1.本发明涉及内衬缝合技术领域,尤其是涉及一种模板及内衬下沿缝合工艺。
背景技术:
2.文胸运动内衣是一种带有胸垫的内衣,包括外衬、内衬和胸垫,由于要在内部放置胸垫,因此需要在外衬的内层缝合一个内衬,形成双层结构,并将胸垫放入外衬与内衬之间,目前外衬在制作时直接为一种环状结构,如图1所示,在缝制内衬5下沿时,需要将外衬4翻面使其内侧转成外侧进行缝制,并压在内衬5上部,此时外衬4能够形成下层42和上层43的结构,内衬5位于下层42下部,内衬5的下边缘与装饰带41的上部对齐,将上层43向上翻露出下层42,并在下层42与内衬5缝制几个缝合点700进行预缝合,防止在缝合内衬5时内衬5偏位,采用这种方式对内衬进行缝合时需要进行预缝合来确保内衬5不会偏位,从而增加了缝制步骤,容易降低生产效率,由于内衬5位于外衬4底部;对位需要依靠工作人员的经验,易造成对位不准导致内衬5缝制偏位;并且在缝制时无参照,容易导致缝制路线偏移或每次缝制的路线不同,导致制作精度不高,不良率高,因此急需对此进行改进。
技术实现要素:
3.本发明的目的在于克服上述现有技术的不足,提供一种模板及内衬下沿缝合工艺,通过设置模板对内衬和外衬进行定位,大大简化了内衬下沿的缝合步骤,提高了缝合精度,从而有利于提高生产效率,降低生产成本和不良率。
4.为了实现上述目的,本发明采用如下技术方案:
5.一种模板,用于缝制环状外衬和内衬,包括底板,所述底板上部连接有压板,所述压板能够旋转盖合在底板上部,所述底板包括第一横线缝合槽、第一纵向缝合槽、第一限位条和第二限位条,所述第一横向缝合槽位于第一纵向缝合槽两侧,所述第一横线缝合槽和第一纵向缝合槽形成缝合路线,所述第一限位条位于第一纵向缝合槽外侧,所述第二限位条位于第一横线缝合槽下沿,所述压板包括第二纵向缝合槽和第二横向缝合槽,所述第二纵向缝合槽正对第一纵向缝合槽且第二横向缝合槽正对第一横向缝合槽,所述环状外衬覆盖在内衬上部,所述环状外衬和内衬位于底板与压板之间且覆盖第一横线缝合槽和第一纵向缝合槽;
6.所述底板上部设有第三限位条,所述第三限位条位于第二限位条下方,所述内衬两侧能够抵接第一限位条内侧且下沿能够抵接第二限位条上沿,所述环状外衬下沿能够抵接第三限位条上沿。
7.所述底板包括安装区,所述安装区由第一横线缝合槽和第一纵向缝合槽围成,所述安装区上部设有支撑件,所述支撑件沿着第一横线缝合槽和第一纵向缝合槽的轨迹设置,所述支撑件向外延伸设有多个支撑条,所述支撑条位于第一横线缝合槽和第一纵向缝合槽的上部,所述支撑条位于第一横线缝合槽上部的长度小于第一横线缝合槽的宽度,所述支撑条位于第一纵向缝合槽上部的长度小于第一纵向缝合槽的宽度。
8.所述支撑件上部设有防滑条。
9.所述防滑条为双面胶。
10.所述底板上部设有第一定位条,所述压板位于第一定位条上沿,所述压板与第一定位条通过固定带柔性连接。
11.所述第一横向缝线槽的长度尺寸大于环状外衬二分之一的周长。
12.所述压板包括压板一、压板二和压板三,所述压板一和压板三位于压板二两侧且通过压板二对称设置,所述压板一、压板二和压板三均能够翻转盖合在底板上部,所述压板一和压板三均设有第二纵向缝合槽和第二横向缝合槽,所述压板二上沿与第二横向缝合槽下沿齐平。
13.所述环状内衬包括装饰带,所述压板一和压板三上部均设有第二定位条,所述压板二上部设有第三定位条,所述第二定位条上沿与装饰带下沿齐平,所述第二定位条与第三定位条位于同一直线上。
14.所述第二纵向缝合槽和第二横向缝合槽周边设有多个加强板,所述加强板分别位于压板一和压板三上部。
15.一种内衬下沿缝合工艺,包括以下步骤:
16.s1、将模板放置在缝纫台上;
17.s2、在底板上放置环状外衬和内衬:
18.1)、将内衬平铺在底板上部,所述内衬覆盖在第一横向缝合槽和第一纵向缝合槽上方,所述内衬左右两侧抵接第一限位条,内衬下沿抵接第二限位条上沿;
19.2)、将环状外衬翻面并放置在内衬上部,环状外衬的下沿与第三限位条上沿重合;
20.s3、缝合缝合区a:
21.1)、将压板一翻转插入环状外衬内并压住环状外衬;
22.2)、将环状外衬位于压板一上方的部分向上翻折露出第二纵向缝合槽和第二横向缝合槽;
23.3)、移动模板,通过缝纫设备依次沿着第二纵向缝合槽和第二横向缝合槽进行缝合;
24.4)完成缝合区a的缝合;
25.s4、缝合缝合区b:
26.1)、将压板二翻转插入环状外衬内并压住环状外衬;
27.2)、将环状外衬位于压板二上方的部分向上翻折露出压板二上沿;
28.3)、移动模板,通过缝纫设备沿着压板上沿进行缝合,压板上沿的缝合线与第二横向缝合槽内的缝合线位于同一直线上;
29.4)、完成缝合区b的缝合;
30.s5、缝合缝合区c:
31.1)、将压板一翻转脱离环状外衬内部;
32.2)、环状外衬朝压板三的方向滚动,使得环状外衬内壁抵接压板二朝压板一的一侧;
33.3)、将压板三翻转插入环状外衬内并压住环状外衬;
34.4)将环状外衬位于压板三上方的部分向上翻折露出位于压板三的第二纵向缝合
槽和第二横向缝合槽;
35.5)、移动模板,通过缝纫设备依次沿着位于压板三的第二横向缝合槽和第二纵向缝合槽的方向进行缝合,压板上沿的缝合线与第二横向缝合槽内的缝合线位于同一直线上;
36.s6、完成内衬下沿与环状外衬的缝合。
37.本发明的有益效果是:
38.1、通过底板和压板形成的模板,能够直接对内衬下沿与环状外衬进行缝合,不仅优化了生产工艺,简化了缝纫步骤,提高了生产效率,降低了生产成本,而且还提高了不同批次缝合的一致性,提高了缝合精度,有效的保证了产品质量;
39.2、在缝合环状外衬和内衬时,将内衬放置在底板1上,通过设置第一限位条和第二限位条能够对内衬进行限位,既能对内衬的位置进行定位,又能够防止在缝纫过程中内衬移动,有效的提高了缝纫效果;通过设置第三限位条能够对环状外衬进行位置定位,使得环状外衬与内衬的缝合更加精确;第一横向缝合槽、第一种想缝合槽、第二纵向缝合槽和第二横向缝合槽均能供缝纫设备的缝纫针头穿过用于对环状外衬与内衬下沿进行缝合,大大提高了在每次缝合时的缝合处的一致性,有利于提高缝合精度,从而降低了不良率。
附图说明
40.图1为现有技术缝合内衬的结构示意图;
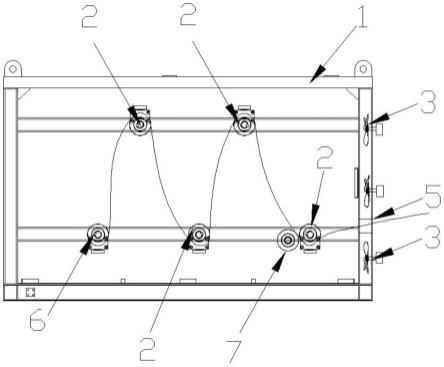
41.图2为本发明的结构示意图;
42.图3为图2在a处的放大图;
43.图4为本发明的主视图;
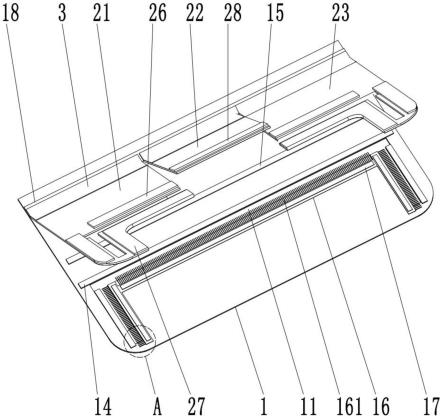
44.图5为本发明的展开图;
45.图6为底板的结构示意图;
46.图7为压板一的结构示意图;
47.图8为内衬缝合后的展开图;
48.图9为内衬在缝合区a处缝合时的结构示意图;
49.图10为内衬在缝合区b处缝合时的结构示意图;
50.图11为内衬在缝合区c处缝合时的结构示意图。
51.图中:底板1、第一横向缝合槽11、第一纵向缝合槽12、第一限位条13、第二限位条14、第三限位条15、支撑件16、支撑条161、防滑条17、第一定位条18、安装区19、压板2、压板一21、压板二22、压板三23、第二纵向缝合槽24、第二横向缝合槽25、第二定位条26、加强板27、第三定位条28、固定带3、环状外衬4、装饰带41、内衬5、缝合线6。
具体实施方式
52.下面结合附图和具体实施方式对本发明作进一步描述:
53.在本说明书的描述中,以图9为参考,术语“上方”、“下方”、“上沿”、“下沿”指的是水平方向的上、下,术语“上部”、“下部”指的是竖直方向的上、下。
54.如图2至图11所示,一种模板,用于缝制环状外衬4和内衬5,包括底板1,所述底板1上部连接有压板2,所述压板2能够旋转盖合在底板1上部,所述底板1包括第一横线缝合槽
11、第一纵向缝合槽12、第一限位条13和第二限位条14,所述第一横向缝合槽11位于第一纵向缝合槽12两侧,所述第一横线缝合槽11和第一纵向缝合槽12形成缝合路线,所述第一限位条13位于第一纵向缝合槽12外侧,所述第二限位条14位于第一横线缝合槽11下沿,所述压板2包括第二纵向缝合槽24和第二横向缝合槽25,所述第二纵向缝合槽24正对第一纵向缝合槽12且第二横向缝合槽25正对第一横向缝合槽11,所述环状外衬4覆盖在内衬5上部,所述环状外衬4和内衬5位于底板1与压板2之间且覆盖第一横线缝合槽11和第一纵向缝合槽12;
55.所述底板1上部设有第三限位条15,所述第三限位条15位于第二限位条14下方,所述内衬5两侧能够抵接第一限位条13内侧且下沿能够抵接第二限位条14上沿,所述环状外衬4下沿能够抵接第三限位条15上沿;
56.在缝合环状外衬4和内衬5时,将内衬5放置在底板1上部,通过设置第一限位条13和第二限位条14能够对内衬5进行限位,既能对内衬5的位置进行定位,又能够防止在缝纫过程中内衬5移动,有效的提高了缝纫效果;通过设置第三限位条15能够对环状外衬4进行位置定位,使得环状外衬4与内衬5的缝合更加精确。
57.如图5所示,本发明中的横向指的是第一横向缝合槽11的长度方向,纵向指的是第一纵向缝合槽12的长度方向,通过设置第一横向缝合槽11、第一纵向缝合槽12、第二纵向缝合槽24和第二横向缝合槽25均能供缝纫设备的缝纫针头(图中未示出)穿过用于对环状外衬4与内衬5下沿进行缝合,大大提高了在每次缝合时的缝合处的一致性,有利于提高缝合精度,从而降低了不良率。
58.如图2、图5和图11所示,所述底板1包括安装区19,所述安装区19由第一横线缝合槽11和第一纵向缝合槽12围成,所述安装区19上部设有支撑件16,所述支撑件16沿着第一横线缝合槽11和第一纵向缝合槽12的轨迹设置,所述支撑件16向外延伸设有多个支撑条161,所述支撑条161位于第一横线缝合槽11和第一纵向缝合槽12的上部,所述支撑条161位于第一横线缝合槽11上方的长度小于第一横线缝合槽11的宽度,所述支撑条161位于第一纵向缝合槽12上方的长度小于第一纵向缝合槽12的宽度;
59.由于第一横向缝合槽11和第一纵向缝合槽12为通孔,且内衬5为面料,因此内衬5的边缘易下沉到第一横向缝合槽11和第一纵向缝合槽12内,导致缝纫不良,但是通过设置支撑条161能够对内衬5的边缘起到支撑作用,确保内衬5的缝合作业,其中,支撑件16为尼龙材质,支撑条161厚度和宽度均比较小,柔性好,易弯折变形,在缝纫过程中,当缝纫头击打在其中某一条支撑条161表面时,该处支撑条161会变形,其余支撑条16均不变形,通过这种设置,使得支撑条161既能对内衬5起到支撑作用,又能够不影响内衬5与环状外衬4的缝合作业,结构简单合理,实用性好。
60.进一步的,所述支撑件16上部设有防滑条17,防滑条17为双面胶,当内衬5放置在底板1上时,通过双面胶的粘性能够将内衬5固定在底板1上,提高内衬5的固定效果,防止内衬5移位。
61.如图2和图6所示,所述底板1上部设有第一定位条18,所述压板2位于第一定位条18上沿,所述压板2与第一定位条18通过固定带3柔性连接,其中,本发明的底板1和压板2均为透明亚克力板制成,固定带3为胶带,通过设置胶带既能够使得底板1与压板2之间进行固定,也能够使得压板2可以翻转,通过设置第一固定带18,能够对压板2进行安装定位,提高
压板2的安装精度,从而进一步的提高缝合精度。
62.所述第一横向缝线槽11的长度尺寸大于环状外衬4二分之一的周长,由此可见,底板1是无法插入环状外衬4内的,因此,缝合线6需要分多次进行缝合才能形成。
63.所述压板2包括压板一21、压板二22和压板三23,所述压板一21和压板三23位于压板二22两侧且通过压板二22对称设置,连接压板一21与第一定位条18的固定带3、连接压板二22与第一定位条18的固定带3以及连接压板三23与第一定位条18的固定带3均单独设置,不相互连接;
64.如图2-图5所示,所述压板一21、压板二22和压板三23均能够翻转盖合在底板1上部,所述压板一21和压板三23均设有第二纵向缝合槽24和第二横向缝合槽25,所述压板二22上沿与第二横向缝合槽25下沿齐平,通过设置压板一21、压板二22和压板三23能够对内衬5与环状外衬4进行分段式缝合,从而能够实现缝合作业。
65.如图9和图10所示,所述环状内衬4包括装饰带41,所述压板一21和压板三23上部均设有第二定位条26,所述压板二22上部设有第三定位条28,所述第二定位条26上沿与装饰带41下沿齐平,所述第二定位条26与第三定位条28位于同一直线上,通过设置第二定位条26,能够提高环状内衬4放置位置的准确度,从而进一步的提高缝合精度。
66.所述第二纵向缝合槽24和第二横向缝合槽25周边设有多个加强板27,所述加强板27分别位于压板一21和压板三23上部,通过设置加强板27,能够有效提高压板一21和压板三23的结构强度,提高模板的使用寿命。
67.本发明还包括一种内衬下沿缝合工艺,该工艺包括以下步骤:
68.s1、将模板放置在缝纫台上;
69.s2、在底板1上部放置环状外衬4和内衬5:
70.1)、将内衬5平铺在底板1上部,所述内衬5覆盖在第一横向缝合槽11和第一纵向缝合槽12上部,所述内衬5左右两侧抵接第一限位条13,内衬5下沿抵接第二限位条14上沿;
71.2)、将环状外衬4翻面并放置在内衬4上部,环状外衬4的下沿与第三限位条15上沿重合;
72.s3、缝合缝合区a,如图8和图9所示:
73.1)、将压板一21翻转插入环状外衬4内并压住环状外衬4;
74.2)、将环状外衬4位于压板一21上部的部分向上掀开露出第二纵向缝合槽24和第二横向缝合槽25,形成如图9所示的状态;
75.3)、移动模板,通过缝纫设备依次沿着第二纵向缝合槽24和第二横向缝合槽25进行缝合;
76.4)完成缝合区a的缝合;
77.s4、缝合缝合区b,如图8和10所示:
78.1)、将压板二22翻转插入环状外衬4内并压住环状外衬4;
79.2)、将环状外衬4位于压板二22上部的部分向上掀开露出压板二22上沿;
80.3)、移动模板,通过缝纫设备沿着压板22上沿进行缝合,压板22上沿的缝合线与第二横向缝合槽25内的缝合线位于同一直线上;
81.4)、完成缝合区b的缝合;
82.s5、缝合缝合区c,如图8和图11所示:
83.1)、将压板一21翻转脱离环状外衬4内部;
84.2)、环状外衬4朝压板三23的方向滚动,使得环状外衬4内壁抵接压板二22朝压板一21的一侧(如图11所示);通过滚动环状外衬4能够实现对缝合区c的缝合;
85.3)、将压板三23翻转插入环状外衬4内并压住环状外衬4;
86.4)将环状外衬4位于压板三23上部的部分向上掀开露出位于压板三23的第二纵向缝合槽24和第二横向缝合槽25;
87.5)、移动模板,通过缝纫设备依次沿着位于压板三23的第二横向缝合槽25和第二纵向缝合槽24的方向进行缝合,压板22上沿的缝合线与第二横向缝合槽25内的缝合线位于同一直线上;
88.s6、完成内衬5下沿与环状外衬4的缝合,形成缝合线6。
89.通过底板1和压板2形成的模板,能够直接对内衬5下沿与环状外衬4进行缝合,不仅优化了生产工艺,简化了缝纫步骤,提高了生产效率,降低了生产成本,而且还提高了不同批次缝合的一致性,提高了缝合精度,有效的保证了产品质量。
90.完成内衬5下沿与环状外衬4的缝合后,可以进行后续步骤,最终形成运动文胸内衣,其余步骤是常规步骤,均为现有技术,在本说明中不加以赘述。
91.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。