1.本发明属于纽扣技术领域,尤其涉及一种纽扣用凸纹效果喷涂液及凸纹效果钮扣的制备方法。
背景技术:
2.钮扣类产品在服装及鞋帽上有广泛的应用,是一类常见的服装辅料。目前市场上常见的钮扣产品有不饱和聚酯树脂、脲醛树脂、塑料、金属、木材、牛角等材料制备,常用的油漆有亮光保护膜、半光保护膜、磁色漆、珠光漆等视觉效果漆。随着人们消费观念的改变,对于多样性的追求,需求一种特殊手感具有凸纹效果的钮扣。
3.现有技术中使用激光浮雕,需逐一浮雕,加工效率较低,单个钮扣镭射时间在7s以上,且能耗高,成本高。由于镭射焦距固定,当钮扣正面造型高低差较大时,会出现浮雕效果偏差。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种纽扣用凸纹效果喷涂液及凸纹效果钮扣的制备方法,该纽扣具有凸纹效果。
5.本发明提供了一种钮扣用凸纹效果喷涂液,包括第一油漆和第二油漆;
6.以质量份数计,所述第一油漆包括环氧树脂100份、二丙二醇二缩水甘油醚20~40份、醋酸丁酯50~100份和乙二胺30份;
7.所述第二油漆包括甲基丙烯酸酯100份,六亚甲基二异氰酸酯10~30份,醋酸丁酯50~100份和环烷酸锌0.05~0.5份。
8.在本发明中,所述喷涂液中第一油漆包括环氧树脂100份,二丙二醇二缩水甘油醚20份,醋酸丁酯50份和乙二胺30份;所述第二油漆包括甲基丙烯酸酯100份,六亚甲基二异氰酸酯20份,醋酸丁酯50份和环烷酸锌0.5份。
9.在本发明中,所述喷涂液中第一油漆包括环氧树脂100份,二丙二醇二缩水甘油醚25份,醋酸丁酯60份和乙二胺30份;所述第二油漆包括甲基丙烯酸酯100份,六亚甲基二异氰酸酯25份,醋酸丁酯60份和环烷酸锌0.5份。
10.在本发明中,所述喷涂液中第一油漆包括环氧树脂100份,二丙二醇二缩水甘油醚30份,醋酸丁酯60份和乙二胺30份;所述第二油漆包括甲基丙烯酸酯100份,六亚甲基二异氰酸酯35份,醋酸丁酯80份和环烷酸锌0.5份。
11.在本发明中,所述第一油漆优选按照以下方法制得:
12.将环氧树脂100份、二丙二醇二缩水甘油醚20~40份、醋酸丁酯50~100份混合,在40~80rpm下搅拌成均一态的树脂混合液后,再和乙二胺30份混合均匀,静置消泡,得到第一油漆。
13.在本发明中,所述第二油漆优选按照以下方法制得:
14.将甲基丙烯酸酯100份,六亚甲基二异氰酸酯10~30份,醋酸丁酯50~100份和环
烷酸锌0.05~0.5份混合,在40~80rpm下搅拌成均一态,静置消泡,得到第二油漆。
15.本发明提供了一种采用上述技术方案所述喷涂液制备凸纹效果钮扣的方法,包括以下步骤:
16.将待处理纽扣超声波清洗,晾干后喷涂第一油漆,静置8~13min后喷涂第二油漆,烘烤,得到凸纹效果纽扣;
17.所述第一油漆和第二油漆为上述技术方案中所述的第一油漆和第二油漆。
18.在具体实施例中,凸纹效果纽扣的制备工艺如下:纽扣除油
→
超声波清洗
→
配置的油漆喷涂
→
烘烤。
19.在本发明中,所述待处理纽扣的材质为不饱和聚酯树脂、牛角、贝壳、牛骨或塑料,但不限于以上材料。
20.在本发明中,所述待处理纽扣在待处理液中超声波清洗;
21.所述待处理液包括水100份,异丙醇酰胺15~25份,氢氧化钠5~10份,磷酸三钠10~15份和脂肪醇聚氧乙烯醚硫酸钠5~6份。
22.在本发明中,所述超声波清洗的温度为40~50℃,所述超声波清洗的时间为10~30min。
23.本发明采用喷涂的方式在纽扣表面形成一层凸纹效果的涂层,不依靠镭射,所以没有焦距限制,没有造型局限;使用整版喷涂,生产效率较高,30秒每版,每版300个纽扣,单工序效率是镭射方式的70倍。在本发明中,所述喷涂第一油漆的厚度为20~200μm;
24.喷涂第二油漆的厚度为20~200μm。
25.在本发明中,所述烘烤在烘箱或烘道中进行;所述烘烤的温度为70~90℃,烘烤的时间为30~90min。
26.本发明提供了一种钮扣用凸纹效果喷涂液,包括第一油漆和第二油漆;以质量份数计,所述第一油漆包括环氧树脂100份、二丙二醇二缩水甘油醚20~40份、醋酸丁酯50~100份和乙二胺30份;所述第二油漆包括甲基丙烯酸酯100份,六亚甲基二异氰酸酯10~30份,醋酸丁酯50~100份和环烷酸锌0.05~0.5份。本发明采用上述喷涂液能够在纽扣上实现凸纹效果;喷涂在钮扣上拥有优良的耐机洗性能、耐四氯乙烯性能,能够满足客户需求;凸纹钮扣单工序对比效率是镭射方案的70倍,且干水系性能优越,可叠加不同颜色,得到更丰富的色彩。与镭射方案相比,本发明的钮扣凸纹为自然随机纹理,拥有唯一性。
附图说明
27.图1为本发明实施例1制备的凸纹纽扣的外观示意图;
28.图2为本发明对比例1制备的纽扣的外观示意图。
具体实施方式
29.为了进一步说明本发明,下面结合实施例对本发明提供的一种纽扣用凸纹效果喷涂液及凸纹效果钮扣的制备方法进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
30.实施例1
31.1.配置钮扣前处理液,配方如下:
32.水100重量份,异丙醇酰胺15重量份,氢氧化钠5重量份,磷酸三钠12重量份,脂肪醇聚氧乙烯醚硫酸钠5重量份;
33.2.将纽扣前处理液进行充分搅拌,倒入超声波发生器中,并加温至40℃,将待处理纽扣置于其中30min,之后取出得到喷漆前纽扣;
34.3.配置第一油漆,具体配方如下:环氧树脂100重量份,二丙二醇二缩水甘油醚20重量份,醋酸丁酯50重量份,乙二胺30重量份;
35.4.配置第二油漆,具体配方如下:甲基丙烯酸酯100重量份,六亚甲基二异氰酸酯20重量份,醋酸丁酯50重量份,环烷酸锌0.5重量份;
36.5.在喷漆前纽扣(材质为贝壳)上喷涂第一油漆,漆膜厚度为100μm,静置10min,喷涂第二油漆,漆膜厚度为100μm;
37.6.将喷涂后的纽扣置于烘箱中烘烤,烘烤的温度为90℃,时间为60min,得到凸纹效果纽扣。
38.实施例2
39.1.配置钮扣前处理液,配方如下:
40.水100重量份,异丙醇酰胺25重量份,氢氧化钠10重量份,磷酸三钠12重量份,脂肪醇聚氧乙烯醚硫酸钠5重量份;
41.2.将纽扣前处理液进行充分搅拌,倒入超声波发生器中,并加温至40℃,将待处理纽扣置于其中30min,之后取出得到喷漆前纽扣;
42.3.配置第一油漆,具体配方如下:环氧树脂100重量份,二丙二醇二缩水甘油醚25重量份,醋酸丁酯60重量份,乙二胺30重量份;
43.4.配置第二油漆,具体配方如下:甲基丙烯酸酯100重量份,六亚甲基二异氰酸酯25重量份,醋酸丁酯60重量份,环烷酸锌0.5重量份;
44.5.在喷漆前纽扣(材质为贝壳)上喷涂第一油漆,漆膜厚度为200μm,静置10min,喷涂第二油漆,漆膜厚度为100μm;
45.6.将喷涂后的纽扣置于烘箱中烘烤,烘烤的温度为80℃,时间为60min,得到凸纹效果纽扣。
46.实施例3
47.1.配置钮扣前处理液,配方如下:
48.水100重量份,异丙醇酰胺20重量份,氢氧化钠5重量份,磷酸三钠12重量份,脂肪醇聚氧乙烯醚硫酸钠6重量份;
49.2.将纽扣前处理液进行充分搅拌,倒入超声波发生器中,并加温至40℃,将待处理纽扣置于其中30min,之后取出得到喷漆前纽扣;
50.3.配置第一油漆,具体配方如下:环氧树脂100重量份,二丙二醇二缩水甘油醚30重量份,醋酸丁酯60重量份,乙二胺30重量份;
51.4.配置第二油漆,具体配方如下:甲基丙烯酸酯100重量份,六亚甲基二异氰酸酯35重量份,醋酸丁酯80重量份,环烷酸锌0.5重量份;
52.5.在喷漆前纽扣(材质为贝壳)上喷涂第一油漆,漆膜厚度为200μm,静置10min,喷涂第二油漆,漆膜厚度为50μm;
53.6.将喷涂后的纽扣置于烘箱中烘烤,烘烤的温度为80℃,时间为80min,得到凸纹
效果纽扣。
54.对比例1
55.1.配置纽扣前处理液,配方如下:水100重量份,异丙醇酰胺20重量份,氢氧化钠5重量份,磷酸三钠12重量份,脂肪醇聚氧乙烯醚硫酸钠6重量份;
56.2.将纽扣前处理液进行充分搅拌,倒入超声波发生器中,并加温至40℃,将待处理纽扣置于其中30min,之后取出得到喷漆前纽扣;
57.3.配置第一油漆,具体配方如下:环氧树脂100重量份,二丙二醇二缩水甘油醚30重量份,醋酸丁酯60重量份,乙二胺50重量份;
58.4.配置第二油漆,具体配方如下:甲基丙烯酸酯100重量份,六亚甲基二异氰酸酯16重量份,醋酸丁酯80重量份,环烷酸锌0.5重量份;
59.5.在喷漆前纽扣(材质为贝壳)上喷涂第一油漆,漆膜厚度为100μm,静置10min,喷涂第二油漆,漆膜厚度为300μm;
60.6.将喷涂后的纽扣置于烘箱中烘烤,烘烤的温度为80℃,时间为80min,得到纽扣。
61.对比例2
62.1.配置纽扣前处理液,配方如下:水100重量份,异丙醇酰胺20重量份,氢氧化钠5重量份,磷酸三钠12重量份,脂肪醇聚氧乙烯醚硫酸钠6重量份;
63.2.将纽扣前处理液进行充分搅拌,倒入超声波发生器中,并加温至40℃,将待处理纽扣置于其中30min,之后取出得到喷漆前纽扣;
64.3.配置第一油漆,具体配方如下:环氧树脂100重量份,二丙二醇二缩水甘油醚30重量份,醋酸丁酯60重量份,乙二胺15重量份;
65.4.配置第二油漆,具体配方如下:甲基丙烯酸酯100重量份,六亚甲基二异氰酸酯15重量份,醋酸丁酯80重量份,环烷酸锌0.01重量份;
66.5.在喷漆前纽扣(材质为贝壳)上喷涂第一油漆,漆膜厚度为50μm,静置10min,喷涂第二油漆,漆膜厚度为50μm;
67.6.将喷涂后的纽扣置于烘箱中烘烤,烘烤的温度为80℃,时间为80min,得到纽扣。
68.本发明采用目测的方式观察纽扣的凸纹效果。
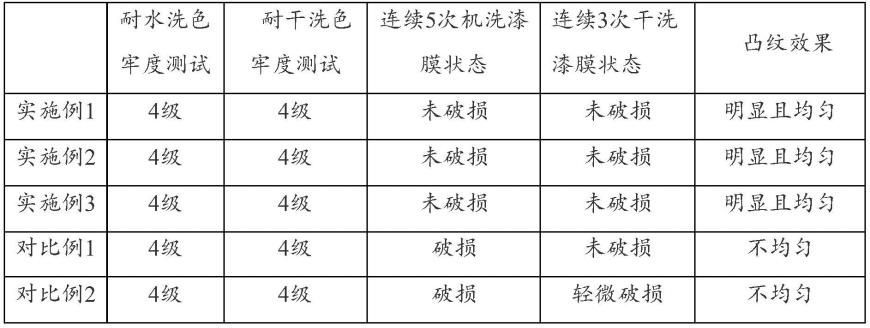
69.本发明对上述实施例和对比例制备的纽扣进行干洗、水洗、机洗等性能测试,结果见表1:
70.表1实施例和对比例制备的纽扣的性能测试结果
[0071][0072]
由以上实施例可知,本发明提供了一种钮扣用凸纹效果喷涂液,包括第一油漆和
第二油漆;以质量份数计,所述第一油漆包括环氧树脂100份、二丙二醇二缩水甘油醚20~40份、醋酸丁酯50~100份和乙二胺30份;所述第二油漆包括甲基丙烯酸酯100份,六亚甲基二异氰酸酯10~30份,醋酸丁酯50~100份和环烷酸锌0.05~0.5份。本发明采用上述喷涂液能够在纽扣上实现凸纹效果;喷涂在钮扣上拥有优良的耐机洗性能、耐四氯乙烯性能,能够满足客户需求;凸纹钮扣单工序对比效率是镭射方案的70倍,且干水系性能优越,可叠加不同颜色,得到更丰富的色彩。与镭射方案相比,本发明的钮扣凸纹为自然随机纹理,拥有唯一性。
[0073]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。