1.本发明涉及流延膜技术领域,尤其涉及一种可降解生物基医用流延膜、制备方法及其应用。
背景技术:
2.传统的可降解材料主要利用快速可降解剂制备,该可降解材料以及其工艺不能满足目前生物基可降解的要求和评价指标。随着全球对于环境的重视,对于生物基可降解材料的市场需求也急剧增加。
3.现有的生物基可降解材料膜的静水压、断裂强力、抗合成血液性能较弱,无法很好的满足生物基可降解材料在医疗上的实际的应用。
技术实现要素:
4.本发明要解决的技术问题在于,针对现有技术中的缺陷,本发明提出一种可降解生物基医用流延膜、制备方法及其应用。
5.本发明解决其技术问题所采用的技术方案是:一种可降解生物基医用流延膜,所述的流延膜一体成型,包括以下质量百分比的原料:38-69.5%的pbs树脂、15-25%的pbat树脂、5-15%的pla树脂、10-20%的碳酸钙、0.5-2%的助剂。
6.进一步地,在所述的流延膜中,优选所述pbs树脂在温度为190℃、负荷2160g下的熔融指数3-9g/10min;
7.所述pbat树脂在温度为190℃、负荷2160g下的熔融指数2-6g/10min;
8.所述的pla树脂在温度为190℃、负荷2160g下的熔融指数5-10g/10min。
9.进一步地,在所述的流延膜中,优选所述碳酸钙的粒径为0.2-5μm。
10.进一步地,在所述的流延膜中,优选所述的流延膜的厚度为0.02-0.05mm。
11.进一步地,在所述的流延膜中,优选所述助剂包括润滑剂、稳定剂、抗氧剂中的至少一种。
12.进一步地,在所述的流延膜中,优选所述润滑剂和所述稳定剂均为硬脂酸镁,所述抗氧剂为多酚类抗氧化剂和/或亚磷酸酯类抗氧化剂。
13.一种可降解生物基医用流延膜的制备方法,适用于上述所述的可降解生物基医用流延膜,包括以下步骤:
14.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;
15.s2、熔融挤出:将原料转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,螺杆各段温度控制在135-165℃,流延机的模头温度控制在145-170℃,原料塑化熔融,均匀的挤出,得到流延胚料;
16.s3、胚料冷却、定型、牵引测厚度、分切、收卷,得到流延膜。
17.在s1步骤中,所述烘干温度为55-65℃,烘干时间为至少4h。
18.在s3步骤中,胚料是经过冷却辊筒进行冷却定型,所述冷却辊的转速为50-80m/min,所述冷却辊筒的温度为10-30℃。
19.一种上述所述的可降解生物基医用流延膜在医用铺单、手术衣和隔离衣上的应用。
20.本发明具有以下有益效果:本发明提供的一种可降解生物基医用流延膜,本发明中采用的pbs树脂、pbat树脂、pla树脂均为生物降解树脂,其中pbs树脂的可降解性能等综合性能良好,但pbs树脂材料拉伸成膜较困难,黏度、熔体强度低,不利于流延的生产工艺,导致其制品往往具有一定的脆性,而在pbs树脂中混入一定量的pbat树脂,可改善pbs树脂的韧性;pbat树脂加入可使得在制备流延膜时,生物基具有加工黏度高、熔体强度大等特点,可以提高pbs树脂及pla树脂的加工性能,并且pla树脂的加入可使得总生物基具有优良的生物相容性、生物降解性、良好的刚性、加工性能和力学性能,本发明以pbs树脂为基本生物基,pbat树脂、pla树脂作为辅助生物基,三种生物基共混可达到改性的作用,使得制备所得的可降解医用流延膜具有优异的静水压、断裂强度以及抗合成血液性能,静水压可达1130mmh2o以上,cd断裂强力至少可达40.7n/5cm,md断裂强力至少可达53.7n/5cm,抗合成血液性能至少可达7kpa,能很好的满足流延膜在医疗上面的应用,并且制备工艺稳定、简单。
具体实施方式
21.为了对本发明的技术特征、目的和效果有更加清楚的理解,下面将结合实施例对本发明做进一步详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
22.一种可降解生物基医用流延膜的流延膜一体成型,包括以下质量百分比的原料:38-69.5%的pbs树脂、15-25%的pbat树脂、5-15%的pla树脂、10-20%的碳酸钙、0.5-2%的助剂。
23.本发明提供的一种可降解生物基医用流延膜,本发明中的pbs树脂、pbat树脂、pla树脂均为生物降解树脂,其中pbs树脂的可降解性能、静水压力等综合性能良好,但pbs树脂材料拉伸成膜较困难,黏度、熔体强度低,不利于流延的生产工艺,同时其制品往往具有一定的脆性,而在pbs树脂中混入一定量的pbat树脂,可改善pbs树脂的韧性;pbat树脂加入可使得在制备流延膜时生物基具有加工黏度高、熔体强度大等特点,也可以提高pbs树脂及pla树脂的加工性能,并且pla树脂的加入可使得总生物基具有优良的生物相容性、可生物降解性、良好的刚性、加工性能和力学性能,本发明以pbs树脂为基本生物基,pbat树脂、pla树脂作为辅助生物基,三种生物基共混可达到改性的作用,使得制备所得的可降解医用流延膜静水压至少可达1130mmh2o,cd断裂强力至少可达40.7n/5cm,md断裂强力至少可达53.7n/5cm,抗合成血液性能至少可达7kpa。
24.进一步优选,pbs树脂在温度为190℃、负荷2160g下的熔融指数3-9g/10min;pbat树脂在温度为190℃、负荷2160g下的熔融指数2-6g/10min;pla树脂在温度为190℃、负荷2160g下的熔融指数5-10g/10min。pbs树脂、pbat树脂以及pla树脂都具有良好的热塑性,加热塑化效果好,且它们混合在一起具有良好的兼容性,同时控制pbs树脂、pbat树脂以及pla树脂的熔融指数是为了控制其加工流动性,以便后续加工生产。
25.进一步地,优选碳酸钙的粒径为0.2-5μm;在pbs树脂、pbat树脂以及pla树脂中加
入碳酸钙可以提高医用流延膜的拉伸性能,同时还具有增韧作用,并且碳酸钙的获取简单、便宜,可降低成本;将碳酸钙的粒径控制在0.2-5μm范围内,使得医用流延膜的拉伸性能更好,增韧效果更佳。
26.进一步地,优选流延膜的厚度为0.02-0.05mm,以保证克重的均匀性。
27.进一步地,助剂包括润滑剂、稳定剂、抗氧剂中的至少一种。其中,润滑剂和稳定剂均为硬脂酸镁,硬脂酸镁的加入可提高医用流延膜的加工稳定性,也可以作为医用流延膜的润滑剂,其在医用流延膜中的质量百分比可为0.2-1%。抗氧剂为多酚类抗氧化剂和/或亚磷酸酯类抗氧剂,多酚类抗氧剂可为抗氧剂1010,多酚类抗氧剂1010的加入可降低膜黄变指数,同时可以起到提高加工稳定剂的作用,其在医用流延膜中的质量百分比可为0.1-0.5%;亚磷酸酯类抗氧剂可为抗氧剂168,抗氧剂168的加入可使得医用流延膜具有极好的热稳定性、耐水解性能优良,其还能有效的分解聚合材料热加工过程中产生的氢过氧化物;多酚类抗氧剂1010与亚磷酸酯类抗氧剂168共用具有良好的协同效应,两者抗氧化剂共同使用能大幅度提高聚合材料热加工过程中的稳定性。
28.一种可降解生物基医用流延膜的制备方法,适用于上述的可降解生物基医用流延膜,包括以下步骤:
29.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;烘干温度为55-65℃,烘干时间为至少4h,因为pbs树脂、pbat树脂、pla树脂吸水性强、含水率高,需要在生产前进一步烘干,以减少树脂的含水率,使得制得的流延膜表面无瑕疵和生产顺利
30.s2、熔融挤出:将原料转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,螺杆各段温度控制在135-165℃,每个螺杆一般包括依次相连的5段和6段,流延机的模头温度控制在145-170℃,原料塑化熔融,均匀的挤出,得到流延胚料;在熔融挤出阶段需严格控制螺杆各段温度以及模头温度,温度太高会破坏流延膜中原料的分子链,使聚合物降解,且会导致添加的助剂分解,这将导致流延膜的机械性能减弱(因为分子链变短)、表面缺陷(由分解产品引起)及出现不良气味;而温度过低,则会导致形成的流延膜结构均一性差,将明显降低耐冲击性,大多数情况下将发生机械性能变异。
31.s3、胚料冷却、定型、牵引测厚度、分切、收卷,得到流延膜。
32.在s3步骤中,胚料是经过冷却辊筒进行冷却定型,冷却辊的转速为50-80m/min,冷却辊筒的温度为10-30℃。
33.一种可降解生物基医用流延膜的应用,将上述的可降解生物基医用流延膜与可降解无纺布淋膜或复合制成医用铺单、手术衣或隔离衣,使得医用铺单、手术衣和隔离衣具有极好的静水压、断裂强力、抗合成血液性能,其静水压至少可达1130mmh2o,cd断裂强力至少可达40.7n/5cm,md断裂强力至少可达53.7n/5cm,抗合成血液性能至少可达7kpa,能很好的满足在医疗上的应用。
34.实施例1
35.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂69.5%、pbat树脂15%、pla树脂5%、碳酸钙10%、助剂0.5%(硬脂酸镁0.25%、多酚类抗氧化剂1010 0.15%,亚磷酸酯类抗氧化剂168 0.10%);其中pbs树脂3g/10min,条件为190℃,2160g;pbat树脂熔融指数2g/10min,条件为190℃,2160g;pla树脂5g/10min,条
件为190℃,2160g;碳酸钙的粒径为0.2μm,流延膜的厚度为0.02mm。
36.上述医用流延膜的制备方法,包括以下步骤:
37.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在60℃烘筒中烘干4h,其中烘筒为电加热的热风装置。
38.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
39.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 140℃、螺杆a2 145℃、螺杆a3 150℃、螺杆a4 150℃、螺杆a5 150℃;螺杆b1 140℃、螺杆b2 145℃、螺杆b3 150℃、螺杆b4 150℃、螺杆b5 150℃、螺杆b6 150℃;模头1 155℃、模头2 155℃、模头3 150℃、模头4 150℃、模头5 150℃、模头6 150℃、模头7 150℃、模头8 150℃、模头9 150℃、模头10 155℃、模头11 155℃。各模头间隙为1.5mm。
40.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为50m/min;将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在20℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在51m/min,该医用流延膜单位质量为35g/m2。
41.将以上制备所得流延膜与可降解无纺布复合制成医用隔离衣,对医用隔离衣进行性能检测,与未复合流延膜的医用隔离衣相比,复合流延膜后的医用隔离衣的cd断裂强力由之前的26.6n/5cm提高到64.4n/5cm,md断裂强力由之前的44.4n/5cm提高到83.4n/5cm,静水压由之前的980mmh2o提高到2670mmh2o,抗合成血液由1.75kpa提高到20kpa。
42.实施例2
43.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂61.7%、pbat树脂17.5%、pla树脂7.5%、碳酸钙12.5%、助剂0.8%(硬脂酸镁0.5%、多酚类抗氧化剂1010 0.3%);其中pbs树脂6g/10min,条件为190℃,2160g;pbat树脂熔融指数4g/10min,条件为190℃,2160g;pla树脂7g/10min,条件为190℃,2160g;碳酸钙的粒径为2.5μm。
44.上述医用流延膜的制备方法,包括以下步骤:
45.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在55℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
46.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
47.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 135℃、螺杆a2 140℃、螺杆a3 145℃、螺杆a4 145℃、螺杆a5 145℃;螺杆b1 135℃、螺杆b2 140℃、螺杆b3 145℃、螺杆b4 145℃、螺杆b5 145℃、螺杆b6 145℃;模头1 150℃、模头2 150℃、模头3 145℃、模头4 145℃、模头5 145℃、模头6 145℃、模头7 145℃、模头8 145℃、模头9 145℃、模头10 150℃、模头11 150℃。各模头间隙为1.5mm。
48.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为65m/min;将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在10℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在66m/min,该医用流延膜单位质量为35g/m2。
49.将以上制备所得流延膜与可降解无纺布淋膜制成医用铺单,对医用铺单进行性能检测,与未复合流延膜的医用铺单相比,复合有流延膜的医用铺单的cd断裂强力由之前的24.8n/5cm提高到63.8n/5cm,md断裂强力由之前的35.9n/5cm提高到88.5n/5cm,静水压性能由之前的1170mmh2o提高到2640mmh2o,抗合成血液性能由1.75kpa提高到20kpa。
50.实施例3
51.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂54%、pbat树脂20%、pla树脂10%、碳酸钙15%、助剂1%(硬脂酸镁0.5%、亚磷酸酯类抗氧化剂168 0.50%);其中pbs树脂9g/10min,条件为190℃,2160g;pbat树脂熔融指数9g/10min,条件为190℃,2160g;pla树脂9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.02mm。
52.上述医用流延膜的制备方法,包括以下步骤:
53.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
54.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
55.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 145℃、螺杆a2 150℃、螺杆a3 155℃、螺杆a4 155℃、螺杆a5 155℃;螺杆b1 145℃、螺杆b2 150℃、螺杆b3 155℃、螺杆b4 155℃、螺杆b5 155℃、螺杆b6 155℃;模头1 160℃、模头2 160℃、模头3 155℃、模头4 155℃、模头5 155℃、模头6 155℃、模头7 155℃、模头8 155℃、模头9 155℃、模头10 160℃、模头11 160℃。各模头间隙为1.5mm。
56.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;将以上
胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
57.将以上制备所得流延膜与可降解无纺布淋膜制成手术衣,对手术衣进行性能检测,与未复合流延膜的手术衣相比,复合有流延膜的手术衣的cd断裂强力由之前的27.8n/5cm提高到68.5n/5cm,md断裂强力由之前的52.7n/5cm提高到91.5n/5cm,静水压由之前的1190mmh2o提高到2950mmh2o,抗合成血液性能由1.75kpa提高到20kpa。
58.实施例4
59.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂46%、pbat树脂22.5%、pla树脂12.5%、碳酸钙17.5%、助剂1.5%(硬脂酸镁0.7%、多酚类抗氧化剂1010 0.4%,亚磷酸酯类抗氧化剂168 0.4%);其中pbs树脂9g/10min,条件为190℃,2160g;pbat树脂熔融指数9g/10min,条件为190℃,2160g;pla树脂9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.03mm。
60.上述医用流延膜的制备方法,包括以下步骤:
61.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
62.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
63.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 150℃、螺杆a2 155℃、螺杆a3 160℃、螺杆a4 160℃、螺杆a5 160℃;螺杆b1 150℃、螺杆b2 155℃、螺杆b3 160℃、螺杆b4 160℃、螺杆b5 160℃、螺杆b6 160℃;模头1 165℃、模头2 165℃、模头3 160℃、模头4 160℃、模头5 160℃、模头6 160℃、模头7 160℃、模头8 160℃、模头9 160℃、模头10 165℃、模头11 165℃。各模头间隙为1.5mm。
64.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
65.实施例5
66.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂38%、pbat树脂25%、pla树脂15%、碳酸钙20%、助剂2%(硬脂酸镁1%、多酚类抗氧化剂1010 0.5%,亚磷酸酯类抗氧化剂168 0.5%);其中pbs树脂9g/10min,条件为190℃,2160g;pbat树脂熔融指数9g/10min,条件为190℃,2160g;pla树脂9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.05mm。
67.上述医用流延膜的制备方法,包括以下步骤:
68.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
69.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
70.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 155℃、螺杆a2 160℃、螺杆a3 165℃、螺杆a4 165℃、螺杆a5 165℃;螺杆b1 155℃、螺杆b2 160℃、螺杆b3 165℃、螺杆b4 165℃、螺杆b5 165℃、螺杆b6 165℃;模头1 170℃、模头2 170℃、模头3 165℃、模头4 165℃、模头5 165℃、模头6 165℃、模头7 165℃、模头8 165℃、模头9 165℃、模头10 170℃、模头11 170℃。各模头间隙为1.5mm。
71.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
72.对比例1
73.本对比例中的生物基只含有pbs树脂,具体如下:
74.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂78%、碳酸钙20%、助剂2%(硬脂酸镁1%、多酚类抗氧化剂1010 0.5%,亚磷酸酯类抗氧化剂168 0.5%);其中pbs树脂9g/10min,条件为190℃,2160g,碳酸钙的粒径为5μm,流延膜的厚度为0.02mm。
75.上述医用流延膜的制备方法,包括以下步骤:
76.s1、按比例取pbs树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
77.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
78.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 160℃、螺杆a2 165℃、螺杆a3 170℃、螺杆a4 170℃、螺杆a5 170℃;螺杆b1 160℃、
螺杆b2 165℃、螺杆b3 170℃、螺杆b4 170℃、螺杆b5 170℃、螺杆b6 170℃;模头1 175℃、模头2 175℃、模头3 170℃、模头4 170℃、模头5 170℃、模头6 170℃、模头7 170℃、模头8 170℃、模头9 170℃、模头10 175℃、模头11 175℃。各模头间隙为1.5mm。
79.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;
80.将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
81.对比例2
82.本对比例中的生物基只含有pbs树脂、pla树脂,具体如下:
83.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂53%、pla树脂25%、碳酸钙20%、助剂2%(硬脂酸镁1%、多酚类抗氧化剂1010 0.5%,亚磷酸酯类抗氧化剂168 0.5%);其中pbs树脂9g/10min,条件为190℃,2160g;pla树脂9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.02mm。
84.上述医用流延膜的制备方法,包括以下步骤:
85.s1、按比例取pbs树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
86.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
87.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 150℃、螺杆a2 155℃、螺杆a3 160℃、螺杆a4 160℃、螺杆a5 160℃;螺杆b1 150℃、螺杆b2 155℃、螺杆b3 160℃、螺杆b4 160℃、螺杆b5 160℃、螺杆b6 160℃;模头1 165℃、模头2 165℃、模头3 160℃、模头4 160℃、模头5 160℃、模头6 160℃、模头7 160℃、模头8 160℃、模头9 160℃、模头10 165℃、模头11 165℃。各模头间隙为1.5mm。
88.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;
89.将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
90.对比例3
91.本对比例中的生物基只含有pbat树脂、pla树脂,具体如下:
92.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbat树脂43%、pla树脂35%、碳酸钙20%、助剂2%(硬脂酸镁1%、多酚类抗氧化剂1010 0.5%,亚磷酸酯类抗氧化剂168 0.5%);pla树脂9g/10min,条件为190℃,2160g;pbat树脂熔融指数9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.02mm。
93.上述医用流延膜的制备方法,包括以下步骤:
94.s1、按比例取pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
95.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
96.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 140℃、螺杆a2 145℃、螺杆a3 150℃、螺杆a4 150℃、螺杆a5 150℃;螺杆b1 140℃、螺杆b2 145℃、螺杆b3 150℃、螺杆b4 150℃、螺杆b5 150℃、螺杆b6 150℃;模头1 155℃、模头2 155℃、模头3 150℃、模头4 150℃、模头5 150℃、模头6 150℃、模头7 150℃、模头8 150℃、模头9 150℃、模头10 155℃、模头11 155℃。各模头间隙为1.5mm。
97.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;
98.将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
99.对比例4
100.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂38%、pbat树脂25%、pla树脂15%、碳酸钙20%、助剂2%(硬脂酸镁1%、多酚类抗氧化剂1010 0.5%,亚磷酸酯类抗氧化剂168 0.5%);其中pbs树脂9g/10min,条件为190℃,2160g;pbat树脂熔融指数9g/10min,条件为190℃,2160g;pla树脂9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.02mm。
101.本对比例的医用流延膜在制备过程中不控制流延机螺杆各段温度以及模头温度,即螺杆各段温度低于135-165℃,模头温度低于145-170℃,具体包括以下步骤:
102.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
103.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
104.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺
杆a1 120℃、螺杆a2 125℃、螺杆a3 130℃、螺杆a4 130℃、螺杆a5 130℃;螺杆b1 120℃、螺杆b2 125℃、螺杆b3 130℃、螺杆b4 130℃、螺杆b5 130℃、螺杆b6 130℃;模头1 135℃、模头2 135℃、模头3 130℃、模头4 130℃、模头5 130℃、模头6 130℃、模头7 130℃、模头8 130℃、模头9 130℃、模头10 135℃、模头11 135℃。各模头间隙为1.5mm。
105.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
106.对比例5
107.一种可降解生物基医用流延膜,流延膜一体成型,包括以下质量百分比的原料:pbs树脂38%、pbat树脂25%、pla树脂15%、碳酸钙20%、助剂2%(硬脂酸镁1%、多酚类抗氧化剂1010 0.5%,亚磷酸酯类抗氧化剂168 0.5%);其中pbs树脂9g/10min,条件为190℃,2160g;pbat树脂熔融指数9g/10min,条件为190℃,2160g;pla树脂9g/10min,条件为190℃,2160g;碳酸钙的粒径为5μm,流延膜的厚度为0.02mm。
108.本对比例的医用流延膜在制备过程中不控制流延机螺杆各段温度以及模头温度,即螺杆各段温度高于135-165℃,模头温度高于145-170℃,具体包括以下步骤:
109.s1、按比例取pbs树脂、pbat树脂、pla树脂、碳酸钙以及助剂,搅拌混合,然后烘干处理;将以上得到的原料在加热搅拌器中搅拌1h,然后抽到烘筒中,在65℃烘筒中烘干5h,其中烘筒为电加热的热风装置。
110.s2、熔融挤出:将s1中得到的原料,由烘筒转移至流延机料筒中,原料在料筒的螺杆转动下向前输送,由于采用料筒外电加热以及控制螺杆温度,使得原料温度上升,同时利用料筒内的螺杆转动,使原料在料筒内的产生剪切、摩擦热而逐步塑化熔融,经过滤网、分配器,均匀从模具口挤出,经气刀均匀吹起贴合于流延冷却辊筒,使其成型得到流延胚料。
111.其中,流延机为双螺杆流延机,加快生产效率,双螺杆包括螺杆a(包括依次相连的5段:螺杆a1、螺杆a2、螺杆a3、螺杆a4、螺杆a5)与螺杆b(包括依次相连的6段:螺杆b1、螺杆b2、螺杆b3、螺杆b4、螺杆b5、螺杆b6),流延机的模头包括模头1、模头2、模头3、模头4、模头5、模头6、模头7、模头8、模头9、模头10、模头11,控制各段螺杆以及各模头的温度分别为:螺杆a1 170℃、螺杆a2 175℃、螺杆a3 180℃、螺杆a4 180℃、螺杆a5 180℃;螺杆b1 170℃、螺杆b2 175℃、螺杆b3 180℃、螺杆b4 180℃、螺杆b5 180℃、螺杆b6 180℃;模头1 185℃、模头2 185℃、模头3 180℃、模头4 180℃、模头5 180℃、模头6 180℃、模头7 180℃、模头8 180℃、模头9 180℃、模头10 185℃、模头11 185℃。各模头间隙为1.5mm。
112.s3、将步骤s2中得到的挤出流延胚料进行冷却,冷却辊的转速为80m/min;将以上胚料经过冷却辊筒进行定型,得到流延膜,其中冷却辊通过冷却水进行冷却,冷却辊筒的温度在30℃;然后经过牵引辊、线上测厚仪、切边收卷可降解生物基医用流延膜,牵引辊的速度在81m/min,该医用流延膜单位质量为35g/m2。
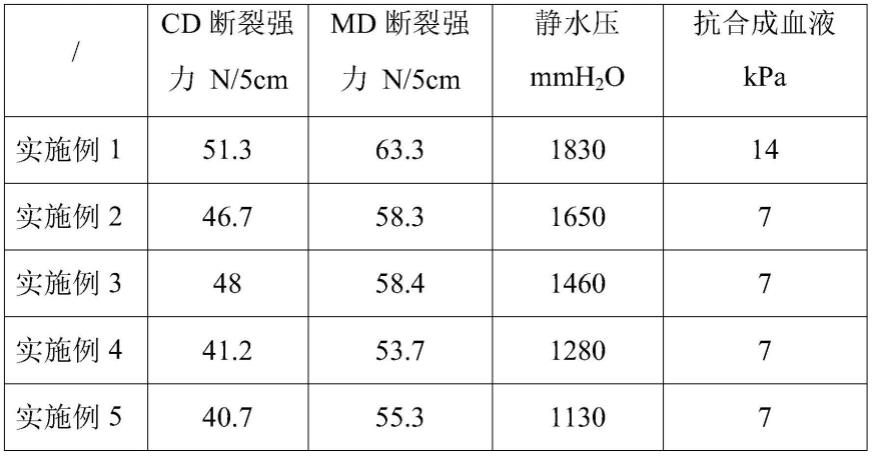
113.对实施例1-5以及对比例1-5的可降解生物基医用流延膜进行性能检测,断裂强力按照iso9073-3方法测试,静水压按照aatcc127的方法测试,升压速率60kpa/min,抗合成血液iso16603的方法测试,性能如表1。
114.表1.实施例1-5以及对比例1-5的可降解生物基医用流延膜性能测试
[0115][0116][0117]
由上表可知,本发明的实施例1-5的流延膜具有较好的静水压、断裂强度以及抗合成血液性能,静水压至少可达1130mmh2o,cd断裂强力至少可达40.7n/5cm,md断裂强力至少可达53.7n/5cm,抗合成血液性能至少可达7kpa以上,能很好的满足流延膜在医疗上面的应用,并且制备工艺稳定、简单。
[0118]
由实施例1-5与对比例1-3的结果可知,使用pbs树脂作为生物基,或使用pbs树脂与pla树脂作为生物基,又或者使用pbat树脂、pla树脂作为生物基,都会导致拉伸成膜较困难、具有一定的脆性,导致其加工性能差,制备所得流延膜的cd断裂强力以及md断裂强力均弱于本发明中的流延膜,并且静水压以及抗血液合成性能也不如本发明中的流延膜;本发明中以pbs树脂为基本生物基,以pbat树脂、pla树脂为辅助生物基,在pbs树脂中混入一定量的pbat树脂,可改善pbs树脂的韧性;pbat树脂加入可使得在制备流延膜时,生物基具有加工黏度高、熔体强度大等特性,可以提高pbs树脂及pla树脂的加工性能,并且pla树脂的加入可使得总生物基具有优良的生物相容性、可生物降解性、良好的刚性、加工性能和力学性能,三种生物基共混可达到改性的作用,使得制备所得的可降解医用流延膜具有优异的静水压、断裂强度以及抗合成血液性能。
[0119]
由实施例1-5与对比例4-5的结果可知,螺杆各段以及模头的温度过高会破坏流延膜中原料组分的分子链,使聚合物降解,且会导致助剂分解,这将导致流延膜的机械性能减弱(因为分子链变短)、表面缺陷(由分解产品引起)及出现不良气味,且其形成的流延膜的
静水压、断裂强度以及抗合成血液性能也远弱于本发明实施例中的流延膜;螺杆各段以及模头的温度过低会导致形成的流延膜结构均一性差,耐冲击性明显降低,会导致发生机械性能变异,且其形成的流延膜的静水压、断裂强度以及抗合成血液性能也远弱于本发明实施例中的流延膜;而本发明的流延膜在经过熔融挤出时控制螺杆各段温度为135-165℃,模头温度控制在145-170℃,使得原料均匀挤出,形成的流延膜具有优异的静水压、断裂强度以及抗合成血液性能。
[0120]
可以理解的,以上实施例仅表达了本发明的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制;应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,可以对上述技术特点进行自由组合,还可以做出若干变形和改进,这些都属于本发明的保护范围;因此,凡跟本发明权利要求范围所做的等同变换与修饰,均应属于本发明权利要求的涵盖范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
