1.本发明涉及一种模头。
背景技术:
2.在片材上施以条纹涂装时,多采用以卷对卷方式进行的模涂(die coat)。在模涂中,涂布液从通常沿与片材行进方向正交的方向配置的模头中排出。模头的前端部设有多个排出涂布液的开口部,以便能进行所希望的条纹涂装(例如,参考专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本专利特开2001-29861号公报
6.技术课题
7.由模头的前端部划分出相对于行进的片材的上游侧空间和下游侧空间,在这两个空间之间会产生压力差。在进行涂布液从排列成一排的多个开口部中排出的条纹涂装的情况下,非涂布部施有负压,根据片材的进给速度、模头的前端部与片材之间的间隙等条件,这还会成为模头的前端部吸引片材靠近的原因。由于这种作用,被传送的片材的平整性降低,进而还出现过导致涂布厚度参差不齐的情况。
8.本发明是为解决这样的问题而做的,提供一种实现高速且均匀的条纹涂装的模头。
技术实现要素:
9.本发明的一个方面中的模头包括:开口部,其沿一个方向设有多个,排出涂布液;以及槽部,其设于相邻的两个开口部之间,连通沿一个方向划分出的一侧空间和另一侧空间。根据这样构成的模头,能够在非涂布部中,在一侧空间与另一侧空间之间确保更多通气,故能够抑制负压的产生。
10.由本发明可以提供一种实现高速且均匀的条纹涂装的模头。
附图说明
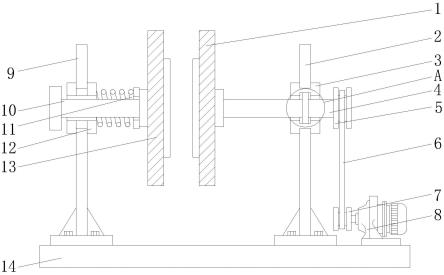
11.图1是表示使用本实施方式所涉及的模头的涂布工序的情形的立体图。
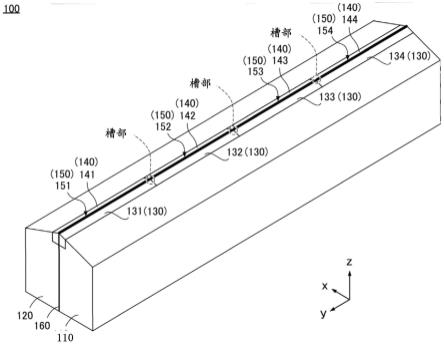
12.图2是组装状态下模头的立体图。
13.图3是分开地表示模头的一部分要素的立体图。
14.图4是表示开口模块和固定块体的关系的立体图。
15.图5是构成开口模块的块体的立体图。
16.图6是槽部的放大图。
17.图7是开口部截面图以及槽部截面图。
18.图8是另一实施方式中模头的立体图以及局部放大图。
19.图9是又一实施方式中模头的立体图以及局部放大图。
20.主要元件符号说明
21.模头100
22.第一固定板块110
23.第二固定板块120
24.供给口121
25.集流腔122
26.安装座123
27.第一开口模块130
28.第一块体131
29.肋部131a
30.切口131c
31.第二块体132
32.肋部132a
33.切口132b
34.第三块体133
35.第四块体134
36.第二开口模块140
37.第一块体141
38.肋部141a
39.切口141c
40.第二块体142
41.肋部142a
42.切口142b
43.切口142c
44.内壁面142d
45.第三块体143
46.第四块体144
47.开口部150
48.第一开口部151
49.第二开口部152
50.第三开口部153
51.第四开口部154
52.垫片160
53.基部161
54.梳状部162
55.切口162a
56.模头200
57.第一固定块体210
58.肋部211a
59.切口211b
60.第二固定块体220
61.肋部221a
62.切口221b
63.模头300
64.第一固定块体310
65.第二固定块体320
66.第一开口模块330
67.第一块体331
68.第二块体332
69.第三块体333
70.第二开口模块340
71.第一块体341
72.第二块体342
73.第三块体343
74.一层用开口部350a
75.一层用第二开口部352a
76.一层用第三开口部353a
77.二层用开口部350b
78.二层用第二开口部352b
79.二层用第三开口部353b
80.第一垫片360
81.梳状部362
82.第二垫片370
83.梳状部372
84.第三开口模块380
85.第一块体381
86.第二块体382
87.第三块体383
88.第一块体381
89.第三固定块体390
90.传送辊410
91.管420
92.电极片500
93.电极层510
具体实施方式
94.参考附图对本发明的实施方式进行说明。另外,在各图中,标有相同符号的构件具有相同或者类似的结构。此外,在各图中,当存在多个具有相同或者类似结构的构造物时,
为避免复杂化,有时为部分构件标上符号,而省略为其他构件标上相同的符号。此外,并非实施方式中说明的全部结构作为解决问题的技术手段都是必不可少的。
95.图1是表示使用本实施方式的第一实施例所涉及的模头100的涂布工序的情形的立体图。在本实施方式中,将制造锂离子电池的电极片材的一道工序,即在电极片500上条纹状地形成电极层510的涂布工序作为一个实施例加以说明。在此,电极片500是涂装对象即待涂布材料,用于形成电极层510的浆状电极材料是从模头100排出的涂布液。涂装装置包括向一个方向送出电极片500的传送辊410和设置在传送辊410附近与电极片500的传送方向(白色空心箭头的方向)正交的模头100。
96.模头100是排出涂布液的排出工具。模头100上连接有管420。管420受到泵带来的输送压力,从未图示的储存罐向模头100供给涂布液。传送辊410的旋转速度、泵的输送压力由未图示的控制部控制,以形成预期的电极层。
97.模头100在电极片500的涂布区域中沿与传送方向正交的宽度方向具有一排四个开口部,涂布液分别从各个开口部排出。排出的涂布液在电极片500上分别以一定的高度(涂布厚度)形成电极层510。电极层510经由此后的干燥工序固化。
98.另外,如图所示规定了x轴、y轴及z轴。即,电极片500的传送方向为x轴方向,电极片500的宽度方向为y轴方向,垂直于电极片500的涂布面的方向为z轴方向。在随后的附图中,通过一并标注以模头100如图1所示的设置状态为基准的同样的坐标轴,来表示各附图表现的构造物的取向。此外,在本实施方式中,为了简化附图,图示中省略了将构造物相互紧固的紧固构造。实际上,模头100具有螺栓、螺母、内螺纹孔、沉头孔等作为紧固构造。
99.图2是组装状态下模头100的立体图。模头100主要由第一固定块体110、第二固定块体120、第一开口模块130、第二开口模块140、垫片160构成。
100.第一固定块体110和第二固定块120体是金属块体,其纵向比电极片500的涂布区域更宽,总体上接近长方体。第一开口模块130是沿第一固定块体110及第二固定块体120的纵向(y轴方向)排列的第一块体131、第二块体132、第三块体133、第四块体134的集合体。第二开口模块140同样是沿第一固定块体110及第二固定块体120的纵向排列的第一块体141、第二块体142、第三块体143、第四块体144的集合体。
101.第一开口模块130及第二开口模块140通过沿纵向相互相对地组在一起,作为形成开口部150的至少一部分内壁面的开口单元发挥作用。第一固定块体110及第二固定块体120作为夹住并固定开口单元及垫片160的固定单元发挥作用。
102.这样,当第一固定块体110、第二固定块体120、第一开口模块130、第二开口模块140、垫片160集成为一体时,就形成了四个排出涂布液即电极材料的开口部150。具体而言,在x轴方向上相对配置的第一开口模块130的第一块体131和第二开口模块140的第一块体141之间形成第一开口部151,同样,在第二块体132和第二块体142之间形成第二开口部152,在第三块体133和第三块体143之间形成第三开口部153,在第四块体134和第四块体144之间形成第二开口部154。第一开口部151、第二开口部152、第三开口部153、第四开口部154沿y轴方向形成为一排。
103.分别在x轴方向上相对配置的第一块体131和第一块体141的组与第二块体132和第二块体142的组在y轴方向上邻接,其边界部设有槽部。同样,第二块体132和第二块体142的组与第三块体133和第三块体143的组的边界部、第三块体133和第三块体143的组与第四
块体134和第四块体144的组的边界部也设有槽部。槽部的具体结构及其功能将在后面详细介绍。
104.图3是分开地表示模头100的一部分要素的立体图。垫片160是金属薄板,通过夹在固定第一块体131至第四块体134的第一固定块体110与固定第一块体141至第四块体144的第二固定块体120之间,形成涂布液通过的流道。
105.垫片160具有沿纵向即y轴方向延伸的基部161和从基部161向开口单元侧延伸的五个梳状部162。即,由基部161和相邻的两个梳状部162围成的u字状空间成为涂布液通过的流道。各梳状部162配置为:在第一块体131和第一块体141的组、第二块体132和第二块体142的组、第三块体133和第三块体143的组、第四块体134和第四块体144的组中,分别夹于y轴方向的两端部。
106.因此,第一开口部151由第一块体131、第一块体141以及相邻的两个梳状部162的前端部形成。同样,第二开口部152由第二块体132、第二块体142以及相邻的两个梳状部162的前端部形成,第三开口部153由第三块体133、第三块体143以及相邻的两个梳状部162的前端部形成,第四开口部154由第四块体134、第四块体144以及相邻的两个梳状部162的前端部形成。如图所示,相邻的梳状部162之间的间距分别为ld1、ld2、ld3、ld4,这些间距分别是第一开口部151、第二开口部152、第三开口部153、第四开口部154的开口宽度。
107.第二固定块体120具有供给口121和集流腔122,集流腔与供给口121连通并沿纵向挖空成半圆柱状。供给口121与上述管420连接,从供给口121向集流腔122供给涂布液。涂布液暂时储存在集流腔122中,然后通过垫片160中被包围成u字形的任一流道,从第一开口部151、第二开口部152、第三开口部153、第四开口部154中的任一者排出。
108.图4是表示开口模块和固定块体的关系的立体图。特别是表示第二开口模块140和第二固定块体120的关系的立体图。如前所述,第二开口模块140是沿y轴方向排列的第一块体141、第二块体142、第三块体143、第四块体134的集合体。第二固定块体120沿纵向具有安装座123,第二开口模块140安装并固定于安装座123。第一固定块体110也具有同样的安装座,第一开口模块130安装并固定于该安装座。
109.构成第一开口模块130的第一块体131、第二块体132、第三块体133、第四块体134、构成第二开口模块140的第一块体141、第二块体142、第三块体143、第四块体134分别使用比第一固定块体110及第二固定块体更硬质的材料。例如,作为开口模块的各块体的材料可以采用硬质合金,作为固定块体的材料可以采用不锈钢。这样,通过用开口模块形成开口部,与主体部即固定块体分开,在此基础上让开口模块为硬质材料,在用于均匀涂布涂布液的开口部中实现了对边缘精度的保障和高耐磨性。另一方面,通过用不锈钢等形成占据模头100大部分体积的固定块体,可以降低成本。
110.此外,在本实施例中,第一开口模块130和第二开口模块140分别由分割开的四个块体构成。通过这样构成,在流通高温涂布液时,即使固定块体的材料和开口模块的材料的热膨胀系数不同,也能够抑制开口部的位置精度的降低。例如,如果开口模块由一个长条块体形成并固定于固定块体,开口模块可能会发生翘曲或局部应力集中。但是,只要将其分割成多个块体,在边界部设置考虑了热膨胀的间隙,就可以抑制翘曲、释放应力,从而即使温度发生变化,开口部的位置也很稳定。
111.此外,如后所述,要在开口模块中形成槽部,若将开口模块分割成多个块体,则形
成槽部的加工就很容易。另外,开口模块是否由多个块体构成可以取决于是否以应考虑热膨胀的方式利用模头、纵向长度是否长到难以加工的程度等。此外,要分割的情况下分割数最好根据要形成的条状电极层510的条数来确定。即,最好分割为一个块体形成整数个开口部。换言之,一个开口部形成为跨越多个纵向相连的块体并不理想。在本实施例的情况下,各块体分别形成有1个开口部。即,第一开口模块130及第二开口模块140分别由分割于相互邻接的两个开口部之间(第一开口部151与第二开口部152之间、第二开口部152与第三开口部153之间、第三开口部153与第四开口部154之间)的四个块体构成。
112.图5是构成开口模块的块体的立体图。特别地,以第二开口模块140的第二块体142为代表进行说明。第二块体142虽然整体上是近似长方体的形状,但在形成开口部的棱线部分设有向待涂布材料的涂布面侧(z轴正方向)凸状地突出的肋部142a。而且,肋部142a在与第一块体141邻接侧的端部设有切口142b,在与第三块体143邻接侧的端部设有切口142c。与成组的第二块体132相对的内壁面142d的一部分构成第二开口部152的内壁面。
113.构成开口模块的其他块体具有同样的结构。但是,第一块体131、第一块体141、第四块体134、第四块体144在不与其他块体邻接的端部不设置切口。
114.图6是槽部的放大图。在此,将说明设置于第一块体131和第一块体141的组与第二块体132和第二块体142的组相互邻接的边界部分的槽部。垫片160夹在第一块体131和第一块体141之间、第二块体132和第二块体142之间,特别是在图中所示的边界部分,一个梳状部162被第一块体131和第一块体141、第二块体132和第二块体142一起夹住。
115.第一块体131的肋部131a在该边界部分的端部设有切口131c,第一块体141的肋部141a在该边界部分的端部设有切口141c。同样地,第二块体132的肋部132a在该边界部分的端部设有切口132b,第二块体142的肋部142a在该边界部分的端部设有切口142b。此外,与这些肋部的切口相配合,在垫片160的梳状部162设有凹形的切口162a。
116.这样,由切口131c、141c、132b、142b、162a在第一块体131和第一块体141的组与第二块体132和第二块体142的组相互邻接的边界部分形成从x轴方向观察时呈凹形的槽部。第二块体132和第二块体142的组与第三块体133和第三块体143的组相互邻接的边界部分、第三块体133和第三块体143和组与第四块体134和第四块体144的组相互邻接的边界部分也同样形成呈凹形的槽部。
117.另外,在本实施例中,从x轴方向观察,槽部的形状虽然为凹形,但角部当然也可以有圆角r或者施以倒角,也可以采用u字形或其他形状。此外,在本实施例中,相邻肋部的端部虽然分别设有切口,但也可以只在其中一个肋部的端部设置切口。例如,可以在第一块体131、141侧的肋部131a、141a分别设置切口131c、141c,而不在第二块体132、142侧的肋部132a、142a设置切口132b、142b。此时,设置在梳状部162中的切口162a也形成为与切口131c、141c的形状一致即可。
118.图7是开口部截面图以及槽部截面图。具体而言,图7(a)是放大表示第二开口部152附近的一个截面的图,图7(b)是放大表示第一开口部151和第二开口部152之间的槽部的一个截面的图。两者都表示将涂布液即电极材料排出到电极片500上形成电极层510的情形。
119.如图7(a)所示,若模头100处于使用状态,则模头100的周边空间以向电极片500突出设置的肋部132a、142a为边界沿y轴方向划分出上游侧空间和下游侧空间。电极片500向
粗箭头所示的下游方向(x轴正方向)传送。从第二开口部152连续排出的电极材料一边填充肋部142a的前端和电极片500的表面之间的间隙,一边在下游方向形成电极层510。因此,在有电极材料排出的范围内,空气从上游侧空间向下游侧空间的移动受到阻碍。
120.如果空气的移动受到这样的阻碍,相对于行进的待涂布材料(片材),会在由模头的前端部划分出的上游侧空间和下游侧空间之间产生压力差。在现有技术中,当在待涂布材料上施以条纹涂装时,在非涂布部中模头的前端部与待涂布材料之间的间隙仅为涂布层的高度,对非涂布部施加了较大的负压。如果对非涂布部施加较大的负压,模头的前端部就会吸引片材靠近,被传送的片材的平整性降低,进而还出现过导致涂布厚度参差不齐的情况。
121.如上所述,本实施例中的模头100在非涂布部设有槽部。即,如图7(b)所示,通过切口132b、142b、162a等扩大了连通上游侧空间和下游侧空间的流道。由此,上游侧空间的空气更多地向下游侧空间流通,减小了上游侧空间与下游侧空间之间的气压差。由于可以抑制由此产生的负压,故可以保持片材的平整性,进而抑制涂层厚度的参差不齐。
122.在本实施例中,如图1所示,设有四个槽部。四个槽部的流道截面的截面积可以彼此相同也可以不同。例如,使相对于y轴方向即模头100的宽度方向设置在端侧的槽部的截面积与设置在中央侧的槽部的截面积不同。具体而言,当模头100的宽度相对较大、且上游侧空间与下游侧空间之间的压力差显著出现于中央侧时,可以让大致位于中央的第二开口部152与第三开口部153之间的槽部的截面积大于相邻槽部的截面积。此外,当较之中央侧的槽部更希望增加端部侧的槽部的空气流量时,增大第一开口部151与第二开口部152之间的槽部的截面积以及第三开口部153与第四开口部154之间的槽部的截面积即可。
123.下面,对本实施方式的其他实施例进行说明。图8是另一实施例中模头200的立体图以及局部放大图。模头200与模头100的不同之处在于开口单元和固定单元是集成为一体的。具体而言,第一固定块体210形成为将第一块体131至第四块体134纳入模头100的第一固定块体110中集成为一体的形状,第二固定块体220形成为将第一块体141至第四块体144纳入模头100的第二固定块体120中集成为一体的形状。垫片160与模头100采用的垫片160相同,夹在第一固定块体210与第二固定块体220之间,形成涂布液流通的流道。例如,在形成于第一固定块体210的棱线部的肋部211a、形成于第二固定块体220的棱线部的肋部221a以及垫片160的梳状部162的包围下形成开口部251。
124.此外,槽部由设置于肋部211a的切口211b、设置于肋部221a的切口221b、设置于垫片160的梳状部162的切口162a形成。模头200中,也在相邻的两个开口部之间设有槽部。根据模头200的结构,较之模头100,可以减少部件的数量。另外,第一固定块体210及第二固定块体220的材料可以根据使用目的来决定,例如采用不锈钢。
125.图9是又一实施方式中模头300的立体图以及局部放大图。模头300与用于单层涂装的模头100的不同之处在于其用于双层涂装。即,模头300是用于将第一涂布材料涂布在待涂布材料(片材)的涂布面上,并且将第二涂布剂重叠地涂布在第一涂布材料上的排出工具。
126.模头300主要由第一固定块体310、第二固定块体320、第三固定块体390、第一开口模块330、第二开口模块340、第三开口模块380、第一垫片360、第二垫片370构成。
127.第一固定块体310、第二固定块体320及第三固定块体390体的纵向比电极片500的
涂布区域更宽。第一固定块体310及第二固定块体320是总体上接近长方体的金属块,第三固定块体390是总体上接近三棱柱的金属块。与第一开口模块130一样,第一开口模块330是沿纵向排列的四个块体(例如第一块体331)的集合体。同样,第二开口模块340是沿纵向排列的四个块体(例如第一块体341)的集合体,第三开口模块380是沿纵向排列的四个块体(例如第一块体381)的集合体。
128.第一开口模块330及第三开口模块380通过沿纵向相互相对地组在一起,作为形成一层用开口部350a的至少一部分内壁面的开口单元发挥作用。第一固定块体310及第三固定块体390作为支撑、夹住并固定开口单元及第一垫片360的固定单元发挥作用。第二开口模块340及第三开口模块380通过沿纵向相互相对地组在一起,作为形成二层用开口部350b的至少一部分内壁面的开口单元发挥作用。第二固定块体320及第三固定块体390作为支撑、夹住并固定开口单元及第二垫片370的固定单元发挥作用。
129.这样,如果第一固定块体310、第二固定块体320、第三固定块体390、第一开口模块330、第二开口模块340、第三开口模块380、第一垫片360、第二垫片370集成为一体,则四个排出第一涂布液的一层用开口部350a、四个排出第二涂布液的二层用开口部350b分别沿y轴方向形成为一排。
130.槽部设置于相邻的两个一层用开口部350a、相邻的两个二层用开口350b各自之间。在此,对设置于一层用第二开口部352a与一层用第三开口部353a之间以及设置于二层用第二开口部352b与二层用第三开口部353b之间的槽部进行说明。
131.第一开口模块330的c构成沿x轴方向排列的一个组。同样,第一开口模块330的第三块体333、第二开口模块340的第三块体343、第三开口模块380的第三块体383构成沿x轴方向排列的一个组。这些组沿y轴方向相互邻接。构成各组的各块体设有向待涂布材料的涂布面侧(z轴正方向)凸状地突出的肋部。由这些肋部和第一垫片360的梳状部362、第二垫片370的梳状部372形成一层用第二开口部352a、一层用第三开口部353a、二层用第二开口部352b、二层用第三开口部353b。
132.沿y轴方向相邻的两个肋部在边界部分分别设有切口。此外,第一垫片360的梳状部362、第二垫片370的梳状部372设有与这些肋部的切口相配合的凹形的切口162a。由这些切口在第二块体332、第二块体342、第二块体382的组与第三块体333、第三块体343、第三块体383的组相互邻接的边界部分形成从x轴方向观察时呈凹形的槽部。模头300沿y轴方向具有三个这样的槽部。根据模头300的结构,即使待涂布材料上施以双层条纹涂装时,也可以减小上游侧空间与下游侧空间之间的气压差。
133.以上,虽通过几个实施例对本实施方式进行了说明,但沿y轴方向设置的开口部的数量并不限于四个。可以设置与条纹涂装的条数相对应的开口部。此时,可以不必在所有沿纵向设置的开口部与开口部之间都设置槽部,槽部的数量、截面积的大小可以根据涂布条件、估计会产生的负压等条件来适当确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。