1.本发明涉及车间调度技术领域,尤其涉及一种基于无人叉车的冲压车间调度系统及方法。
背景技术:
2.本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
3.在冲压车间存在胚料转运、成品零件料筐更换、料筐入库等工序,但是,现有的冲压车间在胚料转运、成品零件料筐更换、料筐入库时均采用人工叉车方式,效率低,生产节拍需要叉车工把握,会有跟不上生产线节拍导致生产线停机情况发生,叉车工工作强度大容易疲劳驾驶导致安全事故发生。
技术实现要素:
4.本发明为了解决上述问题,提出了一种基于无人叉车的冲压车间调度系统及方法,实现了胚料转运、成品零件料筐更换、料筐入库的自动进行,无需人员直接参与,提高生产效率。
5.为实现上述目的,本发明采用如下技术方案:
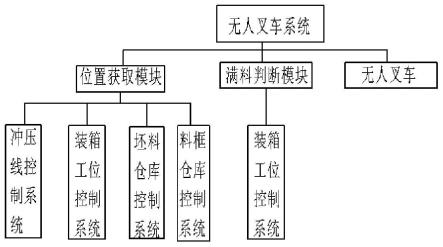
6.第一方面,提出了一种基于无人叉车的冲压车间调度系统,包括:无人叉车、位置获取模块、满料判断模块和无人叉车系统;
7.位置获取模块,用于获取冲压线生产所需胚料的存放位置,及冲压线当前生产零件所需料筐的存放位置;
8.满料判断模块,用于对装箱工位上的料筐是否满料进行判断;
9.无人叉车系统,用于控制无人叉车将冲压线生产所需的胚料从存放位置运送至冲压线上;控制无人叉车将冲压线当前生产零件所需料筐从存放位置运送至装箱工位上;当装箱工位上的料筐满料时,控制无人叉车将满料料筐从装箱工位运至料筐仓库。
10.第二方面,提出了一种基于无人叉车的冲压车间调度方法,包括:
11.获取冲压线生产所需胚料的存放位置,及冲压线当前生产零件所需料筐的存放位置;
12.控制无人叉车将冲压线需要生产的胚料从存放位置运送至冲压线上;
13.控制无人叉车将冲压线当前生产零件所需的料筐从存放位置运送至装箱工位上;
14.对装箱工位上的料筐是否满料进行判断;
15.当料筐满料时,控制无人叉车将满料料筐转运至料筐仓库。
16.第三方面,提出了一种电子设备,包括存储器和处理器以及存储在存储器上并在处理器上运行的计算机指令,所述计算机指令被处理器运行时,完成一种基于无人叉车的冲压车间调度方法所述的步骤。
17.第四方面,提出了一种计算机可读存储介质,用于存储计算机指令,所述计算机指
令被处理器执行时,完成一种基于无人叉车的冲压车间调度方法所述的步骤。
18.与现有技术相比,本发明的有益效果为:
19.1、本发明实现了冲压车间胚料转运、成品零件料筐更换、料筐入库的自动进行,无需人员直接参与,提高生产效率,降低了叉车人员的劳动强度,减少因叉车工工作强度大疲劳驾驶导致安全事故发生的情况。
20.本发明附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
21.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
22.图1为实施例1公开系统的结构框图;
23.图2为实施例1公开系统的调度原理图;
24.图3为实施例1公开系统的调度原理图。
25.其中,1、胚料仓库,2、胚料转运路径,3、冲压线,4、质检工位,5、装箱工位,6、料筐转运路径,7、料筐仓库。
具体实施方式:
26.下面结合附图与实施例对本发明作进一步说明。
27.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
28.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
29.在本发明中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件或元件结构关系而确定的关系词,并非特指本发明中任一部件或元件,不能理解为对本发明的限制。
30.本发明中,术语如“固接”、“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本发明中的具体含义,不能理解为对本发明的限制。
31.实施例1
32.在冲压车间存在胚料仓库1、冲压线3、质检工位4、装箱工位5、料筐仓库7,冲压线3生产所需的胚料需要从胚料仓库1运送至冲压线3的首拆垛台车上,装箱工位5上放置料筐,冲压线3生产后的零件进入在线质检工位4进行质检,当零件质检合格后存放入装箱工位5的料筐中,当料筐满料时,需要将满料料筐转移至料筐仓库7的影响存放区域,再将料筐仓
库7的空料筐转运至装箱工位5上。但是现有的胚料转运、成品零件料筐更换、料筐入库均需采用人工叉车方式,效率低、劳动强度大。
33.为了解决上述技术问题,在该实施例中,公开了一种基于无人叉车的冲压车间调度系统,如图1-3所示,包括:无人叉车、位置获取模块、满料判断模块和无人叉车系统;
34.位置获取模块,用于获取冲压线3生产所需胚料的存放位置,及冲压线当前生产零件所需料筐的存放位置;
35.满料判断模块,用于对装箱工位5上的料筐是否满料进行判断;
36.无人叉车系统,用于控制无人叉车将冲压线生产所需的胚料从存放位置运送至冲压线上;控制无人叉车将冲压线当前生产零件所需料筐从存放位置运送至装箱工位5上;当装箱工位5上的料筐满料时,控制无人叉车将满料料筐从装箱工位5运至料筐仓库7。
37.在具体实施时,位置获取模块根据冲压线3生产所需胚料的类型确定冲压线3生产所需胚料的存放位置;根据冲压线3当前生产零件所需料筐的类型确定冲压线3当前生产零件所需料筐的存放位置。
38.位置获取模块与冲压线控制系统及装箱工位控制系统连接,冲压线控制系统存储有冲压线3生产所需胚料的类型,装箱工位控制系统存储有冲压线3当前生产零件所需的料筐类型。
39.位置获取模块从冲压线控制系统中获取冲压线3生产所需胚料的类型,从装箱工位控制系统中获取冲压线3当前生产零件所需的料筐类型。
40.位置获取模块还与胚料仓库控制系统及料筐仓库控制系统连接,胚料仓库控制系统存储有每类胚料的存放位置,料筐仓库控制系统存储有每类料筐的存放位置。
41.位置获取模块根据冲压线3生产所需胚料的类型从胚料仓库控制系统中获取冲压线3生产所需胚料的存放位置;根据冲压线3当前生产零件所需料筐的类型从料筐仓库控制系统中获取冲压线3当前生产零件所需料筐的存放位置。
42.满料判断模块与装箱工位控制系统连接,获取料筐中零件数量,当料筐中零件数量达到设定数量时,判断料筐满料。
43.每向料筐中放置一个零件,装箱工位控制系统记一次数,获得料筐中零件的数量。
44.此外,满料判断模块还可以与操控按钮连接,当操控按钮按下时,满料判断模块判断料筐满料。
45.无人叉车将冲压线生产所需的胚料从存放位置按照胚料转运路径2运送至冲压线上。
46.无人叉车将冲压线当前生产零件所需料筐从存放位置按照料筐转运路径6运送至装箱工位5上;当装箱工位5上的料筐满料时,无人叉车将满料料筐按照料筐转运路径6从装箱工位5运至料筐仓库7。
47.本实施例公开的一种基于无人叉车的冲压车间调度系统,即可以适用于一条冲压生产线的情况,也适用于两条及以上冲压线3的情况。
48.涉及的胚料仓库1可以为传统胚料仓库,也可以为立体仓库,胚料仓库如果为传统胚料仓库,那需要无人叉车系统明确各类型胚料的放置位置,需要什么类型的胚料无人叉车就需要到存放该类型胚料的库位叉取。如果为立体仓库,立体仓库系统可以知道各类型胚料的存放放置,立体仓库系统可以将需要的胚料运送至立体仓库的出料口,无人叉车只
用去立体仓库出料口即可。
49.装箱工位5可以为人工装箱工位,也可以为自动装箱工位,装箱工位如果为人工装箱工位,那需要人员确认料筐是否装满,并由人员按相应按钮通知无人叉车系统去什么工位。如果是自动装箱工位,相应信息由装箱工位控制系统告知无人叉车系统。
50.无人叉车在按照胚料转运路径2运送胚料,或按照料筐转运路径6运送料筐时,可以采用磁导航、二维码导航、激光导航或视觉导航。
51.本实施例公开的一种基于无人叉车的冲压车间调度系统,实现了冲压车间胚料转运、成品零件料筐更换、料筐入库的自动进行,无需人员直接参与,提高生产效率,降低了叉车人员的劳动强度,减少因叉车工工作强度大疲劳驾驶导致安全事故发生的情况。
52.实施例2
53.在该实施例中,公开了一种基于无人叉车的冲压车间调度方法,包括:
54.获取冲压线生产所需胚料的存放位置,及冲压线当前生产零件所需料筐的存放位置;
55.控制无人叉车将冲压线需要生产的胚料从存放位置运送至冲压线上;
56.控制无人叉车将冲压线当前生产零件所需的料筐从存放位置运送至装箱工位上;
57.对装箱工位上的料筐是否满料进行判断;
58.当料筐满料时,控制无人叉车将满料料筐转运至料筐仓库。
59.在具体实施时,获取冲压线生产所需胚料的类型,及冲压线当前生产零件所需料筐的类型;
60.根据冲压线生产所需胚料的类型确定胚料的存放位置;
61.根据冲压线当前生产零件所需料筐的类型确定料筐的存放位置。
62.实施例3
63.在该实施例中,公开了一种电子设备,包括存储器和处理器以及存储在存储器上并在处理器上运行的计算机指令,所述计算机指令被处理器运行时,完成实施例2公开的一种基于无人叉车的冲压车间调度方法所述的步骤。
64.实施例4
65.在该实施例中,公开了一种计算机可读存储介质,用于存储计算机指令,所述计算机指令被处理器执行时,完成实施例2公开的一种基于无人叉车的冲压车间调度方法所述的步骤。
66.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。