1.本发明涉及流延机的结构设计技术领域,尤其是涉及一种流延机及其刮涂式流延刀。
背景技术:
2.目前在片式叠层电感、mlcc(multi-layer ceramic capacitor,多层陶瓷电容器)、ltcc(low-temperature cofired ceramics,低温共烧陶瓷)行业,流延机的流延方式有唇模头式、挤压式、刮涂式等。其原理是流延浆料通过精密狭缝均匀地涂布在承载膜上,并经烘干后形成厚度均匀的薄膜,狭缝的尺寸精度直接影响流延膜厚的均匀性。随着流延膜厚的不断减小(1~10μm),流延工艺对构成狭缝的机构精度提出了极高的要求。
3.不同流延方式各有优劣,其中刮涂式流延存在的主要问题是流延膜厚不稳定,该问题已成为刮涂式流延广泛使用的一大障碍,亟待解决。
4.需要说明的是,在上述背景技术部分公开的信息仅用于对本技术的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
5.为克服前述现有技术的缺陷,本技术实施例提供一种高精度刮涂式流延刀组件,包括刀体和刀架,所述刀体固定连接于所述刀架上,所述刀架的背面设有刀架装配基准凸台;
6.还包括设于所述刀架顶部的刀体竖向调节机构和设于所述刀架前面的刀体纵向调节机构,所述刀体竖向调节机构和所述刀体纵向调节机构可使所述刀体在竖向上和/或纵向上产生局部微量变形。
7.本发明还可采用如下可选/优选方案:
8.所述刀体为上下对称的双刀口结构,两个刀口分别设于所述刀体的上端部和下端部。
9.还包括刀罩,所述刀罩的下端设有可稳定流延浆料层流状态的流体导向结构,所述刀罩设于所述刀体的前方。
10.所述流体导向结构是设于所述刀罩下端的坡面结构,所述坡面与所述刀体间距离上宽下窄,能使流延浆料流过所述刀罩时的截面积渐变减小。
11.所述刀体竖向调节机构包括多个竖向调节螺栓-螺母组件,分别设于所述刀架的顶部以便沿竖向顶压所述刀体,并使所述刀体在竖向上产生局部微量变形;所述刀体纵向调节机构包括多个纵向调节螺栓-螺母组件,分别设于所述刀架的前面以便沿纵向顶压所述刀体,并使所述刀体在纵向上产生局部微量变形。
12.所述刀架采用等截面梁结构;所述刀架装配基准凸台有三个,分别设于所述刀架背面的左右两端和中间部位。
13.所述刀架上还设有手柄,所述手柄有两个,分别设于所述刀架前面的左右两端。
14.所述刀体至少在其刀口部位采用无磁钨钢。
15.本发明还提供一种流延机,包括流延机机体、流延刀组件、流延轴、用于盛装流延浆料的料盒和用于形成浆料薄膜的承载膜;所述流延刀组件是如上文任一项所述的高精度刮涂式流延刀组件,通过所述刀架装配基准凸台装配于所述流延机机体上;所述刀体的长度方向与所述流延轴的轴向平行,所述流延刀的刀口与所述承载膜之间具有预设的刀口间隙;所述承载膜贴附于所述流延轴表面,并随所述流延轴转动而被传送。
16.优选的,所述流延机工作时,流延浆料在所述料盒和所述刀罩之间形成稳定的液面高度,流延浆料通过所述刀口间隙后,在所述承载膜上形成厚度均匀的浆料薄膜;还包括热风烘干部件,用于将所述承载膜上的浆料薄膜烘干。
17.本技术实施例中提供的一个或多个技术方案,与现有技术相比至少具有如下有益效果:
18.通过所述刀体竖向调节机构和所述刀体纵向调节机构,本发明实施例的高精度刮涂式流延刀组件,可使刀口间隙宽度的整体极差精确调节至2μm以内,从而满足1~10μm厚度刮涂式流延膜的精度需求。
附图说明
19.图1是一个实施例的流延刀组件的立体结构示意图;
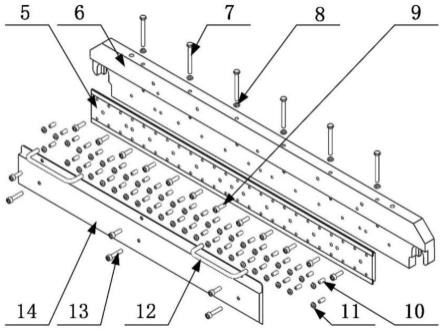
20.图2是图1的爆炸图;
21.图3是图1的后视图;
22.图4是图1的侧视图;
23.图5是一个实施例的流延刀组件与料盒和承载膜相互配合的结构示意图。
具体实施方式
24.下面结合附图1-5和具体的实施方式对本发明作进一步说明,其中相同的附图标记表示相同的部件,除非另外特别说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本发明的范围及其应用。
25.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接固定于/设置于另一个元件上或者间接固定于/设置于另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至另一个元件上。另外,连接既可以是用于固定作用也可以是用于耦合或连通作用。
26.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“竖向”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.发明人研究发现,在流延膜厚处于1~10μm这个精度区间,刀口间隙的精度和稳定
性是影响膜厚精度的主要原因。现有技术的调节方式难以适用于流延膜厚1~10μm这个精度区间,其弊端一方面体现在首次装配调试及磨刀后的调试难度高,精度难以保证;另一方面是刀架在长期工作过程中的微量形变导致精度的降低。由此,本技术实施例提出一种高精度刮涂式流延刀,使得刀口间隙宽度的整体极差可精确调节至2μm以内。
29.实施例一
30.如图1、图3所示,一种高精度刮涂式流延刀组件,包括刀体5和刀架6,所述刀体5固定连接于所述刀架6上,所述刀架6的背面设有刀架装配基准凸台(15,16,17)。
31.如图2所示,所述刀体5通过一组刀体固定螺栓9与所述刀架固定连接,所述刀体5的前后(主视方向)称纵向,上下(俯视方向)称竖向,左右(侧视方向)称横向。所述高精度刮涂式流延刀组件还包括刀体竖向调节机构和刀体纵向调节机构,所述刀体竖向调节机构包括多个竖向调节螺栓-螺母组件(7,8),分别设于所述刀架6的顶部以便沿竖向顶压所述刀体5,并使之在竖向上产生局部微量变形;所述刀体纵向调节机构包括多个纵向调节螺栓-螺母组件(10,11),分别设于所述刀架6的前面以便沿纵向顶压所述刀体5,并使之在纵向上产生局部微量变形。现有技术的刮涂式流延刀,刀体与刀架连接后缺乏调节功能。流延刀与流延轴的装配精度调整靠人手的按压、挤压,调整难度高,可调精度低,且随着刀体内应力的长期释放,装配精度会进一步降低。本实施例中,所述刀体5在自身尺寸精度的基础上,可通过所述竖向调节机构与所述纵向调节机构顶压而使所述刀体5的相应部位产生局部微量形变,从而提高所述刀体5的刀口18与流延轴1的装配精度,比如整体极差可精确调节至2μm以内。所述局部微量形变可以是竖向局部调节,也可以是纵向局部调节,还可以是竖向局部调节和是纵向局部调节同步进行。所述竖向调节螺栓-螺母组件(7,8)可根据调节精度的需要设置两个或两个以上,通常沿所述刀架6的长度方向均匀设置,所述纵向调节螺栓-螺母组件(10,11)可根据调节精度的需要设置两个或两个以上,通常沿所述刀架6的长度方向均匀设置。
32.所述刀体5优选设为上下对称的双刀口结构,两面刀口18分别设于所述刀体5的上端部和下端部,该结构的好处是,当其中一面刀口因磨损、损坏等影响生产时,可快速更换至另一面刀口,避免对产能产生较大影响。此外,所述刀体5至少在其刀口部位采用无磁钨钢。刀口采用无磁钨钢,可降低成本和加工难度的同时,兼顾使用寿命和排除磁性影响。现有技术采用整体不锈钢材质的刀体,虽具有使用寿命较高、加工性好等优点,但剩磁难以完全消除,对于铁氧体浆料存在难以避免的影响。
33.如图2、图3所示,所述刀架6采用等截面梁或近似等截面梁结构,所述刀架装配基准凸台(15,16,17)优选有三个,分别设于所述刀架背面的左右两端和中间部位。此外,所述刀架6上还设有手柄12,以便握持进行拆装操作。所述手柄12优选有两个,分别设于所述刀架6前面的左右两端。
34.再者,如图1、图2和图4所示,本实施例还包括刀罩14,通过刀罩紧固螺栓13连接于所述刀架6上,所述刀罩14的下端设有可稳定流延浆料层流状态的流体导向结构,所述刀罩14设于所述刀体6的前方。所述流体导向结构是设于所述刀罩14下端的坡面结构19,所述坡面结构19是呈斜面状或斜弧面状,能使流延浆料流过所述刀罩14时的截面面积逐渐变小,其最下端与所述刀口18对齐,该结构可避免因流体截面积突变导致的层流紊乱等现象,进而抑制浆料团聚。所述坡面结构19优选设为跟所述刀罩14是一体结构,也可采用分体结构
并相互连接。而现有技术的刮涂式流延刀,流延浆料随所述承载膜流动并通过刀口间隙时,因流延浆料截面面积在刀口处突变,流延浆料的流速在所述刀口处断崖式下降,导致在刀口处流延浆料的层流状态被破坏,从而容易发生团聚,这对流延膜的膜厚均匀性存在极大的影响。
35.实施例二
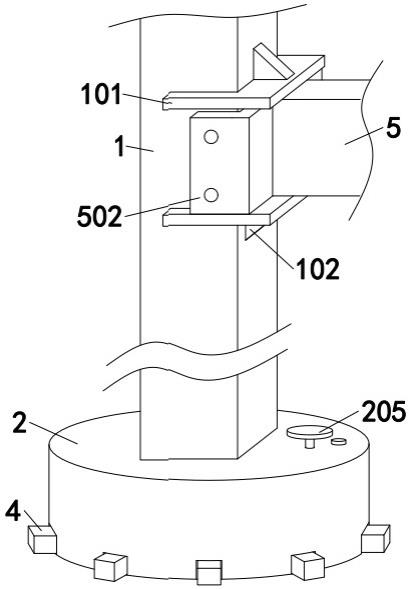
36.一种流延机,如图5所示,包括流延机机体、流延刀组件、流延轴1、用于盛装流延浆料的料盒2和用于形成浆料薄膜的承载膜4。所述承载膜4随所述流延轴1的转动以一定线速度沿流延方向匀速传动。
37.所述流延刀组件是如实施例一所述的高精度刮涂式流延刀组件,通过所述刀架装配基准凸台(15,16,17)装配于所述流延机机体上。所述刀体5的长度方向与所述流延轴1的轴向平行,所述刀体5的刀口18与所述承载膜4之间具有预设的刀口间隙。所述承载膜4贴附于所述流延轴1表面,并随所述流延轴1转动而被传送。
38.该实施例还优选包括热风烘干部件,用于将所述承载膜4上的浆料薄膜适时、均匀地烘干。
39.所述流延机工作时,流延浆料在所述料盒2和所述刀罩14之间形成稳定的液面高度,流延浆料通过所述刀口间隙后,在所述承载膜4上形成厚度均匀的浆料薄膜。所述浆料薄膜的厚度控制主要通过改变所述刀口间隙的宽度实现,具体为:t=hδ;式中,t为所述浆料薄膜烘干后的厚度,h为刀口间隙,δ为浆料烘干的收缩率,各自的具体值根据流延浆料的配方进行选择即可。
40.上述本技术实施例中的技术方案,至少具有如下的技术效果或优点:本流延机能够克服刮涂式流延存在的流延膜厚不稳定的问题,所述刀口间隙的整体极差可精确调节至2μm以内,从而满足当前对机构的高精度要求,且实现方式简单可靠,成本低。
41.以上内容是结合具体/优选的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,其还可以对这些已描述的实施方式做出若干替代或变型,而这些替代或变型方式都应当视为属于本发明的保护范围。在本说明书的描述中,参考术语“一种实施例”、“一些实施例”、“优选实施例”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征,如结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。尽管已经详细描述了本发明的实施例及其优点,但应当理解,在不脱离专利申请的保护范围的情况下,可以在本文中进行各种改变、替换和变更。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。