1.本实用新型涉及车圈检测技术领域,具体为一种新型车圈自动铆合检测设备。
背景技术:
2.车圈是车辆行走机构必不可少的一个部件,它主要起传递动力和支撑车架的作用,现阶段的车圈主要有铝合金和车条两种,其中的铝合金车圈属于一体成型,它具有不易变形,大气美观,实用性高的特点,这种一体成型的车圈因为密封性好,所以更容易安装真空轮胎,所以备受消费者喜爱,为了满足人们对车圈的需求,人们通常使用铆合设备对铝合金进行铆合,然而,传统的铆合设备只是单纯的对车圈原料进行铆合加工,后续需要经过工作人员肉眼校准比对,判断加工后的车圈是否合格,这无疑是增加了工作人员的劳动量,降低了车圈的加工效率。
技术实现要素:
3.本实用新型的目的在于提供一种新型车圈自动铆合检测设备,以解决上述背景技术中提出的传统的铆合设备只是单纯的对车圈原料进行铆合加工,后续需要经过工作人员肉眼校准比对,判断加工后的车圈是否合格,这无疑是增加了工作人员的劳动量,降低了车圈的加工效率的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种新型车圈自动铆合检测设备,包括加工机壳,所述加工机壳的内部固定安装有铆合台,所述加工机壳上固定安装有位于铆合台一侧的第一安装座,所述加工机壳上固定安装有位于铆合台另一侧的机械手,所述加工机壳上固定安装有位于机械手一侧的检测机构,所述加工机壳上安装有位于第一安装座一侧的固定机构,所述加工机壳上固定安装有位于第一安装座上方的第二安装座,所述加工机壳上固定安装有位于铆合台上方的流转轨道,所述流转轨道的一端穿过加工机壳安装有第一盛纳架和第二盛纳架,所述第一盛纳架的底端安装有传递机构,铆合后的车圈经过流转轨道输送。
5.优选的,所述铆合台的一侧固定安装有铆合电机,所述铆合电机的输出端固定安装有丝杆,所述丝杆的表面螺纹连接有两个与铆合台滑动连接的铆合块,铆合电机通电后启动,铆合电机带动丝杆转动,丝杆以自身中心线为分界线开设两个方向相反的螺纹,丝杆表面的螺纹与两个铆合块内壁的螺纹相互匹配,铆合块受到与之形状大小相互匹配的铆合台限位,所以两个铆合块沿着丝杆进行相对运动,两个铆合块从车圈的两侧进行铆合加工。
6.优选的,所述检测机构包括检测架、两个车圈大小检测探头和两个车圈平整度检测探头,所述检测架一侧的两端均固定安装有车圈平整度检测探头,所述检测架内侧的顶端固定安装有两个车圈大小检测探头,所述检测架的底端与加工机壳固定连接,车圈大小检测探头通电后启动,车圈大小检测探头对车圈的大小进行实时检测,车圈平整度检测探头通电后启动,车圈平整度检测探头对车圈的平整度进行实时检测。
7.优选的,所述固定机构包括固定架、第一气缸、第二气缸和固定轮,所述第一气缸
的活动端固定安装有固定架,所述固定架的顶端固定安装有第二气缸,所述第二气缸的活动端安装有固定轮,所述第一气缸的一侧与加工机壳相邻的一侧固定连接,第一气缸上电磁阀打开,往第一气缸内输入压缩空气,推动活塞在第一气缸筒内做往复运动,第一气缸进行伸缩运动,第一气缸从一侧推动固定架,使得固定架位于车圈的一侧,第二气缸上电磁阀打开,往第二气缸内输入压缩空气,推动活塞在第二气缸筒内做往复运动,第二气缸进行伸缩运动,第二气缸从固定轮的顶部进行推动,使得固定轮与车圈接触,工作人员将外接电机与固定轮连接,外接电机带动固定轮转动,固定轮与车圈之间产生摩擦力,车圈沿着固定轮发生转动。
8.优选的,传递机构包括第一传递架、传递导轨、第二传递架和传递电机,第一传递架与第二传递架之间安装有传递导轨,传递电机的输出端与传递导轨上的同步带传动连接,同步带与第二传递架底部连接,第二传递架上设有与第一盛纳架的横梁相接触的拨叉,在传递电机及传递导轨上同步带的带动下,第二传递架沿着传递导轨滑动,进而拨叉带动横梁使得第一盛纳架向车圈方向进行位移,合格的车圈随着第一盛纳架的移动依次落到第一盛纳架上依次排列收纳,第一盛纳架下方的移动轮可使其更加平稳的移动。
9.所述第一盛纳架底端的四个边角和第二盛纳架底端的四个边角均固定安装有移动轮,第一盛纳架上放置检测合格的车圈,第二盛纳架上放置检测不合格的车圈。
10.优选的,所述加工机壳上固定安装有位于第一安装座内部的第一推动气缸,所述第二安装座的一侧固定安装有第二推动气缸,所述第二推动气缸的活动端固定安装有推动板,所述加工机壳内壁的底端固定安装有伺服电机,所述伺服电机的输出端固定安装有销轴转动杆,伺服电机通电启动,伺服电机带动销轴转动杆上放置的销轴转动,第一推动气缸上电磁阀打开,往第一推动气缸内输入压缩空气,推动活塞在第一推动气缸筒内做往复运动,第一推动气缸进行伸缩运动,第一推动气缸从一侧推动加工机壳上放置的车圈,第二推动气缸上电磁阀打开,往第二推动气缸内输入压缩空气,推动活塞在第二推动气缸筒内做往复运动,第二推动气缸进行伸缩运动,第二推动气缸从一侧推动推动板,推动板从车圈顶部的一侧进行同步推动。
11.优选的,机械手包括抓取台、可调机械爪、丝杠、抓取电机和滑块,抓取台顶端的一侧固定安装有抓取电机,抓取电机的输出端固定安装有丝杠,丝杠的中部螺纹连接有与可调机械爪连接的丝杠套,可调机械爪下方设置有滑块,抓取台的底端与加工机壳相邻的一侧固定连接,抓取电机通电后启动,抓取电机带动丝杠转动,丝杠套内部的螺纹与丝杠表面的螺纹相互匹配,丝杠套带动可调机械爪及其下方的滑块在导轨上位移滑动,带动可调机械爪对车圈进行抓取。
12.与现有技术相比,本实用新型的有益效果是:通过设置检测机构和固定机构,第一气缸从一侧推动固定架,第二气缸从固定轮的顶部向下推动,使得固定轮与铆合后的车圈接触,固定轮转动时,车圈受到固定轮的摩擦力发生转动,车圈大小检测探头和车圈平整度检测探头分别对车圈的大小和平整度进行检测,取代传统的人工校准比对,降低了工作人员的劳动量,提高了车圈的加工效率。
附图说明
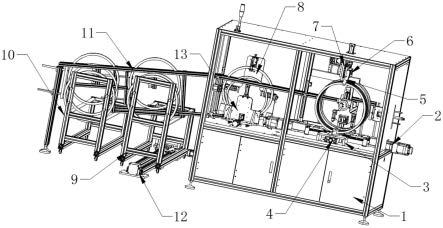
13.图1为本实用新型的立体图;
14.图2为本实用新型正面的整体结构示意图;
15.图3为本实用新型正面的整体结构示意图;
16.图4为本实用新型右前方整体结构示意图;
17.图5为本实用新型左后方整体结构示意图;
18.图6为本实用新型固定机构及固定轮处的局部示意图;
19.图7为本实用新型机械手处局部示意图;
20.图8为本实用新型传递机构及第一盛纳架处的局部示意图。
21.图中:1、加工机壳;2、铆合电机;3、第一安装座;4、第一推动气缸;5、推动板;6、第二推动气缸;7、第二安装座;8、检测机构;81、检测架;82、车圈大小检测探头;83、车圈平整度检测探头;9、第一盛纳架;10、第二盛纳架;11、流转轨道;12、传递机构;121、第一传递架;122、传递导轨;123、第二传递架;124、传递电机;125、拨叉;126、横梁;13、固定机构;131、固定架;132、第一气缸;133、第二气缸;134、固定轮;14、铆合台;15、丝杆;16、铆合块;17、伺服电机;18、销轴转动杆;19、移动轮;20、机械手;201、抓取台;202、可调机械爪;203、丝杠;204、抓取电机;205、滑块;206、丝杠套。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.请参阅图1-5,本实用新型提供了一种新型车圈自动铆合检测设备,包括加工机壳1,加工机壳1的内部固定安装有铆合台14,加工机壳1上固定安装有位于铆合台14一侧的第一安装座3,加工机壳1上固定安装有位于铆合台14另一侧的机械手20,加工机壳1上固定安装有位于机械手20一侧的检测机构8,加工机壳1上安装有位于第一安装座3一侧的固定机构13,加工机壳1上固定安装有位于第一安装座3上方的第二安装座7,加工机壳1上固定安装有位于铆合台14上方的流转轨道11,流转轨道11的一端穿过加工机壳1安装有第一盛纳架9和第二盛纳架10,第一盛纳架9的底端安装有传递机构12,铆合后的车圈经过流转轨道11输送。
24.铆合台14的一侧固定安装有铆合电机2,铆合电机2的输出端固定安装有丝杆15,丝杆15的表面螺纹连接有两个与铆合台14滑动连接的铆合块16,铆合电机2通电后启动,铆合电机2带动丝杆15转动,丝杆15以自身中心线为分界线开设两个方向相反的螺纹,丝杆15表面的螺纹与两个铆合块16内壁的螺纹相互匹配,铆合块16受到与之形状大小相互匹配的铆合台14限位,所以两个铆合块16沿着丝杆15进行相对运动,两个铆合块16从车圈的两侧进行铆合加工。
25.检测机构8包括检测架81、两个车圈大小检测探头82和两个车圈平整度检测探头83,检测架81一侧的两端均固定安装有车圈平整度检测探头83,检测架81内侧的顶端固定安装有两个车圈大小检测探头82,检测架81的底端与加工机壳1固定连接,车圈大小检测探头82通电后启动,车圈大小检测探头82对车圈的大小进行实时检测,车圈平整度检测探头83通电后启动,车圈平整度检测探头83对车圈的平整度进行实时检测。
26.固定机构13包括固定架131、第一气缸132、第二气缸133和固定轮134,第一气缸132的活动端固定安装有固定架131,固定架131的顶端固定安装有第二气缸133,第二气缸
133的活动端安装有固定轮134,第一气缸132的一侧与加工机壳1相邻的一侧固定连接,第一气缸132上电磁阀打开,往第一气缸132内输入压缩空气,推动活塞在第一气缸132筒内做往复运动,第一气缸132进行伸缩运动,第一气缸132从一侧推动固定架131,使得固定架131位于车圈的一侧,第二气缸133上电磁阀打开,往第二气缸133内输入压缩空气,推动活塞在第二气缸133筒内做往复运动,第二气缸133进行伸缩运动,第二气缸133从固定轮134的顶部进行推动,使得固定轮134与车圈接触,工作人员将外接电机与固定轮134连接,外接电机带动固定轮134转动,固定轮134与车圈之间产生摩擦力,车圈沿着固定轮134发生转动。
27.传递机构12包括第一传递架121、传递导轨122、第二传递架123和传递电机124,第一传递架121与第二传递架123之间安装有传递导轨122,传递电机124的输出端与传递导轨122上的同步带传动连接,同步带与第二传递架123底部连接,第二传递架123上设有与第一盛纳架的横梁126相接触的拨叉125,在传递电机124及传递导轨122上同步带的带动下,第二传递架123沿着传递导轨122滑动,进而拨叉125带动横梁126使得第一盛纳架9向车圈方向进行位移,合格的车圈随着第一盛纳架9的移动依次落到第一盛纳架9上依次排列收纳,第一盛纳架9下方的移动轮可使其更加平稳的移动。
28.第一盛纳架9底端的四个边角和第二盛纳架10底端的四个边角均固定安装有移动轮19,第一盛纳架9上放置检测合格的车圈,第二盛纳架10上放置检测不合格的车圈。
29.加工机壳1上固定安装有位于第一安装座3内部的第一推动气缸4,第二安装座7的一侧固定安装有第二推动气缸6,第二推动气缸6的活动端固定安装有推动板5,加工机壳1内壁的底端固定安装有伺服电机17,伺服电机17的输出端固定安装有销轴转动杆18,伺服电机17通电启动,伺服电机17带动销轴转动杆18上放置的销轴转动,第一推动气缸4上电磁阀打开,往第一推动气缸4内输入压缩空气,推动活塞在第一推动气缸4筒内做往复运动,第一推动气缸4进行伸缩运动,第一推动气缸4从一侧推动加工机壳1上放置的车圈,第二推动气缸6上电磁阀打开,往第二推动气缸6内输入压缩空气,推动活塞在第二推动气缸6筒内做往复运动,第二推动气缸6进行伸缩运动,第二推动气缸6从一侧推动推动板5,推动板5从车圈顶部的一侧进行同步推动。
30.机械手20包括抓取台201、可调机械爪202、丝杠203、抓取电机204和滑块205,抓取台201顶端的一侧固定安装有抓取电机204,抓取电机204的输出端固定安装有丝杠203,丝杠203的中部螺纹连接有与可调机械爪202连接的丝杠套206,可调机械爪202下方设置有滑块205,抓取台201的底端与加工机壳1相邻的一侧固定连接,抓取电机204通电后启动,抓取电机204带动丝杠203转动,丝杠套206内部的螺纹与丝杠203表面的螺纹相互匹配,丝杠套206带动可调机械爪202及其下方的滑块205在导轨上位移滑动,带动可调机械爪202对车圈进行抓取。
31.本技术实施例在使用时:工作人员将待加工的车圈放置在加工机壳1上,第一推动气缸4上电磁阀打开,往第一推动气缸4内输入压缩空气,推动活塞在第一推动气缸4筒内做往复运动,第一推动气缸4进行伸缩运动,第一推动气缸4从一侧推动加工机壳1上放置的车圈,第二推动气缸6上电磁阀打开,往第二推动气缸6内输入压缩空气,推动活塞在第二推动气缸6筒内做往复运动,第二推动气缸6进行伸缩运动,第二推动气缸6从一侧推动推动板5,推动板5从车圈顶部的一侧进行同步推动,抓取电机204通电后启动,抓取电机204带动丝杠203转动,丝杠203表面的螺纹与丝杠套206内壁的螺纹相互匹配,丝杠套206带动可调机械
爪202及其下方的滑块205在导轨上位移滑动,带动可调机械爪202对车圈进行抓取。将车圈放置在铆合台14上,铆合电机2通电后启动,铆合电机2带动丝杆15转动,丝杆15以自身中心线为分界线开设两个方向相反的螺纹,丝杆15表面的螺纹与两个铆合块16内壁的螺纹相互匹配,铆合块16受到与之形状大小相互匹配的铆合台14限位,所以两个铆合块16沿着丝杆15进行相对运动,两个铆合块16从车圈的两侧进行铆合加工,铆合后的车圈经过流转轨道11输送,第一气缸132上电磁阀打开,往第一气缸132内输入压缩空气,推动活塞在第一气缸132筒内做往复运动,第一气缸132进行伸缩运动,第一气缸132从一侧推动固定架131,使得固定架131位于车圈的一侧,第二气缸133上电磁阀打开,往第二气缸133内输入压缩空气,推动活塞在第二气缸133筒内做往复运动,第二气缸133进行伸缩运动,第二气缸133从固定轮134的顶部进行推动,使得固定轮134与车圈接触,工作人员将外接电机与固定轮134连接,外接电机带动固定轮134转动,固定轮134与车圈之间产生摩擦力,车圈沿着固定轮134发生转动,车圈大小检测探头82通电后启动,车圈大小检测探头82对车圈的大小进行实时检测,在车圈沿着固定轮134转动时,车圈大小检测探头82通过光电感应对车圈进行光幕识别,预先设定车圈大小检测探头82光幕识别的标准范围,当车圈阻挡的光线过多时则证明其车圈半径过大,当车圈阻挡的光线过少时则证明其车圈半径过小,当完全没有识别到光线遮挡时,则证明车圈可能太小或者太大已经超出了探头的识别范围,则该车圈直接被默认为是次品;车圈平整度检测探头83对车圈的平整度进行实时检测,预先设定车圈平整度检测探头83到车圈表面距离的标准值,当车圈平整度检测探头83通电后启动,车圈平整度检测探头83对车圈的平整度进行实时检测,在车圈沿着固定轮134转动时,车圈平整度检测探头83通过光电感应对车圈进行识别,探头识别到与车圈的距离过长时则证明其车圈相应部位有凹陷,当探头识别到与车圈的距离过短时,则证明该车圈相应部位有凸起,探头通过识别到这些凹陷或者凸起则证明该车圈是次品,第一盛纳架9上放置检测合格的车圈,第二盛纳架10上放置检测不合格的车圈。
32.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
