。设置于平板部202的开口210以使筒部201贯通的方式嵌入,并且面向法兰206的平板部202的一个面211a被筒部201的法兰206密封。另外,通过将平板部202形成用的坯料的包含整个外周缘的环状部分向面211b侧折回,从而在平板部202的外周形成了折回部212。对平板部202的形状没有特别地限定,只要能够密封主体部203即可,可以为圆形、椭圆形、长圆形、轨道形、多边形等。
[0138]
筒部201与平板部202经由法兰206一体化而形成喷嘴。通过由以纸为主体的片材
形成筒部201和平板部202这二者,与以往的树脂性喷嘴相比可以减少树脂使用量。
[0139]
主体部203是用于容纳内容物的部件,可以通过将具有一对大致平行的端缘的片材成形为筒状而形成。主体部203例如通过将分别包括长条状的片材的一对端缘的带状部分的内面呈合掌状地彼此对接并熔接来形成为筒状。主体部203的一个端部214a(图5中的下端)被密封而封闭。另一方面,主体部203的另一个端部214b(图5中的上端)的附近部分以折叠的状态密封于平板部202的外面(即,平板部202的两面当中的主体部201的端部205b一侧的面211b)。在平板部202的外面形成有构成主体部203的片材折叠而形成的多个褶216。另外,主体部203形成有通过在加工成筒状时使片材的端缘附近部分重叠并粘贴而成的粘贴部215。粘贴部215以沿着主体部203的外面的方式弯曲而粘贴在主体部203。对于将粘贴部215向主体部203的粘贴方法没有特别地限定,可以经由设置于构成主体部203的膜的整个表面或一部分的热封性树脂将二者熔接,也可以经由热熔胶等粘接剂将二者熔接。
[0140]
如图5和图6所示,纸制管状容器2100可以进一步具备可安装在筒部201并拆卸的盖204。在纸制管状容器2100具备盖204的情况下,在打开纸制管状容器2100后容易再次密封。
[0141]
本实施方式涉及的盖204具备筒部220和盖部221。筒部220和盖部221均由以纸为主体的片材形成。
[0142]
筒部220是构成盖204的周壁的部件,具有筒状。在筒部220的轴向(图5和图6中的上下方向)的一个端部222a设置有连接部223,在另一个端部222b设置有内周部224。详细情况将后述,但是连接部223可以通过以下方法形成:使筒部220形成用的坯料卷成筒状,从一个开口端(端缘)以预定范围向内侧卷曲,然后对形成的卷曲部沿着上下方向压扁。连接部223是用于密封盖部221的部分。另外,内周部224可以通过以下方法形成:使筒部220形成用的坯料卷成筒状,从另一个开口端(端缘)以预定范围向内侧卷曲,然后对形成的卷曲部沿着筒部220的内周面压扁。内周部224是用于保护形成筒部220的坯料(片材)的端面,并且对筒部220的端部222b赋予强度的部分。如本实施方式所述,在筒部220的端部205b形成外周部207的情况下,通过使内周部224的内径小于外周部207的最外径,可以发挥防止盖204在内周部224和外周部207处的脱落的锁定机构的功能。另外,如图5所示,在筒部220中形成有粘贴部225,其是在形成筒部220时使卷筒后的坯料的一对端缘附近重叠并密封而成的。对筒部220的形状没有特别地限定,可以为圆形、椭圆形、长圆形、轨道形、多边形等,筒部220形成为与筒部201对应的形状。
[0143]
在纸制管状容器2100的内容物不易渗透纸的情况下,可以不在盖204的端部222b设置内周部224。或者,根据内容物的种类和形态,代替在盖204的内周部224设置内周部224,可以从卷成筒状的筒部220形成用的坯料的开口端(端缘)以预定范围向外侧卷曲,然后对形成的卷曲部沿着筒部220的外周面压扁。
[0144]
盖部221是嵌入筒部220的内部并封闭筒部220的端部222a的平板状部件。盖部221由设置在筒部220的端部222a的连接部223密封。
[0145]
需要说明的是,盖204是任意的,纸制管状容器2100可以不具备盖204。另外,在纸制管状容器2100未开封的状态下封闭筒部201的顶部密封材料也可以被筒部201的端部205b密封。对顶部密封材料的构成没有特别地限定,但是优选至少具备阻隔层和密封剂层。顶部密封材料的密封剂层优选具有易剥离性(easy-peel),用于使顶部密封材料容易从筒
部201的端部205b剥离。
[0146]
图7是示出构成筒部和平板部的片材的一个例子的图,图8是示出构成主体部的片材的一个例子的图。
[0147]
作为一个例子,本实施方式涉及的筒部201和平板部202由图7所示的片材231形成,主体部203由图8所示的片材241形成。
[0148]
片材231是多层片材,其中,在纸层232的一个面上依次层叠基材膜层233、阻隔层234以及密封剂层235,在纸层232的另一个面上层叠热塑性树脂层236。另外,片材241是多层片材,其中,在纸层232的一个面上依次层叠基材膜层233、阻隔层234以及密封剂层235,在纸层232的另一个面上层叠纸保护层237,进一步在纸保护层237上层叠油墨层238和外涂清漆层239。以下,对各层的详细情况进行说明
[0149]
(纸层)
[0150]
纸层232是对纸制管状容器2100赋予强度的结构层。对构成纸层232的纸的种类没有特别地限定,但是从具备强度、耐弯曲性、印刷适用性的方面来看,优选使用单光牛皮纸或双光牛皮纸。另外,作为构成纸层232的纸,可以根据需要使用耐水纸或耐油纸。
[0151]
构成筒部201形成用的片材的纸的单位面积重量为50~500g/m2、优选为100~300g/m2。在用于筒部201形成用的片材的纸的单位面积重量小于50g/m2的情况下,无法形成后述的卷曲部,成型后的筒部201的强度也不足。另外,在用于筒部201形成用的片材的纸的单位面积重量超过500g/m2的情况下,后述的卷曲部难以成形,在节省资源和制造成本方面也是不希望的。
[0152]
构成平板部202形成用的片材的纸的单位面积重量为50~1000g/m2、优选为100~300g/m2。在用于平板部202形成用的片材的纸的单位面积重量小于50g/m2的情况下,纸制管状容器2100的强度不足。在用于平板部202形成用的片材的纸的单位面积重量超过1000g/m2的情况下,超声波密封时的振动被纸吸收而不能很好地进行熔接,在节省资源和制造成本方面也是不希望的。
[0153]
构成主体部203形成用的片材的纸的单位面积重量为30~200g/m2、优选为50~120g/m2。在用于主体部203形成用的片材的纸的单位面积重量小于30g/m2的情况下,主体部203的刚度不足。为了弥补刚度,例如需要使设置在纸层232内侧的树脂膜变厚,但是会导致树脂比例上升,这在减少环境负荷方面是不希望的。另外,在用于主体部203形成用的片材的纸的单位面积重量超过200g/m2的情况下,由于纸的刚度和绝热性,制筒性(制袋性)、成型性以及熔接性劣化,因此不优选。
[0154]
基材膜层233是对片材231和32赋予耐热性以及加热时的韧性等物理强度的层。基材膜层233也是作为阻隔层234的基材的层。对构成基材膜层233的膜的材料没有特别地限定,但是从耐热性和物理强度的观点来看,优选使用聚丙烯、聚酯、聚酰胺等拉伸膜。但是,基材膜层233也可以由纸构成。
[0155]
(阻隔层)
[0156]
阻隔层234是阻断氧气和水蒸气等以提高内容物的保存性的功能层。阻隔层234例如可以由二氧化硅或氧化铝等无机化合物的蒸镀膜、铝等金属蒸镀膜、铝等金属箔、包含板状矿物和/或阻隔性树脂的阻隔涂布剂的涂膜中的1种以上构成。作为阻隔涂布剂中所使用的阻隔性树脂,可以使用乙烯-乙烯醇共聚物(evoh)和聚偏二氯乙烯(pvdc)等,阻隔涂布剂
中可以适当配合除了阻隔性树脂以外的粘合剂树脂。阻隔层234可以预先层叠在基材膜层233上而构成阻隔膜,也可以设置为单层膜。
[0157]
(密封剂层)
[0158]
对密封剂层235的材料没有特别地限定,但是优选聚丙烯、聚乙烯、环状聚烯烃、聚酯等热塑性树脂。密封剂层235使用软化温度比基材膜层233的软化温度高20℃以上的树脂。在密封剂层235的软化温度不比基材膜层233的软化温度高20℃以上的情况下,基材膜层233在密封时软化并产生针孔的可能性提高,因此不优选。密封剂层235的软化温度优选比基材膜层233的软化温度高40℃以上。
[0159]
(热塑性树脂层)
[0160]
热塑性树脂层236是通过层压或涂布能够与构成密封剂层235的树脂熔接的热塑性树脂而形成的层。热塑性树脂层236可以层叠在纸层232的整个表面上,也可以部分地层叠在纸层232的表面上。通过层叠热塑性树脂层236,能够强化在后述的卷曲成形时的卷曲部的熔接、强化平板部202的面211b与主体部203的熔接、或者熔接平板部202的折回部212。
[0161]
(纸保护层)
[0162]
纸保护层237是用于保护构成片材241的纸层232免受内容物和污垢的附着的层。对纸保护层237的材料和形成方法没有特别地限定,但是可以通过热塑性树脂的挤出涂布、耐水剂或耐油剂等涂布剂的涂布来层叠纸保护层237。纸保护层237的厚度优选为0.2~50μm、更优选为1~20μm。在纸保护层237的厚度小于0.2μm的情况下,可能会在纸保护层237中产生针孔,可能无法获得充分的纸保护。另外,在纸保护层237的厚度超过50μm的情况下,从树脂使用量和制造成本的方面来看是不优选的。
[0163]
(油墨层、外涂清漆层)
[0164]
油墨层238是通过印刷施加以进行各种显示的层,外涂清漆层239是用于赋予耐磨性等的层。油墨层238和外涂清漆层的层叠顺序可以与图8中的相反。另外,外涂清漆层239还可以兼作纸保护层237。
[0165]
为了降低构成筒部201、平板部202以及主体部203的片材的树脂比例,在各片材的质量当中,纸层232所占的比例优选为50%以上。从减少树脂的使用量的观点来看,纸层232的比例越高越优选。但是,如果构成纸制管状容器2100的纸和树脂的总量的50质量%以上是纸,则构成筒部201、平板部202以及主体部203的任意片材的纸层232的比例可以低于50%。
[0166]
需要说明的是,构成筒部201和平板部202的片材可以是至少在纸层232的一个面上(作为纸制管状容器2100的内侧的面)层叠密封剂层235而成的片材,也可以省略上述基材膜层233、阻隔层234、以及热塑性树脂层236中的1层以上。另外,构成筒部201和平板部202的片材也可以适当地实施用于赋予耐水性或耐油性的涂布剂的涂布、用于显示的印刷、用于印刷保护的外涂清漆的涂布等。
[0167]
以下,对本实施方式涉及的纸制管状容器2100的制造方法的一个例子进行说明。
[0168]
图9a~图9i是示出纸制管状容器的制造方法的一个例子的示意图。需要说明的是,在图9e以后的附图中,通过与图6对应的剖面来示出制造过程的容器。
[0169]
图9a~9g示出了由筒部201和平板部202构成的喷嘴的制造工序。
[0170]
如图9a所示,准备筒部201形成用的坯料243。坯料243例如通过将图7所示的片材
裁剪成矩形而得到。距离坯料243的一对端缘244a和244b预定范围的部分相当于在将坯料243以卷成筒状的状态下重叠粘贴的部分。另外,距离坯料243的一个端缘245a预定范围的部分相当于用于形成法兰206而卷曲加工的部分,距离坯料243的另一个端缘245b预定范围的部分相当于用于形成法兰206而卷曲加工的部分。需要说明的是,图9a中的靠近自己一侧的面是成为筒部201的外面的面。
[0171]
接着,如图9b所示,将包括坯料243的端缘244a的带状部分246a和包括端缘244b的带状部分246b沿着相反方向折回(折边加工)。
[0172]
接着,如图9c所示,将实施了折边加工的坯料卷成筒状,将折回的带状部分246a和46b啮合,使得分别距离一对端缘244a和244b预定范围的部分(即带状部分246a和46b)重叠并密封。由此,形成图9d所示的筒状的中间体247。中间体247形成有将带状部分246a和46b重叠并密封后的粘贴部208。在该例子中,在粘贴部208中,坯料243的
“シ
·
br>[
ト”
由4层层叠并密封而成。但是,也可以在不使带状部分246a和46b重叠、即通过卷起坯料243而使端缘244a和244b对接的状态下,或者端缘244a和244b隔开的状态下使重叠部分密封而形成粘贴部208。在这种情况下,坯料243的片材层叠为3层。无论采用哪种粘贴部208的形成方法,坯料243的端缘244a和244b均被折入并密封在粘贴部的内部,从而保护端缘244a和244b的片材的端面。
[0173]
接着,通过将距离中间体247的一个端缘245a预定范围的部分和距离另一个端缘245b预定范围的部分均向外侧卷曲,形成如图9e所示的具有卷曲部248a和48b的中间体249。在该工序中,中间体247的端缘245a和245b处于卷入到卷曲部248a和48b的内部的状态。需要说明的是,卷曲部248a和48b可以通过使用了模具的公知的加工方法来形成。
[0174]
接着,通过将中间体249的卷曲部248a沿着轴向(图9e中的上下方向)压扁,并且将卷曲部248b沿着中间体247的外周面压扁,形成如图9f所示的具有法兰206和外周部207的筒部201。卷曲部248a和48b的压扁例如可以通过使用超声波焊头一边进行超声波照射一边加压来进行。当在图9f所示的工序中将卷曲部248a和48b压扁时,图9f所示的中间体247的端缘245a和245b分别被卷入到法兰206和外周部207的内部而被密封,从而保护端缘245a和245b的片材的端面。需要说明的是,在不影响后续工序的加工性的情况下,也可以省略将卷曲部248a和48b中的一者或两者压扁的工序,在后述的嵌入到图9g所示的平板部202中而密封的工序或者更后续的工序中,可以将卷曲部248a和48b中的一者或两者压扁。
[0175]
另一方面,除了筒部201以外,制作图9g中由两点划线所表示的平板部202。平板部202例如可以通过将图7所示的片材冲孔(punching)成预定形状,并且将包括整个外周缘的环状部分向面211b侧折回以设置折回部212来形成。需要说明的是,通过在冲孔的同时或者通过其他工序,在冲孔后的片材上形成与中间体250(筒部201)的剖面形状大致相同的开口210。另外,冲孔后的片材的外形尺寸设定为比主体部203的剖面尺寸刚好大折回部212那么大的部分。
[0176]
接着,将筒部201嵌入到平板部202的开口210中,如图9g所示,使筒部201的法兰206与平板部202的面211a接触,并且将法兰206与平板部202的面211a密封。通过该工序,可以获得筒部201和平板部202一体化的喷嘴。
[0177]
由于筒部201和平板部202均是以纸为主体的片材的成形体,因此在图9g所示的工序中,可以使筒部201的端部205b附近部分和/或平板部202的开口210附近发生变形,同时
可以将筒部201嵌入到平板部202的开口210中。但是,为了使筒部201容易地嵌入到平板部202中,可以不进行图9e所示的卷曲部248b的形成和图9f所示的卷曲部248b的压扁,而是在将平板部202密封于法兰206之后,进行卷曲部248b的形成和压扁。
[0178]
图9h和9i示出了将主体部203密封于平板部202而成的纸制管状容器2100的制造工序。
[0179]
主体部203例如通过使用图8所示的片材,将各自包括片材的一对端缘的带状的部分的内面呈合掌状地彼此对接并熔接来形成。在本实施方式中,作为用于形成主体部203的片材,使用厚度(总厚度)为30~300μm的片材,因此可以使用制袋机、枕/芯包装机等加工成筒状。
[0180]
如图9h所示,在将平板部202从端部214b插入到筒状的主体部203内之后,如图9i所示,将距离主体部203的端部214b预定范围的部分折叠,并且密封于平板部202的面211b上。此时,距离主体部203的端部214b预定范围的部分与整个折回部212、以及平板部202的面211b当中的沿着折回部212的整个内周密封。由此,构成平板部202的片材的端缘部分的端面通过被密封在主体部203与平板部202之间的粘贴部的内部而被保护。主体部203不一定必须密封于平板部202的折回部212的内周侧部分,也可以仅密封于折回部212,但是如本实施方式所示,通过使主体部203横跨折回部212及其内周侧部分而密封,可以加强主体部203与平板部202之间的熔接。
[0181]
通过以上工序,可以制造纸制管状容器2100。
[0182]
图10a~图10d是示出盖的制造方法的一个例子的示意图。
[0183]
首先,将以纸为主体的片材裁剪成矩形,准备筒部220形成用的坯料。作为筒部220形成用的坯料,例如可以使用图7所示的片材。通过使用准备好的筒部220形成用的坯料进行图9a~9c中所说明的工序,形成与图9c所示的相同的筒状的中间体250(参照图10a)。在中间体250上形成有通过将距离坯料的一对端缘预定范围的部分重叠并密封而成的粘接部225。
[0184]
接着,通过将中间体250的距离一个端缘251a预定范围的部分和距离另一个端缘251b预定范围的部分均向内侧卷曲,得到如图10b所示的具有卷曲部252a和52b的中间体253。卷曲部252a和52b可以通过使用了模具的公知的加工方法来形成。
[0185]
接着,如图10c所示,将另外制作的盖部221嵌入到中间体253的筒状部分中。盖部221例如可以通过将图7所示的片材冲孔成与盖204对应的形状来形成。
[0186]
接着,将卷曲部252a在轴向上压扁并密封于盖部221,并且将卷曲部252b沿着中间体253的内周面压扁。由此,如图10d所示,经由卷曲部252a被压扁了的连接部223使筒部220与盖部221一体化,从而可以得到形成有内周部224的盖204。当将卷曲部252a和52b压扁时,图10a所示的中间体250的端缘251a和251b分别被卷入到连接部223和内周部224的内部并密封,从而可以保护端缘251a和251b的片材的端面。需要说明的是,在将盖部221密封于中间体253之前,可以预先将图10c所示的中间体的卷曲部252a和52b压扁。
[0187]
在上述的例子中,图10a所示的中间体250的端缘251b向内侧卷曲而形成卷曲部252b,但是也可以将端缘251b向外侧卷曲而形成的卷曲部沿着中间体的外周面压扁。在这种情况下,通过仅在作为粘贴部225的内侧的端缘附近进行在制作图10a的中间体250时的折边工序,可以保护构成筒部220的片材的端面。
[0188]
在上述纸制管状容器2100的制造方法中,作为各部分的熔接方法,可以利用超声波熔接、高频熔接、热封熔接、热风熔接、主体部插入件的压制成型等,但是在不易受到纸的绝热性的影响的方面来看,优选采用超声波熔接。
[0189]
在本实施方式涉及的纸制管状容器2100中,筒部201、平板部202以及主体部203均由以纸为主体的片材形成,因此与传统的树脂制的管状容器相比,可以减少树脂的使用量。另外,通过在构成筒部201和平板部202的片材上设置阻隔层,也容易对喷嘴部分赋予阻隔性。
[0190]
另外,如上所述,在筒部201的成形工序中,通过进行图9b所说明的折边加工和图9e所说明的卷曲加工,可以使构成筒部201的片材的整个端面被密封而被保护。另外,将平板部202的整个外周缘向作为容器的外面的面一侧(面211b一侧)折回,并且密封于主体部203与平板部202之间的粘贴部而被保护。进一步,构成主体部203的片材在加工成筒状时也呈合掌状粘贴。通过这样的构成,在纸制管状容器2100的内部构成各部分的片材的端面不露出,因此能够防止液体等内容物从片材的端面渗透到纸层。因此,根据本实施方式,可以构成能够容纳对纸层具有渗透性的内容物的纸制管状容器2100。
[0191]
需要说明的是,只要是容纳对纸层不具有渗透性的内容物的应用,则可以省略端缘244a部分的折边加工、端缘244b部分的折边加工、端缘245a部分的卷曲加工、以及端缘245b部分的卷曲加工中的1个以上。另外,在通过使用保护带保护端缘244a或244b的片材的端面的情况下,可以省略图9b所示的折边加工。另外,主体部203也是同样地,只要是容纳对纸层不具有渗透性的内容物的应用,则对构成主体部203的片材的粘贴方法没有限定,可以将包含片材的一个端缘的带状区域的外面与包含片材的另一个端缘的带状区域的内面粘贴在一起。构成主体部203的片材的端面可以通过使用保护带来保护。
[0192]
另外,与筒部201同样地,构成盖204的筒部220也通过进行折边加工和卷曲加工,以片材的端面不露出在内侧的方式构成。因此,在纸制管状容器2100被盖204重新密封时,即使液体等内容物附着在盖204的内面,也可以防止内容物从构成筒部220的片材的端面渗透到纸层。需要说明的是,为了可靠地防止内容物渗透到构成盖部221的片材的纸层中,可以预先形成大尺寸的用于形成盖部221的坯料,并在将距离外周缘预定范围的环状部分向外侧折回的状态下密封于筒部220的连接部223。但是,只要是容纳对纸层不具有渗透性的内容物的应用,则可以省略形成筒部220时的折边加工和卷曲部252b(内周部224)的加工中的一者或两者。
[0193]
此外,在本实施方式涉及的纸制管状容器2100中,通过将筒部201与平板状的平板部202密封而构成喷嘴,构成主体部203的片材的内面密封于平板部202的外面。构成主体部203的片材以纸为主体且总厚度为30~300μm,因此容易弯曲,通过沿着平板部202的外周折叠主体部203,可以容易地挤出内容物。另外,由于平板部202没有构成残留内容物的空间,因此在通过沿着平板部202的外周折叠主体部203以挤出内容物时,可以减少残留内容物。
[0194]
《第3实施方式》
[0195]
由于管状容器通常用于包装含有液体的内容物,为了防止液体渗透到纸中,在构成主体部的片材使用纸的情况下,需要在纸的一侧(作为主体部的内侧的面一侧)设置树脂层。另外,还需要防止液体从片材的端面渗透。作为将正反面不同素材的片材(例如,最内层为聚乙烯、最外层为纸)以筒状部分地重叠、并且将重叠部分的最内层与最外层粘贴的方
法,具有在重叠部分使用带材的方法,但是由于需要带材,因此制造成本增加,另外,考虑到粘接剂成分有可能从露出在内部的带材的端面溶出,因此不优选作为管状容器的构成。主体部需要具有片材的端面不与内容物接触那样的结构,因此像枕式包装袋那样的、片材的内面呈合掌状彼此对接并而背衬密封的方式是合适的。
[0196]
然而,在将2张包含纸的片材重叠而背衬密封的情况下,背衬密封部分的刚度增强,可能从主体部弹起,损坏包装容器的外观。
[0197]
本实施方式提供一种在主体部的表面使用了纸的美观性高的管状容器。
[0198]
图11是示出实施方式涉及的管状容器的示意性构成的立体图。图12是沿着图11中所示的xii-xii线的剖面图。图13是沿着图11中所示的xiii-xiii线的剖面图。图14是沿着图11中所示的xiv-xiv线的剖面图。
[0199]
管状容器3100具备管状的主体部301和安装于主体部301的注出口部302。
[0200]
主体部301是用于容纳内容物的部件,由包含纸和密封剂的片材形成。主体部301通过以下方式形成:将具有大致平行的一对端缘的片材卷起,并且将各自包含片材的一对端缘的带状部分的内面呈合掌状彼此对接并进行熔接。主体部301可以通过使用制袋机、枕/芯包装机等来制作。
[0201]
注出口部302是用于将容纳在主体部301中的内容物取出到外部的喷嘴,由包含热塑性树脂的材料成型。注出口部302具备注出筒部303和法兰部304。法兰部304是与注出筒部303的一个端部306a(图12中的下端)连接并延伸到注出筒部303的外侧的平板状的部分。在本实施方式中,法兰部304以在与注出筒部303的轴向正交的方向(图12中的左右方向)延伸的方式形成。在本实施方式中,法兰部304形成为圆环状,但是只要能够与主体部301接合即可,对法兰部304的外形没有限定,可以为椭圆形、长圆形、轨道形、多边形等。
[0202]
作为用作注出口部302的材料的热塑性树脂,例如可以使用聚乙烯、聚丙烯、聚酯、聚酰胺以及环状聚烯烃中的任1种,或者2种以上组合使用。注出口部302也可以由包含热塑性树脂和除了树脂以外的填料的材料成型,作为填料,可以使用滑石、高岭土、纸粉以及纤维素纤维中的任1种,或者2种以上组合使用。通过使用热塑性树脂和除了树脂以外的填料的混合物作为注出口部302的材料,可以在保持成型性和与主体部301的片材的热熔接性的同时减少树脂的使用量。对注出口部302的成型方法没有特别地限定,可以使用挤出成形、真空成形/热板加压空气成型等热成型、压制成型等现有的成型方法。
[0203]
如图11和图12所示,主体部301的一个端部305a被密封而封闭。另一方面,主体部301的距离另一个端部305b预定范围的部分被折叠并密封于注出口部302的法兰部304的外面308。如图11和图14所示,法兰部304上形成有构成主体部301的片材折叠而成的多个褶(pleats)312。
[0204]
主体部301形成有使片材的内面呈合掌状彼此对接并熔接而成的背衬密封部307。如图13所示,形成于主体部301的背衬密封部307通过以沿着主体部301的外面的方式弯曲并密封于主体部301。背衬密封部307的外面和主体部301的外面使用具有热熔接性的材料密封。
[0205]
另外,如图14所示,在注出口部302的法兰部304上,通过使距离主体部301的端部305b预定范围的部分的至少一部分折叠,可以在片材之间形成重叠部313。在重叠部313中,重叠的片材的外面彼此接触,并且彼此接触的片材的外面通过使用具有热熔接性的材料而
彼此密封。
[0206]
图15是示出构成管状容器的主体部的片材的层构成的一个例子的剖面图。
[0207]
管状容器3100的主体部301由以纸为主体的片材341构成。片材341是多层片材,其中,在纸层132的一个面上依次层叠基材膜层133、阻隔层134以及密封剂层135,在纸层132的另一个面上层叠纸保护层137,并且在纸保护层137上层叠油墨层138和外涂清漆层139,并且图案化涂布热熔接性涂层340。需要说明的是,纸层132、基材膜层133、阻隔层134、密封剂层135、纸保护层137、油墨层138以及外涂清漆层139可以应用第1实施方式中所说明的各层的构成。另外,构成主体部301的片材341的总厚度和纸(纸浆纤维)的含有比例可以设定在与第1实施方式相同的范围内。可以从片材341中省略除了纸层132和密封剂层135以外的1层以上。
[0208]
(热熔接性涂层)
[0209]
热熔接性涂层340是用于对片材341的外面赋予热熔接性的层。在本实施方式中,如后所述,通过图案化涂布在片材341的外面的热熔接性涂层340,将背衬密封部307的外面密封于主体部301的外面(参照图13),同时通过形成在注出口部302的法兰部304上的重叠部313来密封重叠的片材的外面(参照图14)。
[0210]
热熔接性涂层340可以通过涂布含有丙烯酸聚合物、聚烯烃、聚乙酸乙烯酯、聚酯等熔点为200℃以下的热塑性树脂的涂布剂并使其干燥而形成。除了热塑性树脂以外,涂布剂还可以配合用于防止粘连的无机物等。
[0211]
用于形成热熔接性涂层340的涂布剂的涂布量为0.2~40g/m2、优选为3.0~30g/m2。在涂布剂的涂布量小于0.2g/m2的情况下,片材341的外面之间的粘接强度不足,并且背衬密封部307和重叠部313的片材发生弹起(以下称作“纸弹起”)的现象。另一方面,在涂布剂的涂布量超过40g/m2的情况下,摩擦系数增大,对制袋机等加工装置的机械适应性降低,或者片材341之间容易发生粘连。
[0212]
热熔接性涂层340可以设置在片材341的整个面上,但是由于片材341的表面的摩擦系数大,因此加工主体部301的工序和后续的工序中的机械适应性可能降低。因此,从机械适应性的方面来看,更优选的是,通过对涂布剂进行图案化涂布(部分涂布)而在片材341的表面的一部分上设置热熔接性涂层340。
[0213]
在将热熔接性涂层340设置在片材341的表面的一部分上的情况下,可以在密封对象部位、即背衬密封部307的外面与主体部301的外面接触的部分、以及重叠部313中重叠片材的外面彼此接触的部分,设置热熔接性涂层340。但是,也可以仅在密封对象部位的接触面的一者上设置热熔接性涂层340。
[0214]
对构成主体部301的片材341的厚度(总厚度)没有特别地限定,优选为30~300μm。如果构成主体部301的膜的厚度在该范围内,则可以通过使用制袋机、枕/芯包装机等容易地将主体部301加工成筒状。另外,由于纸层132赋予强度和刚度,因此可以比一般的层叠管(厚度300~500μm)薄,也可以减少树脂使用量。
[0215]
为了降低构成主体部301的片材341的树脂比例,片材341的质量当中,纸层132占的比例优选为50%以上。从减少树脂的使用量的观点来看,纸层132的比例越高越优选。
[0216]
需要说明的是,在图15所示的片材341的层构成中,也可以省略基材膜层133、阻隔层134、纸保护层137、油墨层138以及外涂清漆层139中的1层以上。
[0217]
如图11所示,管状容器3100可以进一步具备螺旋盖311,该螺旋盖311可以通过螺纹连接在注出口部302的注出筒部303并且可拆卸。在管状容器3100具备螺旋盖311的情况下,在打开管状容器3100后容易再次密封。
[0218]
另外,管状容器3100也可以具备铰链盖来代替螺旋盖311。在设置铰链盖的情况下,铰链盖可以通过螺纹连接图11所示的注出筒部303而安装在注出口部302。或者,可以在注出筒部303的外面设置肋代替螺纹牙,并且经由肋的嵌入而将铰链盖安装在注出口部302。
[0219]
另外,注出筒部303的端部306b可以用膜密封,该膜在管状容器3100未开封的状态下封闭注出筒部303。
[0220]
进一步,为了在管状容器3100未开封的状态下使容器内部保持密闭状态,注出筒部303的内部可以由分隔壁封闭。在设置分隔壁的情况下,优选的是,沿着注出筒部303的内周设置圆形的半切口,同时设置与由半切口包围的部分连接的拉环。通过这样的构成,在打开管状容器100时,使用者牵拉拉环以使分隔壁的半切口327的部分断裂,从而除去由半切口包围的分隔壁的一部分,可以形成用于将内容物从主体部301向注出筒部303注出的开口部。
[0221]
以下,对本实施方式涉及的管状容器3100的制造方法进行说明。
[0222]
图16是构成管状容器的主体部的片材的俯视图。
[0223]
图16所示的片材320是具有图15中所说明的层构成的片材,对应于1个主体部301。图16中的上侧的端缘324附近相当于与注出口部302熔接的部分,图16中的下侧的端缘附近相当于成为封闭端的部分。另外,由2点划线夹着的中央区域321是成为管状容器3100的前面的部分,与区域321的两侧相邻的区域322是成为管状容器3100的背面的部分。另外,图16的纸面的靠近自己的一侧是成为主体部301的外面的面。
[0224]
在片材320的表面(外面)当中,通过对热熔接性的涂布剂进行图案化涂布,在沿着端缘323a的带状区域325和包括与端缘323a相邻的端缘324的带状区域326中形成上述热熔接性涂层。将片材320卷成筒状,并且将沿着相对的平行的端缘323a和323b的带状区域的内面呈合掌状彼此对接以形成背衬密封部307,在将背衬密封部307沿着主体部301弯曲时,区域325相当于背衬密封部307的外面与主体部301的外面接触的部分。另外,在将成为筒状的片材320与注出口部302的法兰部304接合时,区域326是熔接于法兰部304的部分,相当于折叠并形成褶312的部分。
[0225]
图17a~图17d是用于说明管状容器的主体部的制造方法的剖面图。在图17a~图17d中,与纸面正交的方向是片材320的传送方向,片材320在被未图示的传送装置传送的同时被依次加工。
[0226]
首先,如图17a所示,将片材320卷附在板状的夹具351上,使包含一个端缘323a的预定范围与包含另一个端缘323b的预定范围重叠。如图16所说明的那样,在沿着端缘323a的区域325中设置热熔接性涂层。
[0227]
接着,如图17b所示,使用剖面为倒t字形的引导件352,将沿着端缘323a的带状部分和沿着端缘323b的带状部分立起来,并夹着引导件352而使它们的内面呈合掌状彼此相对。
[0228]
接着,如图17c所示,使用平板状的引导件353,将片材320的内面呈合掌状彼此对
接而成的部分弯曲大约90度,以获得3个片材重叠的状态。
[0229]
在这种状态下,如图17d所示,通过使用密封条354密封,使片材320的内面彼此熔接以形成背衬密封部307,同时通过设置在区域325中的热熔接性涂层,从而可以形成将背衬密封部307熔接于主体部301的外面而成的主体部301。
[0230]
图18a~图18c是用于说明管状容器的主体部与注出口部的熔接方法的图。
[0231]
首先,如图18a和图18b所示,准备筒状的主体部301和另外成型的注出口部302,从主体部301的端部305b插入注出口部302的法兰部304。优选将另外成型的螺旋盖311拧入注出口部302中以一体化。如图16所说明的那样,包含端缘324的区域326中设置有热熔接性涂层。
[0232]
接着,如图18b所示,通过使用从主体部301的另一个端部插入的夹具356来支持法兰部的内面,并且使用未图示的爪具,将距离主体部301的端缘324(端部305b)预定范围的部分按照图18b所示的白色箭头方向折回并按压。用于折回主体部301的爪具可以在注出口部302的圆周方向上每隔预定间隔设置多个。
[0233]
接着,如图18c所示,将距离主体部301的端缘324预定范围的部分夹入到超声波焊头等熔接装置357与夹具356之间。通过使用多个间隔配置的爪具按压距离主体部301的端缘324预定范围的部分并用熔接装置357压制,并且折叠距离主体部301的端缘324预定范围的部分,从而使其熔接于法兰部304。由此,可以将主体部301与注出口部302接合在一起。
[0234]
然后,通过将内容物填充到主体部301的内部并封闭主体部301的端部,可以得到使用了管状容器3100的包装体。
[0235]
作为在制造管状容器3100时熔接主体部301和注出口部302的方法,可以利用超声波熔接、高频熔接、热封熔接、热风熔接、主体部插入件的压制成型等,但是在不易受纸的绝热性的影响的方面来看,优选采用超声波熔接。
[0236]
如上所述,在本实施方式涉及的管状容器中,由于主体部301由具有纸和密封剂的片材构成,因此可以减少树脂的使用量,并且通过纸对主体部301赋予刚度,从而容器的自立性和操作性优异。由于形成于主体部301的背衬密封部307熔接于主体部301的外面,同时形成于法兰部304上的片材的重叠部313彼此熔接,因此可以提供一种背衬密封部307和重叠部313不会发生纸弹起而美观性优异的管状容器3100。
[0237]
另外,在本实施方式涉及的管状容器3100中,法兰部304具有相对于注出筒部303的中心轴正交的平板状,并且主体部301熔接于法兰部304的外面308上,因此在管状容器3100的内容物较少的情况下,通过沿着法兰部304的外周缘折叠主体部301,可以容易地挤出内容物。另外,由于法兰部304为平板状,法兰部304不会形成残留内容物的空间,因此通过沿着法兰部304的外周缘弯曲主体部301,使得法兰部304与主体部301成为几乎扁平状态,可以在不残留的情况下挤出内容物。
[0238]
(变形例)
[0239]
在上述实施方式中,说明了在图16所示的区域325和26这二者层叠热熔接性涂层340的例子,但是根据法兰部304的形状和主体部301向法兰部304的熔接部分的折叠方法,在可以减少重叠部313的数量和重叠面积的情况下,可以省略区域326(重叠部313)的热熔接性涂层340,而仅在区域325设置热熔接性涂层340。在这种情况下,通过使背衬密封部307以沿着主体部301的外面的方式弯曲并密封,可以得到防止背衬密封部307的纸弹起的美观
性高的管状容器。
[0240]
另外,在上述实施方式中,说明了通过涂布剂的图案化涂布来层叠热熔接性涂层340的例子,但是也可以通过在构成主体部301的片材的整个面上涂布涂布剂以形成热熔接性涂层340。
[0241]
另外,在上述实施方式中,说明了通过设置热熔接性涂层340来将背衬密封部307和重叠部313熔接的例子,但是也可以不层叠热熔接性涂层340,而是使用具有热熔接性的材料在纸层132的整个面上形成图16所示的纸保护层137,并且通过纸保护层137,可以将背衬密封部307熔接于主体部301的外面。另外,除了背衬密封部307以外,法兰部304上的重叠部313处重叠的片材之间也可以通过纸保护层137熔接。在使用热熔接性的材料形成纸保护层137的情况下,可以将丙烯酸聚合物、聚烯烃、聚乙酸乙烯酯、聚酯等热熔接树脂挤出涂布在纸层132上,也可以将含有这些热塑性树脂和根据需要添加的无机化合物的涂布剂涂布在纸层132上。在通过树脂的挤出涂布来形成热熔接性的纸保护层137的情况下,厚度优选为5~30μm;在通过涂布剂来形成热塑性的纸保护层137的情况下,厚度优选为0.2~20μm。
[0242]
本实施方式涉及的管状容器如下所述。
[0243]
[1]一种管状容器,具备:
[0244]
注出口部,其具有筒状的注出筒部、和与所述注出筒部的一端连接并延伸到所述注出筒部的外侧的法兰部;和
[0245]
管状的主体部,由在纸的一侧具有密封剂的片材构成,一端封闭、并且距离另一端预定范围的部分密封于所述法兰部,
[0246]
所述主体部形成有使卷成筒状的所述片材呈合掌状对接并密封而成的背衬密封部,
[0247]
所述背衬密封部以沿着所述主体部的外面的方式弯曲并密封于所述主体部。
[0248]
[2]根据项目[1]所述的管状容器,
[0249]
通过使所述主体部的所述预定范围的部分的至少一部分折叠,在片材之间形成重叠部,
[0250]
在所述重叠部处重叠的片材彼此密封。
[0251]
[3]根据项目[2]所述的管状容器,
[0252]
通过在构成所述主体部的片材的纸的另一个面上部分地涂布的具有热熔接性的材料,所述背衬密封部密封于所述主体部的外面,同时在所述重叠部处重叠的片材彼此密封。
[0253]
[4]根据项目[3]所述的管状容器,
[0254]
所述涂布剂的涂布量为0.2~40g/m2。
[0255]
[5]根据项目[2]所述的管状容器,
[0256]
通过在构成所述主体部的片材的纸的另一个面的整个面上层叠的具有热熔接性的材料的层,所述背衬密封部密封于所述主体部的外面,同时在所述重叠部处重叠的片材彼此密封。
[0257]
《第4实施方式》
[0258]
在上述日本实公平7-45311号公报中所记载的管状容器的主体部中,由于纸的端面露出在管状容器内部,存在内容物与纸接触、内容物透过纸而溶出、析出的问题。因此,如
日本特开2012-25471号公报中所记载管状容器的主体部那样,通过使层叠有使用了纸的中间层的层叠体构成的坯料的两侧端部的最内层彼此重叠并折回而热熔接(合掌粘贴),纸的端面不会露出在管状容器内部,但是存在包含纸的主体部密封部变厚,管状容器的外观变差的问题。
[0259]
本实施方式提供一种纸的端面不会露出在管状容器的主体部内部,并且外观良好的管状容器的主体部。
[0260]
《第4实施方式的管状容器的主体部》
[0261]
图19是示出构成第4实施方式涉及的管状容器的主体部4100的层叠片材410的层构成的剖面图。层叠片材410例如在内侧层叠膜411与外侧层叠膜415之间层叠有纸层420,其中内侧层叠膜411依次层叠有第1密封剂层412、阻隔层413、第1基材膜层414,外侧层叠膜415依次层叠有第2基材膜层416、第2密封剂层417。该纸层420以夹在第1粘接层418与第2粘接层419之间的方式设置,其中第1粘接层418层叠在第1基材膜层414的与阻隔层413相反一侧,第2粘接层419层叠在第2基材膜层416的与第2密封剂层417相反一侧。另外,在纸层420的第2基材膜层416侧部分地层叠有油墨层421。
[0262]
接下来,对构成层叠片材410的各层进行详细地说明。
[0263]
(第1密封剂层)
[0264]
第1密封剂层412是层叠片材410的最内层和内侧层叠膜411的最内层,是热塑性树脂层。第1密封剂层412是在将层叠片材410形成为筒状时与最内层的第2密封剂层417密封的层。另外,在将形成为筒状的主体部4100用于后述的管状容器4300的情况下,第1密封剂层412是与注出口部450粘接的层,因此优选与注出口部450的密合性是合适的。
[0265]
用于第1密封剂层412的材料只要是热塑性树脂即可,没有特别地限定,例如优选为聚丙烯、聚乙烯、环状聚烯烃、聚酯等。另外,第1密封剂层412的软化温度需要比第1基材膜层414的软化温度低20℃以上、更优选低40℃以上。当从第1基材膜层414的软化温度减去第1密封剂层412的软化温度而得的温度小于20℃时,在用于形成层叠片材410的筒状的主体部密封时,第1基材膜层414和第2基材膜层416发生软化,在主体部4100中产生微小孔(针孔)的可能性变高。
[0266]
(阻隔层)
[0267]
阻隔层413是内侧层叠膜411的中间层,是为了内容物的品质保证和保质期的延长等而层叠的。
[0268]
该阻隔层413包括由铝等金属蒸镀、二氧化硅或氧化铝等无机化合物的蒸镀、由板状矿物和粘合剂树脂构成的阻隔涂布材料,包含作为成分的乙烯-乙烯醇共聚物(evoh)和聚偏二氯乙烯(pvdc)等的阻隔性树脂覆膜中的任1种以上。另外,也可以将这些组合使用。需要说明的是,当阻隔层413是透明的,则有助于管状容器的主体部4100的透明化,从而提高内容物的可视性,并且容易确认剩余量等,因此阻隔层413优选是透明的。
[0269]
(第1基材膜层)
[0270]
第1基材膜层414是内侧层叠膜411的最内层,兼作上述阻隔层413的基材层。
[0271]
对用于第1基材膜层414的材料没有特别地限定,从耐热性、加热时的韧性、以及物理强度的观点来看,优选聚烯烃、聚酯、聚酰胺等拉伸膜。另外,第1基材膜层414也可以使用纸。
[0272]
需要说明的是,如果外侧层叠膜415中层叠有后述的第2基材膜层416,则内侧层叠膜411中也可以不层叠第1基材膜层414。
[0273]
(第1粘接层)
[0274]
第1粘接层418是用于与后述的第2粘接层419一起夹着纸层420,并与外侧层叠膜415一体化的层。
[0275]
作为第1粘接层418的组成,为热塑性树脂,例如为包含1种以上的聚烯烃、聚丙烯酸、pe系、pp系等各种热熔材料的物质。只要可对第2粘接层419热熔接,则对上述的组成没有特别地限定,但是优选的是与后述的第2粘接层419相同的材料,可以得到更高的粘接强度。
[0276]
第1粘接层418的厚度例如为5μm以上100μm以下、特别优选为10μm以上50μm以下。当第1粘接层418的厚度小于5μm时,在将纸层420与外侧层叠膜415粘贴时无法获得足够的强度,当第1粘接层418的厚度大于100μm时,纸层420与外侧层叠膜415粘贴等时的加工适应性和加工速度变差,并且树脂使用量增多,不经济。
[0277]
(纸层)
[0278]
纸层420是层叠片材410的中间层,是这样的层:通过夹在第1粘接层418与后述的第2粘接层419之间,并且在外侧层叠膜415与内侧层叠膜411之间与这些膜粘贴,对管状容器的主体部4100赋予强度。
[0279]
对用于纸层420的材料没有特别地限定,但是为了美观性,可以使用云流纸,为了刚度,可以使用厚的牛皮纸等。另外,纸层420通过包含5%以上的纤维素纤维,可以区别于由树脂纤维抄纸而制成的合成纸,可以定义为包含纤维素纤维。
[0280]
纸层420的单位面积重量优选为3g/m2以上300g/m2以下。另外,如果纸层420的单位面积重量为10g/m2以上150g/m2以下,则容易进行主体部成形加工等操作,并且在使用采用了该主体部4100的管状容器4300时主体部4100的刚度感良好。当纸层420的单位面积重量小于3g/m2时,在将外侧层叠膜415与内侧层叠膜411粘贴时发生断纸,对主体部4100的成形加工无法很好地进行。另一方面,当纸层420的单位面积重量大于300g/m2时,层叠片材410的总厚度增加,在形成为筒状时无法良好地进行熔接加工。
[0281]
(第2粘接层)
[0282]
第2粘接层419是用于与前述的第1粘接层418一起夹着纸层420,并与内侧层叠膜411一体化的层。
[0283]
作为第2粘接层419的组成,为热塑性树脂,例如为包含1种以上的聚烯烃、聚丙烯酸、pe系、pp系等各种热熔材料的物质。只要可对第1粘接层418热熔接,则对上述的组成没有特别地限定,但是优选的是与前述的第1粘接层418相同的材料,可以得到更高的粘接强度。
[0284]
第2粘接层419的厚度与第1粘接层418相同,例如为5μm以上100μm以下、特别优选为10μm以上50μm以下。当第2粘接层419的厚度小于5μm时,在将纸层420与内侧层叠膜411粘贴时无法获得足够的强度,当第2粘接层419的厚度大于100μm时,纸层420与内侧层叠膜411粘贴等时的加工适应性和加工速度变差,并且树脂使用量增多,不经济。
[0285]
(第2基材膜层)
[0286]
第2基材膜层416是内侧层叠膜411的最内层,是主要用于赋予韧性的层。用于第2
基材膜层416的材料与上述第1基材膜层414相同。
[0287]
需要说明的是,如果内侧层叠膜411中层叠有前述的第1基材膜层414,则外侧层叠膜415中也可以不层叠第2基材膜层416。
[0288]
(第2密封剂层)
[0289]
第2密封剂层417是层叠片材410的最外层和外侧层叠膜415的最外层,是热塑性树脂层。
[0290]
第2密封剂层417是赋予与第1密封剂层412的热熔接性,并且用于保护纸层420的层。
[0291]
第2密封剂层417只要是热塑性树脂即可,没有特别地限定,例如可以是对包含1种以上的低熔点的聚乙烯、聚丙烯、聚对苯二甲酸乙二醇酯和聚甲基丙烯酸的物质进行挤出加工或者对涂液化后的物质进行涂布而成的。另外,为了将层叠片材410成形为筒状,可以仅对密封部分进行图案化涂布。
[0292]
第2密封剂层417的厚度优选为3μm以上200μm以下、更优选为8μm以上30μm以下。当第2密封剂层417的厚度小于3μm时,在与第1密封剂层412热熔接时无法保持充分的强度,并且在将层叠片材410用于管状容器4300时存在袋子破裂等问题。另一方面,当第2密封剂层417的厚度大于200μm时,层叠片材410的层厚变厚,不经济。
[0293]
(油墨层)
[0294]
在图19中,油墨层421仅部分地层叠在纸层420的外侧层叠膜415侧的面上,但是对层叠油墨层421的位置没有特别地限定。
[0295]
除了上述纸层420的外侧层叠膜415侧的面以外,例如可以在第2密封剂层417的与第2基材膜层相对一侧的面、第1基材膜层414的与阻隔层413相反一侧的面或者阻隔层413侧的面、第2基材膜层416的第2密封剂层一侧的面或者与第2密封剂层417相反一侧的面等上层叠油墨层421。
[0296]
对用于油墨层421的油墨的种类没有特别地限定,优选选择适合于印刷方法和印刷基材的油墨。对油墨层421的印刷方法没有特别地限定,例如可以使用凹版印刷、胶版印刷、柔版印刷等一般的印刷方法。
[0297]
使用了上述各层的层叠片材410的制作例如如下所述。
[0298]
将油墨层421层叠(印刷)在纸层420的单面上。将第1密封剂层412、阻隔层413、第1基材膜层414依次层叠,并使用干式层压用粘接剂进行干式层压,从而制作内侧层叠膜411。另外,通过挤出机层压将第2密封剂层417形成在第2基材膜层416的单面上,从而制作外侧层叠膜415。
[0299]
将第1粘接层418层叠在上述第1基材膜层414的与阻隔层413相反一侧的面上,并且在该第1粘接层418的与第1基材膜层414相反一侧的面上,以印刷面朝上并形成多个条纹状的方式供给并层叠印刷后的纸层420。在纸层420的与第1粘接层418相反一侧的面上依次层叠第2粘接层419、使第2密封剂层417朝上的外侧层叠膜415。使用第1粘接层418和第2粘接层419,通过挤出机层压将内侧层叠膜411、外侧层叠膜415以及它们之间的纸层420进行粘贴,从而完成了层叠片材410。
[0300]
层叠片材410的厚度优选为30μm以上300μm以下。通过具有该厚度,在使用了由层叠片材410构成的管状容器的主体4100而成的管状容器4300中,容易以轻微的力将内容物
挤出。另外,在内容物被挤出时,主体部4100可以被均匀地压扁直到端部,以减少主体部4100的宽度方向端部处的曲率半径,可以抑制内容物的残留。
[0301]
图20是示出用于第4实施方式涉及的管状容器的主体部4100的主体部形成用坯料4200的俯视图。图21是图20的a-a线放大剖面图。主体部形成用坯料4200由上述层叠片材410构成。主体部形成用坯料4200通过以下方法形成:在主体部的高度方向上以多个条纹状层叠纸层420而成的层叠片材410中,如图20所示,当在主体部的高度方向上俯视时,以形成以纸层420部分为中央且其两侧部分未层叠纸层420的仅有膜的部分431、432的方式切开,进一步,在与主体部的高度方向正交的方向上以预定的长度进行切割。这里,主体部的高度方向是指形成为筒状的主体部4100(例如)为圆柱状时该圆柱的高度方向。
[0302]
如图20所示,第4实施方式涉及的管状容器的主体部4100使用的主体部形成用坯料4200例如为大致矩形。如图21所示,纸层420的端面441至少在主体部形成用坯料4200的相对的两个端缘侧没有露出。纸层420被夹在内侧层叠膜411与外侧层叠膜415之间,并且在主体部形成用坯料4200的相对的两个端缘侧纸层420的端面441受到保护。需要说明的是,内侧层叠膜411、纸层420以及外侧层叠膜415通过图19所示的第1粘接层418和第2粘接层419(图21中未图示)一体化。
[0303]
图22(a)是与第4实施方式涉及的管状容器的主体部4100的高度方向正交的放大剖面图。
[0304]
如图22(a)所示,通过将作为热塑性树脂的最外侧的面410a和最内侧的面410b重叠并热熔接,将上述主体部形成用坯料4200的相对的两个端缘彼此形成为筒状,从而完成管状容器的主体部4100。即,以使一个端缘在管状容器的主体部4100的内侧、另一个端缘在管状容器的主体部4100的外侧的方式,将主体部形成用坯料4200的相对的两个端缘彼此重叠并热熔接,成为所谓的封筒粘贴。
[0305]
在图22(a)所示的第4实施方式涉及的管状容器的主体部4100中,在将主体部形成用坯料4200的相对的两个端缘彼此重叠时,将层叠了纸层420的部分卷附直至彼此重叠,并进行热熔接。例如,将层叠了纸层420的部分卷附在芯轴或板上,直至彼此重叠,在将主体部形成用坯料4200的相对的两个端缘彼此重叠后,从单面或两面施加热封棒或热板,使得主体部形成用坯料4200的相对的两个端缘彼此热熔接。另外,例如,通过对主体部形成用坯料4200的一个端缘或两个端缘进行加热,在表面树脂熔融的同时,将层叠了纸层420的部分卷附直至彼此重叠,使得主体部形成用坯料4200重叠并进行冷却,从而进行了密封。
[0306]
作为将上述的主体部形成用坯料4200形成为筒状的方法,可以列举出以下方法:通过一般的制管机、制袋机、枕/芯包装机等,使主体部形成用坯料4200的相对的两个端缘的最内层与最外层重叠并热熔接。例如,在使用制袋机的情况下,可以列举出以下方法:将切开成条状的层叠片材410在与主体部的高度方向正交的方向上采用片材折叠引导件折叠成筒状,使得层叠片材410的两个端缘的最内层和最外层重叠,并且使用热封棒从该重叠部分的上方进行热熔接。
[0307]
《变形例的管状容器的主体部》
[0308]
变形例的管状容器的主体部4101可以由与构成第1实施方式的管状容器的主体部4100的主体部形成用坯料4200相同的主体部形成用坯料4200形成,但是在形成为筒状时的热熔接部分的结构不同。
[0309]
图22(b)是与变形例涉及的管状容器的主体部4101的高度方向正交的放大剖面图。
[0310]
以与图22(a)所示的第4实施方式涉及的管状容器的主体部4100相同的方式,通过将作为热塑性树脂的最外层的面410a和最内层的面410b重叠并热熔接,使得主体部形成用坯料4200的相对的两个端缘形成为筒状,从而完成管状容器的主体部4101。即,以使一个端缘在管状容器的主体部4101的内侧、另一个端缘在管状容器的主体部4101的外侧的方式,将主体部形成用坯料4200的相对的两个端缘彼此重叠并热熔接。
[0311]
但是,与第4实施方式涉及的管状容器的主体部4100不同的是,在图22(b)所示的变形例涉及的管状容器的主体部4101中,在将主体部形成用坯料4200的相对的两个端缘彼此重叠时,将层叠纸层420的部分卷附直至刚刚重叠,并进行热熔接。例如,将层叠纸层420的部分卷附在芯轴和板上直至刚刚重叠,在将主体部形成用坯料4200的相对的两个端缘彼此重叠后,从单面或两面施加热封棒或热板,使得主体部形成用坯料4200的相对的两个端缘彼此热熔接。另外,例如,通过对主体部形成用坯料4200的一个端缘或两个端缘进行加热,在表面树脂熔融的同时,将层叠纸层420的部分卷附直至刚刚重叠,使得主体部形成用坯料4200重叠并进行冷却,从而进行了密封。
[0312]
需要说明的是,当在未层叠纸层420的仅有膜的部分431、432彼此重叠的状态下将层叠片材410进行卷附并热熔接时,成为在与主体部的高度方向正交的剖面的圆周的一部分处未设置纸层420的状态,从保护内容物的方面来看是不优选的。因此,如图22(a)、图22(b)所示,优选在与主体部的高度方向正交的剖面的整个圆周设置纸层420。
[0313]
作为在变形例涉及的管状容器的主体部4101中,将主体部形成用坯料4200形成为筒状的方法,与第4实施方式涉及的管状容器的主体部4100同样地,可以列举出以下方法:通过一般的制管机、制袋机、枕/芯包装机等,使主体部形成用坯料4200的相对的两个端缘的最内层与最外层重叠并热熔接。例如,在使用制袋机的情况下,可以列举出以下方法:将切开成条状的层叠片材410在与主体部的高度方向正交的方向上利用片材折叠引导件折叠成筒状,使得层叠片材410的两个端缘的最内层和最外层重叠,并且使用热封棒从重叠部分的上方进行热熔接。
[0314]
《使用了第4实施方式涉及的管状容器的主体部的管状容器的一个例子》
[0315]
图23(a)是使用了第4实施方式涉及的管状容器的主体部4100的管状容器的第一例的主视图。图23(b)是使用了第4实施方式涉及的管状容器的主体部4100的管状容器的第一例的侧视图。
[0316]
管状容器4300包括上述的管状容器的主体部4100和注出口部450。管状容器的主体部4100的一端是封闭的,并且注出口部450安装在该主体部4100的另一端。另外,作为一个例子,管状容器4300进一步具备安装到注出口部450的铰链盖(未图示)。需要说明的是,为了方便,图23示出了铰链盖(未图示)未安装到注出口部450的状态。
[0317]
在管状容器的主体部4100中,位于一端的底部462是封闭的,并且容纳有内容物(未图示)。作为一个例子,主体部通过以下方法形成:由上述层叠片材410构成的主体部形成用坯料4200形成为筒状,然后将底部462和作为沿着主体部的高度方向的端缘的层叠片材410的端缘部彼此粘接。对将底部462中的层叠片材410彼此粘接的方法没有特别地限定,例如可以使用以下方法:在相对的层叠片材410的最内层之间设置含有聚乙烯的粘接层,并
且将它们热熔接。将管状容器的主体部4100中的层叠片410彼此粘接的方法可以与上述图22所示的第4实施方式涉及的管状容器的主体部4100的筒状形成方法相同。因此,在用于形成主体部4100的筒状的主体部密封部和底部462中,内容物不会与纸层420的端面441接触。
[0318]
图24是沿着图23的注出口部450附近的b-b线的放大剖面图。注出口部450是安装在位于管状容器的主体部4100的另一端的顶部461、并且能够封闭管状容器的主体部4100的顶部461的部件。注出口部450具备与管状容器的主体部4100的高度方向正交的平板状的封闭部451。在图23、图24中,主体部的高度方向是指将位于主体部4100的一端的底部462与安装在主体部4100的另一端的注出口部450连接起来的主体部4100的轴线方向。
[0319]
作为一个例子,封闭部451为圆板状,但是只要是平板状即可,不限定其形状,也可以是椭圆形、长圆形、多边形等。对注出口部450的材料没有特别地限定,优选使用低密度聚乙烯等树脂材料。另外,通过与主体部4100一起使用对注出口部450赋予阻隔功能的材料,能够提高管状容器4300整体的阻隔功能,从而能够进一步保护内容物的品质。与现有技术涉及的形成为锥状的注出口部450相比,封闭部451形成为平板状的的注出口部450可以减少所使用的材料。
[0320]
作为一个例子,封闭部451在大致中心部具有圆环形的半切口452,并且在半切口452的内侧具备拉环453。封闭部451通过具备半切口452和拉环453,管状容器4300的使用者牵拉拉环453并沿着半切口452除去封闭部451的一部分,从而可以在封闭部451形成用于将内容物取出的开口。需要说明的是,也可以不设置半切口452和拉环453,而是预先在封闭部451形成用于将内容物取出的开口。
[0321]
在注出口450的周缘部中,管状容器的主体部4100的顶部461安装在注出口部450的与管状容器的主体部4100的底部462侧相反一侧的面上。在图24中,在封闭部451的端缘(周缘部)中,管状容器的主体部4100的顶部461粘接于封闭部451的与管状容器的主体部4100的底部462侧相反一侧的面上。因此,在与用于主体部4100的筒状形成的主体部密封部、底部462以及注出口部450的安装部位中,内容物不会与纸层420的端面441接触,作为使用了主体部4100的管状容器4300的整体,内容物不会与纸层420的端面441接触。
[0322]
对管状容器的主体部4100与封闭部451的粘接方法没有特别地限定,例如可以使用以下方法:在层叠片材410的最内层设置含有聚乙烯的第2密封剂层,并使用含有聚乙烯的材料形成注出口部450,然后将它们热熔接。
[0323]
铰链盖(未图示)是安装到注出口部450并且能够使形成于注出口部450的开口关闭和打开的部件。
[0324]
需要说明的是,用于实现使形成于注出口部450的开口的关闭和打开的方式不限于铰链盖,例如也可以包括具有设置于注出口部450的外螺纹的圆筒部、和具备可以拧入该外螺纹的内螺纹的盖子的方式。
[0325]
在管状容器4300中,注出口部450具备与管状容器的主体部4100的高度方向正交的平板状的封闭部451,同时在封闭部451的端缘中,管状容器的主体部4100的顶部461粘接于封闭部451的与管状容器的主体部4100的底部462侧相反一侧的面上。因此,通过手指等使主体部4100在封闭部451的端缘处弯曲,可以将稍微残留在主体部4100中的内容物通过夹在封闭部451的内方侧的平面与主体部4100的内面而向注出口部450的开口的周边挤出。
[0326]
另外,由于注出口部450的封闭部451是平板状,因此与现有技术中形成为锥状的
注出口部450不同的是,在内方侧没有允许内容物残留的空间。因此,向注出口部450的开口的周边挤出的内容物不会残留在主体部4100和注出口部450的内部,而是从开口挤出。结果,可以抑制容器内部的内容物的残留。
[0327]
需要说明的是,在管状容器4300中,如上所述,通过在使主体部4100弯曲的同时挤出内容物,可以抑制内容物的残留。因此,优选的是,使用容易使主体部弯曲的刚性低(刚度不强)的层叠片材410来形成主体部。
[0328]
如上所述,通过将构成管状容器的主体部4100的层叠片材410的厚度设定为30μm以上300μm以下,可以在使用了由该层叠片材410构成的管状容器的主体部4100的管状容器4300中,容易用轻微的力挤出内容物,从而可以抑制内容物的残留。另外,管状容器的主体部4100可以容易地弯曲。
[0329]
另外,当设置上述铰链盖作为盖时,与设置和封闭部451旋拧并旋转开栓的盖的情况相比,可以减少相对于在开栓时用手握住主体部所需要的扭转的刚性,因而容易采用刚性低的层叠片材410,因此优选。
[0330]
《第5实施方式》
[0331]
在主体部使用树脂和纸的管状容器的情况下,从资源再利用的观点来看,优选能够将膜和纸分离废弃。但是,在以往研究的使用纸作为构成主体部的素材的一部分的管状容器中,无法将膜和纸分离。
[0332]
本实施方式提供一种能够将构成主体部的膜和纸分离的管状容器。
[0333]
本实施方式涉及的管状容器具备与图11和图12所示的第3实施方式涉及的管状容器相同的构成的、管状的主体部和安装在主体部上的注出口部。但是,构成主体部的片材与构成第3实施方式涉及的主体部的片材不同。
[0334]
图25~图29是示出构成管状容器的主体部的片材的一个例子的剖面图,图30是管状容器的主体部的横剖面图。
[0335]
管状容器的主体部由片材541构成。片材541是多层片材,其中,在纸层132的一侧依次层叠基材膜层133、阻隔层134、以及密封剂层135,在纸层132的另一侧层叠纸保护层137,进一步在纸保护层137上层叠油墨层138和外涂清漆层139。可以在各层之间使用将各层彼此粘接的粘接剂
[0336]
纸层132与基材膜层133之间具有易剥离性。即,纸层132与基材膜层133之间的剥离强度被设计为弱于其他层之间的剥离强度,从而纸层132与基材膜层133能够剥离。通过使纸层132与基材膜层133剥离,容易将纸层132和层叠在纸层132上的层(图25~图29中的纸保护层137、油墨层138、外涂清漆层139)从片材541上分离。纸层132与基材膜层133之间的剥离强度为0.5n/15mm以上10n/15mm以下、更优选为1n/15mm以上3n/15mm以下。在剥离强度小于0.5n/15mm的情况下,粘接强度较弱,在管状容器5100的使用过程中可能会无意中剥离纸层132。在超过10n/15mm的情况下,剥离强度较强,纸层132与基材膜层133难以分离。
[0337]
需要说明的是,纸层132、基材膜层133、阻隔层134、密封剂层135、纸保护层137、油墨层138以及外涂清漆层139可以应用与第1实施方式中所说明的各层的构成。另外,构成主体部的片材541的总厚度和纸(纸浆纤维)的含有比例可以设定在与第1实施方式相同的范围内。可以从片材541中省略除了纸层132和密封剂层135以外的1层以上。
[0338]
在本实施方式中,用于纸层132的纸的单位面积重量为30~300g/m2、优选为50~
170g/m2。另外,本实施方式中的密封剂层135是用于将粘贴部507和注出口部与主体部熔接而设置的层。在本实施方式中,纸保护层137的厚度优选为0.2~50μm、更优选为0.5~20μm。
[0339]
接着,对在纸层132与基材膜层133之间赋予易剥离性的方法进行说明。作为赋予易剥离性的一个例子,如图25所示,在纸层132与基材膜层133之间层叠易剥离层536a的方法。易剥离层536a例如是包含易剥离材料、伪粘接剂等的层,其为了削弱纸层132与基材膜层133之间的剥离强度而设置。以下,对使用了易剥离材料和伪粘接剂作为易剥离层536a的情况进行说明。
[0340]
(使用ep材料的方法)
[0341]
作为层叠在纸层132与基材膜层133之间的易剥离层536a,可以层叠由易剥离(ep)材料构成的ep层。通过使用剥离强度为0.5n/15mm以上10n/15mm以下的ep材料,纸层132与基材膜层133之间的剥离强度可以成为0.5n/15mm以上10n/15mm以下,纸层132与基材膜层133可以被剥离。需要说明的是,纸层132与基材膜层133之间的剥离强度基本等于ep材料的剥离强度。因此,通过调整ep材料的剥离强度,可以适当地设定纸层132与基材膜层133之间的剥离强度。作为ep材料,可以列举出使用易剥离膜、或凝聚力弱的热熔材料等。
[0342]
(使用伪粘接剂的方法)
[0343]
在纸层132与基材膜层133的粘接中,可以使用诸如压敏粘接剂或可再剥离粘接剂之类的伪粘接剂。此时,所涂布的伪粘接剂相当于易剥离层536a。可以适当选择和调整这些伪粘接剂的材料和涂布量,以使纸层132与基材膜层133之间的剥离强度成为0.5n/15mm以上10n/15mm以下。由此,可以适当地设定纸层132与基材膜层133之间的剥离强度,并且能够使纸层132和基材膜层133剥离。
[0344]
另外,作为在纸层132与基材膜层133之间赋予易剥离性的其他方法,例如,如图26~图28所示,在纸层132与基材膜层133之间通过图案化涂布剥离性清漆或易粘接性清漆来削弱纸层132与基材膜层133之间的剥离强度。以下,对图案化涂布剥离性清漆或易粘接性清漆的情况进行说明。
[0345]
(图案化涂布剥离性清漆的方法)
[0346]
如图26所示,通过在纸层132的基材膜层133侧的面和基材膜层133的纸层132侧的面中的至少一者上图案化涂布具有剥离性的清漆(剥离性清漆)36b,可以使纸层132与基材膜层133通过粘接剂粘接。适当调整剥离性清漆536b的涂布量和涂布图案,以使纸层132与基材膜层133之间的剥离强度成为0.5n/15mm以上10n/15mm以下。由此,可以适当地设定纸层132与基材膜层133之间的剥离强度,并且能够使纸层132和基材膜层133剥离。在层压基材膜层133和纸层132时,可以使用挤出机挤出热塑性树脂,其强粘接于基材膜层133和纸层132而不强粘接于剥离性清漆。
[0347]
(图案化涂布易粘接性清漆的方法)
[0348]
如图27和图28所示,在纸层132的基材膜层133侧的面上层叠由与基材膜层133相同的材料构成的膜层536c,在基材膜层133的纸层132侧的面和膜层536c的基材膜层133侧的面中的至少一者上图案化涂布具有易粘接性的清漆(易粘接性清漆)36d。进一步,在易粘接性清漆536d上相邻地层叠树脂层536f。树脂层536f由以下材料构成:具有与易粘接性清漆536d强粘接而不与基材膜层133(膜层536c)熔接的特性,并且与基材膜层133(膜层536c)之间的剥离强度为0.5n/15mm以上10n/15mm以下。由此,纸层132与基材膜层133可以通过剥
离膜层536c与树脂层536f、或者剥离树脂层536f与基材膜层133来剥离。需要说明的是,纸层132与基材膜层133之间的剥离强度与树脂层536f与基材膜层133(膜层536c)之间的剥离强度大致相等。因此,通过适当地选择树脂层536f和基材膜层133(膜层536c)的材料,可以适当地设定纸层132与基材膜层133之间的剥离强度。
[0349]
另外,作为在纸层132与基材膜层133之间赋予易剥离性的其他方法,例如可以使用具有特定特性的纸作为纸层132的方法。在这种情况下,可以使用也用于其他层之间粘接的一般的粘接剂536e来粘接纸层132与基材膜层133。以下,使用图29对具有特定特性的纸用于纸层132的情况进行说明。
[0350]
(通过纸层的表面平滑度进行调整的方法)
[0351]
作为纸层132,使用在jisp8119中规定的贝克式平滑度中表面平滑度为20~300秒的纸。具有该平滑度的纸层132的表面具有微细的凹凸形状,纸层132与基材膜层133或涂布在基材膜层133上的粘接剂536e以点的方式接触,因此粘接面积变小,剥离强度也变小。由此,通过使用表面平滑度为20~300秒的纸,可以将纸层132与基材膜层133之间的剥离强度设为0.5n/15mm以上10n/15mm以下,从而能够使纸层132和基材膜层133剥离。作为用于使纸层132与基材膜层133粘贴在一起的粘接剂536e,例如可以列举出聚烯烃系树脂,其厚度优选为5μm以上100μm以下、更优选为10μm以上50μm以下。当小于10μm时,纸层132与基材膜层133之间的剥离强度较弱,当超过100μm时,剥离强度太强,无法成为易剥离。由此,可以通过调整纸的表面平滑度和粘接剂的材料和厚度来适当地设定纸层132与基材膜层133之间的剥离强度。
[0352]
上述的在纸层132与基材膜层133之间赋予易剥离性的方法是一个例子,只要使纸层132与基材膜层133之间的剥离强度成为0.5n/15mm以上10n/15mm以下即可,不限于上述方法。另外,也可以通过适当组合上述方法来调节纸层132与基材膜层133之间的剥离强度。
[0353]
使用图30对从管状容器5100的主体部501分离纸层132的方法进行说明。在图30中,a是纸层132和层叠在纸层132上的层,是与主体部501分离的层。图30(a)示出分离前的状态。从该状态开始,纸层132以粘贴部507为起点从主体部501剥离(图30(b)),并沿着主体部501的膜的外周原封不动地进行剥离,最终纸层132和层叠在纸层132上的层从主体部501分离(图30(c))。另外,可以在粘贴部507的一部分形成切口。通过形成切口,可以成为纸层132与基材膜层133分离的起点,进一步容易进行纸层132与基材膜层133的分离。切口可以仅设置在纸层132和层叠在纸层132上的层中,也可以设置在构成片材541的所有层中。
[0354]
如上所述,在本实施方式中,由于纸层132与基材膜层133之间的剥离强度为0.5n/15mm以上10n/15mm以下,因此纸层132可以以粘贴部507为起点从主体部501分离,并且,不会在管状容器5100的使用过程中无意地剥离纸层132。因此,根据本实施方式,可以提供一种能够将构成主体部501的膜和纸分离的管状容器5100。
[0355]
另外,如果纸层132与基材膜层133之间的剥离强度为1n/15mm以上3n/15mm以下,则纸层132可以更容易地从主体部501分离。
[0356]
本实施方式的管状容器如下所述。
[0357]
[1]一种管状容器,具备:
[0358]
一端封闭的管状的主体部,其由依次具有纸层、基材膜层、密封剂层且厚度为30μm以上300μm以下的片材形成;和
[0359]
安装在所述主体部的另一端的注出口部,
[0360]
在剥离所述纸层与所述基材膜层时的剥离强度为0.5n/15mm以上10n/15mm以下。
[0361]
[2]根据项目[1]所述的管状容器,
[0362]
所述剥离强度为1n/15mm以上3n/15mm以下。
[0363]
[3]根据项目[1]或[2]所述的管状容器,
[0364]
在所述纸层与所述基材膜层之间层叠有易剥离材料。
[0365]
[4]根据项目[1]或[2]所述的管状容器,
[0366]
在所述纸层的所述基材膜层侧的面和所述基材膜层的所述纸层侧的面中的至少一者上图案化涂布具有剥离性的清漆。
[0367]
[5]根据项目[1]或[2]所述的管状容器,
[0368]
在所述纸层的所述基材膜层侧的面层叠有由与所述基材膜层相同的材料构成的膜层,
[0369]
在所述基材膜层的所述纸层侧的面、所述膜层的所述基材膜层侧的面中的至少一者上图案化涂布具有易粘接性的清漆,
[0370]
在与所述具有易粘接性的清漆接触的位置层叠有树脂层,该树脂层具有与所述具有易粘接性的清漆强熔接而不与所述基材膜层熔接的特性。
[0371]
[6]根据项目[1]或[2]所述的管状容器,
[0372]
所述纸层与所述基材膜层通过压敏粘接剂或再剥离粘接剂粘接。
[0373]
[7]根据项目[1]或[2]所述的管状容器,
[0374]
所述纸层的表面的贝克平滑度为20秒以上300秒以下。
[0375]
[8]根据项目[1]~[7]中任一项所述的管状容器,
[0376]
将所述纸层与所述基材膜层剥离后残留在所述基材膜层侧的所述纸层的质量相对于所述纸层的质量为5%以下,或者,将所述纸层与所述基材膜层剥离后残留在所述纸层侧的所述基材膜层的质量相对于所述基材膜层的质量为5%以下。
[0377]
《第6实施方式》
[0378]
管状容器的主体部是通过将构成主体部的片材制成筒状并使两端粘贴在一起而形成的。作为粘贴片材的方法,具有:将片材的内面彼此粘贴并熔接在一起的合掌粘贴;将片材的两端对接而成的对接部用带材密封的对接带粘贴;将片材的内面和外面重叠并用带材密封的封筒带粘贴等。但是,合掌粘贴会使粘贴部从主体部突出,存在使用时粘贴部碰到手而操作性变差的问题。
[0379]
与合掌粘贴相比,用带材密封的对接带粘贴和封筒带粘贴中,粘贴部不会从主体部突出,考虑到操作性是优选的。在用于将主体部粘贴的带材中,除了可熔接于主体部的树脂层,还可以设置用于确保粘贴部分的阻隔性的阻隔层。在带材是这样的多层结构的情况下,设置在层之间的粘接剂从带材的端部露出,粘接剂可能从内容物侧溶出。另外,带材的各层之间的界面露出,因此构成主体部的带材可能发生层间剥离。
[0380]
本实施方式提供一种操作性优异、能够抑制粘接剂从带材端部溶出和带材的层间剥离的管状容器。
[0381]
图31是示出本实施方式涉及的管状容器的示意性构成的主视图,图32是沿着图31中所示的xxxii-xxxii线的端面图,图33是示出构成管状容器的主体部的片材的一个例子
的剖面图。
[0382]
管状容器6100具备管状的主体部601、和安装于主体部601的注出口部602。
[0383]
主体部601是用于容纳内容物的部件,将具有一对大致平行的相对的端缘的片材641形成为筒状。作为将片材641的两端粘贴的方法,可以使用:如图32(a)所示,使用带材620从片材641的内面开始对将片材641的两端对接而成的对接部进行密封的对接粘贴;如图32(b)所示,使用带材620从片材641的内面开始将片材641的内面和外面粘贴的封筒带粘贴。主体部601的一个端部605a(图31中的下端)被密封而封闭。另一方面,主体部601的另一个端部605b(图31中的上端)附近部分以折叠的状态密封于后述的法兰部604的外面608。在主体部601与法兰部604之间的熔接部形成有构成主体部601的片材641折叠而成的多个褶612。另外,在主体部601上形成有粘贴部607(背衬部)。主体部601在图31的上下方向的长度例如可以设为50~250mm。
[0384]
如图33所示,构成管状容器6100的主体部601的片材641是多层片材,其中,在纸层132的一侧依次层叠基材膜层133、阻隔层134、以及密封剂层135,在纸层132的另一侧层叠纸保护层137。
[0385]
需要说明的是,纸层132、基材膜层133、阻隔层134、密封剂层135以及纸保护层137可以应用第1实施方式中所说明的各层的构成。另外,构成主体部601的片材641的总厚度和纸(纸浆纤维)的含有比例可以设定在与第1实施方式相同的范围内。可以从片材541中省略除了纸层132和密封剂层135以外的1层以上。
[0386]
在本实施方式中,用于纸层132的纸的单位面积重量优选为50~200g/m2、更优选为70~150g/m2。阻隔层134例如可以使用作为阻隔膜的gl-rd(凸版印刷株式会社制)。另外,基材膜层133例如可以使用onbc(unitika株式会社制)。在本实施方式中,密封剂层135是用于在粘贴部607中的带材620与主体部601的熔接、以及注出口部602与主体部601的熔接而设置的层。在本实施方式中,纸保护层137的厚度优选为0.2~50μm、更优选为0.5~20μm。可以在纸层132与纸保护层137之间设置油墨层。另外,纸保护层137和油墨层的层叠顺序也可以相反,在这种情况下,为了赋予耐磨性等,在油墨层上可以层叠第1实施方式中所说明的外涂清漆层。此外,可以在各层之间使用将各层彼此粘接的粘接剂。
[0387]
使用图34~图36对使用了带材620的片材641的两端的粘贴进行说明。图34和图35是说明将带材粘贴于主体部之前的状态的图,图36是说明将带材粘贴于主体部之后的状态的图。
[0388]
带材620具备第1树脂层621、第2树脂层622以及基材623。通过将带材620以包含片材641的一对端缘和或其附近的方式熔接于密封剂层135,从而可以形成主体部601。基材623具有带状的形状,基材623的一个面被覆有第1树脂层621,另一个面被覆有第2树脂层622。在将带材620熔接于主体部601时,层叠在基材623的主体部601一侧的是第1树脂层621,层叠在与主体部601相反一侧的是第2树脂层622。
[0389]
第1树脂层621是能够与主体部601的密封剂层135熔接的层。在熔接前的状态下,第1树脂层621的厚度为10μm以上70μm以下、更优选为20μm以上50μm在下。第1树脂层621的材料只要能够与主体部601的密封剂层135熔接即可,没有特别地限定,例如,可以使用聚丙烯、聚乙烯、环状聚烯烃、聚酯等热塑性树脂。特别地,优选为与用于密封剂层135的热塑性树脂相同的材料,通过使用于第1树脂层621的热塑性树脂与用于密封剂层135的热塑性树
脂层相同,可以提高主体部601与带材620之间的密封强度。
[0390]
在熔接前的状态下,第2树脂层622的厚度为10μm以上70μm以下、更优选为20μm以上50μm以下。第2树脂层622的材料例如可以使用聚丙烯、聚乙烯、环状聚烯烃、聚酯等热塑性树脂。特别地,优选为与用于第1树脂层621的热塑性树脂相同的材料。
[0391]
基材623是具有阻隔性和遮光性的功能层,例如根据所期望的功能从聚丙烯等拉伸膜、铝等金属蒸镀膜、铝等金属箔等中适当选择使用。基材623可以为单层,也可以为多层,基材623的厚度例如为9~40μm。在使用透明阻隔膜作为基材623的情况下,例如可以适当选择使用gl-rd,gl-arh,gl-ae,gl-an、gx(凸版印刷株式会社制)。
[0392]
带材620与片材641通过使用密封条进行热封而熔接。密封条比带材620宽,即具有能够以覆盖带材620的方式进行加热的加热部。因此,如图34所示的带材620那样,即使是基材623从端面露出的带材620,熔接后也可以如图35那样,通过在熔接时熔解了的第1树脂层621或第2树脂层622的树脂来覆盖(保护)带材620的端面。因此,可以抑制层间的粘接剂从带材的端部溶出到管状容器内,从而可以抑制管状容器6100的内容物的味道和颜色变差。另外,可以抑制带材620发生层间剥离。
[0393]
需要说明的是,如图36所示的带材620那样,在熔接前的状态下,端面可以被端面树脂624覆盖。即使在这种情况下,在熔接前的状态下,第1树脂层621的厚度为10μm以上70μm以下、更优选为30μm以上50μm以下,另外,第2树脂层622的厚度为10μm以上70μm以下、更优选为30μm以上50μm以下。此时,用于熔接的密封条可以比带材620的宽度窄。即使在使用宽度窄的密封条的情况下,由于带材620的端面预先被端面树脂624覆盖,因此即使在熔接后也如图35那样带材620的端面被覆盖(保护)。图36所示的带材620例如可以通过超声波狭缝来制作,此时,端面树脂624由与第1树脂层621或第2树脂层622相同的材料构成。
[0394]
如上所述,在本实施方式的管状容器6100中,粘贴于主体部601的带材620的端面被在熔接带材620时熔解了的第1树脂层621或第2树脂层622被覆。因此,即使带材具有多层结构,也能够防止层间的粘接剂从带材的端部溶出,另外,可以抑制带材发生层间剥离。
[0395]
另外,带材620的基材623具有阻隔性。由此,管状容器6100的片材641的接合部的阻隔性提高。
[0396]
另外,在熔接前的状态下,带材620的第1树脂层621和第2树脂层622的厚度均为10μm以上70μm以下,并且带材620使用比带材620更宽的密封条熔接。因此,通过熔接时熔解了的第1树脂层621或第2树脂层622的树脂,带材620的端面可以被覆盖(保护)。
[0397]
另外,在熔接前的状态下,带材620的端面也可以被端面树脂624覆盖。由此,即使在使用比带材620的宽度窄的密封条进行熔接的情况下,通过熔接带材620时熔解了的第1树脂层621或第2树脂层622的树脂,也可以覆盖带材620的端面。
[0398]
本实施方式涉及的管状容器的制造方法如下所述。
[0399]
[1]一种管状容器的制造方法,该管状容器具备:将具有一对相对的端缘的片材形成为筒状,并且在分别沿着所述片材的内面的所述一对端缘的部分处粘贴带材而成的主体部;和安装于所述主体部的一端的注出口部,
[0400]
所述带材具备:
[0401]
具有阻隔性的带状的基材、
[0402]
层叠在所述基材的所述主体部一侧的第1树脂、以及
[0403]
层叠在所述基材的与所述主体部相反一侧的第2树脂,
[0404]
所述第1树脂层为10μm以上70μm以上,
[0405]
所述第2树脂层为10μm以上70μm以下,
[0406]
通过比所述带材宽的密封条将所述带材与所述主体部热封。
[0407]
[2]一种管状容器的制造方法,该管状容器具备:将具有一对相对的端缘的片材形成为筒状,并且在分别沿着所述片材的内面的所述一对端缘的部分处粘贴带材而成的主体部;和安装于所述主体部的一端的注出口部,
[0408]
所述带材具备:
[0409]
具有阻隔性的带状的基材、
[0410]
层叠在所述基材的所述主体部一侧的第1树脂、以及
[0411]
层叠在所述基材的与所述主体部相反一侧的第2树脂,
[0412]
所述第1树脂层为10μm以上70μm以上,
[0413]
所述第2树脂层为10μm以上70μm以下,
[0414]
所述带材的端面被与所述第1树脂或所述第2树脂相同的树脂被覆,
[0415]
通过密封条将所述带材与所述主体部热封。
[0416]
《第7实施方式》
[0417]
无法美观地在注出口部的平板状的周缘部形成具备褶而安装的包含纸的主体部,具有外观变差、该安装部分的密封性难以稳定的问题。
[0418]
本实施方式提供一种管状容器,其中,可以在注出口部的平板状的周缘部形成具备褶而安装的包含纸的主体部,外观良好、该安装部分的密封性容易稳定。
[0419]
图37(a)是在安装第7实施方式涉及的管状容器7100的主体部720和注出口部710之前的状态的、主体部720的另一端721附近和注出口部710的主视立体图。图37(b)是将第7实施方式涉及的管状容器7100的主体部720的另一端在法兰部712的周缘部713处折叠并实施熔接加工后的状态的、主体部720的另一端721附近和注出口部710的主视立体图。图38(a)是第7实施方式涉及的管状容器7100的主视图。图38(b)是第7实施方式涉及的管状容器7100的侧视图。图39是沿着图38(b)的注出口部710附近的g-g线的放大剖面图。图40(a)是第7实施方式涉及的管状容器7100的俯视图。图40(b)是沿着图40(a)的h-h线放大剖面图。
[0420]
如图38所示,管状容器7100包括一端封闭的主体部720和安装于主体部720的另一端721的注出口部710,容纳有内容物(未图示)。在图38中,上述主体部720的一端是管状容器7100的底部727。
[0421]
主体部720由包含单位面积重量大于30g/m2且小于300g/m2的纸的层叠片材750形成。主体部720中,例如,将具有大致平行的一对端缘的层叠片材750形成为横截面形状大致为圆形的筒状,并且通过将分别包含层叠片材750的一对端缘的的带状部分的内面呈合掌状彼此对接并熔接,从而形成背衬密封部726(图37和图38中未图示)。主体部720可以通过使用制袋机、枕/芯包装机等来制作。这里,“横截面形状”是指与图38的管状容器7100的中心轴x正交的平面(横截面)中的主体部720的剖面形状。
[0422]
对将底部727中的层叠片材750彼此粘接的方法没有特别地限定,例如可以使用以下方法:在相对的层叠片材750的最内层之间设置含有聚乙烯的粘接层,并且将它们热熔接。
[0423]
如图37、图38所示,注出口部710具有:筒状的注出筒部711,和与注出筒部711的一端连接、且与主体部720的高度方向正交的平板状的法兰部712。法兰部712是从注出筒部711的一端向外侧延伸的部分。在从主体部720的高度方向观察时,法兰部712的周缘部713的形状为大致圆形。另外,在法兰部712的周缘部713中,主体部720的另一端721安装于法兰部712的与主体部720的一端侧相反一侧的面上。这里,“高度方向”是指图38的管状容器7100的中心轴x的方向。
[0424]
对注出口部710的材料没有特别地限定,优选使用低密度聚乙烯等树脂材料。另外,通过与主体部720一起使用对注出口部710也赋予阻隔功能的材料,能够提高管状容器7100整体的阻隔功能,从而能够进一步保护内容物的品质。与现有技术涉及的形成为锥状的注出口部710相比,法兰部712形成为平板状的的注出口部710可以减少所使用的材料。
[0425]
由于法兰部712是平板状,因此与现有技术中形成为锥状的法兰部712不同的是,在内方侧没有允许内容物残留的空间。因此,通过用手指等使主体部720在法兰部712的端缘处弯曲,可以将稍微残留在主体部720中的内容物通过夹在法兰部712的内方侧的平面与主体部720的内面而向注出口部710的开口的周边挤出。另外,向注出口部710的开口的周边挤出的内容物不会残留在主体部720和注出口部710的内部,而是从开口挤出。结果,可以抑制容器内部的内容物的残留。
[0426]
需要说明的是,如上所述,通过在使主体部720弯曲的同时挤出内容物,可以抑制内容物的残留。因此,优选的是,使用容易使主体部720弯曲的刚性低(刚度不高)的层叠片材750形成主体部720。
[0427]
通过将构成主体部720的层叠片材750的厚度设定为30μm以上300μm以下,管状容器7100的主体部720可以容易地弯曲,因此可以容易地成型,并且容易用轻微的力挤出内容物,可以抑制内容物的残留。
[0428]
如图39所示,在与主体部720的高度方向正交的平板状的法兰部712的周缘部713中,法兰部712的与主体部720一端侧相反一侧的面上安装有主体部720的另一端721。另外,如图40(b)所示,主体部720的另一端721以层叠片材750的内面彼此接触的方式折回而形成褶723,并安装于周缘部713。该褶723在法兰部712的周缘部上的主体部720的另一端721的外面沿着一个方向(右向或左向)折叠,并且在法兰部712的周缘部上的主体部720的另一端721的外面彼此密封在一起。通过将褶723向一个方向折叠,可以形成更稳定且美观的褶723。这里,“周缘部上”是指周缘部713的与主体部720的一端侧相反一侧的面。另外,“主体部的另一端的外面”是指主体部720的另一端721的与内容物相反一侧的面。
[0429]
另外,如图37所示,主体部720的另一端721具有第1格线724和第2格线725,并且沿着第1格线724和第2格线725弯曲,在法兰部712的周缘部上的主体部720的另一端721的外面形成折叠而成的褶723,并且安装在周缘部713上。
[0430]
图37(a)示出了形成有第1格线724和第2格线725的主体部720与注出口部710分离。但是,如后所述,根据管状容器7100的制造方法,第1格线724和第2格线725形成在插入安装有注出口部710的芯轴而成的主体部720上。
[0431]
如图37(a)所示,第1格线724是山折线,为了在主体部720的中心侧弯曲并安装于法兰部712的周缘部713而形成在主体部720的圆周方向。例如,在主体部720的圆周方向上直线状地形成。
[0432]
第2格线725构成为:将1条山折线7251和2条谷折线2521、2522作为1组,并且2组以上沿着法兰部712的周缘部713的圆周方向均匀地形成。
[0433]
图41(a)是图37(a)的管状容器7100的主体部720的另一端721附近的主视放大图。即,是在安装第7实施方式涉及的管状容器7100的主体部720和注出口部710之前的状态的、主体部720的另一端721附近的主视放大图。图41(b)是图37(a)的管状容器7100的主体部720在法兰部712的周缘部713上实施折回加工后的状态的、主体部720的另一端721附近的俯视放大图。图41(c)是图37(b)的管状容器7100的主体部720的另一端721附近的俯视放大图。即,第7实施方式涉及的管状容器7100的主体部720的另一端721在法兰部712的周缘部713上实施折叠熔接加工后的状态的、主体部720的另一端721附近的俯视放大图。
[0434]
图41示出主体部720的内周面侧。在图41中,没有有意地示出注出口部。
[0435]
如图41(a)所示,1条山折线7251是从主体部720的另一端侧的边缘722朝向第1格线724的一点与第1格线724大致成直角延伸的线。2条谷折线2521、2522是以第1格线724的上述一点为顶点,以从主体部720的另一端侧的边缘722朝向第1格线724的顶点的斜方向,相对于1条山折线7251呈左右对称延伸的线,以形成主体部720的另一端侧的边缘722为底边的等腰三角形。在图41等中,从第1格线724的上述一点相对于1条山折线7251向左斜上方延伸的线成为第1谷折线2521;从第1格线724的上述一点相对于1条山折线7251向右斜上方延伸的线成为第2谷折线2522。1条山折线7251成为将由第1谷折线2521和第2谷折线2522形成的、主体部720的另一端侧的边缘722为底边的等腰三角形二分的线。
[0436]
将法兰部712的周缘部713附近的主体部720的外周的长度设为a,将法兰部712的周缘部713附近的主体部720的外周的直径设为b,将从主体部720的另一端侧的边缘722至第1格线724的相对于第1格线724大致成直角延伸的线的长度(主体部720向法兰部712的周缘部上的弯曲量)设为c(参照图41(a))。另外,将主体部720的另一端侧的边缘722的等腰三角形的底边的长度设为d,将1条山折线7251和上述2条谷折线2521、2522的组数设为e。另外,在将以(b-c
×
2)的长度为直径的圆的周长(由主体部720的另一端721的边缘722在法兰部712的周缘部上弯曲而形成的圆的周长)设为f时,满足(a-f)/e=d的关系。
[0437]
例如,将法兰部712的周缘部713附近的主体部720的外周的长度(a)设为约110mm,将法兰部712的周缘部713附近的主体部720的外周的直径(b)设为35mm,将从主体部720的另一端侧的边缘722至第1格线724的相对于第1格线724大致成直角延伸的线的长度(c)设为5mm。在这种情况下,(b-c
×
2)的长度为25mm,以该25mm为直径的圆的周长(f)为约78.5mm。(a-f)的长度为约31.5mm,在将1条山折线7251和该山折线7251左右的第1谷折线2521和第2谷折线2522的组数(e)设为10的情况下,主体部720的另一端侧的边缘722的等腰三角形的底边的长度(d),即(a-f)/e,约为31.5/10,约3.2mm。
[0438]
主体部720包含单位面积重量大于30g/m2且小于300g/m2的纸,如上所述,第1格线724和第2格线725形成在主体部720的另一端721上,主体部720的另一端721沿着第1格线724和第2格线725弯曲,并在法兰部712的周缘部上的主体部720的另一端721的外面上形成折叠而成的褶723,并且安装于法兰部712的周缘部713。
[0439]
由此,在注出口部710的平板状的法兰部712上沿着主体部720的圆周方向均匀地形成褶723,美观地形成主体部720,外观良好,且与法兰部712的安装部分的密封性容易稳定。
[0440]
另外,如图28和图39所示的那样,作为一个例子,注出口部710具有在大致中心部具有圆环状的半切口715的封闭部714,并且在半切口715的内侧具备拉环716。封闭部714通过具备半切口715和拉环716,从而管状容器7100的使用者牵拉拉环716并沿着半切口751而除去封闭部714的一部分,可以在封闭部714形成用于将内容物取出的开口。需要说明的是,也可以不设置半切口715和拉环716,而是预先在注出口部710形成用于将内容物取出的开口。
[0441]
管状容器7100可以具备盖(未图示),该盖可以安装在注出口部710的注出筒部711并且可拆卸。作为可装卸的盖,例如可以列举出安装于注出口部710的铰链盖、或通过螺纹可装卸的螺旋盖等。在管状容器7100具备可装卸的盖的情况下,在打开管状容器7100后容易再次密封。
[0442]
当设置铰链盖作为盖时,与设置与注出筒部711旋拧并旋转开栓的盖相比,可以减少对于在开栓时用手握住主体部720所需要的扭转的刚性,容易采用刚性低的层叠片材750,因此优选。
[0443]
图42是示出构成本实施方式涉及的管状容器7100的主体部720的层叠片材750的层构成的剖面图。
[0444]
主体部720由以纸为主体的层叠片材750构成。层叠片材750的总厚度优选为30μm以上300μm以下。
[0445]
层叠片材750是多层片材,其中,在纸层751的一个面上依次层叠基材膜层752、阻隔层753以及密封剂层754,在纸层751的另一个面上层叠纸保护层755,进一步在纸保护层755上层叠油墨层756和外涂清漆层757,并且图案化涂布热熔接性涂层758。以下,对各层的详细情况进行说明。
[0446]
(纸层)
[0447]
纸层751是对管状容器7100赋予强度和刚度的结构层。对构成纸层751的用纸的种类没有特别地限定,从具备强度、耐弯曲性、印刷适用性的方面来看,优选使用单光牛皮纸或双光牛皮纸。另外,作为构成纸层751的用纸,可以根据需要使用耐水纸或耐油纸。另外,纸层751可以是包含50%以上的纤维素纤维的纸,也可以是包含除了纤维素纤维以外的树脂纤维的混抄纸。
[0448]
用于纸层751的纸的单位面积重量为大于30g/m2且小于300g/m2、更优选为50g/m2以上250g/m2以下。在用于纸层751的纸的单位面积重量为30g/m2以下的情况下,无法在主体部720美观地形成第1格线724和第2格线725,在300g/m2以上的情况下,在将主体部720密封于法兰部712的周缘部713时,高度差难以填埋,产生泄漏。
[0449]
(基材膜层)
[0450]
基材膜层752是对层叠片材750赋予耐热性和物理强度的层。基材膜层752也是作为阻隔层753的基材的层。对构成基材膜层752的膜的材料没有特别地限定,从耐热性和物理强度的观点来看,优选使用聚丙烯、聚酯、聚酰胺等拉伸膜。但是,基材膜层752也可以由纸构成。
[0451]
(阻隔层)
[0452]
阻隔层753是阻断氧气和水蒸气等以提高内容物的保存性的功能层。阻隔层753例如可以由尼龙、二氧化硅或氧化铝等无机化合物的蒸镀膜、铝等金属蒸镀膜、铝等金属箔、
包含板状矿物和/或阻隔性树脂的阻隔涂布剂的涂膜中的1种以上构成。作为阻隔涂布剂中所使用的阻隔性树脂,可以使用乙烯-乙烯醇共聚物(evoh)和聚偏二氯乙烯(pvdc)等,阻隔涂布剂中可以适当配合除了阻隔性树脂以外的粘合剂树脂。阻隔层753可以预先层叠在基材膜层752上而构成阻隔膜,也可以设置为单层膜。
[0453]
(密封剂层)
[0454]
对密封剂层754的材料没有特别地限定,但是优选聚丙烯、聚乙烯、环状聚烯烃、聚酯等热塑性树脂。密封剂层754使用软化温度比基材膜层752的软化温度低20℃以上的树脂。在密封剂层754的软化温度不比基材膜层752的软化温度低20℃以上的情况下,基材膜层752在密封时软化并产生针孔的可能性提高,因此不优选。密封剂层754的软化温度优选比基材膜层752的软化温度低40℃以上。
[0455]
用于密封剂层754的热塑性树脂只要相对于构成注出口部710的材料的热塑性树脂具有粘接性即可,但是优选为与用于注出口部710的热塑性树脂相同的材料。通过使用于密封剂层754的热塑性树脂和用于注出口部710的热塑性树脂层相同,可以提高主体部720与注出口部710之间的密封强度。
[0456]
(纸保护层)
[0457]
纸保护层755是用于保护构成层叠片材750的纸层751免受内容物和污垢的附着的层。对纸保护层755的材料和形成方法没有特别的限定,可以通过热塑性树脂的挤出涂布、耐水剂或耐油剂等涂布剂的涂布来层叠纸保护层755。纸保护层755的厚度优选为0.2~50μm、更优选为1~20μm。在纸保护层755的厚度小于0.2μm的情况下,可能会在纸保护层755中产生针孔,并且纸层751的保护可能变得不充分。另外,在纸保护层755的厚度超过50μm的情况下,从树脂使用量和制造成本的方面来看是不优选的。
[0458]
(油墨层、外涂清漆层)
[0459]
油墨层756是通过印刷施加以进行各种显示的层,外涂清漆层757是用于赋予耐磨性等的层。油墨层756和外涂清漆层757的层叠顺序可以与图42中的相反。另外,外涂清漆层757还可以兼作纸保护层755。
[0460]
(热熔接性涂层)
[0461]
热熔接性涂层758是用于对层叠片材750的外面赋予热熔接性的层。在本实施方式中,通过在层叠片材750的外面图案化涂布(部分涂布)而成的热熔接性涂层758,将背衬密封部726的外面密封于主体部720的外面,同时形成在主体部720的另一端721的褶723被折叠,使得法兰部712的周缘部上的主体部720的另一端721的外面彼此密封。
[0462]
在将热熔接性涂层758设置在层叠片材750的表面的一部分上的情况下,可以在密封对象部位即背衬密封部726的外面与主体部720的外面接触的部分、和形成在主体部720的另一端721的褶723被折叠而使法兰部712的周缘部上的主体部720的另一端721的外面彼此接触的部分处,设置热熔接性涂层758。但是,也可以仅在密封对象部位的接触面的一者上设置热熔接性涂层758。
[0463]
热熔接性涂层758可以通过涂布含有丙烯酸聚合物、聚烯烃、聚乙酸乙烯酯、聚酯等热塑性树脂的涂布剂并使其干燥而形成。除了热塑性树脂以外,涂布剂中还可以配合用于防止粘连的无机物等。
[0464]
用于形成热熔接性涂层758的涂布剂的涂布量为0.2~40g/m2、优选为3.0~30g/
m2。在涂布剂的涂布量小于0.2g/m2的情况下,层叠片材750的外面之间的粘接强度不足,并且背衬密封部726和褶723向主体部720的另一端721外面熔接部分的层叠片材750发生弹起的现象。另一方面,在涂布剂的涂布量超过40g/m2的情况下,摩擦系数增大,对制袋机等加工装置的机械适应性降低,或者层叠片材750之间容易发生粘连。
[0465]
热熔接性涂层758可以设置在层叠片材750的整个面上,但是由于层叠片材750的表面的摩擦系数大,因此加工主体部720的工序和后续的工序中的机械适应性可能降低。因此,从机械适应性的方面来看,更优选的是,通过对涂布剂进行图案化涂布而在层叠片材750的表面的一部分上设置热熔接性涂层758。
[0466]
需要说明的是,在图42所示的层叠片材750的层构成中,可以省略基材膜层752、阻隔层753、纸保护层755、油墨层756以及外涂清漆层757中的1层以上。
[0467]
管状容器7100的制造方法包括:形成管状容器7100的主体部720的工序和将主体部720安装到注出口部710的工序。
[0468]
接下来,对形成管状容器7100的主体部720的方法进行说明。
[0469]
例如,主体部720通过层叠片材750在被传送装置传送的同时被依次加工。将层叠片材750卷附在横截面形状为大致圆形的板状夹具上,使分别包含一对端缘的带状部分彼此重叠。接着,使用剖面为倒t字形的引导件,将分别包含一对端缘的带状部分立起来,并以夹着引导件的方式使它们的内面呈合掌状彼此相对。接着,使用平板状的引导件,将层叠片材750的内面呈合掌状彼此对接而成的部分弯曲大约90度,以获得3个层叠片材750重叠的状态。在这种状态下,通过使用密封条进行密封,使层叠片材750的内面彼此熔接以形成背衬密封部726,同时通过热熔接性涂层758将背衬密封部726熔接于主体部720的外面,从而可以形成主体部720。
[0470]
接下来对将主体部720安装到注出口部710的方法进行说明。
[0471]
作为将主体部720安装到注出口部710的方法,可以包括:将注出口部710安装到芯轴的上部的工序、将主体部720的高度方向的长度比所述芯轴的高度方向的长度长的主体部720插入芯轴中的工序、将主体部720固定在c的长度突出所述芯轴的位置的工序、以及在主体部720形成第1格线724和第2格线725的工序。
[0472]
例如,在将注出口部710安装到芯轴的上部之后,将主体部720的高度方向的长度比芯轴的高度方向的长度长的主体部720插入该芯轴中,并且将主体部720固定在c的长度突出芯轴的位置处。然后,利用阴模在主体部720上形成第1格线724和第2格线725。
[0473]
关于在主体部720上形成第1格线724和第2格线725,通过在主体部720的熔点以下的温度下进行加热加压,可以在主体部720上形成第1格线724和第2格线725。在该方法中,主体部720利用低死角性的材料和刚性高的材料也是有效的。
[0474]
另外,在构成主体部720的层叠片材750的最外层使用加热软化的树脂的情况下,在上述加热加压中不使用阳模,而是通过将主体部720与阴模接触、并且使主体部720的该接触部分发生热收缩,从而可以形成第1格线724和第2格线725。由此,可以生产这样的管状容器7100:褶723沿着周缘部713的圆周方向均匀地形成,美观地形成主体部,与法兰部712的安装部分的密封性容易稳定。
[0475]
图43是示出用于在第7实施方式涉及的管状容器7100的主体部720上形成第1格线724和第2格线725的模具的一个例子的主视立体图。
[0476]
例如,主体部720的另一端721的形状为阳模,使用与该阳模对应的图43所示的横截面形状为星形的锥台形状的阴模770,可以在主体部720的另一端721形成第1格线724和第2格线725。
[0477]
另外,关于第1格线724和第2格线725的形成,除了上述那样在主体部720与周缘部713的熔接之前形成以外,还可以在层叠片材750的卷原材的状态、或套筒的状态下形成。在层叠片材750的卷原材的状态下形成第1格线724和第2格线725的情况下,也可以通过使用阳模和阴模来形成格线。
[0478]
在如上所述形成第1格线724和第2格线725之后,将主体部720的另一端721沿着第1格线724向主体部720的中心侧弯曲,并且如图41(b)所示的那样,沿着第2格线725的山折线7251和谷折线2521、2522,以使法兰部712的周缘部713中的层叠片材750的内面彼此接触的方式折回而形成褶723,并且如图41(c)所示那样,例如沿着第2谷折线2522在周缘部713上的主体部720的另一端721的外面沿一个方向折叠。接着,利用环状的加热压接装置从主体部720的另一端721的上方对主体部720的整个另一端721进行加热和加压,以将褶723熔接到周缘部713上。需要说明的是,作为利用加热压接装置进行熔接的具体方法,可以使用热板加压、超声波密封、高频密封、脉冲密封等。另外,主体部720的另一端721和法兰部712的周缘部713能够通过使用具有热熔接性的材料来使彼此接触的外面之间进行密封。例如,可以使用以下方法:在构成主体部720的层叠片材750的最内层设置含有聚乙烯的密封剂层754,同时用含有聚乙烯的材料形成注出口部710,以使它们热熔接的方法。
[0479]
在由通过呈合掌状对接并熔接而形成的背衬密封部726来形成主体部720的情况下,该背衬密封部726刚性高,难以形成褶723,密封性也差,因此如图40(a)、(b)所示的那样,该背衬密封部726优选不形成褶723。通过呈合掌状对接并熔接而形成的背衬密封部726的左右部分的壁厚相差较大,因此也可以有意地形成褶723,以避免壁厚的差极大。
[0480]
本实施方式涉及的管状容器及其制造方法如下所述。
[0481]
[1]一种管状容器,包括一端封闭的主体部、和安装于所述主体部的另一端的注出口部,特征在于,
[0482]
所述注出口部具有与所述主体部的高度方向正交的平板状的法兰部,在从所述主体部的高度方向观察时,所述法兰部的周缘部的形状为大致圆形,
[0483]
所述主体部包含单位面积重量大于30g/m2且小于300g/m2的纸,
[0484]
在所述法兰部的周缘部中,所述主体部的另一端安装于所述法兰部的与所述主体部的一端侧相反一侧的面上,具有第1格线和第2格线,并且沿着所述第1格线和所述第2格线弯曲,在所述法兰部的周缘部上的所述主体部的另一端的外面形成折叠而成的褶,并且安装在所述法兰部的周缘部,
[0485]
所述第1格线是山折线,其形成在所述主体部的圆周方向上,以便向所述主体部的中心侧弯曲从而安装于所述法兰部的周缘部,
[0486]
所述第2格线构成为:将1条山折线和2条谷折线作为1组,并且2组以上沿着所述法兰部的周缘部的圆周方向均匀地形成,
[0487]
所述1条山折线是从所述主体部的另一端侧的边缘朝向所述第1格线的一点与所述第1格线成大致直角延伸的线,
[0488]
所述2条谷折线是以所述第1格线的所述一点为顶点,以从所述主体部的另一端侧
的边缘朝向所述第1格线的顶点倾斜的方向,相对于所述1条山折线呈左右对称延伸的线,以形成所述主体部的另一端侧的边缘为底边的等腰三角形,
[0489]
在将所述法兰部的周缘部附近的所述主体部的外周的长度设为a,将所述法兰部的周缘部附近的所述主体部的外周的直径设为b,将从所述主体部的另一端侧的边缘至所述第1格线为止相对于所述第1格线成大致直角延伸的线的长度设为c,将所述主体部的另一端侧的边缘的所述等腰三角形的底边的长度设为d,将所述1条山折线和所述2条谷折线的组数设为e,将以(b-c
×
2)的长度为直径的圆的周长设为f时,满足(a-f)/e=d的关系。
[0490]
[2]根据项目[1]所述的管状容器,特征在于,
[0491]
所述褶在所述法兰部的周缘部上的所述主体部的另一端的外面在一个方向上折叠。
[0492]
[3]项目[1]或[1]所述的管状容器的制造方法,特征在于,包括:
[0493]
将注出口部安装到芯轴的上部的工序;
[0494]
将主体部的高度方向的长度比所述芯轴的高度方向的长度长的主体部插入所述芯轴中的工序;
[0495]
将所述主体部固定在c的长度突出所述芯轴的位置的工序;以及
[0496]
在所述主体部形成第1格线和第2格线的工序。
[0497]
[4]根据项目[3]所述的管状容器的制造方法,特征在于,包括:
[0498]
通过在所述主体部的熔点以下的温度下进行加热加压,在所述主体部上形成第1格线和第2格线的工序。
[0499]
[5]根据项目[4]所述的管状容器的制造方法,包括:
[0500]
所述主体部由最外层使用了加热软化的树脂的层叠片材构成,在所述加热加压中,通过将所述主体部与阴模接触,并且使所述主体部的该接触部分发生热收缩,来形成第1格线和第2格线的工序。
[0501]
《第8实施方式》
[0502]
主体部是通过将构成主体部的片材制成筒状以使两端粘贴在一起而形成的。作为粘贴片材的方法,具有:将片材的内面彼此粘贴并熔接在一起的合掌粘贴;将片材的两端对接而成的对接部用带材密封的对接带粘贴;将片材的内面和外面熔接的封筒粘贴等。但是,合掌粘贴中,粘贴部会从主体部突出而损害管状容器的外观。
[0503]
对接带粘贴中,对接部的强度会减弱,因此在管状容器的使用过程中可能发生纸张剥离等,在耐久性上存在问题。此外,在带材中,除了用于与构成主体部的片材的最内层熔接的密封剂层以外,还需要用于确保管状容器的阻隔性的阻隔层,存在设置在层间的用于粘贴阻隔层的粘接剂的成分会从带材的端面溶出到主体部的内部的问题。
[0504]
另外,在将片材的内面和外面熔接的封筒粘贴中,能够确保粘贴部的强度,但是片材中所含的粘接剂可能会从主体部的内侧的片材的端面溶出到管状容器内,此外,内容物可能会从主体部的内侧的片材的端面渗透到纸层中,从而内容物泄漏到管状容器外。
[0505]
本实施方式提供一种美观性、耐久性、阻隔性优异,并且没有在带材上设置阻隔层和粘接剂,可以抑制带材和片材的粘接成分的溶出的管状容器。
[0506]
图44是示出实施方式涉及的管状容器的示意性构成的主视图,图45是沿着图1中所示的xlv-xlv线的剖面图,图46是示出构成管状容器的主体部的片材的一个例子的剖面
图。
[0507]
管状容器8100具备:管状的主体部801、安装于主体部801的注出口部802、以及带材820。
[0508]
主体部801是用于容纳内容物的部件,是通过将具有一对大致平行的相对的端缘的片材841卷成筒状而形成的。作为将层叠片材841的两端粘贴的方法,使用将片材841的内面和外面用带材820粘贴的封筒粘贴。主体部801的一个端部805a(图1中的下端)被密封而封闭。另一方面,主体部801的另一个端部805b(图1中的上端)附近的部分以折叠状态而密封于后述的法兰部804的外面808。在主体部801与法兰部804之间的熔接部形成有构成主体部801的片材841折叠而形成的多个褶812。另外,在主体部801上形成有重叠部807(背衬部)。
[0509]
重叠部807是距离片材841的一个端缘预定范围的部分的最外层与距离另一个端缘预定范围的部分的最内层密封而成的部分。重叠部807在主体部801的圆周方向的宽度w为1.0~8.0mm、优选为1.0~3.0mm。在重叠部的宽度超过8.0mm的情况下,重叠部的刚度太强、褶812可能从主体部801突出,外观受损。在重叠部807的宽度小于1.0mm的情况下,片材841的内面和外面因制袋时的偏移而不会重叠,管状容器8100的阻隔性和耐久性可能会受损。
[0510]
如图46所示,构成管状容器8100的主体部801的片材841是多层片材,其中,在纸层132的一侧依次层叠基材膜层133、阻隔层134以及密封剂层135,在纸层132的另一侧层叠油墨层138和纸保护层137。油墨层138和纸保护层137的层叠顺序可以与图3中的相反,并且在各层间可以使用使各层之间粘接的粘接剂。
[0511]
需要说明的是,纸层132、基材膜层133、阻隔层134、密封剂层135、纸保护层137以及油墨层138可以应用第1实施方式中所说明的各层的构成。另外,构成主体部801的片材841的总厚度和纸(纸浆纤维)的含有比例可以设定在与第1实施方式相同的范围内。可以从片材841中省略除了纸层132和密封剂层135以外的1层以上。
[0512]
在本实施方式中,用于纸层132的纸的单位面积重量为30~300g/m2、优选为50~150g/m2。另外,在本实施方式中,密封剂层135是为了在重叠部807中将带材820与主体部801熔接、以及将注出口部802与主体部801熔接而设置的层。
[0513]
纸保护层137是用于保护构成片材841的纸层132免受内容物和污垢附着的层。对纸保护层137的材料没有特别的限定,但是通过由能够与主体部801的密封剂层135熔接的材料构成,密封剂层135与纸保护层137在重叠部807完全熔接,可以抑制重叠部807的卷曲,并且还可以提高主体部801的阻隔性和耐久性。对纸保护层137的形成方法也没有特别的限定,可以通过热塑性树脂的挤出涂布、耐水剂或耐油剂等涂布剂的涂布来层叠纸保护层137。纸保护层137的厚度优选为0.2~50μm、更优选为0.5~20μm。在纸保护层137的厚度小于0.2μm的情况下,纸保护层137中可能会产生针孔,纸层132的保护可能变得不充分。另外,在纸保护层137的厚度超过50μm的情况下,从树脂使用量和制造成本的方面来看是不优选的。需要说明的是,即使在不设置纸保护层137的情况下,密封剂层135也与纸层132的表面伪粘接,而且重叠部807被带材820加强,因此在阻隔性和耐久性上没有问题。但是,如上所述,从抑制重叠部807的卷曲、进一步提高阻隔性和耐久性的观点来看,优选设置纸保护层137。
[0514]
在油墨层138和纸保护层137的层叠顺序与图46相反的情况下,可以在油墨层138上层叠外涂清漆层以赋予耐磨性等。
[0515]
(带材)
[0516]
带材820由能够与密封剂层135粘接且不含粘接剂的膜构成,并且以覆盖位于主体部801的最内层侧的片材841的整个端缘的方式密封于主体部801的内侧。带材820以使带材820的中心与位于最内层侧的片材841的端缘大致一致的方式设置。对带材820的材料没有特别地限定,例如可以使用与密封剂层135相同的材料。另外,带材820可以是单层,也可以是多层的层叠结构,只要不含有粘接剂即可,例如有:由聚乙烯或聚丙烯等具有热封性的树脂构成的单层膜、具有热封性的树脂的共挤出膜、将具有热封性的树脂挤出层压于其他膜而成的膜。
[0517]
由于本实施方式中的管状容器8100的主体部801是通过封筒粘贴而形成的,因此通过片材841的阻隔层134可以确保阻隔性。因此,不需要将阻隔层粘贴在带材上,也不需要用于将阻隔层粘贴在带材上的粘接剂。由此,由于带材820不包含粘接剂,因此即使在将带材用于主体部801的粘接的情况下,带材的粘接成分也不可能溶出。此外,通过以覆盖位于主体部801的内侧的片材841的端面的方式设置带材820,片材841的端面可以被保护,可以抑制片材841中所含的粘接剂从端面溶出到管状容器内,以及可以抑制管状容器8100的内容物从端面渗透至纸层132。
[0518]
如上所述,在本实施方式中,通过将距离片材841的一个端缘预定范围的部分的最外层与距离另一个端缘预定范围的部分的最内层重叠的封筒粘贴来形成主体部801。由此,可以提供一种管状容器8100,其中,重叠部807的耐久性高,并且重叠部807不从主体部801突出,美观性高,此外,即使在带材上不设置阻隔层,阻隔性也高。
[0519]
另外,即使在使用封筒粘贴来形成主体部801的情况下,带材820也保护位于主体部801的内侧的片材841的端面。由此,可以抑制片材841中所含的粘接剂从端面溶出到管状容器内,以及抑制管状容器8100的内容物从端面渗透至纸层132。
[0520]
另外,由于利用封筒粘贴的粘贴中使用由不含粘接剂的膜构成的带材820,因此带材的粘接成分不会溶出到管状容器内。
[0521]
(其他变形例)
[0522]
上述第1实施方式中所说明的注出口部的法兰部的形状、注出口部的成形材料和成型方法、设置在注出口部的法兰部的圆环状的凸部和凹部、这些凸部和凹部的尺寸、可装卸在注出筒部的螺旋盖、铰链盖、注出筒部的封闭膜、设置在注出口部的分隔壁和拉环中的1个以上也可应用于第2~第8实施方式。另外,在第1~第8实施方式中所说明的各部分的构成可以适当组合,组合了各实施方式而得的管状容器的构成也包含在本公开中。
[0523]
实施例
[0524]
以下,对本公开具体实施的实施例进行说明。
[0525]
《第1实施方式的实施例和比较例》
[0526]
(实施例1-1)
[0527]
利用干式层压、使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为50μm的未拉伸聚丙烯膜(futamura化学株式会社制、商品名:
fhk2),从而制作了主体部形成用的片材。利用背衬制袋机对所制作的片材进行加工,从而制作了直径35mm
×
长度200mm的筒状的背衬袋(主体部)。
[0528]
注出口部(喷嘴)是通过将49质量%的聚丙烯和51质量%的纸粉混合而成的成型材料(株式会社环境经营综合研究所、商品名:mapka)挤出成形而制作的。注出口部的体积为1.35ml。另外,在注出口部的法兰部的外面,与注出筒部呈同心圆状地形成高度为0.5mm的凸部和与其外侧相邻的深度为0.3mm的凹部。
[0529]
通过使用专用的加工装置将所制作的主体部和注出口部热熔接,从而制作了直径为35mm的管状容器。
[0530]
(实施例1-2)
[0531]
除了在注出口部的法兰部的外面不形成凸部和凹部以外,与实施例1-1同样地制作了直径为35mm的管状容器。
[0532]
(实施例1-3)
[0533]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为120g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitika株式会社制、商品名:onbc)、厚度为50μm的未拉伸聚丙烯膜(futamura化学株式会社制、商品名:fhk2),从而制作了主体部形成用的片材,除此以外,与实施例1-1同样地制作了直径为35mm的管状容器。
[0534]
(实施例1-4)
[0535]
除了使用单位面积重量为120g/m2的原色牛皮纸(王子制纸株式会社制)以外,与实施例1-1同样地制作了直径为35mm的管状容器。
[0536]
(实施例1-5)
[0537]
通过使用单位面积重量为120g/m2的原色牛皮纸(王子制纸株式会社制)制作了主体部形成用的片材,并且通过将70质量%的聚丙烯和30质量%的碳酸钙混合而成的成型材料挤出成形制作了注出口部,除此以外,与实施例1-1同样地制作了直径为35mm的管状容器。
[0538]
(实施例1-6)
[0539]
除了使用单位面积重量为180g/m2的原色牛皮纸(王子制纸株式会社制)制作了主体部形成用的片材以外,与实施例1-1同样地制作了直径为35mm的管状容器。
[0540]
(比较例1-1)
[0541]
利用干式层压、使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitika株式会社制、商品名:onbc)、厚度为100μm的未拉伸聚丙烯膜(futamura化学株式会社制、商品名:fhk2),从而制作了主体部形成用的片材。利用背衬制袋机对所制作的片材进行加工,从而制作了直径35mm
×
长度200mm的筒状的背衬袋(主体部)。
[0542]
注出口部(喷嘴)是通过将聚丙烯(100质量%)挤出成形而制作的。注出口部的体积为1.35ml。另外,在注出口部的法兰部的外面,与注出筒部呈同心圆状地形成高度为0.5mm的凸部和与其外侧相邻的深度为0.3mm的凹部。
[0543]
通过使用专用的加工装置将所制作的主体部和注出口部热熔接,从而制作了直径为35mm的管状容器。
[0544]
(比较例1-2)
[0545]
除了使用单位面积重量为250g/m2的原色牛皮纸(王子制纸株式会社制)制作了主体部形成用的片材以外,与实施例1-1同样地制作了直径为35mm的管状容器。
[0546]
(比较例1-3)
[0547]
利用干式层压、使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为60μm的聚乙烯膜、厚度为12μm的聚对苯二甲酸乙二醇酯膜、厚度为160μm的聚乙烯膜、厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为100μm的聚乙烯膜,从而制作了主体部形成用的片材。对所制作的片材采用层叠管用的制管机进行加工,从而制作了直径为35mm的管状容器。通过压制成型,在由高密度聚乙烯成型为喷嘴部(肩部)的同时将所制作的管熔接于喷嘴部,从而制作了直径为35mm的管状容器。
[0548]
(比较例1-4)
[0549]
利用干式层压、使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitika株式会社制、商品名:onbc)、厚度为60μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625a),从而制作了膜。利用带有管口熔接机的制袋机,对所制作的膜和由高密度聚乙烯挤出成型制作的喷嘴进行加工,从而制作了角撑型(gusset)的带有管口的袋。
[0550]
表1示出了各实施例和各比较例涉及的容器的构成。表1中的主体部的构成栏中记载的数值表示纸的单位面积重量(g/m2)或树脂层的厚度(μm)。
[0551]
[表1]
[0552][0553]
另外,表2中示出了各实施例和各比较例涉及的容器的材料组成、每1个容器使用的树脂质量、主体部厚度、树脂使用量、成形性、主体部的自立性、综合评价。
[0554]
表2中的树脂使用量、成形性、主体部的自立性、综合评价根据以下标准进行评价。需要说明的是,由于比较例1-3和1-4涉及的容器与实施例1-1~1-6涉及的容器形式不同,
因此未评价成形性。
[0555]
《树脂使用量》
[0556]
○
:纸占容器质量的质量比例最高
[0557]
×
:纸占容器质量的质量比例不是最高
[0558]
《成型性》
[0559]
◎
:可以无问题地进行利用背衬制袋机的主体部的加工以及主体部向注出口部的熔接,成形性良好。
[0560]
○
:可以无问题地进行利用背衬制袋机的主体部的加工以及主体部向注出口部的熔接,成形性良好,但是,与
“◎”
的情况相比生产性稍差,如生产节拍(takt)变差等。
[0561]
×
:无法进行利用背衬制袋机的主体部的加工以及主体部向注出口部的熔接,或者熔接部位烧焦,成形性存在问题
[0562]
《自立性》
[0563]
○
:将未填充内容物的容器的注出筒部朝下时,主体部得以保持而不弯折
[0564]
×
:不可自立
[0565]
《综合评价》
[0566]
○
:树脂使用量,成形性以及自立性均良好(
◎
或
○
)
[0567]
×
:树脂用量、成形性以及自立性中的任一项差(
×
)
[0568]
[表2]
[0569][0570]
如表2所示,在实施例1-1~1-6涉及的管状容器中,纸占容器整体的质量比例均为最高,树脂的使用量减少,但是构成主体部的片材包含单位面积重量为30~200g/m2的纸,具有刚度,因此即使在内容物减少的状态下主体部也可以自立,利用加工装置的成形性也没有问题。
[0571]
另外,对于注出口部的法兰部设置有凸部和凹部的实施例1-1、1-3~1-6涉及的管状容器,与未设置凸部和凹部的比较例1-2相比,主体部以设置有凸部和凹部的部位为中心牢固地熔接在法兰部上,两者的密封强度更优异。
[0572]
与此相对,对于比较例1-1涉及的管状容器,构成主体部的片材由树脂膜构成,因此刚度不充分,在内容物减少了的状态下主体部无法自立。另外,主体部和注出口部也均由树脂形成,因此不适合减少树脂的使用量。
[0573]
对于比较例1-2涉及的管状容器,构成主体部的片材所含的纸太厚,因此无法进行主体部背衬时的熔接和主体部向注出口部的熔接。比较例1-2涉及的管状容器无法成形,因此无法评价自立性。
[0574]
对于比较例1-3涉及的层叠管,构成主体部的树脂的层叠片材的厚度较大,因此在减少了内容物的状态下主体部可以自立,但是树脂的使用量多,不适合减少树脂使用量。
[0575]
对于比较例1-4涉及的带有管口的袋,构成主体部的片材由树脂膜构成,因此刚度不充分,并且不具有适合自立的容器形状,因此在减少了内容物的状态下无法自立。另外,主体部和注出口部均由树脂构成,不适合减少树脂使用量。
[0576]
《第2实施方式的实施例和比较例》
[0577]
(实施例2-1)
[0578]
使用2液固化型干式层压粘接剂(三井化学株式会社制、商品名:takelac(注册商标)a626和takenate(注册商标)a50)在单位面积重量为70g/m2的耐油纸(大兴制纸株式会社制)上依次粘贴厚度为12μm的透明蒸镀pet膜(凸版印刷株式会社制、商品名:gl-arh-f)、厚度为15μm的双轴拉伸尼龙(unitika株式会社制、onbc)、厚度为60μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620l),从而制作了主体部构成用的片材。利用合掌粘贴制袋机对所制作的片材进行加工,从而制作了制袋宽度55mm、长度180mm、密封宽度8mm的套筒。
[0579]
接着,使用2液固化型干式层压粘接剂(三井化学株式会社制、商品名:takelac(注册商标)a626和takenate(注册商标)a50)在单位面积重量为200g/m2的杯原纸(oji ftex株式会社制)的一个面上依次粘贴厚度为12μm的透明蒸镀pet膜(凸版印刷株式会社制、商品名:gl-arh-f)、厚度为60μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620l)。另外,在杯原纸的另一个面上利用挤出机将低熔点聚乙烯(ldpe、旭化成株式会社制、商品名:l1850k)以20μm的厚度成膜,从而制作了注出口部(筒部和平板部)构成用的片材。
[0580]
将注出口部构成用的片材冲压成外径为φ39mm、内径为φ21mm的甜甜圈状,使用卷边工具将外周部向内侧卷曲,然后使用超声波密封机压扁卷边,从而制作了外径为φ35mm的平板部用的部件。另一方面,将注出口部构成用的片材切割成88mm宽
×
40mm长的矩形,通过将短边部分折回(弯折)到相对一侧,然后卷成筒状,与弯折部分啮合并进行热封,从而制作了直径为φ21mm的筒状的中间体。将上述平板部用的部件嵌入到筒状的中间体中,然后将筒状的中间体的两端以φ2mm的卷曲直径向外卷曲。将另一个卷曲压扁并利用超声波密封与平板部用的部件一体化,从而制作了纸制的注出口部(喷嘴)。
[0581]
将所制作的注出口部插入上述套筒中,一边沿着平板部的外周的折叠部折叠套筒的片材,一边进行超声波密封,从而将主体部(套筒)安装于注出口部的平板部。
[0582]
使用2液固化型干式层压粘接剂(三井化学株式会社制、商品名:takelac(注册商标)a626和takenate(注册商标)a50)将厚度为12μm的透明蒸镀pet膜(凸版印刷株式会社制、商品名:gl-arh-f)和易剥离膜(toray film加工株式会社制、商品名:cf9501ea)粘贴在
一起,从而制作了顶部密封材料。将顶部密封材料热封在注出口部的筒部的开放端,从而制作了实施例2-1涉及的纸制管状容器。
[0583]
(比较例2-1)
[0584]
作为比较例2-1,制作了主体部的中间层使用了纸的层叠管。
[0585]
使用2液固化型干式层压粘接剂(三井化学株式会社制、商品名:takelac(注册商标)a626和takenate(注册商标)a50)在厚度为130μm的低熔点聚乙烯膜(ldpe、tamapoli化学株式会社制、商品名:v-1)的一个面上依次粘贴单位面积重量为50g/m2的原色牛皮纸(oji materia株式会社制)、厚度为12μm的透明蒸镀pet膜(凸版印刷株式会社制、商品名:gl-arh-f)、厚度为150μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620l)。接着,经由使用挤出机挤出的厚度为30μm的聚乙烯(spe、旭化成株式会社制、商品名:l1850k),将ldpe膜的另一个面与厚度为40μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620l)层压在一起,从而制作了制管用的原材。
[0586]
使用一般的层叠管的制造装置,由所制作的原材制作套筒(主体部),并通过in-line压制成型进行肩部的成型和与主体部一体化,从而制作了比较例2-1涉及的层叠管。需要说明的是,肩部使用高密度聚乙烯成型。
[0587]
(比较例2-2)
[0588]
作为比较例2-2,制作了一般的树脂制的层叠管。
[0589]
使用2液固化型干式层压粘接剂(三井化学株式会社制、商品名:takelac(注册商标)a626和takenate(注册商标)a50)在厚度为130μm的低熔点聚乙烯膜(ldpe、tamapoli化学株式会社制、商品名:v-1)的一个面上依次粘贴厚度为12μm的双轴拉伸聚对苯二甲酸乙二醇酯膜(东丽株式会社制、商品名:p60)、厚度为12μm的透明蒸镀pet膜(凸版印刷株式会社制、商品名:gl-arh-f)、厚度为150μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620l)。接着,经由使用挤出机挤出的厚度为30μm的聚乙烯(spe、旭化成株式会社制、商品名:l1850k),在ldpe膜的另一个面与厚度为40μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620l)之间进行夹层式层压,从而制作了制管用的原材。
[0590]
使用一般的层叠管的制造装置,由所制作的原材制作套筒(主体部),并通过in-line压制成型进行肩部的成型和与主体部一体化,从而制作了比较例2-2涉及的层叠管。需要说明的是,肩部使用高密度聚乙烯成型。
[0591]
表3示出实施例2-1和比较例2-1、2-2涉及的管状容器的纸比率、阻隔性的有无、口部的开封性、废弃性、综合评价。表3中的纸比率是纸的质量占管状容器整体的质量的比例(质量%)。对于阻隔性的评价,将主体部和肩部(注出口部)二者均具有阻隔性的情况设为
“◎”
,将除此以外的情况设为
“×”
。关于口部开封性,将顶部密封材料容易打开的情况设为
“◎”
,将除此以外的情况设为
“×”
,
“‑”
表示未评价。另外,关于可回收性,将作为纸可回收的情况设为
“◎”
,将除此以外的情况设为
“×”
。对于综合评价,将阻隔性、口部开封性以及可再生性的所有的评价均为
“◎”
的情况设为
“○“
,将除此以外的情况设为
“×”
。
[0592]
[表3]
[0593][0594]
如表3所示,在实施例2-1涉及的纸制管状容器中,纸比率超过容器总质量的50%,可以作为纸再回收。另外,通过在主体部构成用的片材和注出口部构成用的片材中使用阻隔膜,能够对主体部和注出口部二者赋予阻隔性。另外,通过在注出口部密封层叠有阻隔膜和易剥离膜的顶部密封材料,可以在开封前的状态下将内容物保持为密封状态,并且也容易除去顶部密封材料。因此,本实施方式涉及的纸制管状容器由以纸为主体的片材构成,并且具有优异的密封性。
[0595]
在比较例2-1涉及的层叠管中,构成主体部的片材的中间层具有纸层,因此主体部的外观看起来像纸,但是实际的纸比率小于10%,无法减少塑料使用量,需要作为塑料容器废弃。比较例2-2涉及的层叠管的塑料比率为100%,因此也无法减少塑料使用量,需要作为塑料容器废弃。在比较例2-1和2-2涉及的层叠管中,肩部是由hdpe成型的,因此无法对肩部赋予阻隔性。另外,在肩部的注出口没有设置顶部密封材料,因此与实施例2-1涉及的纸制容易基相比,开封前的密封型变差。
[0596]
《第3实施方式的实施例和比较例》
[0597]
(实施例3-1)
[0598]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为50μm的直链状低熔点聚乙烯(lldpe、tamapoli化学株式会社制、商品名:se620a)。在纸的另一个表面上通过印刷形成油墨层和外涂层,在背衬密封部与主体部重叠的领域、和在将主体部密封于注出口部的法兰部时折叠的重叠区域中图案化涂布含有热塑性树脂的热熔接性涂布剂(图16中的阴影区域)。将热熔接性涂布剂的涂布量设为10g/m2。利用背衬制袋机对形成有热熔接性涂布层的片材进行加工,从而制作了直径35mm
×
长度200mm的背衬袋(主体部)。
[0599]
注出口部(喷嘴)通过将聚乙烯挤出成形来制作。
[0600]
通过使用专用的加工装置将所制作的主体部和注出口部热熔接,从而制作了直径为35mm的管状容器。
[0601]
(实施例3-2)
[0602]
除了将热熔接性涂布剂的涂布量设为1g/m2以外,与实施例3-1同样地制作了直径为35mm的管状容器。
[0603]
(实施例3-3)
[0604]
除了将热熔接性涂布剂的涂布量设为20g/m2以外,与实施例3-1同样地制作了直径为35mm的管状容器。
[0605]
(实施例3-4)
[0606]
除了将热熔接性涂布剂涂布在片材的整个面以外,与实施例3-1同样地制作了直径为35mm的管状容器。
[0607]
(比较例3-1)
[0608]
除了不涂布热熔接性涂布剂以外,与实施例3-1同样地制作了直径为35mm的管状容器。
[0609]
(比较例3-2)
[0610]
除了将热熔接性涂布剂的涂布量设为0.1g/m2以外,与实施例3-1同样地制作了直径为35mm的管状容器。
[0611]
表4一并示出各实施例和各比较例中的纸的单位面积重量、热熔接性涂布剂的涂布量和涂布方式、制袋适应性(机械适应性)、主体部的刚度以及纸弹起的评价结果。
[0612]
需要说明的是,根据以下标准评价了表4中的制袋适应性(机械适应性)、主体部的刚度以及纸弹起。另外,表4中的
“‑”
表示未评价。
[0613]
《制袋适应性(机械适应性)》
[0614]
○
:利用制袋机加工主体部时的机械适应性良好
[0615]
△
:因摩擦系数增加而机械适应性略有下降,但是为没有问题的水平
[0616]
×
:摩擦系数过高而滑动性差,难以利用制袋机加工
[0617]
《主体部的刚度》
[0618]
○
:因背衬密封部而感觉到刚度感提高
[0619]
×
:没有因背衬密封部而感觉到刚度感提高
[0620]
《纸弹起》
[0621]
◎
:无纸弹起,片材的重叠部分一体化
[0622]
○
:无纸弹起,但是片材的重叠部分看起来略微浮起
[0623]
×
:有纸弹起
[0624]
[表4]
[0625][0626]
如表4所示,在实施例3-1~3-4涉及的管状容器中,在主体部的背衬密封部和肩部
(主体部向法兰部的熔接部分)均没有发生纸弹起,美观性高。另外,通过将背衬密封部熔接于主体部,主体部的刚性(rigid)提高,可以感觉到主体部的刚度感提高。另外,在实施例3-1~3-4中,形成主体部时的制袋适应性也良好。
[0627]
在比较例3-1涉及的管状容器中,由于未设置热熔接性涂层,因此在主体部的背衬密封部和肩部(主体部向法兰部的熔接部分)均发生了纸弹起。在比较例3-2涉及的管状容器中,由于热熔接性涂布剂的涂布量过少,因此在主体部的背衬密封部和肩部(主体部向法兰部的熔接部分)也均发生了纸弹起。因此,比较例3-1、3-2涉及的管状容器在美观性方面比实施例3-1~3-4差。另外,由于背衬密封部没有熔接于主体部,因此主体部的刚度感低于实施例3-1~3-4。
[0628]
《第4实施方式的实施例和比较例》
[0629]
本技术发明人使用实施例4-1~4-4和比较例4-1、4-2的管状容器,实施了确认以下的试验:用于形成筒状的主体部密封部的弹起情况、有无内容物渗透到纸层、以及注出口部的熔接部的漏液情况。实施例4-1~4-4和比较例4-1、4-2均由主体部和注出口部构成,注出口部的结构和材料与用于上述第1实施方式的管状容器的注出口部相同。另外,实施例4-1~4-4和比较例4-1、4-2中的将注出口部安装于主体部的方法、以及底部的层叠片材彼此粘接的方法与上述第1实施方式的管状容器相同。
[0630]
接着,分别对实施例4-1~4-4、比较例4-1、4-2的主体部的结构进行说明。
[0631]
(实施例4-1)
[0632]
从最内层侧起依次层叠直链状低密度聚乙烯树脂(lldpe)膜(tamapoli株式会社制、商品名:se620a)(50μm)、无机蒸镀聚对苯二甲酸乙二醇酯膜(凸版印刷株式会社制、商品名:gl-rd)(12μm),并且使用干式层压用粘接剂进行干式层压,从而制作了内侧层叠膜。该粘接剂使用了2液固化型氨基甲酸酯系粘接剂(三井化学株式会社制、主剂a626/固化剂a5)。
[0633]
另外,从最外层侧起依次层叠低密度聚乙烯树脂(ldpe)(日本polyethylene株式会社制、商品名:lc600a)(15μm)、聚对苯二甲酸乙二醇酯(pet)(东丽株式会社制、商品名:p60)(12μm),并且利用挤出层压来形成,从而制作了外侧层叠膜。
[0634]
使用spe(日本polyethylene株式会社制、商品名:novatec lc600a)(15μm),利用挤出层压分别在原色牛皮纸(oji materia株式会社制、原色轻质包装纸)(70g/m2)的一个面上粘接上述内侧层叠膜,在相反侧粘接上述外侧层叠膜,从而完成了构成主体部的层叠片材。
[0635]
在将原色牛皮纸、内侧层叠膜以及外侧层叠膜层叠时,在内侧层叠膜和外侧层叠膜的宽度方向上的整个面之间以条状供给多个110mm宽的原色牛皮纸并进行粘贴。然后,以原色牛皮纸部分为中央,以在两侧部分形成仅有8mm的膜部分的方式切开。筒状形成的方法与上述第1实施方式的管状容器的主体部的筒状形成的方法相同。
[0636]
(实施例4-2)
[0637]
从最内层侧起依次层叠直链状低密度聚乙烯树脂(lldpe)膜(tamapoli株式会社制、商品名:se620a)(50μm)、无机蒸镀聚对苯二甲酸乙二醇酯膜(凸版印刷株式会社制、商品名:gl-rd)(12μm),并且使用干式层压用粘接剂进行干式层压,从而制作了内侧层叠膜。该粘接剂使用了2液固化型氨基甲酸酯系粘接剂(三井化学株式会社制、主剂a626/固化剂
a5)。
[0638]
使用spe(日本polyethylene株式会社制、商品名:novatec lc600a)(15μm),利用挤出层压在原色牛皮纸(oji materia株式会社制、原色轻质包装纸)(70g/m2)的一个面上粘接上述内侧层叠膜,并且同样地利用挤出层压在相反一侧粘贴低密度聚乙烯树脂(ldpe)(日本polyethylene株式会社制、商品名:lc600a)(15μm)的单层,从而完成了构成主体部的层叠片材。
[0639]
在将原色牛皮纸、内侧层叠膜以及低密度聚乙烯树脂(ldpe)的单层层叠时,在内侧层叠膜和低密度聚乙烯树脂(ldpe)的单层的宽度方向上的整个面以条状供给多个110mm宽的原色牛皮纸并进行粘贴。然后,以原色牛皮纸部分为中央,以在两侧部分形成仅有8mm的膜部分的方式切开。筒状形成的方法与实施例4-1的筒状形成的方法相同。
[0640]
(实施例4-3)
[0641]
从最内层侧起依次层叠直链状低密度聚乙烯树脂(lldpe)膜(tamapoli株式会社制、商品名:se620a)(50μm)、铝箔(7μm)、聚对苯二甲酸乙二醇酯(pet)膜(东丽株式会社制、商品名:p60)(12μm),并且使用干式层压用粘接剂进行干式层压,从而制作了内侧层叠膜。该粘接剂使用了2液固化型氨基甲酸酯系粘接剂(三井化学株式会社制、主剂a626/固化剂a5)。
[0642]
使用spe(日本polyethylene株式会社制、商品名:novatec lc600a)(15μm),利用挤出层压在原色牛皮纸(oji materia株式会社制、原色轻质包装纸)(70g/m2)的一个面上粘接上述内侧层叠膜,并且同样地利用挤出层压在相反一侧粘贴低密度聚乙烯树脂(ldpe)(日本polyethylene株式会社制、商品名:lc600a)(15μm)的单层,从而完成了构成主体部的层叠片材。
[0643]
在将原色牛皮纸、内侧层叠膜以及低密度聚乙烯树脂(ldpe)的单层层叠时,在内侧层叠膜和低密度聚乙烯树脂(ldpe)的单层的宽度方向上的整个面以条状供给多个110mm宽的原色牛皮纸并进行粘贴。然后,以原色牛皮纸部分为中央,以在两侧部分形成仅有8mm的膜部分的方式切开。筒状形成的方法与实施例4-1的筒状形成的方法相同。
[0644]
(实施例4-4)
[0645]
从最内层侧起依次层叠emaa树脂(mitsui dow polychemical株式会社制、商品名:an4228c)(50μm)、无机蒸镀聚对苯二甲酸乙二醇酯膜(凸版印刷株式会社制、商品名:gl-rd)(12μm),并且利用挤出层压进行粘贴,从而制作了内侧层叠膜。
[0646]
使用emaa树脂(mitsui dow polychemical株式会社制、商品名:an4228c)(15μm),利用挤出层压在原色牛皮纸(oji materia株式会社制、原色轻质包装纸)(70g/m2)的一个面上粘贴上述内侧层叠膜,并且在相反一侧形成emaa树脂(mitsui dow polychemical株式会社制、商品名:an4228c)(15μm)的单层,从而完成了构成主体部的层叠片材。
[0647]
在将原色牛皮纸、内侧层叠膜以及emaa树脂的单层层叠时,在内侧层叠膜和emaa树脂的单层的宽度方向上的整个面以条状供给多个110mm宽的原色牛皮纸并进行粘贴。然后,以原色牛皮纸部分为中央,以在两侧部分形成仅有8mm的膜部分的方式切开。筒状形成的方法与实施例4-1的筒状形成的方法相同。
[0648]
(比较例4-1)
[0649]
通过粘贴与实施例4-1相同的层叠构成,完成了构成主体部的层叠片材。但是,在
将原色牛皮纸、内侧层叠膜以及外侧层叠膜层叠时,制作了以下结构:将原色牛皮纸在宽度方向上的整个面上与内侧层叠膜和外侧层叠膜粘贴,并且在主体部的高度方向上切成条状而成的主体部形成用坯料的两个端缘露出原色牛皮纸的端面。
[0650]
筒状形成的方法与实施例4-1的筒状形成的方法相同。
[0651]
(比较例4-2)
[0652]
构成主体部的层叠片材的层叠构成、以及在主体部形成用坯料的两端缘露出原色牛皮纸的端面的主体部形成用坯料的结构与比较例4-1相同。
[0653]
筒状形成的方法与比较例4-1不同,利用将作为最内层的直链状低密度聚乙烯树脂(lldpe)膜彼此粘贴起来的合掌粘贴方法来形成筒状。
[0654]
(试验方法)
[0655]
对于实施例4-1~4-4、比较例4-1和4-2的管状容器,通过目视判断用于形成筒状的主体部密封部是否弹起、外观是否变差。
[0656]
另外,在实施例4-1~4-4、比较例4-1和4-2的管状容器中填充作为内容物的黄油,在40℃保存2周,确认是否在作为纸的原色牛皮纸上产生油污。
[0657]
进一步,在下述同一条件下对实施例4-1~4-4、比较例4-1和4-2的管状容器进行超声波熔接,并且使用检查液确认注出口部的漏液。
[0658]
条件:发送时间为0.3秒,保持时间为0.3秒,振动频率为30khz
[0659]
对实施例4-1~4-4、比较例4-1和4-2的各100个管状容器分别进行该注出口部的漏液的确认,并且确认了该100个管状容器中发生了漏液的管状容器的数量(漏液数/评价数)。
[0660]
(试验结果
·
考察)
[0661]
上述试验方法的试验结果如表5所示。
[0662]
在表5中,评价项目“主体部密封部弹起”是指用于形成筒状的主体部密封部的弹起,
“○”
表示没有这种弹起、外观良好,
“×”
表示具有这种弹起,外观变差。评价项目“内容物渗透到纸层”中的纸层为原色牛皮纸,
“○”
表示内容物未渗透到主体部的纸层,
“×”
表示内容物渗透到主体部的纸层。另外,评价项目“注出口部的熔接部的漏液”中的
“○”
表示发生漏液的个数为0个的情况,
“×”
表示漏液发生1个以上的情况。进一步,“综合评价”中的
“○”
表示上述各评价综合判断为良好,
“×”
表示上述各评价综合判断为差。
[0663]
另外,表5中的层叠片材的构成栏中记载的数值表示纸的单位面积重量(g/m2)、树脂量的厚度(μm)或铝箔的厚度(μm)。
[0664]
在实施例4-1~4-4中,用于形成筒状的主体部密封部没有发生弹起,外观良好,内容物没有渗透到主体部的纸层中(油污),进一步,在100个管状容器中注出口部的熔接部发生漏夜的个数为0个。
[0665]
另一方面,在比较例4-1中,用于形成筒状的主体部密封部没有发生弹起,但是内容物渗透到主体部的纸层中(油污),进一步,在100个管状容器中有10个的注出口部的熔接部发生漏夜。另外,在比较例4-2中,内容物没有渗透到主体部的纸层中(油污),但是用于形成筒状的主体部密封部发生弹起,进一步,在100个管状容器中有30个的注出口部的熔接部发生漏夜。
[0666]
根据上述试验结果可知,纸层的端面在构成主体部的层叠片材的切开后的两端缘
没有露出、而形成仅由膜部分构成的部分,并且以使两端缘的最外层和最内层的面重叠的方式形成为筒状,使用由此得到的主体部的管状容器的外观良好,防止内容物渗透到纸层中,并且密封性良好。
[0667]
[表5]
[0668][0669]
如上所述,在第4实施方式涉及的管状容器的主体部中,在由最内层和最外层为热塑性树脂层且中间层为纸层的层叠片材构成的主体部形成用坯料的相对的两个端缘侧,纸层的端面不露出。由于将使用纸层的端面不露出的主体部形成用坯料的两端缘彼此重叠而形成为筒状,因此纸层的端面不会在管状容器的主体部内部露出,纸层的端面不会与内容物接触。另外,在第4实施方式涉及的管状容器的主体部中,主体部形成用坯料的相对的两端缘通过将最外层和最内层的面重合而使其热熔接。因此,主体部密封部不会像(例如)合掌粘贴那样变厚,外观良好。
[0670]
《第5实施方式的实施例和比较例》
[0671]
(实施例5-1)
[0672]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的
原色牛皮纸(王子制纸株式会社制)上依次粘贴剥离强度为0.50n/15mm且厚度为30μm的ep材料(dic株式会社制、商品名:e3701t)、厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),使得原色牛皮纸与透明阻隔膜之间的剥离强度成为0.50n/15mm,从而制作了主体部形成用的片材。
[0673]
在所制作的片材上层叠油墨层和外涂清漆层,并且利用背衬制袋机进行加工,从而制作了直径35mm
×
长度180mm的背衬袋(主体部)。
[0674]
注出口塞使用聚乙烯树脂通过挤出成型而成型。
[0675]
使用专用的加工装置将所制作的主体部和注出口部热熔接,从而制作了直径为35mm的管状容器。
[0676]
(实施例5-2)
[0677]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴剥离强度为1n/15mm且厚度为30μm的ep材料(dic株式会社制、商品名:e3701t)、厚度为12μm的pet膜(东丽株式会社制、商品名:e5100)、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),使得原色牛皮纸与pet膜之间的剥离强度成为1n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0678]
(实施例5-3)
[0679]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴剥离强度为3.1n/15mm且厚度为30μm的ep材料(dic株式会社制、商品名:e3701t)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),使得原色牛皮纸与拉伸尼龙膜之间的剥离强度成为3.1n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0680]
(实施例5-4)
[0681]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时在原色牛皮纸与透明阻隔膜之间图案化涂布有机硅系剥离清漆,使得原色牛皮纸与透明阻隔膜之间的剥离强度成为0.70n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0682]
(实施例5-5)
[0683]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时在原色牛皮纸与
铝箔之间图案化涂布有机硅系剥离清漆,使得原色牛皮纸与铝箔之间的剥离强度成为1.2n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0684]
(实施例5-6)
[0685]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为12μm的pet膜(东丽株式会社制、商品名:e5100)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时在原色牛皮纸与铝箔之间图案化涂布有机硅系剥离清漆,使得原色牛皮纸与al之间的剥离强度成为2.5n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0686]
(实施例5-7)
[0687]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色耐油纸(大兴制纸株式会社制)上依次粘贴厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时在原色牛皮纸与铝箔之间图案化涂布有机硅系剥离清漆,使得原色牛皮纸与铝箔之间的剥离强度成为6n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0688]
(实施例5-8)
[0689]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的pet膜(东丽株式会社制、商品名:e5100)、厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时,在pet膜与透明阻隔膜之间使用再剥离性粘接剂(toyochem株式会社制、商品名:siavine sp-205)以10g/m2(干式)的涂布量进行层压,使得剥离强度成为0.70n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0690]
(实施例5-9)
[0691]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),利用厚度为5~100μm的聚烯烃系树脂,将平滑度为20~300秒、单位面积重量为100g/m2的单面光泽原色牛皮纸(王子制纸株式会社制)的光泽面与透明阻隔膜粘贴,使得原色牛皮纸与透明阻隔膜之间的剥离强度成为1.4n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0692]
(实施例5-10)
[0693]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会
社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),利用厚度为5~100μm的聚烯烃系树脂,将平滑度为20~300秒、单位面积重量为100g/m2的单面光泽原色耐油纸(大兴制纸株式会社制)的光泽面与透明阻隔膜粘贴,使得原色耐油纸与透明阻隔膜之间的剥离强度成为2.8n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0694]
(比较例5-1)
[0695]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。此时,将原色牛皮纸与透明阻隔膜之间的涂布量设为2g/m2(干式),并将其他部分的涂布量设为5g/m2(干式)。除了省略赋予易剥离性的工序来制作主体部形成用的片材以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0696]
(比较例5-2)
[0697]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。此时,将原色牛皮纸与透明阻隔膜之间的涂布量设为7g/m2(干式),并将其他部分的涂布量设为5g/m2(干式)。除了省略赋予易剥离性的工序来制作主体部形成用的片材以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0698]
(比较例5-3)
[0699]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴剥离强度为0.35n/15mm且厚度为30μm的ep材料(dic株式会社制、商品名:e3701t)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),使得原色牛皮纸与透明阻隔膜之间的剥离强度成为0.35n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0700]
(比较例5-4)
[0701]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时在原色牛皮纸与铝箔之间图案化涂布有机硅系剥离清漆,使得原色牛皮纸与铝箔之间的剥离强度成为13n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0702]
(比较例5-5)
[0703]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的
原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的pet膜(东丽株式会社制、商品名:e5100)、厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),此时,在pet膜与透明阻隔膜之间使用再剥离性粘接剂(toyochem株式会社制、商品名:siavine sp-205)以30g/m2(干式)的涂布量进行层压,使得剥离强度成为12n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0704]
(比较例5-6)
[0705]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)上依次粘贴厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),利用厚度为5~100μm的聚烯烃系树脂,将平滑度为5~小于20秒、单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)与透明阻隔膜粘贴,使得原色牛皮纸与透明阻隔膜之间的剥离强度成为0.35n/15mm,从而制作了主体部形成用的片材,除此以外,与实施例5-1同样地制作了直径为35mm的管状容器。
[0706]
对实施例5-1~5-10和比较例5-1~5-6中所制作的管状容器进行揉捏试验、落下试验、振动试验、分离性试验。在揉捏试验中,在将100ml的水填充到管状容器中的状态下揉捏100次以确认纸层的剥离状态。在落下试验中,在将100ml的水填充到管状容器中的状态下,将管状容器以姿势随机的方式从1.5m的高度落下10次以确认纸层的剥离状态。在振动试验中,以使施加在管状容器上的振动的振幅和频率随机的方式使其在z轴方向(垂直方向,容器的轴向)上振动15分钟以确认纸层的剥离状态。在分离性试验中,将纸层从主体部分离,判定残留在基材膜层侧的纸层的质量是否为分离前的纸层的质量的5%以下(纸残留为5%以下)、或者残留在纸层侧的基材膜层的质量是否为分离前的基材膜层的质量的5%以下(树脂残留为5%以下)。
[0707]
表6中示出各实施例和各比较例涉及的管状容器的构成、易剥离性赋予方法、剥离强度、各试验的评价、综合评价。需要说明的是,表6中的主体部的构成一栏中记载的数值表示纸的单位面积重量(g/m2)或层的厚度(μm)。
[0708]
表6中的各试验结果和综合评价根据以下标准评价。
[0709]
《揉捏试验/落下试验/振动试验》
[0710]
:无剥离
[0711]-:有剥离
[0712]
《分离试验》
[0713]
:纸残留或树脂残留为5%以下
[0714]-:纸残留或树脂残留超过5%
[0715]
《综合评价》
[0716]
:剥离强度为1n/15mm以上3n/15mm以下,特别优选,揉捏试验/落下试验/振动试验/剥离试验均为良好(均为 )
[0717]
:剥离强度为0.5n/15mm以上且小于1n/15mm、或超过3n/15mm且为10n/15mm以下,揉捏试验/落下试验/振动试验/剥离试验均为良好(均为 )
[0718]-:剥离强度小于0.5n/15mm或超过10n/15mm,揉捏试验/落下试验/振动试验/剥离试验均为不良(均为-)
[0719]
[表6]
[0720][0721]
如表6所示,实施例5-1~5-10涉及的管状容器在揉捏试验、落下试验、振动试验中纸层均没有剥离,耐久性优异。此外,在分离性试验中,纸残留和树脂残留均为5%以下,分离性也优异。特别地,在实施例5-2、5-5、5-6、5-9、5-10中,剥离强度特别优选为1n/15mm以上3n/15mm以下,与剥离强度为0.5n/15mm以上且小于1n/15mm或超过3n/15mm且为10n/15mm以下的实施例5-1、5-3、5-4、5-7、5-8相比,耐久性和分离性之间的平衡更优异。
[0722]
与此相对,比较例5-1、5-3、5-6涉及的管状容器在分离试验中纸残留和树脂残留均为5%以下,分离性优异,并且在落下试验和振动试验中没有发生剥离。然而,由于剥离强度小于0.5n/15mm,因此在揉捏试验中发生纸层剥离。
[0723]
比较例5-2、5-4、5-5涉及的管状容器在揉捏试验、落下试验、振动试验中纸层没有剥离,耐久性优异,但是由于剥离强度超过10n/15mm,因此在分离试验中纸残留和树脂残留均超过5%,分离性较差。
[0724]
《第6实施方式的实施例和比较例》
[0725]
(片材制作)
[0726]
制作了片材a~e。对具体的制作方法进行说明。
[0727]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为70g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制)、厚度为50μm的聚乙烯。在原色牛皮
纸上层叠厚度为15μm的聚乙烯,从而制作了主体部形成用的片材a。
[0728]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为70g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制)、厚度为50μm的聚乙烯,从而制作了主体部形成用的片材b。
[0729]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为120g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制)、厚度为50μm的聚乙烯,从而制作了主体部形成用的片材c。
[0730]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为70g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制)、厚度为50μm的聚乙烯,从而制作了主体部形成用的片材d。
[0731]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制)、厚度为100μm的聚乙烯,从而制作了主体部形成用的片材e。
[0732]
表7中示出所制作的片材a~e的构成。需要说明的是,表7中的主体部的构成一栏中记载的数值表示纸的单位面积重量(g/m2)或层的厚度(μm)。
[0733]
[表7]
[0734][0735]
(实施例6-1)
[0736]
依次层叠厚度为30μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为30μm的聚乙烯(pe),使基材从端面露出,从而制作了宽度为8mm的带材。
[0737]
对于片材a~e中的每一个,使用比带材宽(宽度12mm)的密封条,将制作的带材从片材的内面熔接于片材的两端对接而成的对接部,从而制作了5个直径35mm
×
长度180mm的主体部。
[0738]
注出口部使用聚乙烯树脂通过挤出成型而成型。另外,盖使用聚丙烯树脂通过挤出成型而成型。
[0739]
通过使用专用的加工装置将所制作的5个主体部分别与注出口部热熔接,从而制作了5个内径为35mm的管状容器。
[0740]
(实施例6-2)
[0741]
依次层叠厚度为50μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为50μm的聚乙烯,使基材从端面露出,从而制作了带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0742]
(实施例6-3)
[0743]
依次层叠厚度为30μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为70μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0744]
(实施例6-4)
[0745]
依次层叠厚度为70μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为30μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0746]
(实施例6-5)
[0747]
依次层叠厚度为10μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为10μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0748]
(实施例6-6)
[0749]
依次层叠厚度为30μm的离聚物、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为40μm的离聚物,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0750]
(实施例6-7)
[0751]
依次层叠厚度为70μm的离聚物、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为70μm的离聚物,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0752]
(实施例6-8)
[0753]
依次层叠厚度为30μm的聚乙烯、厚度为25μm的透明阻隔膜(凸版印刷株式会社制)、厚度为30μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0754]
(实施例6-9)
[0755]
依次层叠厚度为30μm的聚乙烯、厚度为25μm的透明阻隔膜(凸版印刷株式会社制)、厚度为30μm的聚乙烯,利用超声波狭缝被覆端面的基材,从而制作了宽度为8mm的带材。使用比带材窄的密封条,将制作的带材分别熔接于片材a~e,从而制作了5个直径35mm
×
长度180mm的主体部。除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0756]
(实施例6-10)
[0757]
依次层叠厚度为40μm的聚乙烯、厚度为40μm的拉伸聚丙烯、厚度为40μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0758]
(比较例6-1)
[0759]
依次层叠厚度为9μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为9μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0760]
(比较例6-2)
[0761]
依次层叠厚度为7μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为7μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0762]
(比较例6-3)
[0763]
依次层叠厚度为4μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为70μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0764]
(比较例6-4)
[0765]
除了使用厚度为100μm的聚乙烯制作了宽度为8mm的带材以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0766]
(比较例6-5)
[0767]
依次层叠厚度为30μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为30μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0768]
(比较例6-6)
[0769]
通过将分别包含所制作的片材a~e的一对端缘的带状部分的内面呈合掌状彼此对接并熔接的合掌粘贴来制作了主体部,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0770]
(比较例6-7)
[0771]
依次层叠厚度为70μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为80μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0772]
(比较例6-8)
[0773]
依次层叠厚度为80μm的聚乙烯、厚度为12μm的透明阻隔膜(凸版印刷株式会社制)、厚度为80μm的聚乙烯,使基材从端面露出,从而制作了宽度为8mm的带材,除此以外,与实施例6-1同样地制作了5个内径伪35mm的管状容器。
[0774]
分别对实施例6-1~6-10和比较例6-1~6-8中所制作的管状容器进行端面保护评价、成形性评价、操作性评价、耐化学品性评价。
[0775]
端面保护评价通过利用显微镜观察带材的端面来进行。在带材的端面,如果基材未露出,则评价为具有端面保护(表7中的
○
),如果基材露出,则评价为没有端面保护(表7中的
×
)。
[0776]
在成形性评价中,将可以无问题地制作管状容器的情况评价为成形性良好(表7中的
○
),将成形稍微困难但基本可以无问题地制作管状容器的情况评价为成形性尚可(表7中的δ),将难以制作或无法制作管状容器的情况评价为成形性不良(表7中的
×
)。
[0777]
在处理性评价中,对于20名观察员,听取实际使用时的使用感。如果回答使用感良好的人数为15人以上,则评价为操作性良好(表7中的
○
),如果回答使用感良好的人数为14人以下,则评价为操作性不良(表7中的
×
)。
[0778]
在耐化学品性评价中,在所制作的各个管状容器中填充浓度为50%的乙醇,在室温40℃、湿度75%的环境下保存1个月,然后确认有无带材的层间剥离。如果没有剥离,则评价为耐化学品性良好(表7中的
○
),如果有剥离,则评价为耐化学品性不良(表7中的
×
)。
[0779]
对于有无面保护的评价、成形性评价、操作性评价、耐化学品性评价,将评价结果中均没有
“×”
的情况评价为
“○”
,将任一者中评价结果出现
“×”
的情况评价为
“×”
。
[0780]
表8中示出各实施例和各比较例涉及的带材的构成、相对于带材宽度的密封条宽度、熔接前的带材的端面中端面树脂的有无、各评价结果、以及综合评价结果。需要说明的是,表8中的带材的构成一栏中记载的数值表示层的厚度(μm)。
[0781]
[表8]
[0782][0783]
在实施例6-1~6-8、以及6-10涉及的管状容器中,在熔接前的状态下,基材从带材620的端面露出,但是在熔接前的状态下,由于带材620的第1树脂层621和第2树脂层622的厚度均为10μm以上70μm以下,并且使用比带材620更宽的密封条来熔接带材620,因此可以
通过熔接时熔解了的第1树脂层621或第2树脂层622的树脂来保护基材623的端面。
[0784]
在实施例6-5涉及的管状容器中,带材的第1树脂层621和第2树脂层622的厚度均为10μm,稍薄,因此被覆基材的端面的树脂量较少,但是几乎可以无问题地制作管状容器。
[0785]
在实施例6-6和6-7涉及的管状容器的带材中,由于第1树脂层621和第2树脂层622是离聚物并且基材623是铝箔,因此除了阻隔性以外,还可以赋予带材遮光性。
[0786]
另外,在实施例6-9涉及的管状容器中,在熔接前的状态下,带材620的第1树脂层621和第2树脂层622的厚度均为10μm以上70μm以下,并且基材623的端面被端面树脂624被覆,因此即使使用比带材620窄的密封条来熔接带材620,也可以保护基材623的端面。
[0787]
在比较例6-1涉及的管状容器的带材中,第1树脂层和第2树脂层的厚度均薄至9μm,难以被覆基材的端面,耐化学品性低。另外,容易产生与主体部的熔接不良。
[0788]
在比较例6-2涉及的管状容器的带材中,第1树脂层和第2树脂层的厚度均薄至7μm,因此基材的端面没有被被覆,耐化学品性低。另外,容易产生与主体部的熔接不良。
[0789]
在比较例6-3涉及的管状容器的带材中,由于第1树脂层的厚度薄至4μm,因此可能无法形成第1树脂层的膜,也难以与主体部熔接。但是,由于第2树脂层的厚度为70μm,较厚,因此保护了基材的端面。
[0790]
比较例6-4涉及的管状容器的带材是聚乙烯的单层。因此,带材不具有来自拉伸性基材的拉伸余量,难以进行稳定的管状容器的制袋。
[0791]
在比较例6-5涉及的管状容器的带材中,在熔接前的状态下,尽管使用了基材从带材的端面露出了的带材,但是由于使用比带材窄的密封条来熔接带材,因此基材的端面没有被被覆,耐化学品性低。
[0792]
比较例6-6涉及的管状容器中,通过合掌粘贴而制作主体部,因此从主体部突出的合掌密封部在使用时碰到手,操作性差。另外,由于合掌密封部分的刚度高,因此难以进行管状容器的制袋。
[0793]
在比较例6-7涉及的管状容器的带材中,由于第1树脂层的厚度厚至80μm,带材自身的厚度增加,难以在制袋时对主体部实施端部密封。
[0794]
在比较例6-8涉及的管状容器的带材中,第1树脂层和第2树脂层的厚度均厚至80μm,带材自身的厚度增加,难以在制袋时对主体部实施端部密封。
[0795]
《第7实施方式的实施例和比较例》
[0796]
(实施例7-1)
[0797]
第7实施方式的管状容器是与图37等中所示的上述实施方式的管状容器7100具有相同结构的管状容器。
[0798]
注出口部使用通过聚乙烯(pe)树脂的挤出成型而制作的注出口部,构成主体部的层叠片材的层构成从具有主体部的外周面的最外层侧起为聚乙烯(pe)(15μm)/纸(70g)/透明蒸镀聚对苯二甲酸乙二醇酯(pet)(12μm)/尼龙(ny)(15μm)/聚乙烯(pe)(50μm)。
[0799]
上述纸的单位面积重量大于30g/m2且小于300g/m2。
[0800]
法兰部的周缘部附近的主体部的外周的长度(a)为约110mm,法兰部的周缘部附近的主体部的外周的直径(b)为35mm,从主体部的另一端侧的边缘至第1格线相对于第1格线大致成直角延伸的线的长度(c)为5mm。因此,(b-c
×
2)的长度为25mm,以该25mm为直径的圆的圆周长(f)为约78.5mm。(a-f)的长度为约31.5mm,在将1条山折线和该山折线左右的第1
谷折线和第2谷折线的组数(e)设为10,主体部的另一端侧的边缘的等腰三角形的底边的长度(d)为(a-f)/e,即,约为31.5/10,约3.2mm。
[0801]
褶在法兰部的周缘部上的主体部的另一端的外面上在一个方向上折叠,并且密封于主体部的另一端的外面上。另外,通过呈合掌状地对接熔接而形成的背衬密封部,形成了主体部,如图40(a)和40(b)所示,在背衬密封部没有形成褶,而在背衬密封部的左右部分有意地形成了褶。
[0802]
将主体部安装于注出口部的方法如下所述。
[0803]
将注出口部安装到芯轴的上部,然后将主体部高度方向上的长度比芯轴高度方向上的长度长的主体部插入到芯轴中,使主体部720在c的长度比芯轴突出的位置处固定。然后,使用阴模在主体部的熔点以下的温度下进行加热加压,在主体部上形成了第1格线和第2格线。
[0804]
另外,在上述加热加压中,主体部与阴模接触,主体部中的该接触部发生热收缩,从而形成了第1格线和第2格线。
[0805]
主体部的另一端的形状为阳模,使用与该阳模对应的、如图43所示的横截面形状为星形的锥台形状的阴模770,在主体部的另一端形成第1格线和第2格线。
[0806]
(实施例7-2)
[0807]
仅构成主体部的层叠片材的层构成不同,除此以外,实施例7-2的管状容器与实施例7-1的管状容器相同。
[0808]
实施例7-2的构成管状容器的主体部的层叠片材的层构成从具有主体部的外周面的最外层侧起为纸(70g)/透明蒸镀聚对苯二甲酸乙二醇酯(pet)(12μm)/尼龙(ny)(15μm)/聚乙烯(pe)(50μm)。
[0809]
(实施例7-3)
[0810]
仅构成主体部的层叠片材的层构成不同,除此以外,实施例7-3的管状容器与实施例7-1的管状容器相同。
[0811]
实施例7-3的构成管状容器的主体部的层叠片材的层构成从具有主体部的外周面的最外层侧起为纸(120g)/透明蒸镀聚对苯二甲酸乙二醇酯(pet)(12μm)/尼龙(ny)(15μm)/聚乙烯(pe)(50μm)。
[0812]
(比较例7-1)
[0813]
仅主体部中所包含的纸的单位面积重量不同,除此以外,比较例7-1的管状容器与实施例7-1的管状容器相同。比较例7-1的管状容器的主体部所包含的纸使用了单位面积重量为30g/m2以下的纸。
[0814]
(比较例7-2)
[0815]
仅主体部所包含的纸的单位重量不同,除此以外,比较例7-2的管状容器与实施例7-1的管状容器相同。比较例7-2的管状容器的主体部所包含的纸使用了单位面积重量为300g/m2以上的纸。
[0816]
(试验方法)
[0817]
对于实施例7-1~7-3和比较例7-1、7-2的管状容器,确认了管状容器的外观、以及主体部的另一端与法兰部的周缘部的密封性的稳定容易程度。
[0818]
(试验结果/考察)
[0819]
在实施例7-1~7-3中,均沿着周缘部的圆周方向均匀地形成褶,主体部美观地形成,管状容器的外观良好,同时主体部的另一端与法兰部的周缘部的密封性容易稳定。另外,在构成主体部的层叠片材的最外层使用了因加热而软化的树脂即聚乙烯的实施例7-1,与实施例7-1、7-2相比,主体部更美观地形成,管状容器的外观良好,同时主体部的另一端与法兰部的周缘部的密封性容易稳定。
[0820]
另一方面,在比较例7-1中,第1格线和第2格线没有美观地形成,在比较例7-2中,在密封主体部的另一端与法兰部的周缘部时,高度差难以填埋,发生泄漏。因此,在比较例7-1、7-2中,褶形成部分的外观变差,主体部的另一端与法兰部的周缘部之间的密封性难以稳定。
[0821]
由以上的试验结果可知:在具有第1格线和第2格线,主体部的另一端沿着第1格线和第2格线弯曲,在法兰部的周缘部上的主体部的另一端的外面形成折叠而成的褶,并且安装在法兰部的周缘部的管状容器中,在主体部所包含的纸的单位面积重量大于30g/m2且小于300g/m2的情况下,管状容器的外观良好,同时主体部的另一端与法兰部的周缘部之间的密封性容易稳定。
[0822]
如上所述,在第7实施方式涉及的管状容器中,注出口部具有与主体部的高度方向正交的平板状的法兰部,因此不具有可使内容物残留在内方侧的空间,可以发挥抑制容器内部的内容物的残留的效果,并且进一步发挥以下效果。
[0823]
在第7实施方式涉及的管状容器中,主体部包含单位面积重量大于30g/m2且小于300g/m2的纸,该主体部具有第1格线和第2格线。在从主体部的高度方向观察时,法兰部的周缘部的形状为大致圆形,第1格线是山折线,其向主体部的中心侧弯曲并沿着主体部的圆周方向形成以安装于法兰部的周缘部,第2格线构成为:将在预定位置形成的1条山折线和相对于该1条山折线左右对称的2条谷折线作为1组,并且2组以上沿着法兰部的周缘部的圆周方向均匀地形成。另外,主体部的另一端沿着第1格线和第2格线弯曲,在法兰部的周缘部上的主体部的另一端的外面形成折叠而成的褶,并且安装在法兰部的周缘部。因此,褶沿着主体部的圆周方向均匀地形成,主体部美观地形成,外观良好,与法兰部的安装部分的密封性容易稳定。
[0824]
《第8实施方式的实施例和比较例》
[0825]
(实施例8-1)
[0826]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为120g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。在原色牛皮纸上施加油墨,并在其上将聚乙烯(pe)挤出加工,从而制作了主体部形成用的片材。
[0827]
对所制作的片材插入宽度为4mm的带材使得重叠部的宽度为1.0mm,同时利用背衬制袋机进行加工,从而制作了直径35mm
×
长度180(175.1
±
1.50)mm的封筒粘贴的袋(主体部)。此时,带材的中心与位于主体部的内侧的片材的端缘大致一致。所使用的带材是通过将厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)的单膜微切而获得的。
[0828]
注出口塞使用聚乙烯树脂通过注射成型而成型。
[0829]
使用专用的加工装置将所制作的主体部和注出口部热熔接,从而制作了内径为35mm的管状容器。
[0830]
(实施例8-2)
[0831]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。将重叠部的宽度设为3.0mm,带材的宽度设为8.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0832]
(实施例8-3)
[0833]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为150g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。在原色牛皮纸上施加油墨,并在其上将乙烯-甲基丙烯酸共聚物(emaa)挤出加工,从而制作了主体部形成用的片材。将重叠部的宽度设为5.0mm,带材的宽度设为12.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0834]
(实施例8-4)
[0835]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为70g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。在原色牛皮纸上施加油墨,并在其上将乙烯-甲基丙烯酸共聚物挤出加工,从而制作了主体部形成用的片材。将重叠部的宽度设为8.0mm,带材的宽度设为15.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0836]
(比较例8-1)
[0837]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为120g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。将重叠部的宽度设为0.0mm,带材的宽度设为3.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0838]
(比较例8-2)
[0839]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为150g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。在原色牛皮纸上施加油墨,并在其上将乙烯-甲基丙烯酸共聚物挤出加工,从而制作了主体部形成用的片材。将重叠部的宽度设为3.0mm,带材的宽度设为2.0mm。除此以外,与实施例8-1同样地制作了内
径为35mm的管状容器。
[0840]
(比较例8-3)
[0841]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为100g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为9μm的铝箔(toyo aluminium株式会社制)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。将重叠部的宽度设为0.5mm,带材的宽度设为15.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0842]
(比较例8-4)
[0843]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂在单位面积重量为70g/m2的原色牛皮纸(王子制纸株式会社制)上依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为50μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n)。在原色牛皮纸上施加油墨,并在其上将乙烯-甲基丙烯酸共聚物挤出加工,从而制作了主体部形成用的片材。将重叠部的宽度设为9.0mm,带材的宽度设为16.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0844]
(比较例8-5)
[0845]
利用干式层压,使用2液固化型氨基甲酸酯系粘接剂依次粘贴厚度为12μm的透明阻隔膜(凸版印刷株式会社制、商品名:gl-rd)、厚度为15μm的拉伸尼龙膜(unitica株式会社制、商品名:onbc)、厚度为100μm的直链状低熔点聚乙烯(lldpe,tamapoli化学株式会社制、商品名:se625n),从而制作了主体部形成用的片材。将重叠部的宽度设为1.0mm,带材的宽度设为8.0mm。除此以外,与实施例8-1同样地制作了内径为35mm的管状容器。
[0846]
对实施例8-1~8-4和比较例8-1~8-5所制作的管状容器进行阻隔性评价、振动试验、落下试验、口栓熔接适用性评价、使用感评价。
[0847]
在阻隔性评价中,使用了与氧反应时颜色从黄色变为蓝色的亚甲基蓝。具体而言,将含有亚甲基蓝的琼脂凝胶填充到管状容器中,在常温静置3天后,与重叠部延伸的方向垂直地切断主体部,成为圆形切片,确认剖面中的琼脂凝胶有无变色。
[0848]
在落下试验中,在将100ml的水填充到管状容器中的状态下,将管状容器以姿势随机的方式从1.5m的高度落下10次,确认有无破袋。
[0849]
在振动试验中,以使施加在管状容器的振动的振幅和频率随机的方式使其在z轴方向(垂直方向,容器的轴向)上振动15分钟,确认有无破袋。
[0850]
在口栓熔接适应性的评价中,在实施例8-1~8-4和比较例8-1~8-5的主体部与注出口部的热熔接工序中,连续进行200次的该热熔接,确认是否因所制作的管状容器的主体部无法成型为真圆而导致检查机器的误检,以及确认主体部与注出口部有无粘接不良。
[0851]
在使用感的评价中,对于10名观察员听取在实际使用时的不适感和使用困难。
[0852]
表9中示出各实施例和各比较例涉及的管状容器的构成、重叠部的宽度(重叠宽度)、带材宽度、各试验和评价的结果、以及综合评价的结果。需要说明的是,表9中的主体部的构成一栏中记载的数值表示纸的单位面积重量(g/m2)或层的厚度(μm)。
[0853]
表9中的各试验、评价、综合评价根据以下标准进行评价。
[0854]
《阻隔性评价》
[0855]
〇:琼脂凝胶无变色
[0856]
×
:琼脂凝胶变色
[0857]
《落下试验/振动试验》
[0858]
〇:无破袋
[0859]
×
:有破袋
[0860]
《口栓熔接适用性评价》
[0861]
〇:发生误检或粘接不良的管状容器的个数小于50%
[0862]
×
:发生误检或粘接不良的管状容器的个数为50%以上
[0863]
《使用感评价》
[0864]
〇:对于使用感,感到不适感和使用困难的人数为0
[0865]
×
:对于使用感,感到不适感和使用困难的人数为1人以上
[0866]
《综合评价》
[0867]
〇:阻隔性评价、振动试验、落下试验、口栓熔接适用性评价、使用感的评价结果均为良好(〇)
[0868]
×
:阻隔性评价、振动试验、落下试验、口栓熔接适用性评价、使用感的评价结果中的任一项为不良(
×
)
[0869]
[表9]
[0870]
[0871]
如表9所示,实施例8-1~8-4涉及的管状容器的重叠宽度均在1.0~8.0mm的范围内,并且带材宽度均在4.0~15.0mm的范围内,因此,在所有的试验和评价中结果均为良好,阻隔性和使用感优异,没有发生破袋或形成不良,耐久性也优异。
[0872]
在比较例8-1中,由于片材的两端对接而成的构成,因此阻隔性和耐久性低于封筒粘贴的管状容器,而且,由于带材宽度小于4mm,因此在粘接部可能会因制袋时的错位而产生间隙,带材可能会露出。因此,发生检查机器的误检和在熔接时带材破损,口栓熔接适用性评价的结果为不良。另外,带材剥离出来了的管状容器在使用过程中破袋,所有的试验和评价结果均为不良。
[0873]
在比较例8-2中,重叠宽度在1.0~8.0mm的范围内,因此口栓熔接适用性评价的结果良好。然而,由于带材宽度小于4mm,因此因制袋时的错位而粘贴部的密封不充分,在使用过程中可能破袋。因此,阻隔性评价、振动试验、落下试验、使用感评价的结果均为不良。
[0874]
在比较例8-3中,带材宽度在4.0~15.0mm的范围内,因此振动试验、落下试验、口栓熔接适用性评价、使用感评价的结果为良好。但是,由于重叠宽度小于1.0mm,因此因制袋时的错位而粘贴不充分,阻隔性评价的结果为不良。
[0875]
在比较例8-4中,重叠宽度超过8.0mm,带材宽度也超过15.0mm,因此阻隔性评价、落下试验、振动试验的结果为良好。但是,由于重叠部分的刚度过高,因此口栓熔接适用性评价和使用感评价的结果为不良。口栓熔接适用性评价中结果为不良的原因是主体部无法成型为真圆,检查机器的误检增加。
[0876]
在比较例8-5中,重叠宽度在1.0~8.0mm的范围内,并且带材宽度在4.0~15.0mm的范围内,因此阻隔性评价、落下试验、振动试验的结果为良好。但是,在比较例8-5的管状容器中,通过树脂来补充主体部的刚度,使得在不使用纸层的情况下管状容器可以自立,因此与其他实施例和比较例相比,片材变厚且重叠部的刚度增强。因此,主体部和注出口部之间的熔接变得困难,口栓熔接适用性评价的结果为不良。另外,由于管状容器内的内容物难以挤出,残留量多,因此使用感差,使用感评价的结果也为不良。
[0877]
工业实用性
[0878]
本公开涉及的管状容器可用作药品、化妆品、食品等的包装材料。
[0879]
符号的说明
[0880]
101 主体部
[0881]
102 注出口部
[0882]
103 注出筒部
[0883]
104 法兰部
[0884]
105a、105b 端部
[0885]
106a、106b 端部
[0886]
132 纸层
[0887]
135 密封剂层
[0888]
141 片材
[0889]
201 筒部(第1筒部)
[0890]
201 平板部
[0891]
203 主体部
[0892]
204 盖
[0893]
205a、205b 端部
[0894]
206 法兰
[0895]
207 外周部
[0896]
208 粘贴部(第1粘贴部)
[0897]
210 开口
[0898]
211 面
[0899]
212 折回部
[0900]
214 端部
[0901]
215 粘贴部
[0902]
220 筒部(第2筒部)
[0903]
221 盖部
[0904]
222 端部
[0905]
223 连接部
[0906]
224 内周部
[0907]
225 粘贴部(第2粘贴部)
[0908]
226 面
[0909]
231 片材
[0910]
232 纸层
[0911]
241 片材
[0912]
2100 纸制管状容器
[0913]
301 主体部
[0914]
302 注出口部
[0915]
303 注出筒部
[0916]
304 法兰部
[0917]
305a、305b 端部
[0918]
306a、306b 端部
[0919]
307 背衬粘贴部
[0920]
313 重叠部
[0921]
340 热熔接性涂层
[0922]
341 片材 410 层叠片材
[0923]
411 内侧层叠膜
[0924]
412 第1密封剂层
[0925]
413 阻隔层
[0926]
414 第1基材膜层
[0927]
415 外侧层叠膜
[0928]
416 第2基材膜层
[0929]
417 第2密封剂层
[0930]
418 第1粘接层
[0931]
419 第2粘接层
[0932]
420 纸层
[0933]
421 油墨层
[0934]
431、432 未层叠纸层仅有膜的部分
[0935]
441 纸层的端面
[0936]
410a 层叠片材的最外层的面
[0937]
410b 层叠片材的最内层的面
[0938]
450 注出口部
[0939]
451 封闭部
[0940]
452 半切口
[0941]
453 拉环
[0942]
461 顶部
[0943]
462 底部
[0944]
4100、4101 管状容器的主体部
[0945]
4200 主体部形成用坯料
[0946]
4300 管状容器
[0947]
501 主体部
[0948]
536 易剥离层
[0949]
536a 膜层
[0950]
536b 易粘接性清漆
[0951]
536c 树脂层
[0952]
541 片材
[0953]
601 主体部
[0954]
602 注出口部
[0955]
607 粘贴部
[0956]
620 带材
[0957]
621 第1树脂层
[0958]
622 第2树脂层
[0959]
623 基材
[0960]
624 端面树脂
[0961]
641 片材
[0962]
6100 管状容器
[0963]
710 注出口部
[0964]
711 注出筒部
[0965]
712 法兰部
[0966]
713 周缘部
[0967]
714 封闭部
[0968]
715 半切口
[0969]
716 拉环
[0970]
720 主体部
[0971]
721 主体部的另一端
[0972]
722 主体部的另一端侧的边缘
[0973]
723 褶
[0974]
724 第1格线
[0975]
725 第2格线
[0976]
7251 山折线
[0977]
2521 第1谷折线
[0978]
2522 第2谷折线
[0979]
726 背衬密封部
[0980]
727 底部
[0981]
750 层叠片材
[0982]
751 纸层
[0983]
752 基材膜层
[0984]
752 阻隔层
[0985]
754 密封剂层
[0986]
755 纸保护层
[0987]
756 油墨层
[0988]
757 外涂清漆层
[0989]
758 热熔接性涂层
[0990]
770 横截面形为星形的锥台形状的模具
[0991]
7100 管状容器
[0992]
c 从主体部的另一端侧的边缘至第1格线相对于第1格线大致成直角延伸的线的长度
[0993]
d 主体部的另一端侧的边缘处的等腰三角形的底边的长度
[0994]
801 主体部
[0995]
802 注出口部
[0996]
803 注出筒部
[0997]
804、法兰部
[0998]
805a、805b 端部
[0999]
806a、806b 端部
[1000]
807 重叠部
[1001]
820 带材
[1002]
841 片材
[1003]
8100 管状容器
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。