1.本发明涉及棉胎加工技术领域,具体涉及一种揉棉机的智能控制方法及系统。
背景技术:
2.揉棉机是一种对轧花成型的初级棉胎表面进行压揉的棉胎加工设备,其主要作用是,对棉胎进行排气揉搓,使得进入揉棉机压揉后的初级棉胎表面粘黏性大大降低,进而可以进行下一步装袋操作,这样一来,便于初级棉胎的储藏、运输和裁剪。在揉棉过程中,若揉棉时间过短,则会使得压揉力度不够,进而导致揉棉效果较差,若揉棉时间过长,则会影响揉棉效率,降低工厂的效益;现有的往往是工作人员对揉棉效果进行评价,进而基于揉棉效果掌控揉棉机的停机时间,但是依据工作人员的经验对揉棉效果进行评价,主观性较强,劳动强度大,导致揉棉效果判断不够准确,影响揉棉机停机时间的控制精度,进而影响揉棉效果。因此,如何对当前的揉棉效果进行准确评价,并基于当前的揉棉效果预测揉棉时间,进而自动控制揉棉机的停机时间是一个重要的问题。
技术实现要素:
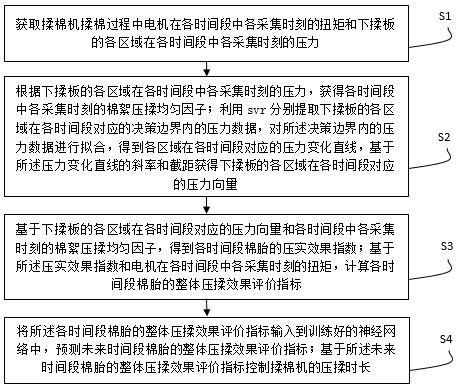
3.为了解决上述技术问题,本发明的目的在于提供一种揉棉机的智能控制方法及系统,所采用的技术方案具体如下:第一方面,本发明提供了一种揉棉机的智能控制方法,该方法包括以下步骤:获取揉棉机揉棉过程中电机在各时间段中各采集时刻的扭矩和下揉板的各区域在各时间段中各采集时刻的压力;根据下揉板的各区域在各时间段中各采集时刻的压力,获得各时间段中各采集时刻的棉絮压揉均匀因子;利用svr分别提取下揉板的各区域在各时间段对应的决策边界内的压力数据,对所述决策边界内的压力数据进行拟合,得到各区域在各时间段对应的压力变化直线,基于所述压力变化直线的斜率和截距获得下揉板的各区域在各时间段对应的压力向量;基于下揉板的各区域在各时间段对应的压力向量和各时间段中各采集时刻的棉絮压揉均匀因子,得到各时间段棉胎的压实效果指数;基于所述压实效果指数和电机在各时间段中各采集时刻的扭矩,计算各时间段棉胎的整体压揉效果评价指标;将所述各时间段棉胎的整体压揉效果评价指标输入到训练好的神经网络中,预测未来时间段棉胎的整体压揉效果评价指标;基于所述未来时间段棉胎的整体压揉效果评价指标控制揉棉机的压揉时长。
4.第二方面,本发明提供了一种揉棉机的智能控制系统,包括存储器和处理器,所述处理器执行所述存储器存储的计算机程序,以实现上述所述的一种揉棉机的智能控制方法。
5.优选的,所述根据下揉板的各区域在各时间段中各采集时刻的压力,获得各时间段中各采集时刻的棉絮压揉均匀因子,包括:
对于任一时间段中的任一采集时刻:根据下揉板的各区域在该采集时刻的压力,构建该采集时刻对应的压力序列;计算所述压力序列中最大元素与最小元素的差值,作为第一差值,以自然常数e为底数,以负的所述第一差值为指数的指数函数的值作为该采集时刻的棉絮压揉均匀因子。
6.优选的,所述基于所述压力变化直线的斜率和截距获得下揉板的各区域在各时间段对应的压力向量,包括:对于任一时间段:根据下揉板的各区域在该时间段对应的压力变化直线的斜率和截距,构建下揉板的各区域在该时间段对应的压力向量,所述压力向量包含两个元素,第一个元素为压力变化直线的斜率,第二个元素为压力变化直线的截距。
7.优选的,所述基于下揉板的各区域在各时间段对应的压力向量和各时间段中各采集时刻的棉絮压揉均匀因子,得到各时间段棉胎的压实效果指数,包括:对于任一时间段:计算下揉板的任意两个区域在该时间段对应的压力向量的余弦相似度,根据所述余弦相似度,构建该时间段对应的余弦相似度序列;根据该时间段中各采集时刻的棉絮压揉均匀因子,计算该时间段中各采集时刻的棉絮压揉均匀因子的均值;计算所述余弦相似度序列中元素的最小值与所述棉絮压揉均匀因子的均值的乘积,作为该时间段棉胎的压实效果指数。
8.优选的,所述基于所述压实效果指数和电机在各时间段中各采集时刻的扭矩,计算各时间段棉胎的整体压揉效果评价指标,包括:对于任一时间段:根据电机在该时间段中各采集时刻的扭矩,构建该时间段对应的扭矩序列;根据所述扭矩序列和该时间段棉胎的压实效果指数,采用如下公式计算该时间段棉胎的整体压揉效果评价指标:其中,为该时间段棉胎的整体压揉效果评价指标,q为该时间段对应的扭矩序列,为该时间段对应的扭矩序列中元素的标准差,为该时间段对应的扭矩序列中元素的最大值,为该时间段棉胎的压实效果指数。
9.优选的,所述基于所述未来时间段棉胎的整体压揉效果评价指标控制揉棉机的压揉时长,包括:按照时间先后顺序,分别判断未来各时间段棉胎的整体压揉效果评价指标是否大于评价指标阈值,将第一个大于评价指标阈值的整体压揉效果评价指标对应的时间段记为目标时间段,根据所述目标时间段获得揉棉机的压揉时长,基于所述压揉时长控制揉棉机。
10.本发明具有如下有益效果:1、本发明考虑到现有的揉棉机的揉棉时长需要工作人员基于揉棉效果进行控制,
而揉棉效果往往依据工作人员的经验进行判断,判断结果不够准确,进而影响了揉棉机揉棉时长的控制精度;因此本发明计算了各时间段棉胎的整体压揉效果评价指标,基于各历史时间段棉胎的整体压揉效果评价指标,利用神经网络对未来时间段棉胎的整体压揉效果评价指标进行了预测,基于预测结果控制揉棉机的压揉时长,实现了揉棉机的自动化控制,取代了传统操作中需要人工判断揉棉时间的过程,保证了揉棉机的揉棉效果,同时也提高了揉棉效率,节省了人工成本。
11.2、本发明中的压实效果指数从下揉板的压力和棉胎的密度两个角度对棉胎的分布情况进行了分析,电机的扭矩从压揉过程中受到的阻力的角度对棉胎的打散程度进行了分析,压实效果指数和电机的扭矩能够准确地表征棉胎的压揉效果,因此本发明基于各时间段棉胎的压实效果指数和电机在各时间段中各采集时刻的扭矩,计算了各时间段棉胎的整体压揉效果评价指标,提高了压揉效果的评价精度,进而能够有效地提高揉棉机的控制精度。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
13.图1为本发明提供的一种揉棉机的智能控制方法的流程图。
具体实施方式
14.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种揉棉机的智能控制方法及系统进行详细说明如下。
15.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
16.下面结合附图具体的说明本发明所提供的一种揉棉机的智能控制方法及系统的具体方案。
17.一种揉棉机的智能控制方法实施例:本实施例提出了一种揉棉机的智能控制方法,如图1所示,本实施例的一种揉棉机的智能控制方法包括以下步骤:步骤s1,获取揉棉机揉棉过程中电机在各时间段中各采集时刻的扭矩和下揉板的各区域在各时间段中各采集时刻的压力。
18.揉棉机在加工过程中,主要是通过上揉板的自身重量和搓揉速度对揉棉效果进行控制,揉棉时长需要操作工人基于揉棉效果进行控制,揉棉机在揉棉的过程中,揉棉时间设置的过短,会造成压揉出的棉胎质量不合格;揉棉时间设置的过长,会降低揉棉效率,进而影响工厂的收益。因此本实施例基于当前时间段的揉棉效果,预测揉棉时长,进而调节压揉时长,无需依赖人工实时评价揉棉的效果,能够提高揉棉机的调控精度。
19.由于揉棉机的揉棉过程是上揉板下沉对下揉板上放置的棉花进行压揉,棉花在水
平方向被揉散,当棉胎的整体密度较大时,水平方向上受到的阻力较大,因此电机的扭矩可以在一定程度上对揉棉效果进行表征。采集揉棉过程中电机的扭矩,用于表征棉胎在水平方向上的均匀状态,本实施例中每0.1秒采集一次扭矩;若电机的扭矩较小且稳定,则说明棉胎在水平方向上被揉散。
20.揉棉的目的是将分布不均匀的棉絮通过压揉的方式变得均匀紧实,因此也需要对棉花竖直方向上的压力进行监测,若压力较大,则说明棉花处于较为紧实的状态,若压力较小,则说明棉花状态较为松软没有达到紧实的状态。棉胎受到上揉板的下压,可能会出现棉胎中棉絮分布不均匀的情况,下揉板的压力大小能够在一定程度上表征棉胎各位置的密度分布情况,若某一位置的压力较大,说明该位置上的棉胎的密度较大;因此将棉胎划分为面积相等的m个区域,在棉胎与下揉板之间每个区域上安装等高的防滑钢板,钢板下部安装片式霍尔压力传感器,用于监测揉棉机下揉板的各区域的压力;利用压力传感器采集揉棉过程中下揉板的各区域的压力,压力的采集频率与扭矩的采集频率相同,即每0.1秒采集一次各区域压力。需要说明的是:本实施例采集的数据均为揉棉机揉棉过程中的数据,即上揉板接触到棉胎的数据;本实施例中每个区域为单独的一个钢板,m个钢板拼接在下揉板上。本实施例中m的取值为6,在具体应用中,实施者根据具体情况进行设置。
21.本实施例将每10秒作为一个时间段,获得了揉棉机揉棉过程中电机在各时间段中各采集时刻的扭矩和下揉板的各区域在各时间段中各采集时刻的压力。在具体应用中,扭矩的采集频率、压力的采集频率和时间段的长度实施者可根据实际情况自行设置。
22.步骤s2,根据下揉板的各区域在各时间段中各采集时刻的压力,获得各时间段中各采集时刻的棉絮压揉均匀因子;利用svr分别提取下揉板的各区域在各时间段对应的决策边界内的压力数据,对所述决策边界内的压力数据进行拟合,得到各区域在各时间段对应的压力变化直线,基于所述压力变化直线的斜率和截距获得下揉板的各区域在各时间段对应的压力向量。
23.由于棉花内的空气是很难排除干净的,故在施加压力时压力的变化是不均匀的,上揉板从接触棉胎的瞬间开始,压力不断增大,直到接触完成开始揉棉,压力趋于稳定。
24.对于任一时间段:根据下揉板的各区域在该时间段中各采集时刻的压力,构建该时间段中各采集时刻对应的压力序列,即,其中,为该时间段中第i个采集时刻对应的压力序列,为下揉板第1个区域在该时间段中第i个采集时刻的压力,为下揉板第2个区域在该时间段中第i个采集时刻的压力,为下揉板第m个区域在该时间段中第i个采集时刻的压力;由于棉絮上部的压板是整块的,故若棉絮分布均匀,则棉絮各区域受力应当相等;当下揉板各区域的压力较接近时,棉絮分布的较均匀,各采集时刻对应的压力序列中元素的差异能够表征对应时刻棉絮的均匀程度,压力序列中最大元素与最小元素的差异越小,说明棉絮分布的越均匀。基于此,本实施例根据该时间段中各采集时刻对应的压力序列,计算该时间段中各采集时刻的棉絮压揉均匀因子,即:
其中,为该时间段中第i个采集时刻的棉絮压揉均匀因子,e为自然常数,为取最大值函数,为取最小值函数,为该时间段中第i个采集时刻对应的压力序列中元素的最大值,为该时间段中第i个采集时刻对应的压力序列中元素的最小值。表征第i个采集时刻对应的压力序列中最大元素和最小元素之间的差异,该采集时刻下揉板的各区域的压力越接近,该采集时刻对应的压力序列中最大元素和最小元素之间的差异越小,棉絮在被压揉之后的均匀程度越高,即棉絮压揉均匀因子越大。
25.采用上述方法,能够得到各时间段中各采集时刻的棉絮压揉均匀因子。
26.考虑到棉絮压揉均匀因子仅从棉絮的分布情况对各采集时刻的压揉效果进行评价,容易忽略在压揉前棉絮已经接近均匀的情况,若棉絮在压揉前已经较均匀,则各采集时刻的棉絮压揉均匀因子就无法准确地表征各采集时刻的压揉效果。
27.在步骤s1中获取了下揉板各区域的压力数据,接下来本实施例对下揉板各区域的压力数据进行线性筛选,将一个时间段作为一个线性分析区间,对下揉板各区域的压力数据进行线性筛选。
28.对于下揉板的任一区域:对于任一时间段,将该区域在该时间段的压力数据投入到svr中进行线性筛选,选用径向基函数作为核函数,对决策边界内的数据进行提取,得到合理的(可拟合)的压力数据,利用svr进行数据的筛选为现有技术,此处不再赘述。由于上部压板在下压揉棉的过程中,棉絮会随之缓慢的开展,直至棉絮均匀分布后,下揉板受到的压力才会变得均匀且稳定。棉絮在达到均匀分布之前,下揉板各区域的压力应当是不相似且不稳定的。基于此,本实施例对提取后的线性数据(压力数据)进行拟合,具体的,采用最小二乘法对该区域在该时间段各采集时刻的压力数据进行拟合,得到该区域在该时间段对应的压力变化直线,压力变化直线的表达式为y=kx b,其中,x为采集时刻,y为压力,k为压力变化直线的斜率,b为压力变化直线的截距。压力变化直线的斜率k越大,说明在该时间段内棉絮的状态变化的越快,即棉絮未达到揉匀的效果。基于该区域在目该时间段对应的压力变化直线的斜率和截距,构建该区域在该时间段对应的压力向量,即。
29.采用上述方法,能够得到下揉板的各区域在各时间段对应的压力向量。
30.步骤s3,基于下揉板的各区域在各时间段对应的压力向量和各时间段中各采集时刻的棉絮压揉均匀因子,得到各时间段棉胎的压实效果指数;基于所述压实效果指数和电机在各时间段中各采集时刻的扭矩,计算各时间段棉胎的整体压揉效果评价指标。
31.棉胎在压揉完成后,整体的均匀程度应保持一致,当棉胎出现密度不均匀的情况时,上揉板会发生倾斜,使得密度较大的棉胎区域受力较大,密度较小的棉絮区域受力较小。
32.本实施例在上述步骤中得到了下揉板的各区域在各时间段对应的压力向量,接下来对各区域在同一时间段对应的压力向量进行分析。
33.对于任一时间段:
计算下揉板的任意两个区域在该时间段对应的压力向量的余弦相似度,余弦相似度用于表征相同时间段内下揉板的各区域承受的压力的相似程度;根据下揉板的任意两个区域在该时间段的压力向量的余弦相似度,构建该时间段对应的余弦相似度序列,余弦相似度序列中的元素为下揉板的任意两个区域在该时间段对应的压力向量的余弦相似度,即,其中,d为该时间段对应的余弦相似度序列,为下揉板第1个区域在该时间段中对应的压力向量与下揉板第2个区域在该时间段中对应的压力向量的余弦相似度,为下揉板第1个区域在该时间段中对应的压力向量与下揉板第3个区域在该时间段中对应的压力向量的余弦相似度,为下揉板第5个区域在该时间段中对应的压力向量与下揉板第6个区域在该时间段中对应的压力向量的余弦相似度。若该时间段对应的余弦相似度序列中最小的余弦相似度都较大,则说明该时间段下揉板各区域承受的压力都较相似,即棉胎各区域分布的较均匀;若该时间段中各采集时刻的棉絮压揉均匀因子的均值越大,则说明棉胎的压实程度越大,即压揉效果越好;因此该时间段对应的余弦相似度序列能够从压力角度对该时间段棉胎各区域的压揉效果进行评价,该时间段中各采集时刻的棉絮压揉均匀因子的均值能够从棉胎的密度角度对棉胎的压揉效果进行评价。基于此,本实施例基于该时间段对应的余弦相似度序列和该时间段中各采集时刻的棉絮压揉均匀因子的均值,计算该时间段棉胎的压实效果指数,即:其中,为该时间段棉胎的压实效果指数,为该时间段对应的余弦相似度序列中元素的最小值,为该时间段中第p个采集时刻的棉絮压揉均匀因子,n为该时间段中采集时刻的个数(即该时间段中的棉絮压揉均匀因子的个数)。
34.从下揉板各区域的压力角度对棉胎的压揉效果进行了分析,该时间段对应的余弦相似度序列中元素的最小值越大,说明该时间段下揉板所有区域所承受的压力越相似,棉胎分布的越均匀,即棉胎的压揉效果越好;该时间段对应的余弦相似度序列中元素的最小值越小,说明该时间段下揉板所有区域所承受的压力越不相似,棉胎分布的越不均匀,即棉胎的压揉效果越差;从棉胎密度角度对棉胎的压揉效果进行了评价,表征该时间段中各采集时刻的棉絮压揉均匀因子的均值,的值越大,说明该时间段中各采集时刻的压揉效果越好,即棉胎分布的越均匀;当越大且越大时,说明该时间段棉胎的压实效果越好,即该时间段棉胎的压实效果指数越大。
35.上述过程只考虑到了竖直方向上的压力变化情况,缺乏对水平方向上的阻力变化情况的衡量,即未对棉胎被压实之后水平方向上的阻力变化情况进行分析。为了实现对棉
胎压揉效果的准确评价,本实施例将基于电机的扭矩的变化情况对棉胎的压揉效果进一步进行评价。根据电机在该时间段中各采集时刻的扭矩,构建该时间段对应的扭矩序列,即,其中,为该时间段对应的扭矩序列,为该时间段第1个采集时刻的扭矩,为该时间段第2个采集时刻的扭矩,为该时间段第n个采集时刻的扭矩。该时间段对应的扭矩序列中的各元素为该时间段中各采集时刻电机的扭矩,若该时间段电机的扭矩未发生较大的变化,则电机的工作状态较稳定,即该时间段棉胎的整体压揉效果较好,因此,该时间段对应的扭矩序列中的元素的标准差较小;若该时间段对棉胎进行压揉的过程中受到的阻力较大,则该时间段中电机的扭矩较大,即该时间段棉胎的整体压揉效果越差;该时间段棉胎的压实效果指数能够从压力角度和棉胎的密度角度对棉胎的压揉效果进行表征。基于此,本实施例根据上述得到的该时间段棉胎的压实效果指数和该时间段对应的扭矩序列,计算该时间段棉胎的整体压揉效果评价指标,即:其中,为该时间段棉胎的整体压揉效果评价指标,为该时间段对应的扭矩序列中元素的标准差,为该时间段对应的扭矩序列中元素的最大值,为该时间段棉胎的压实效果指数。越大,说明该时间段对应的扭矩序列中元素的差异越大,即该时间段内各采集时刻电机的扭矩变化的越大,电机的工作过程越不稳定,该时间段棉胎的整体压揉效果越差;越大,说明该时间段对棉胎进行压揉的过程中,受到的阻力越大,即该时间段棉胎的整体压揉效果越差。当越大且越大时,该时间段棉胎的整体压揉效果越差,即该时间段棉胎的整体压揉效果评价指标越小;当越小且越小时,说明该时间段内扭矩数据较小且趋于稳定,棉胎的揉散程度越大,该时间段棉胎的整体压揉效果越好,即该时间段棉胎的整体压揉效果评价指标越大。
36.至此,采用上述方法,能够得到各时间段棉胎的整体压揉效果评价指标。
37.步骤s4,将所述各时间段棉胎的整体压揉效果评价指标输入到训练好的神经网络中,预测未来时间段棉胎的整体压揉效果评价指标;基于所述未来时间段棉胎的整体压揉效果评价指标控制揉棉机的压揉时长。
38.在上述步骤中得到了揉棉过程中各时间段(历史时间段)棉胎的整体压揉效果评价指标,接下来本实施例基于揉棉过程中各时间段棉胎的整体压揉效果评价指标,预测未来时间段棉胎的整体压揉效果评价指标,并基于预测结果获取压揉时长,进而调节揉棉机的运作时长。
39.具体的,根据各样本棉胎在压揉过程中各历史时间段中的整体压揉效果评价指
标,按照时间先后顺序,构建各样本棉胎对应的压揉效果序列,所述压揉效果序列中的各元素为样本棉胎在压揉过程中各历史时间段的整体压揉效果评价指标;利用各样本棉胎对应的压揉效果序列对tcn网络进行训练,tcn网络的训练过程为:将各样本棉胎在某一时间段之前对应的压揉效果序列作为一个训练数据输入到tcn网络中,将各样本棉胎下一时间段的整体压揉效果评价指标作为对应的标签来训练tcn网络,使得tcn网络能够学习到棉胎在压揉过程中下一时间段的整体压揉效果评价指标,完成对tcn网络的训练,训练好的tcn网络用于预测下一时间段的整体压揉效果评价指标。训练tcn网络的损失函数为:其中,为tcn网络的损失函数,为第g个预测样本,为第g个特征样本,为压揉效果序列中元素的数量,为压揉效果序列中第g个元素对应的损失权重,压揉效果序列中所有元素对应的损失权重之和为1。
40.为了确保函数收敛,通过不断训练使得变小,使预测的结果更加精确。tcn网络的训练过程为现有技术,此处不再赘述。
41.本实施例将各时间段棉胎的整体压揉效果评价指标输入到训练好的tcn网络中,预测未来时间段棉胎的整体压揉效果评价指标。本实施例中利用tcn网络预测未来时间段棉胎的整体压揉效果评价指标,作为其它实施方式,也可利用lstm模型进行预测。
42.采用上述方法,得到了未来各时间段棉胎的整体压揉效果评价指标。棉胎的整体压揉效果评价指标越大,棉胎的压揉效果越好;棉胎的整体压揉效果评价指标越小,棉胎的压揉效果越差;本实施例设置评价指标阈值,按照时间先后顺序,分别判断未来各时间段棉胎的整体压揉效果评价指标是否大于,若大于,则说明棉胎的整体压揉效果达到压揉标准,将第一个大于评价指标阈值的整体压揉效果评价指标对应的时间记录下来,将当前时间与记录时间之间的时长作为目标时长,将揉棉机的揉棉时长调整为目标时长。由于评价指标阈值是为了判断棉胎的整体压揉效果是否达到压揉标准,因此该评价指标阈值通常设定为一个数值比较大的压揉效果评价指标,当预测的棉胎的整体压揉效果评价指标大于时,说明棉胎的压揉效果达标;评价指标阈值的数值实施者可根据实际需要进行设置。本实施例提供的方法能够实现揉棉机揉棉时间的自动控制,保证了揉棉机的揉棉效果。
43.本实施例考虑到现有的揉棉机的揉棉时长需要工作人员基于揉棉效果进行控制,而揉棉效果往往依据工作人员的经验进行判断,判断结果不够准确,进而影响了揉棉机揉棉时长的控制精度;因此本实施例计算了各时间段棉胎的整体压揉效果评价指标,基于各历史时间段棉胎的整体压揉效果评价指标,利用神经网络对未来时间段棉胎的整体压揉效果评价指标进行了预测,基于预测结果控制揉棉机的压揉时长,实现了揉棉机的自动化控制,取代了传统操作中需要人工判断揉棉时间的过程,保证了揉棉机的揉棉效果,同时也提高了揉棉效率,节省了人工成本。本实施例中的压实效果指数从下揉板的压力和棉胎的密度两个角度对棉胎的分布情况进行了分析,电机的扭矩从压揉过程中受到的阻力的角度对棉胎的打散程度进行了分析,压实效果指数和电机的扭矩能够准确地表征棉胎的压揉效
果,因此本实施例基于各时间段棉胎的压实效果指数和电机在各时间段中各采集时刻的扭矩,计算了各时间段棉胎的整体压揉效果评价指标,提高了压揉效果的评价精度,进而能够有效地提高揉棉机的控制精度。
44.一种揉棉机的智能控制系统实施例:本实施例一种转揉棉机的智能控制系统包括存储器和处理器,所述处理器执行所述存储器存储的计算机程序,以实现上述所述的一种揉棉机的智能控制方法。
45.由于揉棉机的智能控制方法已经在揉棉机的智能控制方法实施例中进行了说明,所以本实施例不再对揉棉机的智能控制方法进行赘述。
46.需要说明的是:以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。