1.本方案属于陶罐加工技术领域,具体涉及陶罐整形系统及方法。
背景技术:
2.大型的陶罐通常由分段成型的上坯体和下坯体拼接而成,在拼接时,需要将上坯体吊运至下坯体上,并利用上坯体和下坯体拼接位置处的泥土进行粘连。现有的吊运装置一般采用电葫芦,将上坯体直接吊运至下坯体上,但是直接将上坯体吊运至下坯体上的方式容易使得扣合时上坯体和下坯体产生错位,进而导致扣合质量不好,因此,急需一种实现精准扣合的陶罐扣合装置。
3.申请号为cn202020387438.0的专利公开了一种大型酒坛脱模装置,包括顶升装置以及连接在顶升装置上的顶板,顶升装置的上方设置有模具承载台,模具承载台用于放置需脱模的酒坛成型模具,酒坛成型模具的底部设置有可拆卸式底板,模具承载台上设置有顶板过孔,用于穿过顶板,从而使其顶板能抵住可拆卸式底板进行脱模。
4.该方案通过翻转吊装装置直接将酒坛上半部毛坯扣合在酒坛下半部毛坯上,但是由于吊运过程中上坯体与下胚体没有采用定位装置进行扣合,容易使得上坯体与下坯体对不准,需要多次辅助进行对准操作,不仅浪费人力,而且扣合效率较低。此外多次扣合后,会对胚体的边缘造成磨损,导致扣合后的陶罐的质量不好。
技术实现要素:
5.本方案提供一种实现上半部毛坯与下半部毛坯精准扣合的陶罐整形系统及方法。
6.为了达到上述目的,本方案提供一种陶罐整形系统,包括机架、模具承载台和吊装装置,所述吊装装置滑动设在机架上,所述陶罐上半部毛坯位于模具承载台上,所述吊装装置位于机架顶部,所述吊装装置上夹持有陶罐上半部毛坯及陶罐上半部模具,所述陶罐上半部毛坯位于酒坛上半部模具内,还包括对准装置,所述对准装置包括超声波发射器、超声波接收器、存储模块、判断模块、位移传感器和控制器,所述超声波发射器和位移传感器设在吊装装置上,所述超声波接收器设在机架上,所述超声波接收器用于接收超声波发射器发射的超声波,进而获得吊装装置上的上半部毛坯相对机架的距离信号,并将距离信号反馈给存储模块,所述位移传感器用于测量吊装装置下降的长度,并将信号反馈给存储模块;所述存储模块用于接收、存储并处理超声波接收器和位移传感器传送的数据,并将数据形成三维数据反馈给控制器;所述三维数据包括x轴、y轴和z轴数据;所述判断模块用于判断超声波传感器和位移传感器反馈的数据是否与预设值相同;所述控制器分别与超声波发射器、超声波接收器、存储模块、位移传感器、判断模块和吊装装置进行信号连接。
7.本方案的原理:首先将陶罐上半部毛坯和下半部毛坯进行对准操作,然后通过控制器启动超声波发射器和超声波接收器,然后通过吊装装置将陶罐上半部毛坯与陶罐下半部毛坯进行调整并对准,直至陶罐上半部毛坯和下半部毛坯完全对准,然后控制器启动吊装装置下移使得陶罐上下部分毛坯扣合,进而存储模块将全部过程中超声波接收器和位移传感器反馈的数据进行存储记录并处理成三维数据作为设定值,并将数据反馈给控制器,在后续的陶罐上下部扣合过程中作为评判标准使用。
8.然后控制器控制吊装装置开始陶罐毛坯的扣合,扣合过程中,当陶罐上半部毛坯相对下半部毛坯的三维数据与预设不符合有时,判断模块将信息反馈给控制器,控制器启动吊装装置进行调整,直到位移传感器和超声波传感器反馈的信息与预设值相同,然后控制器启动吊装装置将陶罐上半部毛坯扣合在陶罐下半部毛坯上,然后吊装装置将陶罐上半部毛坯进行脱模。
9.本方案的有益效果:本方案通过设置对准装置,使得陶罐上半部毛坯与下半部毛坯扣合时实现一次性精准扣合,避免扣合出现偏差需要多次调整的情况,也避免多次调整扣合引起的陶罐毛坯变形,进而提高了陶罐毛坯扣合质量,且全程自动化智能化,提高了扣合效率。
10.进一步,还包括整形装置,所述整形装置包括水缸、水管、电机和海绵,所述水缸以可拆卸的方式设在电机的输出轴上,所述水管与水缸连通,所述水缸上设有阀门;所述水管呈l形状,所述水管上连通有出水管,所述出水管另一端口设有喷头,所述喷头的上端设有出水孔,所述海绵转动设在喷头上,所述喷头到水管的距离与陶罐上半部毛坯和下半部毛坯扣合处的陶罐半径长度相同,所述电机滑动设在机架上,所述电机与控制信号连接。当陶罐上半部毛坯和下半部毛坯对准后,将水缸的阀门打开,使得水缸内的水通过阀门流入水管内,然后控制器启动电机旋转,使得水管转动,出水管内的水通过出水口流至海绵上,进而海绵一直沿着陶罐上半部毛坯的边缘转动,将陶罐上半部毛坯的边缘打湿,使得陶罐上半部毛坯和下半部毛坯扣合质量更好。
11.进一步,所述出水管与喷头的连通端比出水管与水管的连通端在竖直方向上高;所述整形装置还包括与海绵相配合的套管,所述水不能通过套管,所述套管的直径比出水管的直径大。因为出水管与喷头的连通端比出水管与水管的连通端在竖直方向上高;当电机转动一圈后,陶罐上半部毛坯已经全部沾满水,然后控制器启动电机快速转动,利用离心力将陶罐甩至海绵上,进而将海绵封住,使得水不在流出。而且因为出水管与喷头的连通端比出水管与水管的连通端在竖直方向上高,进而水管和出水管之间形成锐角,陶罐扣合完成后,方便从坛口取出水管。而且离心力将海绵内的水甩出后,海绵套上套管后不会对陶罐毛坯造成磨损。
12.进一步,所述模具承载台上设有驱动陶罐下半部毛坯旋转的驱动装置,所述喷头顶端设有内刮板,所述机架上设有液压缸,所述液压缸与控制器信号连接,所述液压缸的活塞杆与电机连接。当海绵被套管封住后,陶罐上半部毛坯和陶罐下半部毛坯扣合后,控制器启动液压缸将电机朝陶罐圆形移动预设的距离,使得内刮板与陶罐内部表面接触。然后驱动装置驱动陶罐下半部毛坯旋转,进而内刮板将陶罐扣合处多余的泥土刮掉,完成陶罐毛坯内部的整形。
13.进一步,所述机架上设有气缸,所述气缸上的活塞杆上连接有外刮板,所述气缸与
控制器信号连接。陶罐上半部毛坯和陶罐下半部毛坯扣合后,控制器启动气缸的活塞杆伸长,进而使得外挂板与陶罐外部表面接触,然后驱动装置驱动陶罐下半部毛坯旋转,进而外刮板将陶罐扣合处多余的泥土刮掉,完成陶罐毛坯外部的整形。
14.进一步,所述机架上还设有环槽形成板,所述环槽形成板通过气缸设在机架上,所述环槽形成板设在气缸的活塞杆上,所述活塞杆与控制器信号连接。当陶罐扣合完成后,控制器启动气缸的活塞杆伸长,使得环槽形成板与陶罐上半部毛坯接触,进行驱动装置转动时,气缸的活塞杆组件伸长,进而完成环槽的形成。
15.进一步,所述吊装装置的升降高度比陶罐上半部毛坯高度高。当陶罐上下部毛坯扣合时,吊装装置将陶罐上半部模具吊起,使得陶罐上半部毛坯和陶罐上半部模具之间没有接触,不影响陶罐毛坯的旋转。
16.进一步,还包括该系统的使用方法,包括如下步骤:步骤一:制定预设值:首先将陶罐上半部毛坯和下半部毛坯进行对准操作,然后通过控制器启动超声波发射器和超声波接收器,然后 存储模块将全部过程中超声波接收器和位移传感器反馈的数据进行存储记录并处理成三维数据作为设定值;步骤二:调整对准:然后控制器启动吊装装置开始陶罐毛坯的扣合,扣合过程中,当陶罐上半部毛坯相对下半部毛坯的三维数据与预设不符合有时,判断模块将信息反馈给控制器,控制器启动吊装装置进行调整,直到位移传感器和超声波传感器反馈的信息与预设值相同,步骤三:边缘淋水:通过整形装置将陶罐上半部毛坯的边缘打湿,使得陶罐上半部毛坯和下半部毛坯扣合质量更好。
17.步骤四:陶罐扣合:陶罐边缘打湿后,控制器启动吊装装置完成陶罐上下毛坯配合;步骤五:脱模:扣合完成后,控制器启动吊装装置将陶罐上半部毛坯进行脱模。
18.步骤六:陶罐整形:驱动装置驱动陶罐下半部毛坯旋转,进而内刮板和外刮板将陶罐扣合处多余的泥土刮掉,完成陶罐毛坯内部的整形。
19.步骤七:环槽形成:当陶罐扣合完成后,控制器启动气缸的活塞杆伸长,使得环槽形成板与陶罐上半部毛坯接触,进行驱动装置转动时,气缸的活塞杆组件伸长,进而完成环槽的形成。
附图说明
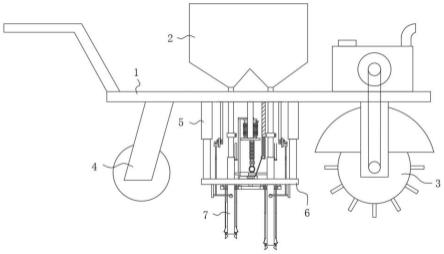
20.图1为本发明实施例的结构示意图。
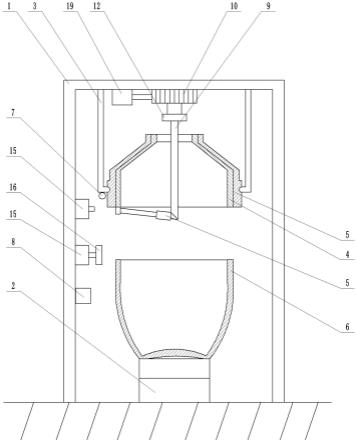
21.图2为本发明实施例的陶罐上下毛坯扣合的结构示意图。
22.图3为本发明实施例的海绵和出水管的结构示意图。
具体实施方式
23.下面通过具体实施方式进一步详细说明:说明书附图中的标记包括:机架1、模具承载台2、吊装装置3、陶罐上半部毛坯4、陶罐上半部模具5、陶罐下半部毛坯6、超声波发射器7、超声波接收器8、水管9、电机10、海绵11、水缸12、出水孔13、套管14、气缸15、外刮板16、环槽形成板17、出水管18、液压缸19。
24.实施例基本如附图1-2所示:包括机架1、模具承载台2和吊装装置3,吊装装置3滑动设在机架1上,陶罐上半部毛坯4位于模具承载台2上,吊装装置3位于机架1顶部,吊装装置3上夹持有陶罐上半部毛坯4及陶罐上半部模具5,吊装装置3的升降高度比陶罐上半部毛坯4高度高。当陶罐上下部毛坯扣合时,吊装装置3将陶罐上半部模具5吊起,使得陶罐上半部毛坯4和陶罐上半部模具5之间没有接触,不影响陶罐毛坯的旋转。
25.陶罐上半部毛坯4位于酒坛上半部模具内,还包括对准装置,对准装置包括超声波发射器7、超声波接收器8、存储模块、判断模块、位移传感器和控制器,超声波发射器7和位移传感器设在吊装装置3的上,超声波接收器8设在机架1上,超声波接收器8用于接收超声波发射器7发射的超声波,并将信号反馈给存储模块,位移传感器用于测量吊装装置3下降的长度,并将信号反馈给存储模块;存储模块用于接收、存储并处理超声波接收器8和位移传感器传送的数据,并将数据形成三维数据反馈给控制器;三维数据包括x轴、y轴和z轴数据;判断模块用于判断超声波传感器和位移传感器反馈的数据是与否预设值相同;控制器分别与超声波发射器7、超声波接收器8、存储模块、位移传感器、判断模块和吊装装置3进行信号连接。
26.如附图3所示:还包括整形装置,所述整形装置包括水缸12、水管9、电机10和海绵11,所述水缸12以可拆卸的方式设在电机10的输出轴上,所述水管9与水缸12连通,所述水缸12上设有阀门;所述水管9呈l形状,所述水管9上连通有出水管18,所述出水管18另一端口设有喷头,所述喷头的上端设有出水孔13,所述海绵11转动设在喷头上,所述喷头到水管9的距离与陶罐上半部毛坯4和下半部毛坯扣合处的陶罐半径长度相同,所述电机10滑动设在机架1上,所述电机10与控制信号连接。当陶罐上半部毛坯4和下半部毛坯对准后,将水缸12的阀门打开,使得水缸12内的水通过阀门流入水管9内,然后控制器启动电机10旋转,使得水管9转动,出水管18内的水通过出水口流至海绵11上,进而海绵11一直沿着陶罐上半部毛坯4的边缘转动,将陶罐上半部毛坯4的边缘打湿,使得陶罐上半部毛坯4和下半部毛坯扣合质量更好。
27.出水管18与喷头的连通端比出水管18与水管9的连通端在竖直方向上高;整形装置还包括与海绵11相配合的套管14,水不能通过套管14,套管14的直径比出水管18的直径大。因为出水管18与喷头的连通端比出水管18与水管9的连通端在竖直方向上高;当电机10转动一圈后,陶罐上半部毛坯4已经全部沾满水,然后控制器启动电机10快速转动,利用离心力将陶罐甩至海绵11上,进而将海绵11封住,使得水不在流出。而且因为出水管18与喷头的连通端比出水管18与水管9的连通端在竖直方向上高,进而水管9和出水管18之间形成锐角,陶罐扣合完成后,方便将水管9从坛口取出水管18。
28.模具承载台2上设有驱动陶罐下半部毛坯6旋转的驱动装置,喷头顶端设有内刮板,机架1上设有液压缸19,液压缸19与控制器信号连接,液压缸19的活塞杆与电机10连接。当海绵11被套管14封住后,陶罐上半部毛坯4和陶罐下半部毛坯6扣合后,控制器启动液压缸19将电机10朝陶罐圆形移动预设的距离,使得内刮板与陶罐内部表面接触。然后驱动装
置驱动陶罐下半部毛坯6旋转,进而内刮板将陶罐扣合处多余的泥土刮掉,完成陶罐毛坯内部的整形。
29.机架1上设有气缸15,气缸15上的活塞杆上连接有外刮板16,气缸15与控制器信号连接。陶罐上半部毛坯4和陶罐下半部毛坯6扣合后,控制器启动气缸15的活塞杆伸长,进而使得外挂板与与陶罐外部表面接触,然后驱动装置驱动陶罐下半部毛坯6旋转,进而外刮板16将陶罐扣合处多余的泥土刮掉,完成陶罐毛坯外部的整形。
30.机架1上还设有环槽形成板17,环槽形成板17通过气缸15设在机架1上,环槽形成板17设在气缸15的活塞杆上,活塞杆与控制器信号连接。当陶罐扣合完成后,控制器启动气缸15的活塞杆伸长,使得环槽形成板17与陶罐上半部毛坯4接触,进行驱动装置转动时,气缸15的活塞杆组件伸长,进而完成环槽的形成。
31.还包括该系统的使用方法,包括如下步骤:步骤一:制定预设值:首先将陶罐上半部毛坯4和下半部毛坯进行对准操作,然后通过控制器启动超声波发射器7和超声波接收器8,然后 存储模块将全部过程中超声波接收器8和位移传感器反馈的数据进行存储记录并处理成三维数据作为设定值;步骤二:调整对准:然后控制器启动吊装装置3开始陶罐毛坯的扣合,扣合过程中,当陶罐上半部毛坯4相对下半部毛坯的三维数据与预设不符合有时,判断模块将信息反馈给控制器,控制器启动吊装装置3进行调整,直到位移传感器和超声波传感器反馈的信息与预设值相同,步骤三:边缘淋水:通过整形装置将陶罐上半部毛坯4的边缘打湿,使得陶罐上半部毛坯4和下半部毛坯扣合质量更好。
32.步骤四:陶罐扣合:陶罐边缘打湿后,控制器启动吊装装置3完成陶罐上下毛坯配合;步骤五:脱模:扣合完成后,控制器启动吊装装置3将陶罐上半部毛坯4进行脱模。
33.步骤六:陶罐整形:驱动装置驱动陶罐下半部毛坯6旋转,进而内刮板和外刮板16将陶罐扣合处多余的泥土刮掉,完成陶罐毛坯内部的整形。
34.步骤七:环槽形成:当陶罐扣合完成后,控制器启动气缸15的活塞杆伸长,使得环槽形成板17与陶罐上半部毛坯4接触,进行驱动装置转动时,气缸15的活塞杆组件伸长,进而完成环槽的形成。
35.具体操作:首先将陶罐上半部毛坯4和下半部毛坯进行对准操作,然后通过控制器启动超声波发射器7和超声波接收器8,然后通过吊装装置3将陶罐上半部毛坯4与陶罐下半部毛坯6进行调整并对准,直至陶罐上半部毛坯4和下半部毛坯完全对准,然后控制器启动吊装装置3下移使得陶罐上下部分毛坯扣合,进而存储模块将全部过程中超声波接收器8和位移传感器反馈的数据进行存储记录并处理成三维数据作为设定值,并将数据反馈给控制器,在后续的陶罐上下部扣合过程中作为评判标准使用。
36.然后控制器控制吊装装置3开始陶罐毛坯的扣合,扣合过程中,当陶罐上半部毛坯4相对下半部毛坯的三维数据与预设不符合有时,判断模块将信息反馈给控制器,控制器启动吊装装置3进行调整,直到位移传感器和超声波传感器反馈的信息与预设值相同,然后当陶罐上半部毛坯4和下半部毛坯对准后,将水缸12的阀门打开,然后控制器
启动电机10旋转,使得水管9转动,出水管18内的水通过出水口流至海绵11上,进而海绵11一直沿着陶罐上半部毛坯4的边缘转动,将陶罐上半部毛坯4的边缘打湿,使得陶罐上半部毛坯4和下半部毛坯扣合质量更好。
37.然后控制器启动电机10快速转动,利用离心力将陶罐甩至海绵11上,进而将海绵11封住,使得水不在流出。而且因为出水管18与喷头的连通端比出水管18与水管9的连通端在竖直方向上高,进而水管9和出水管18之间形成锐角,陶罐扣合完成后,方便从坛口取出水管18。
38.陶罐上半部毛坯4和陶罐下半部毛坯6扣合后,然后控制器启动吊装装置3将陶罐上半部毛坯4扣合在陶罐下半部毛坯6上,然后吊装装置3将陶罐上半部毛坯4进行脱模。
39.控制器启动液压缸19将电机10朝陶罐圆形移动预设的距离,使得内刮板与陶罐内部表面接触,同时控制器启动气缸15的活塞杆伸长,进而使得外挂板与与陶罐外部表面接触,然后驱动装置驱动陶罐下半部毛坯6旋转,进而内刮板将陶罐扣合处内部和外部多余的泥土刮掉,完成陶罐毛坯外部的整形。
40.控制器启动气缸15的活塞杆伸长,使得环槽形成板17与陶罐上半部毛坯4接触,进行驱动装置转动时,气缸15的活塞杆组件伸长,进而完成环槽的形成。
41.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。