1.本发明涉及一种电磁阀衔铁,属于发动机高压供油系统电磁阀技术领域。
背景技术:
2.在汽油发动机和柴油发动机中,电磁阀被广泛用于电控单体泵、泵喷嘴、电控喷油器和高压共轨等燃油系统中,且电磁阀都是实现高喷射压力和高喷油速率的关键部分。供油系统通过电磁阀控制实现对喷油量、喷油压力、喷油速率和喷油定时等的灵活控制。电磁阀的结构示意图见图1,包括电磁铁1,衔铁2,衔铁螺钉3,上限位块4,控制阀弹簧5,下限位块6,控制阀7,高度调整块8。其中,高度调整块8同轴套装在衔铁2外部,且与衔铁2外圆周面之间具有间隔,电磁铁1间隔设置在衔铁2和高度调整块8的上方,即电磁铁1与衔铁2、高度调整块8之间,以及衔铁2与高度调整块8之间均设有间隙;衔铁2与控制阀7通过衔铁螺钉3连接,控制阀弹簧5套装在控制阀7外圆周面上,通过控制阀弹簧5的弹力使控制阀7回位,在控制阀弹簧5的靠近高度调整块8的一端设置上限位块4,在控制阀弹簧5的远离高度调整块8的一端设置下限位块6,上限位块4和下限位块6起到固定控制阀弹簧5的作用。当电磁铁1通电时,衔铁2受电磁力带动控制阀7向上运动,从而切断高低压油路间的通道,实现高压的建立。
3.由于电磁阀总成工作环境处于油液中,衔铁2、电磁铁1以及高度调整块8之间的气隙内部充满油液。如图2所示,图2为电磁阀的气隙内油液受挤压之后的速度矢量图像,其中,所述的电磁阀的气隙为由电磁铁1的底面11、高度调整块8的内壁面81和衔铁2与油液接触的壁面21共同形成的气隙,所述的电磁阀的气隙中的油液受挤压后向衔铁2边缘快速流出。当电磁铁1通电,衔铁2被吸合时,两者之间的油液受到挤压,油液厚度减小,同时,油液内的压强也发生变化,产生抵抗油液厚度减小的力,即油液对衔铁2产生的液压支承力。该力产生“油垫”作用,使衔铁2运动的速度变慢,造成控制阀7闭合延迟,影响高压的迅速建立。由此可见,在电磁阀总成中,衔铁2的结构至关重要。衔铁2的结构及表面开孔形状影响着气隙内油液受挤压后的流动特性,进而影响衔铁2的运动速度和控制阀7的响应时间。目前,电磁阀中的衔铁2在运动时,电磁阀气隙内的压力较高,“油垫”作用严重,影响了控制阀7的闭合,进而影响了高压的建立;另外,由于电磁阀气隙中的油液无法完全排出,进而影响电磁阀的响应时间;并且气隙内较大的压力,容易使衔铁2变形,影响衔铁2的可靠性。
技术实现要素:
4.有鉴于此,为了解决现有技术中的电磁阀衔铁在工作时,电磁阀气隙内的压力较高,“油垫”作用严重、电磁阀响应时间长以及衔铁易变形的问题,本发明的目的在于提供一种电磁阀衔铁,所述衔铁能够使电磁阀气隙内的油液快速排出,减少“油垫”作用,有利于控制阀的闭合,促进高压的建立,并减少电磁阀响应时间。
5.为实现本发明的目的,提供以下技术方案。
6.一种电磁阀衔铁,所述衔铁的中心设有一个中心通孔,所述中心通孔包括圆柱形
的衔铁螺栓孔和锥形的衔铁螺栓沉孔,衔铁螺栓沉孔内径较小端的上方为衔铁螺栓孔,且衔铁螺栓孔的内径与衔铁螺栓沉孔较小端的内径相同;所述衔铁外圆周面是锥形面;衔铁上沿着中心通孔的圆周方向均匀间隔分布四个以上的通孔,且所述通孔中,至少有一半的通孔为“扇形”通孔;其余通孔为与所述中心通孔不连通的圆形通孔;
7.所述“扇形”通孔的两端为两个外凸的且直径不同的圆弧,两个圆弧的圆心均与中心通孔的圆心在同一直线上,其中较小圆弧端与所述衔铁螺栓沉孔相贯;所述“扇形”通孔中用于连接两端圆弧的两个直线段分别与两个圆弧的端部相切;且所述两个直线段不相交;如此由两个圆弧和两个直线段合围的区域即为所述“扇形”通孔;
8.所述“扇形”通孔的两个圆弧中,较大圆弧直径与较小圆弧直径的比值为1.5~4,较大圆弧和较小圆弧圆心之间的距离为较小圆弧直径的10倍~22倍。
9.进一步地,所述“扇形”通孔的两个圆弧中,较大圆弧的直径为0.6mm~0.8mm,较小圆弧的直径为0.2mm~0.4mm,较大圆弧和较小圆弧的圆心之间的距离为4.2mm~4.4mm。
10.进一步地,所述“扇形”通孔中较小圆弧的圆心与中心通孔圆心的距离为3.6mm~4mm。
11.进一步地,所述衔铁上沿着中心通孔的圆周方向分布的通孔均为“扇形”通孔。
12.进一步地,所述衔铁上沿着中心通孔的圆周方向均匀交替分布有“扇形”通孔和圆形通孔,且所述圆形通孔的直径为“扇形”通孔中较小圆弧直径的18.75倍~42.5倍。
13.进一步地,所述圆形通孔的直径为7.5mm~8.5mm;所述圆形通孔的圆心与中心通孔圆心的距离为9mm~10mm。
14.有益效果
15.(1)本发明提供了一种电磁阀衔铁,所述衔铁上通孔的设置,尤其是所述“扇形”通孔的设置,使衔铁表面与油液的接触面积较小,有利于电磁阀气隙内的油液快速排出,不会产生严重的“油垫”作用,进而电磁阀气隙内的不会产生较大的压力;另外,衔铁上通孔的设置,尤其是“扇形”通孔的设置,也不能单纯地追求电磁阀气隙内的油液快速排出,还要保证衔铁与电磁铁有足够的接触面积,进而不影响电磁阀的接通,以免耽误高压的建立。另外,本发明所述衔铁的外圆周面是锥形面,其有利于油液的快速流出,同时还能减轻衔铁的质量,如此衔铁收到电磁力后,其运动速度加快了,从这个角度也能缩短电磁阀的响应时间。因此,衔铁的外圆周面是锥形面以及“扇形”通孔的综合作用,使电磁阀气隙内的油液快速排出,减小“油垫”作用,有利于电磁阀接通后高压的建立,以及缩短响应时间。最后,所述衔铁的外圆周面为锥形,其横截面形状为圆形,因此衔铁的构造是中心对称及轴对称的结构,在衔铁上均匀分布有“扇形”通孔的基础上,衔铁受力均匀,不容易产生变形,可靠性高。
16.(2)本发明提供了一种电磁阀衔铁,当衔铁上的通孔均为“扇形”通孔时,更加有利于电磁阀气隙内的油液快速排出,且油液排出完全,缩短了电磁阀的响应时间。
17.(3)本发明提供了一种电磁阀衔铁,当衔铁上的通孔为交替分布的“扇形”通孔和圆形通孔时,圆形通孔的设置与“扇形”通孔相配合,能够使本发明的衔铁有利于油液的快速排出,且排出完全,有利于缩短电磁阀的相应时间。
附图说明
18.图1为电磁阀结构示意图。
19.图2为电磁阀的气隙内油液受挤压之后的速度矢量图。
20.图3为对比例1中衔铁的二维示意图。
21.图4为对比例1中衔铁的剖面图。
22.图5为对比例1中衔铁的三维示意图。
23.图6为对比例1中衔铁运动时,衔铁表面的油液受挤压流动后的流线图。
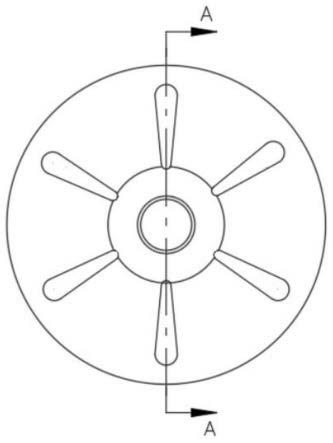
24.图7为实施例1中衔铁的二维示意图。
25.图8为实施例1中衔铁的剖面图。
26.图9为实施例1中衔铁运动时,衔铁表面的油液受挤压流动后的流线图。
27.图10为实施例2中衔铁的二维示意图。
28.图11为实施例2中衔铁的剖面图。
29.图12为实施例2中衔铁的三维示意图。
30.图13为实施例2中衔铁运动时,衔铁表面的油液受挤压流动后的流线图。
31.其中,1-电磁铁、2-衔铁、3-衔铁螺钉、4-上限位块、5-控制阀弹簧、6-下限位块、7-控制阀、8-高度调整块。
具体实施方式
32.下面结合具体实施方式对本发明作进一步阐述,其中,所述方法如无特别说明均为常规方法,所述原材料如无特别说明均能从公开商业途径而得或根据文献制备而得。
33.对比例1
34.一种电磁阀衔铁2,如图3~5所示,所述衔铁2的形状为长方体,其横截面形状为长方形;将所述衔铁2的宽度方向称为横向,所述衔铁2的长度方向称为纵向;衔铁2的中心设有一个中心通孔,所述中心通孔包括圆柱形的衔铁螺栓孔和锥形的衔铁螺栓沉孔,衔铁螺栓沉孔内径较小端的上方为衔铁螺栓孔,且衔铁螺栓孔的内径与衔铁螺栓沉孔较小端的内径相同。衔铁螺钉3与衔铁螺栓沉孔相配合,使衔铁2与控制阀7连接。
35.沿着衔铁2横向,两个圆形通孔对称设置在所述中心通孔的两侧,所述圆形通孔与所述中心通孔不相通,即所述圆形通孔为独立的通孔;圆形通孔的直径均为1.2mm;所述圆形通孔的圆心与中心通孔中心的距离为5mm。
36.沿着衔铁2纵向,两个“鹅蛋型”通孔对称设置在所述中心通孔的两侧,所述“鹅蛋型”通孔的两端为两个外凸的且直径不同的圆弧,两个圆弧的圆心均与中心通孔的圆心在同一直线上,其中较小圆弧端与所述衔铁螺栓沉孔相贯;所述“扇形”通孔中用于连接两端圆弧的两个直线段分别与两个圆弧的端部相切,且所述两个直线段不相交,如此由两个圆弧和两个直线段合围的区域即为所述“鹅蛋型”通孔。
37.较大圆弧的半径为1.6mm,弧度为1.08π;较小圆弧的半径为1.3mm,弧度为0.77π;较大圆弧和较小圆弧的圆心之间的距离为2.3mm。
38.本对比例的衔铁2经过fluent流体仿真后,得到衔铁2在运动时,电磁阀气隙内油液受挤压后流动的流线图,具体如图6所示,由此可见,电磁阀气隙内的油液向衔铁2周围流出的路径较长,导致油液无法快速排出,电磁阀气隙内的最高压强为3.6bar。
39.另外,在油泵台架上含有对本对比例所述衔铁2的电控单体泵进行性能测试,得到所述单体泵电磁阀的响应时间为0.9ms~1ms。
40.结合流体仿真结果和响应时间的测试结果可知:
41.本对比例的衔铁2为长方体,在衔铁2高速运动时,电磁阀气隙内的油液向衔铁2周围流出的路径较长,导致油液无法快速排出,造成气隙内压强较高、“油垫”作用严重,影响了控制阀7的闭合,影响了电控单体泵高压的建立,并且由于在衔铁2的长和宽的边缘处分别产生大小不相同的弯矩,进而容易造成衔铁2变形,降低了衔铁2的可靠性。
42.另外,本对比例的衔铁2上的四个通孔的形状以及分布方式,导致衔铁2表面的油液受挤压后无法从通孔中完全排出,造成“油垫”作用严重,进而导致电磁阀响应时间较长。
43.实施例1
44.一种电磁阀衔铁2,如图7和图8所示,所述衔铁2外圆周面是锥形面,其横截面形状为圆形;衔铁2的中心设有一个中心通孔,所述中心通孔包括圆柱形的衔铁螺栓孔和锥形的衔铁螺栓沉孔,衔铁螺栓沉孔内径较小端的上方为衔铁螺栓孔,且衔铁螺栓孔的内径与衔铁螺栓沉孔较小端的内径相同;衔铁螺钉3与衔铁螺栓沉孔相配合,使衔铁2与控制阀7连接。
45.在衔铁2上,沿着中心通孔的圆周方向均匀间隔分布有四个以上“扇形”通孔,本例中,沿着中心通孔的圆周方向均匀间隔分布有六个“扇形”通孔;
46.所述“扇形”通孔的两端为两个外凸的且直径不同的圆弧,两个圆弧的圆心均与中心通孔的圆心在同一直线上,其中较小圆弧端与所述衔铁螺栓沉孔相贯;所述“扇形”通孔中用于连接两端圆弧的两个直线段分别与两个圆弧的端部相切,且所述两个直线段不相交;如此由两个圆弧和两个直线段合围的区域即为所述“扇形”通孔。
47.其中,所述“扇形”通孔的两个圆弧中,较大圆弧的直径为0.6mm~0.8mm,较小圆弧的直径为0.2mm~0.4mm;较大圆弧和较小圆弧的圆心之间的距离为4.2mm~4.4mm;如此,满足了较大圆弧直径与较小圆弧直径的比值为1.5~4,较大圆弧和较小圆弧圆心之间的距离为较小圆弧直径的10倍~22倍;所述“扇形”通孔中较小圆弧的圆心与中心通孔圆心的距离为3.6mm~4mm。
48.本实施例的衔铁2经过fluent流体仿真后,得到衔铁2在运动时,电磁阀气隙内油液受挤压后流动的流线图,具体如图9所示,在衔铁2运动时,靠近衔铁2边缘的油液可以从衔铁2的边缘流出,中心处的油液可以从衔铁2的“扇形”通孔中流出,因此能够极大的优化电磁阀气隙内的油液受挤压后的流动情况;另外,从仿真结果可知,有80%左右的油液都能快速从衔铁2的“扇形”通孔中排出,且剩余油液向衔铁2边缘排出的行程较短,因此排出油液所需的时间较短,不会产生严重的“油垫”作用和较高的压力。经过仿真测试后,本实施例的衔铁2在高速运动时,电磁阀气隙内的最高压强为2.6bar,与对比例1中衔铁2的仿真结果比较,可以看出本实施例的衔铁2在受电磁力运动时,电磁阀气隙内的压力比对比例1的衔铁低了28%左右。由此可见,“扇形”通孔的尺寸设置,有利于电磁阀气隙内的油液快速排出,不会产生严重的“油垫”作用,进而电磁阀气隙内的不会产生较大的压力。
49.其次,在油泵台架上含有对本实施例所述衔铁2的电控单体泵进行性能测试,得到所述单体泵的响应时间约为0.8ms,比对比例1的响应时间缩短了11%~20%左右。由此可见,在衔铁2的外圆周面是锥形面以及设置的“扇形”通孔的综合作用下,缩短了电磁阀的响应时间。
50.再次,本实施例的衔铁2的整体结构属于中心对称及轴对称的结构,且衔铁2的表
面均布有六个“扇形”通孔,使衔铁2表面与油液的接触面积较小,且受力均匀,因此衔铁2在运动时,不容易产生变形,可靠性高。
51.实施例2
52.一种电磁阀衔铁2,如图10~12所示,与实施例1不同的是,本实施例的衔铁2上,沿着中心通孔的圆周方向均匀交替分布有两个以上“扇形”通孔和两个以上圆形通孔,其中“扇形”通孔的个数不少于圆形通孔的个数,本例中,“扇形”通孔和圆形通孔的数量均为三个。
53.所述“扇形”通孔与实施例1相同。
54.所述圆形通孔不与中心通孔相通,是独立的通孔,圆形通孔的直径为7.5mm~8.5mm,如此满足了圆形通孔的直径为“扇形”通孔中较小圆弧的直径的18.75倍~42.5倍;圆形通孔的圆心与中心通孔圆心的距离为9mm~10mm。
55.本实施例的衔铁2经过fluent流体仿真后,得到衔铁2在运动时,电磁阀气隙内油液受挤压后流动的流线图,具体如图13所示,在衔铁2运动时,靠近衔铁2边缘的油液可以从衔铁2的边缘流出,中心处的油液可以从衔铁2的“扇形”通孔和圆形通孔中流出,因此也能够优化电磁阀气隙内的油液受挤压后的流动情况;另外,本实施例的衔铁2在高速运动时,电磁阀气隙内的最高压强为2.8bar,明显低于对比例1。由此可见,“扇形”通孔和圆形通孔的尺寸设置,有利于电磁阀气隙内的油液快速排出,不会产生严重的“油垫”作用,进而电磁阀气隙内的不会产生较大的压力。
56.另外,在油泵台架上含有对本实施例所述衔铁2的电控单体泵进行性能测试,得到所述单体泵的响应时间约为0.83ms,比对比例1的响应时间缩短了8%~17%左右。由此可见,在衔铁2的外圆周面是锥形面以及设置的“扇形”通孔和圆形通孔综合作用下,缩短了电磁阀的响应时间。
57.再次,本实施例的衔铁2的整体结构属于中心对称及轴对称的结构,且衔铁2的表面交替分布有“扇形”通孔和圆形通孔,使衔铁2表面与油液的接触面积较小,且受力均匀,因此衔铁2在运动时,不容易产生变形,可靠性高。
58.本发明包括但不限于以上实施例,凡是在本发明精神的原则之下进行的任何等同替换或局部改进,都将视为本发明保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
