1.本实用新型涉及不锈钢网片生产技术领域,尤其是一种不锈钢网片预成型装置。
背景技术:
2.如图1所示为不锈钢网片a,不锈钢网片a是洗碗机上的一个零部件,不锈钢网片a在生产过程中,首先需要预成型,然后将预成型的不锈钢网片a进行嵌入注塑,注塑工艺对预成型的不锈钢网片a表面有较高的要求,所以在不锈钢网片a预成型时,需要保证成型过程稳定,变形幅度尽量小。
技术实现要素:
3.本申请针对上述现有生产技术中的缺点,提供一种结构合理的不锈钢网片预成型装置,能够预成型不锈钢网片,避免了网片成型时的延展和成型后的收缩,提高了不锈钢网片预成型质量,满足注塑工艺要求。
4.本实用新型所采用的技术方案如下:
5.不锈钢网片预成型装置,包括安装架,所述安装架内圈设置成型腔,所述成型腔内偏心固定芯块;所述安装架内设置多个压紧板,所述多个压紧板沿着圆周方向分布,压紧板外端连接驱动元件,驱动元件固定在安装架内,驱动元件能够推动压紧板径向移动;所述压紧板内端设置成型凹模,芯块外表面设置多个成型凸模,多个成型凸模沿着圆周方向分布。
6.进一步的,驱动元件为压紧气缸。
7.进一步的,安装架内设置多个导向槽,多个压紧板分别设置在多个导向槽中,在导向槽的导向下径向移动。
8.进一步的,成型凹模和压紧板一体成型。
9.进一步的,芯块和多个成型凸模一体成型。
10.进一步的,芯块上端面左右两侧对称设置两个避让槽,避让槽上端面高度低于成型凸模上端面高度。
11.进一步的,安装架和芯块均固定在底板上。
12.本实用新型的有益效果如下:
13.本实用新型能够预成型不锈钢网片,将芯块偏心设置在成型腔中,然后由近到远依次挤压成型,减少挤压过程中对网片的扯动,避免了网片成型时的延展和成型后的收缩,提高了不锈钢网片预成型质量,满足注塑工艺要求;导向槽的设置能让压紧板在移动过程中方向不发生偏离;避让槽的设置能方便机械手将预成型的不锈钢网片快速取出。
附图说明
14.图1为不锈钢网片预成型后结构示意图。
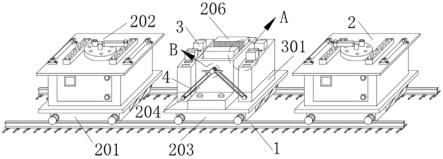
15.图2为本实用新型的立体图。
16.图3为芯块立体图。
17.其中:1、底板;2、安装架;3、压紧气缸;4、压紧板;5、成型凹模;6、芯块;7、成型凸模;8、避让槽;9、成型腔;10、导向槽;a、不锈钢网片。
具体实施方式
18.下面结合附图,说明本实用新型的具体实施方式。
19.如图2所示的实施例中,不锈钢网片预成型装置包括圆环状结构的安装架2,安装架2内圈设置成型腔9,成型腔9内固定芯块6,需要进行预成型的不锈钢网片a套设在芯块6外表面进行预成型。
20.如图2所示的实施例中,安装架2内设置多个压紧板4,多个压紧板4沿着圆周方向均匀分布。压紧板4外端连接驱动元件,驱动元件固定在安装架2内,驱动元件能够推动压紧板4径向移动,靠近或远离芯块6。在本实施例中,驱动元件为压紧气缸3。压紧板4内端设置成型凹模5,成型凹模5和压紧板4一体成型。
21.如图2所示的实施例中,安装架2内设置多个导向槽10,多个压紧板4分别设置在多个导向槽10中,并且在导向槽10的导向下径向移动,保证压紧板4在移动过程中方向不发生偏离。
22.如图3所示的实施例中,芯块6外表面设置多个成型凸模7,多个成型凸模7沿着圆周方向均匀分布,芯块6和多个成型凸模7一体成型,在预成型时,多个成型凸模7和多个成型凹模5对设置在成型腔9内的网片相互挤压配合,实现不锈钢网片a的预成型。
23.如图3所示的实施例中,芯块6上端面左右两侧对称设置两个避让槽8,避让槽8上端面高度低于成型凸模7上端面高度,在加工完成后,机械手能够伸入并接触预成型的不锈钢网片a的内表面,顺利的将不锈钢网片a抓取出。
24.如图2所示的实施例中,芯块6偏心设置在成型腔9中,在进行预成型时,离芯块6最近的一个成型凹模5首先径向压向对应位置的成型凸模7,接着按照先近后远的顺序让每个成型凹模5依次和对应位置的成型凸模7配合挤压设置在成型腔9内的网片,最终实现不锈钢网片a的预成型。上述加工方式能够减少挤压过程中对网片的扯动,避免了网片成型时的延展和成型后的收缩,提高了不锈钢网片a预成型质量,满足注塑工艺要求。
25.如图2所示的实施例中,安装架2和芯块6均固定在底板1上。
26.本实用新型的工作原理是:在进行不锈钢网片预成型加工时,首先将不锈钢网片套设在芯块6外表面,接着按照先近后远的顺序让每个成型凹模5依次和对应位置的成型凸模7配合挤压设置在成型腔9内的网片,最终实现不锈钢网片的预成型。上述加工方式能够减少挤压过程中对网片的扯动,避免了网片成型时的延展和成型后的收缩,提高了不锈钢网片预成型质量,满足注塑工艺要求。
27.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
技术特征:
1.一种不锈钢网片预成型装置,包括安装架(2),其特征在于:所述安装架(2)内圈设置成型腔(9),所述成型腔(9)内偏心固定芯块(6);所述安装架(2)内设置多个压紧板(4),所述多个压紧板(4)沿着圆周方向分布,压紧板(4)外端连接驱动元件,驱动元件固定在安装架(2)内,驱动元件能够推动压紧板(4)径向移动;所述压紧板(4)内端设置成型凹模(5),芯块(6)外表面设置多个成型凸模(7),多个成型凸模(7)沿着圆周方向分布。2.如权利要求1所述的不锈钢网片预成型装置,其特征在于:所述驱动元件为压紧气缸(3)。3.如权利要求1所述的不锈钢网片预成型装置,其特征在于:所述安装架(2)内设置多个导向槽(10),多个压紧板(4)分别设置在多个导向槽(10)中,在导向槽(10)的导向下径向移动。4.如权利要求1所述的不锈钢网片预成型装置,其特征在于:所述成型凹模(5)和压紧板(4)一体成型。5.如权利要求1所述的不锈钢网片预成型装置,其特征在于:所述芯块(6)和多个成型凸模(7)一体成型。6.如权利要求1所述的不锈钢网片预成型装置,其特征在于:所述芯块(6)上端面左右两侧对称设置两个避让槽(8),避让槽(8)上端面高度低于成型凸模(7)上端面高度。7.如权利要求1~6中任意一项所述的不锈钢网片预成型装置,其特征在于:所述安装架(2)和芯块(6)均固定在底板(1)上。
技术总结
本实用新型涉及不锈钢网片生产技术领域,尤其是一种不锈钢网片预成型装置。其包括安装架,所述安装架内圈设置成型腔,所述成型腔内偏心固定芯块;所述安装架内设置多个压紧板,所述多个压紧板沿着圆周方向分布,压紧板外端连接驱动元件,驱动元件固定在安装架内,驱动元件能够推动压紧板径向移动;所述压紧板内端设置成型凹模,芯块外表面设置多个成型凸模,多个成型凸模沿着圆周方向分布。本实用新型能够预成型不锈钢网片,将芯块偏心设置在成型腔中,然后由近到远依次挤压成型,减少挤压过程中对网片的扯动,避免了网片成型时的延展和成型后的收缩,提高了不锈钢网片预成型质量,满足注塑工艺要求。足注塑工艺要求。足注塑工艺要求。
技术研发人员:邵冬艳 梁晓华
受保护的技术使用者:无锡信昌机械科技有限公司
技术研发日:2022.07.14
技术公布日:2022/11/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。