1.本发明涉及掩膜缺陷的修复或校正技术领域,具体涉及一种黄光工艺曝光用的掩膜版修复方法。
背景技术:
2.无论在掩膜版制造行业还是ic、lcd、fpc、pcb等制造行业,设计的微米级电路一般是要经过曝光、显影、蚀刻、脱膜等黄光工艺流程来实现。由于这些行业的制造流程大多采用湿法制程,同时,加上制造环境、原材料等因素的影响,导致制造出来的产品多少会出现一定缺陷。其中,凸起或残留是最常见缺陷,而这通常是不被接受的,需要使用激光修复机将多余的部分去掉从而达到修复的目的。在实际修复过程中,如果缺陷比较小则相对比较容易处理;如果缺陷尺寸比较大,则在切除作业时,由于现有的激光修复机不能提供参考,而周围的图形又不能呈现在同一显示器内,也就无法获得有效的参考,这样的情况下切除后的图形效果就会比较差,切除精度也无法保证。
3.而产品出现缺陷的一方面重要原因是黄光工艺曝光过程中使用的掩膜版产生了缺陷。目前黄光工艺曝光使用掩膜版分为pet菲林掩膜版和玻璃掩模版两种。其中pet菲林掩膜版的优势是工艺简单、成本低廉,但是所制产品精度低,且受温湿度影响菲林收缩比例大,精度一般10μm级以上。而玻璃掩模版解析度、透过率高,且具有极低的热膨胀系数,以及较高的耐温性,受温湿度影响小,制作精度在10μm以下,但是玻璃掩膜版制作工艺复杂,成本较高。
4.由于制程、材料、环境等因素影响,在生产过程中细小颗粒物会破坏线路或图案,导致曝光出来产品存在缺陷,不符合质量要求。且掩膜版费用昂贵、采购周期长,掩膜版一旦发生损伤即会直接影响生产,导致生产成本费用损耗较大。
5.另外对于采用掩膜版进行接触式或是非接触曝光而言,由于曝光精度相一般在6μm左右能达到生产要求,在进行接触式曝光时需要上下掩膜版与光刻材料之间无间隙接触,但是经常会发生掩膜版与光刻材料之间产生大面积相互粘连,对掩膜版造成刮伤等问题,从而无法进行生产,导致生产成升高;而在进行非接触式曝光时,虽然操作是非接触式曝光操作,但是由于掩膜版与光刻材料之间的间隙极小,通常在10μm左右,所以通常也在掩膜版与光刻材料之间会产生一定程度的粘连。
6.因此急需找寻一种掩膜版修复方法能够减少产品缺陷、提高产品的良率并降低制造企业的成本。
技术实现要素:
7.为了解决上述技术问题,而提供一种黄光工艺曝光用的掩膜版修复方法。本发明对掩膜版进行修复后能够减少产品缺陷、提高产品的良率,降低制造企业的成本,且不影响产品的交付周期。
8.为了达到以上目的,本发明通过以下技术方案实现:
9.一种黄光工艺曝光用的掩膜版修复方法,包括如下步骤:
10.(1)采用ccd系统对掩膜版定期检测缺陷情况,并定位缺陷位置,根据缺陷的大小状况,采用0.1-0.3mm不同规格的金属工具针蘸取阻光剂填充至对应缺陷位置,观察平整度和阻光性要求,按照平整度
±
5-10μm的要求以及不透光的要求,使用钢针蘸取阻光油墨进行调整,填充完全后进行固化处理;
11.(2)将填充并固化处理修补后的掩膜版置于药剂中进行超声处理,然后采用去离子水常温清洗,干燥后得到黄光工艺曝光用的修复后掩膜版;
12.其中所述药剂的配方按照重量百分数100%计:碱性化合物1.1-1.5%、二乙二醇丁醚1-2%、余量为去离子水。
13.进一步地,所述修复方法还包括对所述修复后掩膜版进行防粘处理的步骤;所述防粘处理的过程是:将所述修复后掩模版需要与光刻材料接触的一面贴合防粘膜后进行加压脱泡处理,所述贴合防粘膜的压力5-10kg/cm2,所述加压脱泡的脱泡压力为6-8kg、脱泡温度30-50℃、脱泡时间15-40min;
14.所述防粘膜为可见光透过率超过90%的薄膜,优选可见光透过率至少95%、甚至达到99%;所述防粘膜厚度不超过35μm;所述防粘膜的两个表面分别是具有粘性的粘贴面、和不具有粘性的防粘面,所述粘贴面与掩膜版进行贴合。在进行接触式曝光时所述防粘面与光刻材料进行接触,曝光后能够实现掩膜版不与光刻材料产生粘连的作用,避免影响光刻精度。防粘膜需高透过率、低厚度才能保证曝光精度要求;且掩膜版内有网格线路,覆膜后会产生一定程度的气泡从而影响光折射,需要加热、加压下进行脱泡,从而避免气泡产生的不良影响,这样才能更进一步保证曝光精度要求;另外在掩膜版上进行防粘膜覆膜处理可以避免其在后续使用过程中造成的刮伤等损伤,降低企业生产成本。若防粘膜表面产生损坏,可将膜直接撕除,撕除后按照本发明方法可对掩膜版进行继续修复。
15.再进一步地,所述防粘膜为聚乙烯薄膜、聚丙烯薄膜、聚甲基丙烯酸甲酯薄膜、聚氨酯薄膜、硅胶薄膜、聚氯乙烯薄膜、pet薄膜中的一种。
16.进一步地,所述碱性化合物为碱金属氢氧化物、所述碱金属碳酸盐、碱金属碳酸氢盐中的一种或多种。
17.再进一步地,所述碱金属氢氧化物为氢氧化钠、氢氧化钾;所述碱金属碳酸盐为碳酸钠和/或碳酸钾;所述碱金属碳酸氢盐为碳酸氢钠和/或碳酸氢钾。即碱金属氢氧化物、碱金属碳酸盐、碱金属碳酸氢盐中的碱金属分别独立地选择为钠或钾。
18.优选地,所述药剂的配方按照重量百分数100%计:氢氧化钠1.1-1.5%、二乙二醇丁醚1-2%、余量为去离子水。掩膜版为金属镀层,酸性溶剂处理会对金属镀层产生腐蚀。本发明采用碱性药剂处理,药剂中的氢氧化钠可去除掩膜版表面的油污,油污主要成分为混合甘油酯,碱可将油污分解为溶于水(碱)溶液的高级脂肪酸盐和甘油;光阻(阻光剂)中主要成分为树脂,药剂中使用一定比例的二乙二醇丁醚能够使掩膜版表面残留固化的光阻附着力减弱,并在超声震动下剥离掩膜版表面,可便于去除掩膜版表面残留的光阻而不影响修补缺陷中固化的光阻,从而达到提升曝光良率。
19.进一步地,所述阻光剂为是能够阻碍光透过的含金属或非金属的油墨或浆料,例如阻光剂的组成包括20-40wt%树脂、50wt%以上的金属或非金属、余量为溶剂;选用的树脂例如有环氧、酚醛、丙烯酸树脂等,溶剂一般为苯类溶剂,如苯、甲苯、二甲苯等,金属为纳
米或微米级金、银等,非金属为纳米或微米级的碳粉等;目的是阻光、不产生透光,可根据需要对阻光剂中各组分进行调整。
20.进一步地,所述超声处理是在加热条件下进行的,加热的温度为40-50℃、超声时间为20-30min;常温去离子水清洗的时间为10-30min。
21.进一步地,所述固化处理是将缺陷填充完全后的掩膜版置于150-180℃的环境下进行加热固化60-90min。
22.有益技术效果:本发明修复后的掩膜版可有效提高曝光效果和精度,即使后续在掩膜版上进行防粘膜覆膜处理以达到保护掩膜版的目的,其不会对曝光精度产生影响。本发明方法可以广泛应用于采用黄光工艺来进行精细线路加工的行业中,一方面可以减少不必要的浪费,提高产品的良率,降低制造企业的成本;另一方面,不会因报废重做而影响产品的交付周期。
具体实施方式
23.下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.除非另外具体说明,否则在这些实施例中阐述的数值不限制本发明的范围。对于相关领域普通技术人员已知的技术、方法可能不作详细讨论,但在适当情况下,所述技术、方法应当被视为说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。
25.以下实施例中未注明具体条件的实验方法,通常按照国家标准测定;若没有相应的国家标准,则按照通用的国际标准、或相关企业提出的标准要求进行。除非另有说明,否则所有的份数为重量份,所有的百分比为重量百分比。
26.以下实施例4-6所用防粘膜由安徽格林开思茂光电科技股份有限公司提供。
27.实施例1
28.一种黄光工艺曝光用的掩膜版修复方法,包括如下步骤:
29.(1)采用ccd系统对掩膜版定期检测缺陷情况,所述缺陷包括掩膜版上走线、图案的破损,定位缺陷位置,根据缺陷的大小状况,选用0.1-0.3mm不同规格的钢针蘸取阻光油墨,并填充至对应缺陷位置,观察平整度和阻光性,按照平整度
±
5-10μm的要求以及不透光的要求,使用钢针蘸取阻光油墨进行调整,填充完全后在165℃下进行固化处理60min;
30.(2)将填充固化平整修补后的掩膜版置于药剂中,于45℃下进行超声处理25min,然后采用去离子水常温清洗30min,干燥后得到黄光工艺曝光用的修复后掩膜版;
31.其中药剂的配方为:氢氧化钠1.5%、二乙二醇丁醚1%,余量为去离子水。
32.利用修复后掩膜版对一定数量的涂有光刻胶的基底进行曝光、显影,观察曝光效果并统计良率。具体数据见表1。
33.实施例2
34.一种黄光工艺曝光用的掩膜版修复方法,包括如下步骤:
35.(1)采用ccd系统对掩膜版定期检测缺陷情况,所述缺陷包括掩膜版上走线、图案的破损,定位缺陷位置,根据缺陷的大小状况,选用0.1-0.3mm不同规格的钢针蘸取阻光油墨,并填充至对应缺陷位置,观察平整度和阻光性,按照平整度
±
5-10μm的要求以及不透光的要求,使用钢针蘸取阻光油墨进行调整,填充完全后在175℃下进行固化处理80min;
36.(2)将填充固化平整修补后的掩膜版置于药剂中,于40℃下进行超声处理30min,然后采用去离子水常温清洗30min,干燥后得到黄光工艺曝光用的修复后掩膜版;
37.其中药剂的配方为:氢氧化钠1.3%、二乙二醇丁醚1.5%,余量为去离子水。
38.利用修复后掩膜版对一定数量的涂有光刻胶的基底进行曝光、显影,观察曝光效果并统计良率。具体数据见表1。
39.实施例3
40.一种黄光工艺曝光用的掩膜版修复方法,包括如下步骤:
41.(1)采用ccd系统对掩膜版定期检测缺陷情况,,所述缺陷包括掩膜版上走线、图案的破损,定位缺陷位置,根据缺陷的大小状况,选用0.1-0.3mm不同规格的钢针蘸取阻光油墨,并填充至对应缺陷位置,观察平整度和阻光性,按照平整度
±
5-10μm的要求以及不透光的要求,使用钢针蘸取阻光油墨进行调整,填充完全后在155℃下进行固化处理90min;
42.(2)将填充固化平整修补后的掩膜版置于药剂中,于50℃下进行超声处理20min,然后采用去离子水常温清洗30min,干燥后得到黄光工艺曝光用的修复后掩膜版;
43.其中药剂的配方为:氢氧化钠1.1%、二乙二醇丁醚2%,余量为去离子水。
44.利用修复后掩膜版对一定数量的涂有光刻胶的基底进行曝光、显影,观察曝光效果并统计良率。具体数据见表1。
45.对比例1
46.本对比例的掩膜版修复方法与实施例2相同,不同之处在于,步骤2只采用45℃的去离子水进行超声处理。
47.对比例2
48.本对比例的掩膜版修复方法与实施例2相同,不同之处在于,步骤2的药剂中只存在二乙二醇丁醚。
49.对比例3
50.本对比例的掩膜版修复方法与实施例2相同,不同之处在于,步骤2的药剂中只存在氢氧化钠。
51.对比例4
52.本对比例的掩膜版修复方法与实施例2相同,不同之处在于,步骤2的药剂中存在氢氧化钠、无水乙醇。
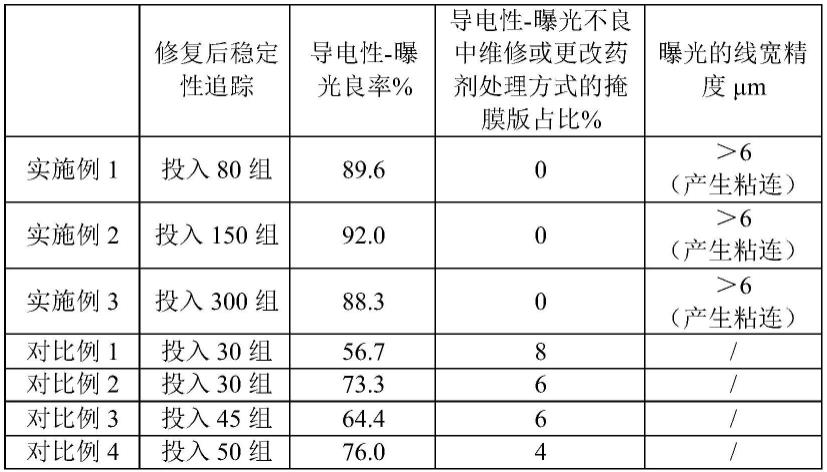
53.表1曝光良率
[0054][0055]
(注:非接触式曝光,掩膜版与光刻材料之间的间隙距离为10
±
5μm,生产要求的曝光精度为<6μm)
[0056]
由表1可知,本发明对掩膜版进行修复后,采用药剂对修复后的掩膜版进行加热超声处理,可有效提高导电性曝光良率。将其投入作业进行稳定性追踪,不论是少量作业还是大量作业,导电性曝光良率均能够达到85%以上,不良占比中维修或更改药剂处理方式的占比均为0%,可见本发明修复方法稳定性较好。而其他对照组采用温水处理的对比例1、只采用二乙二醇丁醚-水溶液处理的对比例2、只采用碱处理的对比例3以及采用碱-醇药剂处理对比例4其曝光良率均达不到80%,且不良占比中需要维修或更改药剂处理方式的掩膜版占比在4%以上,说明其他修复处理方法稳定性较差,均达不到生产要求。另外由于非接触式曝光的间隙距离在10
±
5μm,其间隙相当小,因此掩膜版与光刻材料之间也会产生一定程度的粘连,从而影响曝光后的线宽精度。
[0057]
针对此问题,本发明在实施例1-3的基础上对修复后掩膜版进行防粘处理,具体实施案例如下。
[0058]
实施例4
[0059]
本实施例的黄光工艺曝光用的掩膜版修复方法与实施例1相同,不同之处在于,所述修复方法还包括:对步骤(2)得到的所述修复后掩膜版进行防粘处理的步骤,具体所述防粘处理的过程是:将修复后掩模版需要与光刻材料接触的一面贴合cpp防粘薄膜(流延聚丙烯薄膜,即未经拉伸的pp膜,其可见光平均透过率达到98%,膜厚2丝即20μm),所述cpp防粘薄膜的两个表面分别是具有粘性的粘贴面、和不具有粘性的防粘面,所述粘贴面与掩膜版进行贴合(所述防粘面留待与光刻材料进行接触),然后进行加压脱泡处理,贴合cpp防粘薄膜时的压力为5kg/cm2,加压脱泡时的脱泡压力为8kg、脱泡温度40℃、脱泡时间30min。
[0060]
采用本实施例的修复后掩膜版对光刻材料进行接触式曝光操作,检查曝光精度,结果见表2。
[0061]
实施例5
[0062]
本实施例的黄光工艺曝光用的掩膜版修复方法与实施例2相同,不同之处在于,所述修复方法还包括:对步骤(2)得到的所述修复后掩膜版进行防粘处理的步骤,具体所述防
粘处理的过程是:将修复后掩模版需要与光刻材料接触的一面贴合pe防粘薄膜(可见光平均透过率达到95%,膜厚30μm),所述pe防粘薄膜的两个表面分别是具有粘性的粘贴面、和不具有粘性的防粘面,所述粘贴面与掩膜版进行贴合(所述防粘面留待与光刻材料进行接触),然后进行加压脱泡处理,贴合pe防粘薄膜时的压力为8kg/cm2,加压脱泡时的脱泡压力为6kg、脱泡温度35℃、脱泡时间40min。
[0063]
采用本实施例的修复后掩膜版对光刻材料进行接触式曝光操作,检查曝光精度,结果见表2。
[0064]
实施例6
[0065]
本实施例的黄光工艺曝光用的掩膜版修复方法与实施例3相同,不同之处在于,所述修复方法还包括:对步骤(2)得到的所述修复后掩膜版进行防粘处理的步骤,具体所述防粘处理的过程是:将修复后掩模版需要与光刻材料接触的一面贴合pet防粘薄膜(可见光平均透过率达到90%以上,膜厚25μm),所述pet防粘薄膜的两个表面分别是具有粘性的粘贴面、和不具有粘性的防粘面,所述粘贴面与掩膜版进行贴合(所述防粘面留待与光刻材料进行接触),然后进行加压脱泡处理,贴合pet防粘薄膜时的压力为10kg/cm2,加压脱泡时的脱泡压力为8kg、脱泡温度50℃、脱泡时间40min。
[0066]
采用本实施例的修复后掩膜版对光刻材料进行无间隙接触式曝光操作,检查曝光精度(生产要求的曝光精度为<6μm),结果见表2。
[0067]
表2实施例1-6的覆膜掩膜版的曝光精度、粘板及气泡情况
[0068][0069]
(注:以上实施例4-6导电性曝光良率达到95%以上)
[0070]
由表2可知,实施例1-3在修复掩膜版未进行覆防粘膜,在进行非接触式曝光时,曝光的线宽进度达不到生产要求,由于非接触式曝光的间隙非常小,不可避免地会与光刻材料产生一定程度的粘连,从而导致曝光的线宽精度达不到生产要求,更不用提无间隙的接触式曝光。实施例1-3曝光的线宽精度基本上在8-11μm。而实施例4-6分别在实施例1-3的基础上于掩膜版需要与光刻材料接触的一面贴合防粘膜,采用本发明工艺贴合的防粘膜基本无气泡,且接触式曝光后,覆膜的掩膜版不会与光刻材料产生粘连的情况,从而使得曝光的线宽精度达到生产要求,采用实施例4-6修复的掩膜版进行接触式曝光后,线宽精度均<6μm。
[0071]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。