1.本实用新型属于航空机械加工工艺装备领域,涉及一种异形件螺栓外形成组加工夹具。
背景技术:
2.在航空机械领域里无论是军用飞机还是民用飞机,都存在大量的拉杆撑杆类零件,拉杆撑杆零件两端基本都会安装异形“耳环螺栓”,用于快速调节拉杆长度,异形件螺栓类零件具有结构简单、安装方便、调节简易并且能承载拉力等特点,被广泛应用在飞机各种拉杆结构中。
3.由于异形件螺栓结构类似、品种尺寸多样,数量庞大,以往加工采用常规立式铣床以靠模加工零件外形,由于刀具长时间与靠模外形接触,靠模外形磨损严重,零件外形尺寸偏差较大,常出现零件超差;采用常规铣床以靠模加工零件,频繁装卸零件,加工时间与零件装夹时间接近,操作者装夹零件强度较大,加工效率很难提升。因此需要设计一种工装实现成组加工零件外形,减少辅助时间,提升加工效率及零件加工稳定性。
技术实现要素:
4.为提高异形件螺栓的外形加工效率,降低异形件螺栓准备时间,针对异形件螺栓的结构特点,应用成组加工技术方案,设计研究了一种异形件螺栓快速定位工装实现零件成组加工,并提出了使用方法及加工流程。
5.本实用新型的技术方案如下:
6.本实用新型研制一种异形件螺栓外形成组加工夹具,用于铣削异形件螺栓耳片外形。通过“v型槽”夹持异形件螺栓光轴部分,并且可一次装夹4件零件,提高了零件装夹效率,减少了操作者准备时间;通过数控铣床一次走刀即可加工4件零件,保证了零件加工后尺寸一致性及加工精度;夹具上具备定位销与机床工作台契合,无需拉直找正,并且加工时稳定可靠,避免由于切削力造成工装移位。
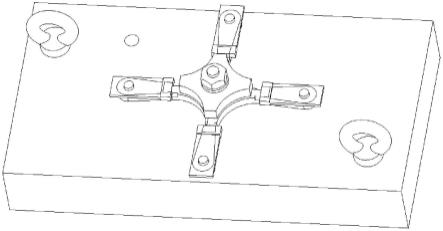
7.一种异形件螺栓外形成组加工夹具,包括底座、吊环、定位销、固定螺柱、保护垫圈、夹紧螺母、压板、底板、销键和加工基准孔。
8.所述的底座为工装的主体,加工时主体安装在机床工作台上;2套吊环分布在工装两侧对角线上用于吊装夹具;所述的底板安装在底座上,构成了工装的主要定位基准;4个定位销用于定位零件耳片孔;固定螺柱固定在底座上用于压紧零件;压板穿过固定螺柱用于夹紧零件光轴部分;保护垫圈安装在压板上表面,用于保护压板,防止频繁使用造成压板磨损;夹紧螺母安装在固定螺柱上用于夹紧零件;所述的销键与机床工作台定位槽配合,保证夹具安装在机床工作台上后,夹具具备自动找正功能。此夹具可以实现一次装夹4件零件,装夹简单方便,加工效率大大提高。所述的压板的厚度大于底板。
9.本实用新型的有益效果在于:
10.该项实用新型解决了异形件螺栓类零件外形尺寸偏差较大,零件超差的问题;降
低了工人劳动强度,提高了异形件螺栓类零件的加工效率,提高了产品质量,取得了一定的经济效益。并且通过以上操作步骤执行时,降低了操作者的劳动强度,避免了由于工人疲劳及靠模磨损造成的零件超差。夹具上带有快速定位销键,保证了夹具安装快速稳定,夹具上的找正孔保证了加工时的,数控铣快速找正坐标原点,提高找正效率,用科学的方法、开拓思想,坚持理论与实际相结合,增强了质量意识,技术水平和解决实际问题能力都得到了提高。
附图说明
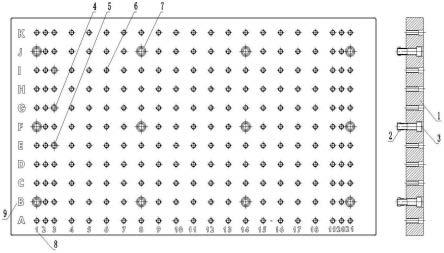
11.图1是耳环螺栓快速定位数控铣夹主视图;
12.图2是耳环螺栓快速定位数控铣夹俯视图;
13.图3是耳环螺栓快速定位数控铣夹测视图。
14.附图标记:1底座;2吊环;3定位销;4固定螺柱;5保护垫圈;6夹紧螺母;7压板;8底板;9销键;10加工基准孔。
具体实施方式
15.现结合附图对本实用新型作进一步的描述
16.一种异形件螺栓外形成组加工夹具,包括底座1、吊环2、定位销3、固定螺柱4、保护垫圈5、夹紧螺母6、压板7、底板8、销键9和加工基准孔10。
17.所述的底座1为工装的主体,加工时主体安装在机床工作台上;2套吊环2 分布在工装两侧对角线上用于吊装夹具;所述的底板8安装在底座1上,构成了工装的主要定位基准;4个定位销3用于定位零件耳片孔;固定螺柱4固定在底座1上用于压紧零件;压板7穿过固定螺柱4用于夹紧零件光轴部分;保护垫圈5安装在压板7上表面,用于保护压板7,防止频繁使用造成压板磨损;夹紧螺母6安装在固定螺柱4上用于夹紧零件;所述的销键9与机床工作台定位槽配合,保证夹具安装在机床工作台上后,夹具具备自动找正功能。此夹具可以实现一次装夹4件零件,装夹简单方便,加工效率大大提高。
18.一种异形件螺栓外形成组加工夹具的加工方法如下:
19.首先将一种异形件螺栓外形成组加工夹具固定在机床上,以夹具上的销键 9限制在机床工作台上的凹槽内,通过销键9可快速找正夹具,无需拉直找正夹具。然后将零件毛坯安装在夹具上,以零件毛坯上耳片孔安装在夹具上的定位销3上,零件上的光轴嵌入夹具上的底板8上的v型槽内。然后将压板7穿过固定螺柱4覆盖在零件光轴部分,分别安装保护垫圈5及固定螺母6,拧紧固定螺母6夹紧零件。加工前,通过数控铣床探头找出加工基准孔10的坐标值作为加工原点,通过夹具上的基准孔可实现快速找正原点,实现快速加工。
20.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种异形件螺栓外形成组加工夹具,其特征在于,包括底座(1)、吊环(2)、定位销(3)、固定螺柱(4)、保护垫圈(5)、夹紧螺母(6)、压板(7)、底板(8)、销键(9)和加工基准孔(10);所述的底座(1)为工装的主体,加工时主体安装在机床工作台上;2套吊环(2)分布在工装两侧对角线上用于吊装夹具;所述的底板(8)安装在底座(1)上,构成了工装的主要定位基准;4个定位销(3)用于定位零件耳片孔;固定螺柱(4)固定在底座(1)上用于压紧零件;压板(7)穿过固定螺柱(4)用于夹紧零件光轴部分;保护垫圈(5)安装在压板(7)上表面,用于保护压板(7),防止频繁使用造成压板磨损;夹紧螺母(6)安装在固定螺柱(4)上用于夹紧零件;所述的销键(9)与机床工作台定位槽配合,保证夹具安装在机床工作台上后,夹具具备自动找正功能。2.如权利要求1所述的一种异形件螺栓外形成组加工夹具,其特征在于,所述的压板(7)的厚度大于底板(8)。
技术总结
本实用新型属于航空机械加工工艺装备领域,涉及一种异形件螺栓外形成组加工夹具。本实用新型解决了异形件螺栓类零件外形尺寸偏差较大,零件超差的问题;降低了工人劳动强度,提高了异形件螺栓类零件的加工效率,提高了产品质量,取得了一定的经济效益。并且通过以上操作步骤执行时,降低了操作者的劳动强度,避免了由于工人疲劳及靠模磨损造成的零件超差。夹具上带有快速定位销键,保证了夹具安装快速稳定,夹具上的找正孔保证了加工时的,数控铣快速找正坐标原点,提高找正效率,用科学的方法、开拓思想,坚持理论与实际相结合,增强了质量意识,技术水平和解决实际问题能力都得到了提高。提高。提高。
技术研发人员:张春振 魏茹 刘喆 杨巍 孙鹏 齐立赫
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2022.07.13
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。