一种全自动化窑炉sic辊棒检测装置
【技术领域】
1.本实用新型涉及辊棒检测领域,特别涉及一种全自动化窑炉sic辊棒检测装置。
背景技术:
2.锂离子电池材料气氛保护辊道窑工况复杂,烧成温度高,产品单重大,窑内空间小,要求传动系统承重强度好、故障率低、匣钵走位偏差小,因此对辊棒的两项质量指标,载荷强度及直线度要求很高。sic辊棒具有高强度和耐磨性能好、抗氧化性和热稳定性高、热膨胀系数小、热导率高、化学稳定性好等优点,在气氛保护辊道窑中得到广泛应用。
3.但是由于sic辊棒制作工艺复杂,在制作烧成过程中会出现微变形,影响其直线度,一旦直线度偏差过大,就会导致匣钵走偏,卡在窑内无法出来,故而需要对辊棒进行直线度检测,现有检测装置在检测辊棒的过程中非常容易出现辊棒夹持过程中被夹断的问题,导致需要更换辊棒,由于辊棒成本较高,导致厂家在检测中需要浪费一定成本,增加生产成本。另一方面,辊棒在检测过程中需要人为将其搬运至检测装置上进行固定夹紧,夹持过程中容易出现误差,导致后续检测结果精度不高,且检测完成后需要人为将其脱离检测装置,费时费力,且效率低下。
技术实现要素:
4.本实用新型的旨在解决上述问题而提供一种全自动化窑炉sic辊棒检测装置,解决现有检测装置检测精度不高,辊棒在夹持过程中易断开,增加生产成本的问题。
5.为达此目的,本实用新型采用以下技术方案:
6.一种全自动化窑炉sic辊棒检测装置,包括机架,所述机架的一端可滑动地设有第一检测装置,所述机架的另一端设有第二检测装置,所述第一检测装置和所述第二检测装置间设有两移送装置,辊棒设于所述第一检测装置和所述第二检测装置之间,且所述第一检测装置和所述第二检测装置的一侧均设有顶升装置,用于抬升辊棒;
7.所述第一检测装置包括第一基板,所述第一基板上设有第一立板,所述第一立板靠近所述辊棒的一侧设有第一夹紧轴,所述第一夹紧轴上套设有第一弹性件,所述第一夹紧轴插入所述辊棒的一端中,所述第一弹性件的两端分别与所述第一夹紧轴和所述辊棒相抵,所述第一立板的另一侧设有转动电机,所述转动电机的输出端与所述第一夹紧轴连接;
8.所述第二检测装置包括第二立板,所述第二立板靠近所述辊棒的一侧设有第二夹紧轴,所述第二夹紧轴上套设有第二弹性件,所述第二夹紧轴插入所述辊棒的另一端中,所述第二弹性件的两端分别与所述第一夹紧轴和所述辊棒相抵。
9.优选的,所述顶升装置包括顶升气缸、连接臂和夹持辊轮,所述顶升气缸的顶部设有所述连接臂,所述连接臂靠近所述辊棒的一端设有多个所述夹持辊轮,辊棒设于两所述夹持辊轮中,随所述顶升气缸在竖直方向抬升。
10.优选的,所述移送装置包括安装板、摇臂和放置架,所述安装板设于所述机架上,所述摇臂设于所述安装板靠近所述辊棒端部的一侧,所述摇臂可相对所述安装板进行晃
动,所述摇臂的顶部连接有所述放置架,所述放置架用于放置运输所述辊棒。
11.优选的,还包括距离传感器,所述距离传感器设于所述机架的顶部,且所述距离传感器位于所述辊棒的正上方。
12.优选的,还包括入料托辊架和出料托辊架,所述入料托辊架和所述出料托辊架分别设于所述机架的两侧,将所述辊棒放置于所述入料托辊架上,所述移送装置将所述辊棒移送至指定位置,所述顶升装置将所述辊棒进行抬升,抬升至指定位置后所述第一检测装置和所述第二检测装置对所述辊棒进行夹持检测。
13.优选的,还包括激光打码装置,所述激光打码装置设于所述辊棒靠近所述第二检测装置一端的上方,用于在所述辊棒上记录参数。
14.优选的,还包括导轨,所述导轨设于所述机架上,所述第一检测装置可滑动地套设于所述导轨上,根据所述辊棒的长度调节所述第一检测装置的位置。
15.本实用新型的贡献在于:本实用新型通过在第一检测装置和第二检测装置上安装第一弹性件和第二弹性件,在夹持辊棒的过程中能够为辊棒分担压力,避免辊棒断裂,起到了保护辊棒的作用,同时也避免了不必要的浪费,减小了辊棒测试时的损耗,通过顶升装置和移送装置代替了人工操作,能够提高检测精度,且全程无需人为操作,减小不必要的风险。
【附图说明】
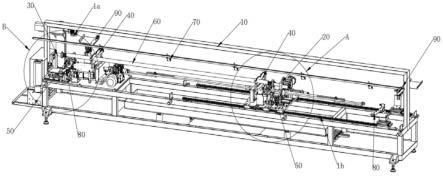
16.图1是本实用新型其中一个实施例的结构示意图;
17.图2是图1中a部的放大示意图;
18.图3是图1中b部的放大示意图;
19.图4是本实用新型检测装置的侧视图;
20.图5是本实用新型检测装置的左视图;
21.图6是本实用新型第一检测装置、移送装置和顶升装置的结构示意图;
22.图7是本实用新型第二检测装置、移送装置和顶升装置的结构示意图;
23.其中:机架10、第一检测装置20、第二检测装置30、移送装置40、顶升装置50、棍棒60、距离传感器70、入料托辊架80、出料托辊架90、激光打码装置1a、导轨1b;
24.第一基板21、第一立板22、第一夹紧轴23、第一弹性件24、转动电机25、第二立板31、第二夹紧轴32、第二弹性件33、安装板41、摇臂42、放置架43、顶升气缸51、连接臂52、夹持辊轮53。
【具体实施方式】
25.下列实施例是对本实用新型的进一步解释和补充,对本实用新型不构成任何限制。
26.如图1-7所示,一种全自动化窑炉sic辊棒检测装置,包括机架10,所述机架10的一端可滑动地设有第一检测装置20,所述机架10的另一端设有第二检测装置30,所述第一检测装置20和所述第二检测装置30间设有两移送装置40,辊棒60设于所述第一检测装置20和所述第二检测装置30之间,且所述第一检测装置20和所述第二检测装置30的一侧均设有顶升装置50,用于抬升辊棒60;
27.所述第一检测装置20包括第一基板21,所述第一基板21上设有第一立板22,所述第一立板22靠近所述辊棒60的一侧设有第一夹紧轴23,所述第一夹紧轴23上套设有第一弹性件24,所述第一夹紧轴23插入所述辊棒60的一端中,所述第一弹性件24的两端分别与所述第一夹紧轴23和所述辊棒60相抵,所述第一立板22的另一侧设有转动电机25,所述转动电机25的输出端与所述第一夹紧轴23连接;
28.所述第二检测装置30包括第二立板31,所述第二立板31靠近所述辊棒60的一侧设有第二夹紧轴32,所述第二夹紧轴32上套设有第二弹性件33,所述第二夹紧轴32插入所述辊棒60的另一端中,所述第二弹性件33的两端分别与所述第一夹紧轴23和所述辊棒60相抵。
29.如图1-3所示,全自动化窑炉sic辊棒检测装置是用来检测辊棒60的直线度的,检测辊棒60是否有弯曲的情况,具体的,当sic辊棒60制作烧成好后,将sic辊棒60放在机架10一侧的入料托辊架80上,此时移动装置通过摇臂42向入料托辊架80方向转动,并将辊棒60转接至放置架43上,放置架43上设有凹槽位,能够容纳辊棒60(后续提到的辊棒60均值sic辊棒60),放置架43再通过摇臂42转动至指定位置(一般是竖直方向位置,此时辊棒60处于放置架43上最高点,正好在距离传感器70的正下方),此时顶升装置50开始工作,顶升装置50在顶升气缸51的驱动下带动连接臂52向上运动,连接臂52上的夹持辊轮53也随着连接臂52向上运动,直至放置架43凹槽中的辊棒60落入两夹持辊轮53之间(夹持辊轮53的位置也是事先通过控制程序计算好的,其抬升中能够正好将辊棒60夹持在两夹持辊轮53之间),顶升气缸51继续带动夹持辊轮53向上运动,直至设定好的指定位置处,此时第一检测装置20和第二检测装置30开始工作,具体的,第一检测装置20的第一夹紧轴23插入中空结构辊棒60的一端中(第一夹紧轴23是在一推送机构的带动下插入辊棒60中的),直至第一夹紧轴23上套设的第一弹性件24的一端与辊棒60的一端相抵,此时第一弹性件24处于压缩状态,能够为辊棒60分担部分来自第一夹紧轴23上的压力,同样的,第二检测装置30中的第二夹紧轴32也在推送机构的带动下插入中空辊棒60的另一端中,直至第二弹性件33与辊棒60的另一端相抵,同时卸去了一部分来自第二夹紧轴32的压力,通过第一弹性件24和第二弹性件33的配合,使得辊棒60收到来自第一夹紧轴23和第二夹紧轴32的压力减小,避免辊棒60在检测过程中断裂(sic辊棒60的制作工艺复杂,成本较高,以往检测经常直线度的过程中经常容易出现辊棒60的断裂情况,导致成本增加),当第一夹紧轴23和第二夹紧将辊棒60夹住后,顶升装置50向下运动离开辊棒60回到原先位置,第一立板22一侧的转动电机25开始启动,转动电机25能够带动第一夹紧轴23转动,从而带动辊棒60的转动,第二夹紧轴32会跟随辊棒60和第一夹紧轴23转动,在辊棒60的转动过程中,辊棒60上方的多个距离传感器70不断测量传感器到辊棒60的距离有没有变化(360
°
无死角检测),从而能够测量出辊棒60的直线度是否符合使用标准。
30.当辊棒60直线度检测完成后,第一夹紧轴23和第二夹紧轴32退出辊棒60,顶升装置50带着棍棒60下降至原先位置,移送装置40的放置架43通过摇臂42转动将该检测好的棍棒60移送至另一组相邻的夹持辊轮53上(夹持辊轮53总共两组,总共是四个夹持辊轮53,其中相邻两个夹持辊轮53能够夹持一个棍棒60),在移送此棍棒60的同时,也将入料托辊架80上的待检测棍棒60移送至第一组的夹持辊轮53上进行直线度检测,其检测方式和第一根棍棒60的检测方式一致,这里就不再赘述,移送至第二组夹持辊轮53上的棍棒60上方设有激
光打码装置1a,激光打码装置1a会对已检测的棍棒60进行激光打码,将信息记录于棍棒60上,具体的,距离传感器70检测所得的数据会全部传送至控制器中进行分析,并将分析所得的结构参数回传给激光打码装置1a,激光打码装置1a在辊棒60的一端进行激光打码,从而将此根辊棒60的信息记录于辊棒60上,便于后续人员进行查看。当第一根棍棒60激光打码好后,第二根在检测的棍棒60也完成了直线度的检测,此时移送装置40的放置架43再进行顺时针转动,将已打码好的棍棒60送至出料托辊架90上,同时将第二根检测好的棍棒60送至第二组的夹持辊轮53上,放置架43再继续转动,将第三根需要检测的棍棒60从入料托辊架80上运送至待检测的位置,如此反复循环对生产的棍棒60进行检测。
31.本实用新型通过在第一检测装置20和第二检测装置30上安装第一弹性件24和第二弹性件33,在夹持辊棒60的过程中能够为辊棒60分担压力,避免辊棒60断裂,起到了保护辊棒60的作用,同时也避免了不必要的浪费,减小了辊棒60测试时的损耗,通过顶升装置50和移送装置40代替了人工操作,能够提高检测精度,且全程无需人为操作,减小不必要的风险。
32.更进一步的说明,所述顶升装置50包括顶升气缸51、连接臂52和夹持辊轮53,所述顶升气缸51的顶部设有所述连接臂52,所述连接臂52靠近所述辊棒60的一端设有多个所述夹持辊轮53,辊棒60设于两所述夹持辊轮53中,随所述顶升气缸51在竖直方向抬升。
33.顶升装置50用于对辊棒60进行抬升和运输,顶升装置50能够代替人为对辊棒60的搬运,能够避免一些不必要的误差。
34.更进一步的说明,所述移送装置40包括安装板41、摇臂42和放置架43,所述安装板41设于所述机架10上,所述摇臂42设于所述安装板41靠近所述辊棒60端部的一侧,所述摇臂42可相对所述安装板41进行晃动,所述摇臂42的顶部连接有所述放置架43,所述放置架43用于放置运输所述辊棒60。
35.移送装置40用于将辊棒60从入料托辊架80运输至顶升装置50,当辊棒60检测完成后,再将辊棒60运送至出料托辊架90上便于人员拾取,起到了一个搬运辊棒60的作用。
36.更进一步的说明,还包括距离传感器70,所述距离传感器70设于所述机架10的顶部,且所述距离传感器70位于所述辊棒60的正上方。
37.更进一步的说明,还包括入料托辊架80和出料托辊架90,所述入料托辊架80和所述出料托辊架90分别设于所述机架10的两侧,将所述辊棒60放置于所述入料托辊架80上,所述移送装置40将所述辊棒60移送至指定位置,所述顶升装置50将所述辊棒60进行抬升,抬升至指定位置后所述第一检测装置20和所述第二检测装置30对所述辊棒60进行夹持检测。
38.更进一步的说明,还包括激光打码装置1a,所述激光打码装置1a设于所述辊棒60靠近所述第二检测装置30一端的上方,用于在所述辊棒60上记录参数。
39.更进一步的说明,还包括导轨1b,所述导轨1b设于所述机架10上,所述第一检测装置20可滑动地套设于所述导轨1b上,根据所述辊棒60的长度调节所述第一检测装置20的位置。
40.导轨1b设置在机架10上,第一检测装置20能够在导轨1b上移动,可以根据辊棒60的长度进行调节,从而能够对不同长度的辊棒60进行检测,增加了检测装置的适用性。
41.尽管通过以上实施例对本实用新型进行了揭示,但本实用新型的保护范围并不局
限于此,在不偏离本实用新型构思的条件下,对以上各构件所做的变形、替换等均将落入本实用新型的权利要求范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。