1.本发明属于智能交换机领域,特别涉及一种基于智能化工业交换机的设备自动管理方法和系统。
背景技术:
2.plc设备为工业生产自动化和数字化提供基础保障,plc设备发生异常需要停止生产过程,否则将会生产出残次品甚至损坏后续的生产设备。为保证生产线的持续运转,现有解决方案通过增加备用plc设备来及时替换异常plc设备,当备用plc设备监测到某个plc设备异常,由备用plc代替其完成其相应生产环节。但是该方案的备用plc设备端口数量有限且成本昂贵,仅能代替执行单个异常plc设备的生产流程,单个备用plc设备很难动态代替不同异常plc设备执行生产流程。综上所述要想通过单个备用plc设备实现对多种异常plc设备的生产替换需要一种新的方法。
技术实现要素:
3.为满足技术背景中的需求,本发明提供一种基于智能化工业交换机的设备自动管理方法。
4.本发明的技术方案:
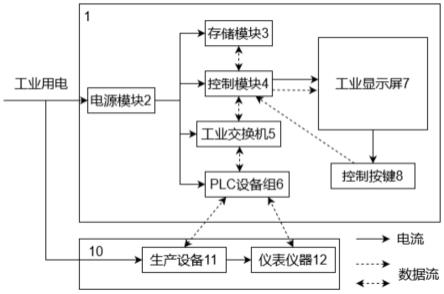
5.一种基于智能化工业交换机的设备自动管理方法和系统,由智能化工业交换机1和生产线10组成;
6.所述智能化工业交换机1由电源模块2、存储模块3、控制模块4、工业交换机5、plc设备组6、工业显示屏7、控制按键8和保护壳9构成;所述生产线10由生产设备11和仪表仪器12组成;
7.所述存储模块3、控制模块4、工业交换机5和plc设备组6分别通过电缆与电源模块2相连;所述控制模块4、工业显示屏7和控制按键8通过电缆依次相连;所述储模块3、控制模块4、工业交换机5和plc设备组6通过数据线依次相连;所述工业显示屏7和控制按键8分别通过数据线与控制模块4相连;所述生产设备11和仪表仪器12分别通过数据总线与plc设备组6相连;
8.所述plc设备组6由多个plc设备组成,不同plc设备控制其接入的生产设备11和仪表仪器12,实现某个生产流程;所述仪表仪器12通过传感器监控生产设备11的生产状态;所述工业交换机5负责转发plc设备组6间不同plc设备的通信和plc设备组6与其他工业软件的通信;所述控制模块4监控工业交换机5的端口和通信;所述存储模块3存储plc设备组6的plc设备配置信息和生产控制程序,配置信息主要包括plc设备厂商和型号,生产控制程序为plc设备控制生产设备11和仪表仪器12生产的控制程序;所述工业显示屏7用于显示plc设备组6的plc设备配置与生产控制程序、存储器模块3中所有配置表与控制程序表和工业交换机5端口状态;所述按键控制8用于手动更改智能化工业交换机1设置;
9.所述保护壳9由封闭层13和半开放层14两个结构组成,封闭层13用于放置存储模
块3、控制模块4、工业交换机5,半开放层14用于放置plc设备组6;所述工业显示屏7和控制按键8向外固定在封闭层13表面,控制按键8位于工业显示器7下方;
10.所述半开放层14由滑轨15和阻隔器16组成;所述阻隔器16由滑轮17、挡板18和固定器19组成,呈倒“t”型,用于隔离和固定plc设备组6内的plc设备;所述滑轨15有一个豁口,阻隔器16可以从豁口插入滑轨15,然后左右滑动阻隔器16,调整好间隔后按下固定器19,固定器19将固定滑轮17,从而保证plc设备安置于间隔中;
11.一种基于智能化工业交换机的设备自动管理方法步骤如下:
12.1)所述plc设备组6的plc设备接入工业交换机5端口后,控制模块4首先轮询查询存储模块3中所有配置表和生产控制程序表,如果该plc设备为新接入设备则需要向控制模块4注册,控制模块4将该plc设备相关配置和生产控制程序存储到存储模块3,工业交换机5才转发该plc设备的通信数据;如果该plc设备的配置信息符合存储模块3的配置表某一条,控制模块4则认为该plc设备为更换设备,从而将存储模块3中配置表对应条目的生产控制程序烧写到plc设备;如果该plc设备作为备用plc设备,需要通过控制按键8和工业显示屏7设置工业交换机5的某个端口为备用端口,然后再将plc设备接入;备用plc设备通过比生产plc设备功能强大,能够向下兼容生产plc设备,执行生产plc设备的生产控制程序;
13.2)将阻隔器16从滑轨15豁口处插入,向左滑动滑轮17保证plc设备固定后按下固定器19,从而保证plc设备有序排列固定;
14.3)控制模块4将plc设备组6内所有plc设备的配置信息和生产控制程序显示到工业显示屏7;
15.4)当plc设备组6中的某个生产plc设备异常,控制模块4会监控到该plc设备接入工业交换机5的端口停止通信或通信异常,控制模块4则会将调用plc设备组6的备用plc设备,将异常plc设备存储的生产控制程序烧写到备用plc设备,由备用plc设备执行异常plc设备的生产环节,保障生产线10的安全。
16.5)工人检修时,通过工业显示屏7发现工业交换机5异常端口后可以对该端口下的异常plc设备进行更换。松开固定器19滑动阻隔器16,取出异常plc设备,更换新的同类型plc设备并接入工业交换机5,再滑动阻隔器16重新固定所有plc设备;控制模块4会监控到该plc设备接入工业交换机5的端口正常,并监测到新接入plc设备的配置信息符合存储模块3的配置表中原来异常plc设备的配置条项,将存储模块3中配置表对应条目的生产控制程序烧写到新plc设备,并停用备用plc设备。
17.本方法和系统的有益效益:本方法和系统提供一种基于智能化工业交换机的设备自动管理系统,通过智能化工业交换机自动记录plc设备配置和生产控制程序,实现更换plc设备的即插即用和单台备用plc设备动态代替多种生产plc设备。在生产线上plc设备异常时,自动启动和配置备用plc设备保证生产线的稳定运行,减少损失。
附图说明
18.图1为系统架构图;
19.图2为保护壳9架构;
20.图3为滑轨15豁口处放大图;
21.图4a为阻隔器16左视图,b为阻隔器16主视图;
22.图中:1智能化工业交换机、2电源模块、3存储模块、4控制模块、5工业交换机、6plc设备组、7工业显示屏、8控制按键、9保护壳、10生产线、11生产设备、12仪表仪器、13封闭层、14半开放层、15滑轨、16阻隔器、17滑轮、18挡板、19固定器。
具体实施方式
23.以下结合技术方案和说明书附图,进一步说明本发明的具体实施方式。假设生产线中需要两套生产设备11和仪表仪器12参与生产,则需要两台生产plc设备分别控制所述生产设备11和监控仪表仪器12,两台生产plc设备烧写不同生产控制程序,执行不同生产流程;为保证生产稳定同时需要一台备用plc设备动态替换异常plc设备,所述plc设备组内共计有三台plc设备,两台生产plc设备和一台备用plc设备;
24.如图1所示连接一种基于智能化工业交换机的设备自动管理系统,所述存储模块3、控制模块4、工业交换机5和plc设备组6分别通过电缆与电源模块2相连;所述控制模块4、工业显示屏7和控制按键8通过电缆依次相连;所述储模块3、控制模块4、工业交换机5和plc设备组6通过数据线依次相连;所述工业显示屏7和控制按键8分别通过数据线与控制模块4相连;所述生产设备11和仪表仪器12通过数据总线与plc设备组6的plc设备相连;
25.连接完成并通电后,所述plc设备组6的生产plc设备接入工业交换机5端口后,控制模块4首先轮询查询存储模块3中所有配置表和生产控制程序表,由于plc设备为新接入设备需要向控制模块4注册,控制模块4将该plc设备相关配置和生产控制程序存储到存储模块3,注册完成后工业交换机5才转发该plc设备的通信数据;控制模块4将plc设备组6内所有plc设备的配置信息和生产控制程序显示到工业显示屏7;所述plc设备组6的备用plc设备,需要通过控制按键8和工业显示屏7设置工业交换机5的某个端口为备用端口,然后再将备用plc设备接入工业交换机5端口;
26.存储模块3、控制模块4、工业交换机5通过螺丝固定安置于封闭层13内;所述工业显示屏7和控制按键8向外固定在封闭层13表面,控制按键8位于工业显示器7下方;
27.将plc设备组6的plc设备依次放置入半开放层142,plc设备间通过阻隔器16隔开固定;阻隔器16从滑轨15豁口处插入,向左滑动滑轮17保证plc设备固定后按下固定器19,固定阻隔器16,从而保证阻隔器16固定plc设备;
28.当生产pcl设备发生异常时,控制模块4会监控到该plc设备接入工业交换机5的端口停止通信或通信异常,控制模块4则会将调用plc设备组6的备用plc设备,将异常plc设备存储的生产控制程序烧写到备用plc设备,由备用plc设备执行异常plc设备的生产环节,保障生产线10的持续生产。
29.工人检修时,通过工业显示屏7发现工业交换机5异常端口后可以对该端口下的异常plc设备进行更换。松开固定器19滑动阻隔器16,取出异常plc设备,更换新的同类型plc设备并接入工业交换机5,再滑动阻隔器16重新固定所有plc设备;控制模块4会监控到该plc设备接入工业交换机5的端口正常,并匹配到新接入plc设备的配置信息符合存储模块3的配置表中原来异常plc设备的配置条项,将存储模块3中配置表对应条目的生产控制程序烧写到新plc设备,新plc设备执行工作后,控制模块通过工业交换机5停用备用plc设备,实现同种plc设备更换的即插即用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。