1.本实用新型涉及电池领域,尤其是涉及一种电池包以及具有该电池包的车辆。
背景技术:
2.相关技术中,电池包包括电池托盘,电池托盘包括边框和托盘底板,边框和托盘底板焊接连接形成电池托盘,托盘底板构造为板状结构且用于支撑电芯,边框和托盘底板焊接形成电池托盘,边框和电池包的盖体配合连接限定出密封的放置腔,但是边框由多根梁结构焊接形成,焊接边框以及边框和托盘底板焊接时形成许多焊缝,随着焊缝的增加电池托盘气密性失效的风险也会增加,容易导致放置腔密封性变差,影响电池包使用安全性,并且,增加了电池托盘气密性检测的工作量,影响电池托盘生产效率。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出了一种电池包,该电池包的边框的焊接缝隙对电池包密封性无影响,托盘底板能够将电芯与边框分隔开,电芯密封在放置腔内,电池包无漏电风险,提升了电池包使用安全性。
4.本实用新型进一步地提出了一种车辆。
5.根据本实用新型的电池包包括:电芯;电池托盘,所述电池托盘包括托盘底板和边框,所述边框限定出安装空间,所述托盘底板安装于所述安装空间内;盖体,所述盖体和所述托盘底板密封连接且共同限定出用于放置所述电芯的放置腔。
6.根据本实用新型的电池包,通过盖体和托盘底板密封连接,能够限定出密封的放置腔,电芯放置在放置腔内后,托盘底板能够将电芯与边框分隔开,电芯密封在放置腔内,电池包无漏电风险,提升了电池包使用安全性,并且,边框的焊接缝隙对电池包密封性无影响,不需进行电池托盘气密性检测,提升了电池托盘生产效率。
7.在本实用新型的一些示例中,所述的电池包,其特征在于,还包括:密封件,所述密封件设于所述托盘底板和所述盖体之间。
8.在本实用新型的一些示例中,所述托盘底板包括底板本体,所述底板本体限定出放置电芯的放置槽,所述盖体盖设于所述放置槽的敞开端以限定出所述放置腔。
9.在本实用新型的一些示例中,所述托盘底板还包括延伸部,所述延伸部沿所述底板本体的周向边缘延伸,所述延伸部和所述盖体间设有所述密封件。
10.在本实用新型的一些示例中,在所述电池包高度方向,所述延伸部和和所述盖体均均位于所述边框的上方,且所述延伸部和所述盖体对应设置。
11.在本实用新型的一些示例中,所述的电池包还包括:压板,所述延伸部、所述密封件和所述盖体夹设在所述压板和所述边框之间。
12.在本实用新型的一些示例中,所述延伸部、所述密封件和所述压板均构造为环型结构。
13.在本实用新型的一些示例中,所述压板通过紧固件与所述边框连接。
14.在本实用新型的一些示例中,所述延伸部、所述密封件、所述盖体、所述压板和所述边框均设有与所述紧固件配合的装配孔。
15.根据本实用新型的车辆,包括上述的电池包。
16.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
17.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
18.图1是根据本实用新型实施例的电池包的爆炸图;
19.图2是根据本实用新型实施例的电池包的截面图;
20.图3是图2中a处放大图;
21.图4是根据本实用新型实施例的电池托盘和电芯的装配示意图;
22.图5是根据本实用新型实施例的电池托盘的示意图;
23.图6是根据本实用新型实施例的电池托盘的爆炸图;
24.图7是根据本实用新型实施例的电池托盘的托盘底板的示意图;
25.图8是根据本实用新型实施例的电池托盘的边框的示意图;
26.图9是根据本实用新型实施例的电池托盘的侧边梁的示意图;
27.图10是图9中b处放大图;
28.图11是根据本实用新型实施例的电池托盘和电芯装配的局部放大图;
29.图12是根据本实用新型实施例的电池包的示意图。
30.附图标记:
31.电池托盘100;
32.托盘底板10;
33.底板本体11;放置槽111;受压区域112;放置槽的底壁113;
34.延伸部12;
35.边框20;安装空间21;支撑部22;
36.侧边梁23;边梁本体231;连接板232;空腔的顶壁233;空腔的底壁234;结构加强部2341;
37.子腔235;第一侧壁236;第二侧壁237;第一连接部238;第二连接部239;凸台结构2391;
38.前端梁24;后端梁25;支撑梁26;膨胀梁27;
39.吊耳结构30;
40.盖体40;放置腔41;第二装配翻边42;
41.装配孔50;
42.电池包200;电芯201;压板202;密封件203。
具体实施方式
43.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
44.下面参考图1-图12描述根据本实用新型实施例的电池包200,电池包200包括电芯201、电池托盘100和盖体40。
45.电池托盘100包括:托盘底板10和边框20。边框20限定出安装空间21,托盘底板10安装于安装空间21内。盖体40和托盘底板10密封连接且共同限定出用于放置电芯201的放置腔41。进一步地,盖体40与边框20连接,盖体40和托盘底板10之间可以通过密封胶密封,盖体40和托盘底板10之间也可以通过密封垫密封,盖体40和托盘底板10之间的密封方式不做具体限定,只要能将盖体40和托盘底板10之间密封即可。
46.其中,由于盖体40和托盘底板10密封连接,能够共同限定出密封的放置腔41,电芯201放置在放置腔41内后,托盘底板10能够将电芯201与边框20分隔开,电芯201处在一个完全密封、绝缘的放置腔41中,电芯201密封在放置腔41内,电池包200无漏电风险,提升了电池包200使用安全性,并且,边框20的焊接缝隙对电池包200密封性无影响,不需进行电池托盘100气密性检测,提升了电池托盘100生产效率。
47.在本实用新型的一些实施例中,电池包200包括:密封件203,密封件203设于托盘底板10和盖体40之间,以实现盖体40和托盘底板10密封连接,从而可以将放置腔41密封。进一步地,托盘底板10可以设置为非金属件,进一步地,托盘底板10可以设置为绝缘件,托盘底板10具有绝缘密封作用,电池包200通过托盘底板10、盖体40和密封件203完成可靠密封,
48.由此,通过电池托盘100、盖体40和密封件203配合,电芯201放置在放置腔41内后,托盘底板10能够将电芯201与边框20分隔开,电芯201密封在放置腔41内,电池包200无漏电风险,提升了电池包200使用安全性,并且,边框20的焊接缝隙对电池包200密封性无影响,不需进行电池托盘100气密性检测,提升了电池托盘100生产效率。
49.在本实用新型的一些实施例中,如图1、图3和图7所示,托盘底板10包括底板本体11,底板本体11限定出用于放置电芯201或电池模组的放置槽111,本技术以放置槽111放置电芯201为例进行说明,盖体40盖设于放置槽111的敞开端以限定出用于放置电芯201的放置腔41,这样设置能够实现放置腔41的设置。
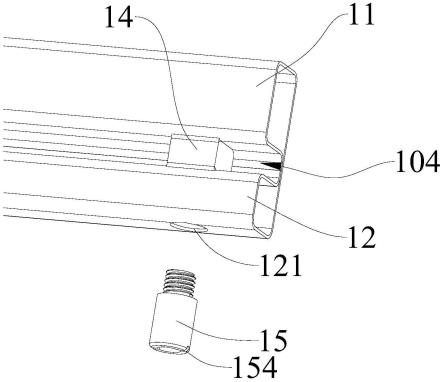
50.进一步地,托盘底板10还包括延伸部12,延伸部12沿底板本体11的周向边缘延伸设置,进一步地,延伸部12构造为环型结构,具体地,延伸部12构造为闭环型结构,延伸部12和盖体40间设有密封件203。进一步地,盖体40具有沿盖体40的周向边缘延伸的第二装配翻边42,延伸部12和第二装配翻边42间设有密封件203。其中,延伸部12夹设在盖体40的第二装配翻边42和边框20之间,使用螺栓穿过第二装配翻边42、密封件203、延伸部12和边框20将盖体40、密封件203、托盘底板10和边框20装配在一起,密封件203可以将放置腔41密封,电芯201放入放置腔41内后,能够将电芯201与边框20完全隔离开,电芯201处在一个完全绝缘的环境中,保证电池包200无漏电风险。需要说明的是,盖体40也可以设置为平板状结构,盖体40的边缘与延伸部12之间设置有密封件203,以实现盖体40和托盘底板10密封连接,本技术以盖体40设置有第二装配翻边42为例进行说明。
51.放置槽的底壁113具有用于支撑电芯201的受压区域112,受压区域112是指电芯201安装于放置槽111内时,在电池托盘100的高度方向,放置槽的底壁113正投影与电芯201的正投影重合的区域,或者也可以理解为,电芯201安装于放置槽111内时,电芯201与放置槽的底壁113的接触区域,接触区域包括电芯201与放置槽的底壁113直接接触的区域或者间接接触的区域,例如:当电芯201和放置槽的底壁113之间具有粘胶剂或者冷却结构时属于电芯201与放置槽的底壁113间接接触,当电芯201和放置槽的底壁113之间没有其他物体时电芯201与放置槽的底壁113直接接触,或者也可以理解为电芯201的重量直接作用在底板本体11的底壁的区域为受压区域112。其中,在电池托盘100的高度方向,放置槽的底壁113的正投影也即放置槽的底壁113在与电池托盘100的高度方向相垂直的平面内的投影。在电池托盘100的高度方向,电芯201的正投影也即电芯201在与电池托盘100的高度方向相垂直的平面内的投影。
52.电芯201安装于电池托盘100内时,电芯201位于放置槽111的受压区域112内,底板本体11安装于安装空间21内,延伸部12位于安装空间21外部且设置于边框20。进一步地,如图3所示,在电池包200的高度方向,当电池包以图3中方向放置时,电池包200的高度方向是指图3中上下方向,延伸部12和盖体40均位于边框20的上方,且延伸部12和盖体40对应设置,进一步地,延伸部12和第二装配翻边42均位于边框20的上方,且延伸部12和第二装配翻边42对应(例如正对)设置,底板本体11安装于安装空间21内后,延伸部12设置在安装空间21外部,在电池托盘100的上下方向,延伸部12与边框20对应设置,具体地,如图11所示,延伸部12位于边框20的上方,延伸部12与边框20正对设置,在电池托盘100的上下方向,延伸部12可以遮挡边框20的整个上表面。
53.在本实用新型的一些实施例中,如图1和图3所示,电池包200还可以包括:压板202,进一步地,压板202通过紧固件与边框20连接,延伸部12、密封件203和盖体40夹设在压板202和边框20之间,进一步地,延伸部12、密封件203和第二装配翻边42夹设在压板202和边框20之间。其中,紧固件可以为螺栓,也可以为螺钉,优选地,紧固件为螺栓,边框20内设置有拉铆螺母,使用螺栓穿过压板202、第二装配翻边42、密封件203、延伸部12和边框20,且螺栓与拉铆螺母连接,将压板202、盖体40、托盘底板10和边框20装配在一起,通过设置压板202,压板202可以使整个密封件203受压均匀,保证放置腔41密封可靠。
54.在本实用新型的一些实施例中,延伸部12、密封件203、第二装配翻边42和压板202均构造为环型结构,进一步地,延伸部12、密封件203、第二装配翻边42和压板202均构造为闭环型结构,压板202、盖体40、托盘底板10和边框20装配在一起后,通过将延伸部12、密封件203、第二装配翻边42和压板202均构造为闭环型结构,能够在放置腔41周向对放置腔41密封,保证放置腔41密封性,从而使延伸部12、密封件203、第二装配翻边42和压板202结构设置合理。
55.在本实用新型的一些实施例中,如图1、图3、图7和图8所示,延伸部12、密封件203、盖体40、压板202和边框20均设有与紧固件配合的装配孔50,进一步地,延伸部12、密封件203、第二装配翻边42、压板202和边框20均设有与紧固件配合的装配孔50。压板202的装配孔50、第二装配翻边42的装配孔50、密封件203的装配孔50、延伸部12的装配孔50、边框20的装配孔50对应设置,紧固件穿过压板202的装配孔50、第二装配翻边42的装配孔50、密封件203的装配孔50、延伸部12的装配孔50、边框20的装配孔50与拉铆螺母连接,通过设置装配
孔50,可以实现压板202、盖体40、托盘底板10和边框20装配。
56.在本实用新型的一些实施例中,密封件203设置为密封圈,密封圈的密封性能好,这样设置能够保证密封件203的密封性能,可以更好地密封延伸部12和第二装配翻边42之间间隙,从而可以提升放置腔41密封性。
57.在本实用新型的一些实施例中,边框20具有朝向安装空间21内延伸的支撑部22,支撑部22用于支撑托盘底板10的受压区域112。如图6、图8和图11所示,本技术以电池托盘100沿上下方向放置为例进行说明,其中,如图11所示,当电芯201安装于放置槽111内时,电芯201位于受压区域112内,支撑部22支撑受压区域112,电芯201的重量搭载在边框20上,边框20承载电芯201的大部分重量,托盘底板10不承载电芯201重量或只承载电芯201的小部分重量,大大减轻托盘底板10的承重要求,可以减小托盘底板10厚度,托盘底板10可以使用强度更低、厚度更薄的材料制成,进一步地,托盘底板10设置为非金属件,进一步地,托盘底板10设置为绝缘件,使用轻质的非金属复合材料制成的托盘底板10即可,例如:轻质的非金属复合材料可以由树脂和玻璃纤维制成,树脂可以为环氧树脂或者聚氨脂,但本实用新型不限于此,轻质的非金属复合材料也可以由其他与树脂和玻璃纤维起到相同作用的复合材料制成,这样设置能够减小托盘底板10重量,有利于电池托盘100、电池包200的轻量化设计,并且,现有托盘底板10由铝材料制成,本技术通过使用非金属复合材料制成托盘底板10,能够降低托盘底板10生产成本,有利于降低电池托盘100、电池包200的生产成本。需要说明的是,由非金属复合材料制成的托盘底板10具有优异的电绝缘性能,当车辆发生严重的搁底事故时,电池包200不会出现拉弧等高压风险。可以理解的,当电池托盘100安装于车辆上时,电池托盘100的高度可以与车辆的高度方向一致。
58.进一步地,托盘底板10构造为一体成型件,托盘底板10采用轻质的非金属复合材料模压成型,在模压过程中托盘底板10因树脂熔融流动固化后形成良好的气密性,同时通过模具件成型可以保证托盘底板10具有良好的平面度及尺寸精度,保证托盘底板10密封功能。边框20可以通过金属拼焊成型,焊接成型后只需保证焊接结构强度及必要的产品平面度,拼焊效率高,提升了电池托盘100生产效率,且托盘底板10负责密封,不需进行焊缝打磨及气密性检测,没有焊接导致的密封失效风险。托盘底板10可以采用复合材料模压成型,托盘底板10生产效率高,模具精度高从而可以获得较高的平面度,降低电芯201的尺寸要求。
59.另外,现有电池托盘100未在产品结构上对承重和密封两个功能进行区分,在制造电池托盘100时需要同时考虑整体的承重和密封都需要满足要求,导致电池托盘100的制造效率及良品率低。而在本技术中,对承重和密封两个功能进行区分,边框20主要负责承重,托盘底板10主要负责电池托盘100的密封,提升了电池托盘100的制造效率及良品率低。
60.由此,通过托盘底板10和边框20配合,边框20承载电芯201的大部分重量,托盘底板10承载电芯201的小部分重量,托盘底板10主要承担密封作用,可以减小托盘底板10厚度,使用轻质的复合材料制成的托盘底板10即可,有利于电池托盘100、电池包200的轻量化设计以及成本降低,并且,托盘底板10和边框20装配在一起后,没有焊接导致电池托盘100密封失效风险,不需进行焊缝打磨及电池托盘100气密性检测,提升了电池托盘100生产效率。
61.在本实用新型的一些实施例中,如图11所示,当电池托盘100以图11中的放置方式放置时,在电池托盘100的高度方向,支撑部22的正投影与受压区域112的正投影具有重合
区域,当电芯201放置在放置槽111内后,如此设置能够保证支撑部22对电芯201进行支撑,可以保证边框20主要用于承载电芯201重量。
62.在本实用新型的一些实施例中,放置槽的底壁113形成有受压区域112,也可以理解为,受压区域112设置在放置槽的底壁113,如图11所示,当电池托盘100以图11中的放置方式放置时,支撑部22位于底板本体11的下方,支撑部22支撑于放置槽的底壁113,这样设置能够保证支撑部22支撑在受压区域112下方,可以进一步保证支撑部22对电芯201进行支撑,可以进一步保证边框20主要用于承载电芯201重量,从而使受压区域112设置位置合理。
63.在本实用新型的一些实施例中,如图6和图8所示,边框20包括侧边梁23、前端梁24和后端梁25,侧边梁23、前端梁24和后端梁25相连以形成安装空间21,侧边梁23、前端梁24和后端梁25相连包括直接连接和间接连接,例如:以侧边梁23和前端梁24连接为例进行说明,侧边梁23和前端梁24可以直接连接,侧边梁23和前端梁24也可以通过其他梁间接连接。侧边梁23具有支撑部22。其中,侧边梁23设置两个,后端梁25和前端梁24均设置一个,当边框20以图8中的放置方式放置时,两个侧边梁23在图8中的左右方向间隔开设置,前端梁24、后端梁25均连接在两个侧边梁23之间,前端梁24和后端梁25在边框20的前后方向间隔开设置,从而使前端梁24、后端梁25和两个侧边梁23共同限定出安装空间21。并且,当电芯201沿图8中的左右方向延伸放置时,通过将支撑部22设置于侧边梁23,能够保证每个电芯201都被支撑部22支撑,可以进一步保证支撑部22对电芯201进行支撑,可以进一步保证边框20主要用于承载电芯201重量,从而使支撑部22设置位置合理。可以理解的,当电池托盘100安装于车辆上时,电池托盘100的宽度方向可以与车宽方向一致,电池托盘100的长度方向可以与车长方向一致。当然,电池托盘100的宽度方向也可以与车长方向一致,电池托盘100的长度方向可以与车宽方向一致。
64.在本实用新型的一些实施例中,如图8所示,边框20还包括支撑梁26,支撑梁26连接在两个侧边梁23之间,或者支撑梁26连接在前端梁24和后端梁25之间,或者支撑梁26连接在前端梁24和侧边梁23之间,或者支撑梁26连接在后端梁25和侧边梁23之间,这样设置能够提升边框20的结构强度,从而可以提升电池托盘100的结构强度。
65.在本实用新型的一些实施例中,如图5和图6所示,电池托盘100还包括膨胀梁27,膨胀梁27设置在托盘底板10远离边框20一侧,当电池托盘100以如图5和图6中方式放置时,膨胀梁27设置在托盘底板10的上方,膨胀梁27通过螺栓安装于支撑梁26,电芯201安装于放置槽111内后,电芯201发生膨胀时,膨胀梁27可以对电芯201进行限位,提升电芯201使用安全性。
66.进一步地,支撑梁26设置为多个,多个支撑梁26可以沿侧边梁23的长度方向依次间隔开设置,侧边梁23的长度方向是指图6中的前后方向,多个支撑梁26也可以沿侧电池托盘100的宽度方向依次间隔开设置,电池托盘100的宽度方向是指图6中的左右方向,本技术以多个支撑梁26沿侧边梁23的长度方向依次间隔开设置为例进行说明,膨胀梁27为多个,多个膨胀梁27沿侧边梁23的长度方向依次间隔开设置,多个膨胀梁27和多个支撑梁26一一对应设置,一个膨胀梁27通过螺栓安装于一个支撑梁26,从而可以将膨胀梁27稳固地安装于边框20。
67.在本实用新型的一些实施例中,如图11所示,支撑部22靠近侧边梁23的下端设置,也可以理解为,支撑部22靠近侧边梁23的远离托盘底板10的端部设置,底板本体11安装于
安装空间21内后,通过将支撑部22靠近侧边梁23的远离托盘底板10的端部设置,能够保证支撑部22支撑在底板本体11的下方,也能够保证底板本体11可安装于安装空间21内。
68.在本实用新型的一些实施例中,如图5-图7、图11所示,当电池托盘100以图11中的放置方式放置时,放置槽111的上端敞开设置,电芯201可以从放置槽111的敞开端放入放置槽111内。并且,延伸部12沿放置槽111的敞开端延伸设置,如图11所示,延伸部12与底板本体11的上端连接,底板本体11安装于安装空间21内后,这样设置能够使延伸部12设置在放置槽111外部,可以保证延伸部12在电池托盘100的上下方向与边框20对应设置,从而可以保证电池托盘100的密封。
69.在本实用新型的一些实施例中,如图8、图10和图11所示,支撑部22靠近托盘底板10的表面构造为平面,也就是说,如图11所示,支撑部22的上表面设置为平面,如此设置能够保证支撑部22与底板本体11的支撑面积,可以使支撑部22更好地支撑电芯201。
70.在本实用新型的一些实施例中,支撑部22位于底板本体11的下方且与底板本体11固定连接。进一步地,托盘底板10粘接于边框20。进一步地,通过在托盘底板10和边框20之间打胶黏剂(例如结构胶)使托盘底板10和边框20粘接连接,利用胶黏剂的厚度控制对边框20的尺寸公差进行吸收,同时托盘底板10具有较好的平面度,利用胶黏剂可以吸收公差的特点降低对托盘底板10及边框20的制造要求。并且,现有的托盘底板10和边框20焊接时,托盘底板10在焊接过程中容易变形,在后续电池包200组装过程中加大了对电芯201的尺寸要求,影响电池包200装配效率。而在本技术中,通过将托盘底板10和边框20粘接连接,避免托盘底板10和边框20焊接连接,可以防止托盘底板10变形,在后续电池包200组装过程中减小了对电芯201的尺寸要求,提升了电池包200装配效率。
71.在本实用新型的一些实施例中,托盘底板10构造为一体成型件,托盘底板10采用轻质的复合材料模压成型,在模压过程中托盘底板10因树脂熔融流动固化后形成良好的气密性,同时通过模具件成型可以保证托盘底板10具有良好的平面度及尺寸精度,保证托盘底板10密封功能。
72.在本实用新型的一些实施例中,边框20构造为金属件,边框20可以由铝材料制成,边框20也可以由钢材料制成,但本实用新型不限于此,边框20也可以由其他与钢材料起到相同的金属材料制成,优选地,边框20由钢材料制成,边框20可以由钢材料辊压形成,边框20也可以由钢材料挤出形成。其中,通过将边框20设置为金属件,能够提高边框20承重能力,可以降低边框20变形风险。并且,钢材料制成的边框20能够耐受1500℃以上的高温,保证了边框20在电芯201热失控时的完整性。
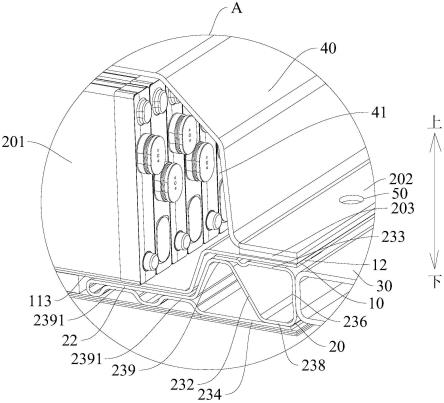
73.在本实用新型的一些实施例中,如图11所示,侧边梁23包括边梁本体231,边梁本体231限定出空腔,空腔内具有连接板232,连接板232倾斜连接在空腔的空腔的顶壁233和空腔的底壁234之间,连接板232可以将空腔分隔为多个子腔235,多个子腔235在侧边梁23的宽度方向依次排布,当电池托盘100以图11中的放置方式放置时,侧边梁23的宽度方向是指图11中的左右方向。进一步地,如图11所示,从电池托盘100上方至下方方向,连接板232朝向远离放置槽111的方向倾斜延伸设置,连接板232将空腔分隔为两个子腔235,两个子腔235在侧边梁23的宽度方向依次排布,这样设置能够提升侧边梁23结构强度,可以提高侧边梁23的稳定性,从而可以提升侧边梁23支撑电芯201能力,也可以进一步降低边框20变形风险。
74.并且,通过多个子腔235在侧边梁23的宽度方向依次排布,多个子腔235中远离电池托盘100的安装空间21(或放置槽111)的子腔235受到撞击时,例如:位于图11中左侧的子腔235受到撞击时,受到撞击的子腔235能够吸收碰撞力,降低了传递至电池包200内部碰撞力大小,可以降低电池包200内电芯201被撞坏风险,从而可以提升电池包200使用安全性。
75.进一步地,如图10和图11所示,空腔的远离安装空间21(或放置槽111)的第一侧壁236连接在空腔的顶壁233和空腔的底壁234之间,且第一侧壁236与分隔部连接。进一步地,如图11所示,第一侧壁236下端具有朝向空腔内延伸的第一连接部238,第一连接部238位于空腔的底壁234朝向空腔的顶壁233的一侧,第一侧壁236通过第一连接部238与空腔的底壁234、分隔部均连接,第一连接部238与空腔的底壁234焊接连接,如此设置能够进一步提升侧边梁23结构强度,可以进一步提高侧边梁23的稳定性。
76.进一步地,如图10和图11所示,空腔的靠近安装空间21(或放置槽111)的第二侧壁237连接在空腔的顶壁233和空腔的底壁234之间,且第二侧壁237与分隔部连接。进一步地,如图11所示,第二侧壁237的上端具有朝向空腔内延伸的第二连接部239,第二连接部239位于空腔的顶壁233朝向空腔的底壁234的一侧,第二侧壁237通过第二连接部239与空腔的顶壁233、分隔部均连接。第二连接部239与空腔的顶壁233焊接连接,空腔的顶壁233、空腔的底壁234、第一侧壁236和第二侧壁237共同限定出空腔,这样设置能够进一步提升侧边梁23结构强度,可以进一步提高侧边梁23的稳定性。
77.进一步地,如图10和图11所示,第二侧壁237的下端连接有支撑部22,且支撑部22与空腔的底壁234连接。进一步地,在侧边梁23的宽度方向,空腔的底壁234具有延伸至支撑部22下方的结构加强部2341,结构加强部2341与支撑部22靠近托盘底板10的端部连接,也可以理解为,结构加强部2341延伸至支撑部22下方,结构加强部2341与支撑部22靠近安装空间21的端部连接,进一步地,结构加强部2341设置有朝向支撑部22凸出的凸台结构2391,凸台结构2391与支撑部22连接,如此设置能够进一步提升侧边梁23结构强度,可以进一步提高侧边梁23的稳定性。
78.在一些实施例中,侧边梁23的高度方向与电池托盘100的高度方向一致,侧边梁23的宽度方向可以与电池托盘100的宽度方向或长度方向一致。当电池托盘100安装至车辆时,侧边梁23的高度方向可以与车辆的高度方向一致,侧边梁23的宽度方向可以与车长方向或车宽方向一致。进一步地,边结构加强部2341设置有多个凸台结构2391,多个凸台结构2391在侧边梁23的宽度方向依次设置,多个凸台结构2391中的至少一个凸台结构2391位于受压区域112下方,这样设置能够使凸台结构2391支撑电芯201,可以进一步提升边框20的承重能力,降低支撑部22变形风险。
79.在本实用新型的一些实施例中,如图5和图6所示,边框20连接有吊耳结构30,吊耳结构30设置有安装孔,通过紧固件(例如螺栓)将吊耳结构30安装于车辆上,实现将电池包200安装于车辆的目的。
80.根据本实用新型实施例的车辆,包括上述实施例的电池包200,电池包200安装于车辆为车辆提供电能,电池包200的边框20承载电芯201的大部分重量,托盘底板10承载电芯201的小部分重量,托盘底板10主要承担密封作用,使用轻质的复合材料制成的托盘底板10即可,有利于电池托盘100、电池包200、车辆的轻量化设计以及成本降低,并且,托盘底板10和边框20装配在一起后,没有焊接导致电池托盘100密封失效风险,电芯201密封在放置
腔41内,电池包200无漏电风险,提升了电池包200使用安全性,不需进行焊缝打磨及电池托盘100气密性检测,提升了电池托盘100、车辆生产效率。同时,由复合材料制成的托盘底板10具有优异的电绝缘性能,当车辆发生严重的搁底事故时,电池包200不会出现拉弧等高压风险,提升车辆安全性。
81.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
82.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。