电弧闪光防护材料
发明领域
1.发明涉及防护纺织品。更具体地,本发明涉及轻质纺织品,其提供保护以防止电弧闪光和类似类型的施加能量。
2.背景
3.为了减少伤害,在危险环境中工作的专业人员需要防护服,在这些环境中可能会短时暴露于电弧闪光,例如公用事业维修。处于这些条件下的工人的防护装备应提供某种增强的保护,以使穿戴者能够快速安全地摆脱危害,而不是修复危害。
4.传统上,耐电弧防护服提供防火和防热保护。这样的服装已经被制造成套装的最外层包含不可燃、不熔融织物,该不可燃、不熔融织物例如由以下制备:芳族聚酰胺,聚苯并咪唑(pbi),聚对亚苯基-2,6-苯并二噁唑(pbo),变性聚丙烯腈混合物,聚胺,碳,聚丙烯腈(pan)及其混合物和组合。这些纤维可能固有地具有阻燃性,但是可能有一些局限性。具体地,为了获得所需的保护水平,需要相对较重的膨松织物。通常,这些织物的基本重量可能超过400克/米2。用于形成这些织物的纤维可能非常昂贵,难以染色和印刷,并且可能没有足够的耐磨性。另外,与基于尼龙或聚酯的织物相比,这些纤维吸收更多的水并提供不令人满意的触感舒适性。为了在偶尔出现电弧闪光的环境中获得最佳的用户性能,需要一种轻质、透气、防水且具有增强的灼伤保护功能的服装。防水、防电弧闪光的防护服的成本一直是大量危险暴露应用的重要考虑因素,从而排除了使用典型的,固有阻燃的纺织品,例如在消防界使用的那些纺织品。
技术实现要素:
5.一方面,提供了一种提供隔热的层压结构,该层压结构包括:
6.具有外表面和内表面的外纺织品层,
7.热反应性材料;
8.具有外表面和内表面的中间层,其中所述中间层位于与所述外纺织品层相反的热反应性材料上,使得所述热反应性材料被夹在所述外纺织品层的内表面和所述中间层的外表面之间,其中热反应性材料将中间层粘结到外纺织品层上;
9.阻燃粘合剂材料;和
10.具有外表面和内表面的内层,其中所述内层位于与所述中间层相反的所述阻燃粘合剂材料上,使得所述阻燃粘合剂材料被夹在所述中间层的内表面和所述内层的外表面之间,其中所述阻燃粘合剂材料将内层粘结到中间层,
11.其中,所述阻燃粘合剂材料以一种图案定位以形成多个袋,每个袋由(a)中间层、(b)内层和(c)一部分阻燃粘合剂材料限定。
12.外纺织品层可以是针织的,梭织的或无纺的。
13.外纺织品层可以是可熔的。外纺织品层的熔点可以低于中间层的熔点。外纺织品层的熔点可以低于内层的熔点。如本文所用,“可熔化的”材料是当根据下文所述的熔融和热稳定性测试进行测试时可熔融的材料。
14.外纺织品层可以是易燃的或不易燃的。如本文所用,“易燃的”材料是当根据下文所述的纺织品垂直火焰测试(vertical flame test for textiles)进行测试以确定其是易燃或不易燃时易燃的材料。
15.外纺织品层可以是可熔化的不易燃纺织品,例如次膦酸酯改性的聚酯(例如由德国哈特斯海姆的特雷维拉公司(trevira gmbh)以商品名cs出售和由美国新泽西州塞考克斯玫瑰品牌(rose brand of secaucus)以商品名fr出售的材料)。
16.外纺织品层可包含相对少量的阻燃纤维、不可熔纤维和/或抗静电纤维。如果存在,则存在阻燃纤维、不可熔纤维和/或抗静电纤维使得当根据下文所述的熔融和热稳定性测试进行测试时,外纺织品仍然是可熔化的纺织品。
17.外纺织品层可包含一定量的可熔纤维,其量为50重量%至100重量%的可熔纤维。外纺织品层可包含的可熔纤维的量在75重量%至100重量%的范围内。外纺织品层可包含的可熔纤维的量在90重量%至100重量%的范围内。外纺织品层可包含的可熔纤维的量在95重量%至99重量%的范围内。其余的纤维可以是抗静电纤维,可熔化的弹性纤维,不可熔化的弹性纤维或它们的组合。例如,当外纺织品层包含的可熔纤维的量在95重量%至99重量%的范围内时,抗静电纤维和/或弹性纤维的含量可以在1重量%至5重量%的范围内。所有重量百分比均基于外纺织品层的总重量。
18.可熔纺织品通常不用于耐电弧层压件,因为掌控耐电弧服的测试的标准要求该织物或层压件具有阻燃性,从而有资格进行耐电弧试验(astm1959)。令人惊讶的是,包括可熔化的外纺织品层的层压结构可用于提供针对电弧闪光现象的保护。
19.外纺织品层的重量可以小于或等于约250克/平方米(“gsm”)。外纺织品层可以具有30gsm至250gsm的重量,或40gsm至200gsm的重量,或40gsm至175gsm的重量,或50gsm至175gsm的重量,或约50gsm的重量,或50gsm至172gsm的重量,或约76gsm的重量,或50gsm至170gsm的重量,或约105gsm的重量,或100gsm至180gsm的重量,或约172gsm的重量。
20.外纺织品层可以包含聚酯纤维,聚酰胺纤维,聚烯烃纤维,聚苯硫醚纤维或它们的组合。合适的聚酯可包括例如聚对苯二甲酸乙二醇酯,聚对苯二甲酸丙二醇酯,聚对苯二甲酸丁二醇酯或其组合。合适的聚酰胺可包括例如尼龙6、尼龙6,6或其组合。合适的聚烯烃可包括例如聚乙烯、聚丙烯或它们的组合。
21.热反应性材料可以位于外纺织品层和中间层之间。
22.所述热反应性材料可以作为连续层的形式施加。热反应性材料可以以不连续层的形式施加。可以不连续地施加热反应性材料以形成具有小于100%的表面覆盖率的热反应性材料层。可以以不连续形式的图案施加热反应性材料。可以以点图案,网格图案,线图案,波浪图案或任何其他图案或它们的组合来施加热反应性材料。
23.热反应性材料可以包括可膨胀石墨。热反应性材料可以包括聚合物树脂。热反应性材料可以包括可膨胀石墨和聚合物树脂的混合物。
24.当加热至约240℃时,在本文所述的tma膨胀测试中,可膨胀石墨可以膨胀至少约400微米。当加热至约240℃时,在本文所述的tma膨胀测试中,可膨胀石墨可以膨胀至少约500微米。当加热至约240℃时,在本文所述的tma膨胀测试中,可膨胀石墨可以膨胀至少约600微米。当加热至约240℃时,在本文所述的tma膨胀测试中,可膨胀石墨可以膨胀至少约
700微米。当加热至约240℃时,在本文所述的tma膨胀测试中,可膨胀石墨可以膨胀至少约800微米。当加热至约280℃时,在本文所述的tma膨胀测试中,可膨胀石墨可以膨胀至少约900微米。
25.在300℃,当使用本文所述的炉膨胀测试(furnace expansion test)进行测试时,可膨胀石墨的平均膨胀可以为至少约4立方厘米/克(cc/g),或至少约5立方厘米/克(cc/g),或至少约6立方厘米/克(cc/g),或至少约7立方厘米/克(cc/g),或至少约8立方厘米/克(cc/g),或至少约9立方厘米/克(cc/g),或至少约10立方厘米/克(cc/g),或至少约11立方厘米/克(cc/g),或至少约12立方厘米/克(cc/g),或至少约19立方厘米/克(cc/g),或至少约20立方厘米/克(cc/g),或至少约21立方厘米/克(cc/g),或至少约22立方厘米/克(cc/g),或至少约23立方厘米/克(cc/g)或至少约24立方厘米/克(cc/g),或至少约25立方厘米/克(cc/g)。例如,在300℃,当使用本文所述的炉膨胀测试进行测试时,可膨胀石墨的平均膨胀为约19cc/g。
26.可膨胀石墨的吸热可以大于或等于约50j/g,或者大于或等于约75j/g,或者大于或等于约100j/g,或者大于或等于约125j/g,或者大于或等于约150j/g,或者大于或等于约175j/g,或者大于或等于约200j/g,或者大于或等于约225j/g,或者大于或等于约250j/g。差示扫描量热法(dsc)可用于确定可膨胀石墨材料的吸热值。
27.热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约4立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约6立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约8立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约9立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约10立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约12立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约14立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约16立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约18立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性
材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约19立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约20立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。
28.热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约4立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约6立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约8立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约9立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约10立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约12立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约14立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约16立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约18立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约19立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约20立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约150焦耳/克(j/g)。
29.热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约4立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约6立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀
测试进行测试时,在300℃,平均膨胀为至少约8立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约9立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约10立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约12立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约14立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约16立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约18立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约19立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约20立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约200焦耳/克(j/g)。
30.热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约4立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约6立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约8立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约9立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约10立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约12立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约14立方厘米/克(cc/g);当根据本
文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约16立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约18立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约19立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。热反应性材料可包含具有以下特征的可膨胀石墨:当使用本文所述的炉膨胀测试进行测试时,在300℃,平均膨胀为至少约20立方厘米/克(cc/g);当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约250焦耳/克(j/g)。
31.可以选择可膨胀石墨的粒度,以使热反应性材料可以通过选择的施加方法来施加。例如,如果通过凹版印刷技术施加热反应性材料,则可膨胀石墨的粒度应足够小以适合凹版孔洞。
32.热反应性材料可以包括聚合物树脂。聚合物树脂的熔融温度或软化温度可低于约280℃。聚合物树脂可以充分地流动或变形,以使可膨胀石墨在约300℃或低于约300℃的热暴露下显著地膨胀。聚合物树脂可以充分地流动或变形,以使可膨胀石墨在约280℃或低于约280℃的热暴露下显著地膨胀。聚合物树脂可允许可膨胀石墨在低于可熔化外纺织品的热解温度的温度下充分膨胀。聚合物树脂的拉伸粘度可以足够低以允许可膨胀石墨膨胀,并且可以足够高以在聚合物树脂和可膨胀石墨的混合物膨胀之后保持热反应性材料的结构完整性。这些因素可以通过聚合物的储能模量和tanδ来量化。
33.聚合物树脂可以具有至少约103达因/cm2的储能模量。聚合物树脂可以具有103至108达因/cm2的储能模量。聚合物树脂可以具有103至107达因/cm2的储能模量。聚合物树脂可以具有103至106达因/cm2的储能模量。聚合物树脂可以具有103至105达因/cm2的储能模量。聚合物树脂可以具有103至104达因/cm2的储能模量。储能模量是聚合物弹性性能的量度,可以使用动态力学分析(dma)进行测量。聚合物树脂在200℃可具有约0.1至约10的tanδ。tanδ是损耗模量与储能模量的比值,也可以使用dma技术进行测量。
34.聚合物树脂在约300℃或更低的温度下可具有适合于使可膨胀石墨膨胀的模量和伸长率。聚合物树脂可以是弹性的。聚合物树脂可以是可交联的,例如可交联的聚氨酯。聚合物树脂可以是热塑性的。热塑性聚合物树脂的熔融温度可以为50℃至250℃。
35.聚合物树脂可以包括聚合物,所述聚合物包括但不限于聚酯、聚醚、聚氨酯、聚酰胺、丙烯酸树脂、乙烯基聚合物、聚烯烃、硅酮、环氧树脂或它们的组合。
36.热反应性材料和/或聚合物树脂可以包括阻燃材料。阻燃材料可以包括三聚氰胺,磷,金属氢氧化物,例如三水合氧化铝(ath),硼酸盐或它们的组合。阻燃材料可包括溴化化合物,氯化化合物,氧化锑,有机磷基化合物,硼酸锌,聚磷酸铵,三聚氰胺氰尿酸盐,三聚氰胺聚磷酸盐,钼化合物,氢氧化镁,磷酸三苯酯,间苯二酚双-(二苯基磷酸酯),双酚-a-(二苯基磷酸酯),磷酸三甲苯酯,有机次膦酸酯/盐,膦酸酯或其组合。
37.如果存在的话,基于聚合物树脂的总重量,阻燃材料可以以按重量计1%至50%的比例使用。
38.当暴露于来自电弧的热时,热反应性材料可以形成包含膨胀石墨的多个卷须。与膨胀之前的相同混合物相比,热反应性材料的总表面积可能会显著增加。例如,膨胀后,热反应性材料的表面积可以增加至少两倍,或至少三倍,或至少四倍,或至少五倍,或至少六倍,或至少七倍,或至少八倍,或至少九倍,或至少十一倍,或至少十二倍,或至少十三倍,或至少十四倍,或至少15倍。
39.卷须可以从膨胀的热反应性材料向外延伸。当热反应性材料以不连续形式位于层上时,卷须可以延伸到至少部分地填充热反应性材料的不连续区域之间的开放区域。
40.卷须可以是伸长的。卷须的长度与宽度的长宽比可以至少为5比1。
41.在其中以不连续形式的图案施加包含聚合物树脂-可膨胀石墨混合物的热反应性材料的实施方式中,热反应性材料可以膨胀以在膨胀后形成松散堆积的卷须,从而在卷须之间形成空隙,以及在热反应性材料的图案之间形成空间。不希望受到理论的束缚,一旦暴露于来自电弧的热,可熔化的外纺织品熔化并且通常从热反应性材料的不连续形式之间的开放区域移开。
42.热反应性材料可以充当外纺织品层和中间层之间的粘合剂材料。
43.可以通过提供聚合物树脂和可膨胀石墨的紧密共混物而不会引起可膨胀石墨显著膨胀的方法来制备热反应性材料。可以将聚合物树脂和可膨胀石墨共混以形成混合物,该混合物可以以连续或不连续图案施加到表面界面上的任何一种材料。聚合物树脂和可膨胀石墨的混合物可以通过任何合适的混合方法来制备。合适的混合方法包括但不限于桨式混合器,掺混和其他低剪切混合技术。
44.可以通过在聚合物树脂聚合之前将可膨胀石墨与单体或预聚物混合来制备聚合物树脂和可膨胀石墨的混合物。可以通过将可膨胀石墨与溶解的聚合物共混来制备聚合物树脂和可膨胀石墨的混合物,其中在混合之后除去溶剂。可以通过在低于石墨的膨胀温度且高于聚合物的熔融温度的温度下将可膨胀石墨与热熔性聚合物混合来制备聚合物树脂和可膨胀石墨的混合物。不希望受到理论的束缚,通过这些方法制备的混合物可包含聚合物树脂和可膨胀石墨颗粒的紧密共混物。
45.在提供聚合物树脂和可膨胀石墨颗粒或可膨胀石墨附聚物的紧密共混物的方法中,在石墨膨胀之前,可膨胀石墨被聚合物树脂涂覆或包封。可以在将热反应性材料施加到内纺织品层或中间层上之前制备聚合物树脂和可膨胀石墨的紧密共混物。
46.基于热反应性材料的总重量,热反应性材料可包含小于或等于约50重量%,或者小于或等于约40重量%,或者小于或等于约30重量%,或者小于或等于约20重量%,或者小于或等于约10重量%,或者小于或等于约5重量%,或者大于或等于约1重量%的可膨胀石墨,并且余量基本上包含聚合物树脂。通常,基于热反应性材料的总重量,约5重量%至约50重量%的可膨胀石墨是理想的。但是,即使使用更少量的可膨胀石墨也可以实现理想的阻燃性能。在一些实施方式中,可以使用低至1%的加载。取决于所需的性能和所得层压结构的构造,其他含量的可膨胀石墨也可能适用于其他实施方式。也可以将其他添加剂,例如颜料,填料,抗微生物剂,加工助剂和稳定剂添加到热反应性材料中。
47.可以将热反应性材料施加到外纺织品层的内表面或中间层的外表面中的一个或两个上。
48.可以连续地施加热反应性材料。可以不连续地施加热反应性材料。例如,在需要增
强的透气性和/或手感的情况下,可以不连续地施加热反应性材料以形成具有小于100%的表面覆盖率的热反应性材料层。热反应性材料的不连续施加可提供小于100%的表面覆盖率。
49.可以以图案形式不连续地施加热反应性材料。可以将热反应性材料施加到内纺织品层或中间层上,以形成包含热反应性材料的多个离散的预膨胀结构形式的热反应性材料层。在膨胀时,离散的预膨胀结构可以形成具有结构完整性的多个离散的膨胀结构。具有结构完整性的多个离散的膨胀结构可以为层压结构提供足够的保护,以实现本文所述的增强的性能。结构完整性是指膨胀后的热反应性材料能够经受挠曲或弯曲而基本上不崩解或剥落,并且在根据本文所述的厚度变化测试进行测量时能够经受厚度测量时的压缩。
50.可以以包括多个包含热反应性材料的离散的预膨胀结构的图案不连续地施加热反应性材料。图案可以包括诸如点,圆形,菱形,椭圆形,星形,矩形,正方形,三角形,五边形,六边形,八边形,线,波浪等的形状,以及它们的组合。
51.热反应性材料的不连续图案的相邻区域之间的平均距离可以小于撞击火焰的大小。不连续图案的相邻区域之间的平均距离可以等于或小于约10毫米(mm),或者等于或小于约9mm,或者等于或小于约8mm,或者等于或小于约7mm,或者等于或小于约6mm,或者等于或小于约5mm,或等于或小于约4mm,或等于或小于约3.5mm,或者等于或小于约3mm,或者等于或小于约2.5mm,或者等于或小于约2mm,或者等于或小于约1.5mm,或者等于或小于约1mm,或者等于或小于约0.5mm,或者等于或小于约0.4mm,或者等于或小于小于约0.3mm,或者等于或小于约0.2mm。例如,在将热反应性材料印刷到内纺织品层或中间层上的点状图案中,将测量热反应性材料的两个相邻点的边缘之间的间距。不连续图案的相邻区域之间的平均距离可以等于或大于约40微米,或者等于或大于约50微米,或者等于或大于约100微米,或者等于或大于约200微米,具体取决于应用。测量为等于或大于约200微米并且等于或小于约500微米的平均点间距在本文所述的一些图案中是有用的。
52.例如,节距可与表面覆盖率结合使用,作为描述印刷图案的沉积的一种方式。通常,节距定义为相邻形式(例如印刷图案的点,线或网格线)之间中心到中心的平均距离。该平均值例如用于说明不规则间隔的印刷图案。热反应性材料可以以具有节距和表面覆盖率的图案不连续地施加,与具有等重量热反应性材料沉积的热反应性混合物的连续施加相比,提供优异的阻燃性能。节距可以定义为热反应性材料的相邻形状之间的中心到中心距离的平均值。例如,节距可以定义为热反应性材料的相邻点或网格线之间的中心到中心的距离的平均值。节距可以等于或大于约500微米,等于或大于约600微米,等于或大于约700微米,等于或大于约800微米,等于或大于约900微米,等于或大于约1000微米,等于或大于约1200微米,等于或大于约1500微米,等于或大于约1700微米,等于或大于约1800微米,等于或大于约2000微米,等于或大于约3000微米,等于或大于约4000微米,或者等于或大于约5000微米,或者等于或大于约6000微米,或它们之间的任何值。热反应性材料的优选图案可具有约500微米至约6000微米的节距。
53.在诸如手感,透气性和/或纺织品重量之类的性质很重要的实施方式中,可以采用等于或大于约25%,并且等于或小于约90%,或者小于约80%,或小于约70%,或小于约60%,或小于约50%,或小于约40%,或小于约30%的表面覆盖率。在暴露于电弧时,外纺织品层可能暴露于足够的能量而燃烧。在那些实施方式中,并且在需要更大的阻燃性能的情
况下,可能期望在内纺织品或中间层的表面上具有热反应性材料的约30%至约100%的表面覆盖率。在需要更大的阻燃性能的情况下,可能希望具有约500微米至约6000微米的节距的热反应性材料的表面覆盖。例如,热反应性材料的表面覆盖率可以是内纺织品或中间层的表面上约30%至约80%的热反应性材料,并且节距为约500微米至约6000微米。
54.一种将热反应性材料不连续地沉积在外纺织品层或中间层上以实现小于100%的表面覆盖率的方法可以包括通过印刷在所述层上来施加热反应性材料。可以通过任何合适的方法来实现热反应性材料在外纺织品层或中间层上的沉积,例如凹版印刷,丝网印刷,喷涂或分散涂覆,刮涂以及任何能够使热反应性材料以在暴露于来自电弧的热量时可以实现期望的性质的方式施加的类似方法。
55.可以将热反应性材料施加在外纺织品层或中间层上,以实现热反应性材料的约10gsm至约100gsm的附加重量。可施加热反应性材料以实现等于或小于约100gsm,或者等于或小于约75gsm,或者等于或小于约50gsm,或者等于或小于约25gsm的热反应性材料的附加重量。
56.制造本文所述的层压结构的方法可包括以热反应材料在中间层和外纺织品层之间提供良好粘结的方式在外纺织品层或中间层上施加热反应性材料层。热反应性材料可以用作粘合剂。例如,热反应性材料可以将外纺织品层的内侧和中间层的外侧粘结,从而在外纺织品层和中间层之间形成热反应性材料层。在层压结构的形成期间,可以以连续或不连续的方式将热反应性材料施加到外纺织品或中间层上。然后,外纺织品层和中间层可以彼此粘附。然后可以通过压力和/或热量,例如通过穿过两个辊或加热辊的辊隙,使外纺织品层和中间层彼此粘附。如果使用热量,则温度应足够低,以使热量不会引发可膨胀石墨的膨胀。压力(例如来自辊隙的压力)可至少使热反应性材料的聚合物树脂至少部分地置于表面孔隙内,表面空隙内或一层或两层的纤维之间的空隙或空间内。至少热反应性材料的聚合物树脂可以穿透外纺织品层的纤维和/或长丝之间的空隙或空间。至少热反应性材料的聚合物树脂可以穿透到中间层中。至少热反应性材料的聚合物树脂可以穿透外纺织品材料的纤维之间的空隙或空间,并且可以穿透到中间层中。
57.中间层可以包括阻挡层。例如,中间层可以包括聚酰亚胺,硅酮或聚四氟乙烯(ptfe)层。中间层可以包括膨胀聚四氟乙烯(eptfe)。
58.中间层可以是双层膜。该双层膜可包括(a)第一膨胀聚四氟乙烯层和(b)第二膨胀聚四氟乙烯层。该双层膜可包括(a)第一膨胀聚四氟乙烯层和(b)聚氨酯涂覆的膨胀聚四氟乙烯。
59.中间层可以包括阻燃材料。中间层可以是阻燃(fr)层。
60.中间层可以是阻燃(fr)纺织品层。当将纺织品层用作中间层时,纺织品层可以包含相对高密度的经纱和纬纱纤维或长丝。这会增加层压结构的重量和刚度。
61.当通过本文所述的柔性或手感测量测试进行测量时,中间层可以是厚度等于或小于1毫米(mm)且手感等于或小于约100的膜。
62.该膜可以包括诸如耐热或热稳定膜的材料,并且可以包括诸如聚酰亚胺,硅酮,ptfe(如膨胀ptfe)的材料。材料的热稳定性可以通过本文所述的熔融和热稳定性测试来评估。
63.中间层可以是热稳定的阻挡层。在一些实施方式中,中间层是热稳定的阻挡层,如
本文所述的阻挡热稳定性测试所测量的。中间层可以具有比内纺织品层和外纺织品层更高的热稳定性。热稳定的阻挡层可有助于防止在暴露于电弧期间从层压结构的外侧到层压结构的内侧的热传递。根据透气性测试iso 9237(1995)进行测试时,在热暴露后,用作本文所述实施方式中的中间层的热稳定阻挡层的最大透气度约为50升/米2/秒(l/m2/sec)。在本文所述的实施方式中用作中间层的热稳定阻挡层在暴露于电弧之后还抵抗孔的形成(直径大于或等于5毫米)。在其他实施方式中,当根据本文所述的热稳定阻挡层的透气性测试进行测试时,在热暴露后,中间层具有的最大透气度小于约25l/m2/秒或小于约15l/m2/秒。在中间层包括膜的情况中,当根据本文所述的熔融和热稳定性测试方法进行测试时,在热暴露后,膜可以具有的最大透气度等于或小于约25l/m2/秒。在中间层包括膜的情况中,当根据本文所述的热稳定阻挡层的透气性测试进行测试时,在足以使可膨胀石墨膨胀的电弧暴露后,该膜可以具有等于或小于约15l/m2/秒的透气度。
64.当根据本文所述的热稳定阻挡层的透气性测试进行测试时,在热暴露后,中间层可以具有的最大透气度为等于或小于约50l/m2/秒,或者等于或小于约45l/m2/秒,或者等于或小于约40l/m2/秒,或者等于或小于约35l/m2/秒,或者等于或小于约30l/m2/秒,或者等于或小于约25l/m2/秒,或者等于或小于约20l/m2/秒,或者等于或小于约15l/m2/秒,或者等于或小于约10l/m2/秒,或者等于或小于约5l/m2/秒。
65.中间层的重量可以在10gsm至50gsm的范围内,或在20gsm至50gsm的范围内,或在30gsm至50gsm的范围内,或在40gsm到50gsm的范围内,或在10gsm到40gsm的范围内,或在10gsm到30gsm的范围内,或在10gsm到20gsm的范围内,或在20gsm到40gsm的范围内,或在30gsm到40gsm的范围内,或在20gsm到30gsm的范围内,或在15gsm到35gsm的范围内,或在20gsm到35gsm的范围内,或在25gsm到35gsm的范围内,或在30gsm到35gsm的范围内,或在15gsm到30gsm的范围内,或在25gsm到30gsm的范围内,或15gsm到25gsm的范围内,或20gsm到25gsm的范围内,或在15gsm到20gsm的范围内,或在21gsm到23gsm的范围内,或在29gsm到31gsm的范围内,或介于此之间的任何值,或约22gsm,或约30gsm。
66.阻燃粘合剂材料可以夹在中间层和内层之间。阻燃粘合剂材料可包含阻燃添加剂。阻燃粘合剂材料可以包括聚合物树脂。
67.阻燃粘合剂材料可以包括聚合物树脂和阻燃添加剂。阻燃粘合剂材料可包含一种或多种聚合物树脂和一种或多种阻燃添加剂。阻燃粘合剂材料可以由一种或多种聚合物树脂和一种或多种阻燃添加剂组成或基本上由其组成。如本文所用,“基本上由......组成”是指该组合物包含列出的那些组分,以及小于约5重量%的可能实质性影响该组合物的任何其他组分。
68.阻燃粘合剂材料组合物可包含等于或小于约4%,或者等于或小于约3%,或者等于或小于约2%,或者等于或小于约1%,或者等于或小于约0.5%的任何其他组分。
69.被描述为可用于热反应性材料的任何聚合物树脂均可用于阻燃粘合剂,只要存在足够量的阻燃添加剂即可。合适的聚合物树脂可包括例如聚酯,聚醚,聚氨酯,聚酰胺,丙烯酸树脂,乙烯基聚合物,聚烯烃,硅酮,环氧树脂或它们的组合。
70.聚合物树脂可以是热塑性的。合适的聚合物树脂可以是熔融温度为约50℃至约250℃的热塑性材料,例如以商品名vp ka 8702出售的热塑性材料,由美国宾夕法尼亚州匹兹堡的拜耳材料科学公司(bayer materialscience llc)出售。
71.聚合物树脂可以是可交联的。合适的聚合物树脂可包括例如可交联的聚氨酯,例如由美国宾夕法尼亚州费城的罗门哈斯公司(rohm&haas)以商品名mor-melt
tm
r7001 e出售的那些。
72.可以通过在聚合物树脂中掺入阻燃添加剂来提供阻燃粘合剂材料的阻燃特性。阻燃添加剂可以包括,例如,溴化化合物,氯化化合物,氧化锑,有机磷基化合物,硼酸锌,聚磷酸铵,三聚氰胺氰尿酸盐,三聚氰胺聚磷酸盐,钼化合物,氢氧化镁,磷酸三苯酯,间苯二酚双-(二苯基磷酸酯),双酚-a-(二苯基磷酸酯),磷酸三甲苯酯,有机次膦酸酯/盐,膦酸酯中的一种或多种,或它们的组合。基于聚合物树脂的总重量,以重量计,阻燃添加剂可以以1%至10%,或1%至15%,或1%至20%,或1%至30%或1%至35%,或1%至40%,或1%至50%,或10%至40%,或10%至40%,或10%至30%,或10%至20%,或10%至15%,或20%至50%,或20%至40%或20%至30%或20%至25%,或30%至50%,或30%至40%,或30%至35%,或40%至50%,或45%至50%,或40%至45%的比例使用。
73.阻燃粘合剂材料可以将中间层和内层粘结。阻燃粘合剂材料可以不连续地施加。阻燃粘合剂材料可以不连续地施加以形成阻燃粘合剂材料层。阻燃粘合剂材料可以以在中间层和内层表面上具有小于100%,或者等于或小于约95%,或者等于或小于约90%,或者等于或小于约80%,或者等于或小于约75%,或者等于或小于约70%,或者等于或小于约65%,或者等于或小于约60%,或者等于或小于约55%,或者等于或小于约50%,或者等于或小于约45%,或者等于或小于约30%的表面覆盖率的图案不连续地施加。例如,阻燃粘合剂材料可以覆盖小于内层的外表面的75%。
74.例如,可以将阻燃粘合剂材料以一定的图案定位,以形成多个袋,每个袋由(a)中间层,(b)内层和(c)一部分阻燃粘合剂材料限定,其中所述图案覆盖小于内层的75%。
75.阻燃粘合剂材料可以以图案形式施加。阻燃粘合剂材料可以以网格状图案,点状图案,波形图案,线状图案或任何规则或不规则形状(例如,点,圆,正方形,矩形,菱形,椭圆形,五边形,六边形,八边形,星形,直线或任何多边形或不规则形状)不连续地施加。
76.阻燃粘合剂材料的图案可以限定多个袋。袋可表示中间层和内层不彼此粘结的区域。具体地,袋可以是其中中间层和内层能够彼此接触但彼此可分离的非粘结区域。每个袋可以由阻燃粘合剂材料,中间层和内层形成,并由阻燃粘合剂材料,中间层和内层界定或包围。阻燃粘合剂材料可以在由阻燃粘合剂材料的图案限定的那些区域中将中间层和内层粘结,而袋可以限定其中中间层和内层彼此不粘结的非粘结区域。
77.袋本身可以没有阻燃粘合剂材料,或者袋可以基本上没有阻燃粘合剂材料。如本文所用,短语“基本上不含”是指当测量袋的区域时,非粘结区域包含小于约5%,或小于约4%或小于约3%,或小于约2%或小于约1%,或小于约0.5%的阻燃添加剂。相对较弱的粘合剂组合物可能会“暂时”粘合中间层和内层,以使中间层和内层在正常使用情况下不会分开。然而,在暴露于电弧期间,来自电弧的能量应足以熔化或降解袋区域中的弱粘合剂组合物,从而允许中间层和内层的分离以及袋的膨胀,如本文中所述。
78.该图案可以作为阻燃粘合剂材料的实线施加。可以将图案施加为包括一系列紧密间隔的阻燃粘合剂材料的点或形状的线。例如,阻燃粘合剂可以以一系列点或形状施加,每个点或形状的平均直径在约0.3至约2.0毫米(mm)的范围内,并且在相邻的点之间中心至中心的平均间距(节距)在约0.4至约3.0mm的范围内。该图案可以是限定袋的任何规则重复的
图案。该图案可以是形成矩形/正方形袋的网格图案。该图案可以是一系列正弦线,其中,正弦波沿第一方向行进并且在垂直于第一方向的第二方向上彼此间隔开。一系列正弦线可以沿着第一方向彼此偏移一定程度,以使得一个正弦波的峰值与相邻正弦波的波谷对齐。正弦线的波峰和波谷可能会接触。正弦线的波峰和波谷可能会重叠。正弦线或波可限定粘结区域或图案以及非粘结区域或袋。例如,该图案可以包括一系列平行的正弦线,所述正弦线彼此偏移,以使得正弦线中的第一个正弦线的波峰与相邻的一个正弦线的波谷对齐。
79.可以使用其他规则地重复的图案。例如,可以使用圆形,矩形,五边形,六边形,多边形的图案。相邻的多边形或形状可以共享公共(相邻)的边。相邻的多边形或形状可以具有彼此独立的边。如果多边形或其他形状彼此独立,并且相邻边之间存在非粘结区域,则应注意将相邻边之间的距离保持相对较小,例如,小于或等于约5mm,或者小于或等于约4mm,或者小于或等于约3mm,或者小于或等于约2mm,或者小于或等于约1mm,或者小于或等于约0.5mm。每个规则地重复的多边形可以与相邻的多边形共享一个公共边。图案可以具有相对小的开口。例如,圆形图案可以具有相对小的开口,使得阻燃粘合剂的图案类似于字母“c”。开口应保持尽可能小。该图案可以是没有开口的连续图案。没有开口的连续图案可以限定闭合形状(例如,圆形,正方形,矩形或任何其他规则或不规则形状)的周界。图案或形状的周界可以由阻燃粘合剂材料限定。由阻燃粘合剂材料限定的形状或图案的内部可以不包括阻燃粘合剂材料。由阻燃粘合剂材料限定的形状或图案的内部可限定袋。
80.袋代表中间层和内层之间的未粘结区域。袋的面积可在最小约25平方毫米(mm2)至最大约22,500(mm2)的范围内,或约25mm2至约22,000mm2,或约30mm2至约22,000mm2,或约35mm2至约22,0000mm2,或约40mm2至约22,000mm2,或约45mm2至约22,000mm2,或约50mm2至约22,000mm2,或约75mm2至约22,000mm2,或约100mm2至约22,000mm2,或约100mm2至约20,000mm2,或约100mm2至约15,000mm2,或约100mm2至约10,000mm2,或约100mm2至约9,000mm2,或约100mm2至约8,000mm2,或约100mm2至约7,000mm2,或约100mm2至约6,000mm2,或约100mm2至约5,000mm2,或约100mm2至约4,000mm2,或约100mm2至约3,000mm2,或约100mm2至约2,000mm2,或约100mm2至约1,000mm2,或约100mm2至约900mm2,或约100mm2至约800mm2,或约100mm2至约700mm2,或约100mm2至约600mm2,或约100mm2至约500mm2,或约100mm2至约400mm2,或约100mm2至约300mm2,或约100mm2至约200mm2,或约100mm2至约150mm2。
81.袋的面积是指层压结构的各个袋的平均面积。如果层压结构包括不同形状和/或尺寸的袋,则至少约80%的袋应具有在约25mm2至约22,500mm2范围内的面积。在图案由不具有公共边的形状制成的情况下,仅袋的区域用于计算袋的面积。随着相邻边之间的距离变大,这可能需要袋的面积更大。例如,如果使用具有约50mm2面积的正方形袋的规则重复图案,则相邻正方形袋的边之间的距离应尽可能小。相邻袋的边之间的距离可以等于或小于2mm或者等于或小于1mm。
82.可以使用已知的层压技术来施加阻燃粘合剂材料,该层压技术可用于产生期望的图案,例如使用粘合剂稀松布等的凹版印刷,丝网印刷或喷墨印刷。阻燃粘合剂材料可以被定位(或施加)以形成多个袋,每个袋由(a)中间层,(b)内层和(c)一部分阻燃粘合剂材料限定,其中图案覆盖内层外表面的不到75%。阻燃粘合剂材料可以以图案形式施加在中间层和/或内层上。该图案可以包括网格图案,该网格图案包括在第一方向上取向的第一系列平行线和在第二方向上取向的第二系列平行线,第一方向和第二方向以在30度到90度范围内
的角度相对于彼此偏转。阻燃粘合剂材料可被施加为具有第一系列平行线和第二系列平行线的网格状图案,第二系列平行线相对于第一系列平行线成约90度取向。可以使用凹版辊或任何其他合适的沉积技术来施加阻燃粘合剂材料。
83.内层可以是内纺织品层,其可以由任何已知的纺织品纤维或长丝制成。内纺织品层可包括阻燃纤维,非阻燃纤维,合成纤维,天然纤维或它们的组合。内纺织品层可以是梭织的,针织的或无纺的纺织品。针织物可以是圆筒形针织物,横针织物,经针织物或拉舍尔(raschel)针织物。
84.如果内纺织品层包含阻燃纺织品或纤维,则阻燃纺织品可以包括由以下材料产生的纺织品:对位芳纶,间位芳纶,聚苯并咪唑,聚苯并噁唑,聚醚醚酮,聚醚酮酮,聚苯硫醚,聚酰亚胺,三聚氰胺,含氟聚合物,聚四氟乙烯,变性聚丙烯腈,纤维素,fr粘胶纤维,聚乙酸乙烯酯,矿物纤维,蛋白质纤维或它们的组合。
85.当内纺织品层包括非阻燃纺织品时,非阻燃纺织品可以包括合成纤维,天然纤维或同时包括合成纤维和天然纤维的纺织品。合适的合成纺织品可包括例如聚酯,聚酰胺,聚烯烃,丙烯酸树脂,聚氨酯或它们的组合。合适的天然纤维可包括例如棉,羊毛,纤维素,动物毛,黄麻,大麻或任何其他天然存在的纤维。也可以使用它们的组合。
86.在一些实施方式中,可以将少量(例如小于10重量%)的抗静电纤维或长丝添加到纺织品中,其中重量百分比是基于纺织品的总重量。合适的抗静电纤维/长丝在本领域中是已知的,并且可以包括例如导电金属,铜,镍,不锈钢,钢,金,银,钛,碳纤维。在另外的实施方式中,内纺织品层可以包括小百分比的弹性长丝。合适的长丝可以包括,例如,聚氨酯,弹性纤维,氨纶,硅酮,橡胶或它们的组合。
87.内层可包括重量在以下范围内的梭织,针织或无纺纺织品:15gsm至450gsm,或20gsm至450gsm,或25gsm至450gsm,或15gsm至400gsm,或20gsm至400gsm,或25gsm至400gsm,或15gsm至375gsm,或20gsm至375gsm,或25gsm至375gsm,或15gsm至350gsm,或20gsm至350gsm,或25gsm至350gsm,或15gsm至325gsm,或20gsm至325gsm,或25gsm至325gsm,或15gsm至300gsm,或20gsm至300gsm,或25gsm至300gsm,或15gsm至275gsm,或20gsm至275gsm,或25gsm至275gsm,或15gsm至250gsm,或20gsm至250gsm,或25gsm至250gsm,或15gsm至225gsm,或20gsm至225gsm,或25gsm至225gsm,或15gsm至200gsm,或20gsm至200gsm,或25gsm至200gsm,或20gsm至250gsm,或30gsm至250gsm,或40gsm至250gsm,或50gsm至250gsm,或50gsm至200gsm,或50gsm至190gsm,或50gsm至180gsm,或50gsm至170gsm,或50gsm至160gsm,或50gsm至150gsm,或50gsm至140gsm,或50gsm至130gsm,或50gsm至120gsm,或50gsm至110gsm,或50gsm至100gsm,或50gsm至90gsm。例如,内层的重量可以在20gsm至250gsm的范围内。
88.内层可包含的可熔纤维的量在1重量%至50重量%的范围内。内层可包含的可熔纤维的量在1重量%至25重量%的范围内。内层可包含的可熔纤维的量在1重量%至10重量%的范围内。内层可包含的可熔纤维的量在25重量%至50重量%的范围内。
89.内层可以是纺织品层,其中纺织品层包括阻燃纺织品,或既包含阻燃纤维又包含可熔纤维的纺织品。内层可以是由芳族聚酰胺和阻燃性粘胶纤维制成的梭织纺织品。内层可包括梭织芳族聚酰胺和阻燃性粘胶纤维的纺织品,其包括约50%的芳族聚酰胺和约50%的粘胶纤维。内层可包括梭织芳族聚酰胺和阻燃性粘胶纤维的纺织品,其具有约50gsm至约
250gsm的重量。
90.内层可以包括聚对苯二甲酸乙二醇酯(“pet”)互锁纺织品。内层可包括重量为约50gsm至200gsm,50gsm至200gsm,或100gsm至200gsm,或150gsm至200gsm,或50gsm至100gsm,或50gsm至150gsm的pet针织纺织品。内层可以是重量为50至200gsm并且抗静电纤维为约5%或更少的pet针织纺织品。内层可包含变性聚丙烯腈/棉混纺(mac/co)的针织纺织品。内层可以包括重量为约50gsm至200gsm,或100gsm至200gsm,或150gsm至200gsm,或50gsm至100gsm,或50gsm至150gsm的mac/co针织纺织品。内层可以包括mac/co针织纺织品,其进一步包含约5%或更少的抗静电纤维并且具有约100gsm至200gsm的重量。内层可以是变性聚丙烯腈针织物。内层可以是具有约50gsm至200gsm的重量的变性聚丙烯腈针织物。内层可以是具有50gsm至200gsm的重量且含有约5%或更少的抗静电纤维的变性聚丙烯腈针织物。
91.层压结构可具有小于或等于约500gsm,或者小于或等于约400gsm,或者小于或等于约375gsm,或者小于或等于约350gsm,或者小于或等于约325gsm,或者小于或等于约300gsm,或者小于或等于约275gsm,或者小于或等于约250gsm,或者小于或等于约225gsm,或者小于或等于约200gsm,或者小于或等于约150gsm,或者小于或等于约100gsm,或者小于或等于约50gsm的总重量。
92.层压结构的总厚度可以在以下范围内:0.5mm至2.5mm,0.5mm至2.0mm,0.5mm至1.5mm,0.5mm至1.0mm,0.5mm至0.7mm,或约0.6mm,或约0.7mm,或约0.8mm,或约0.9mm,或约1.0mm,或约1.2mm,或约1.4mm,或约1.6mm,或约1.8mm,或约2.0mm。可以通过iso 5084(1996)确定厚度。
93.层压结构可以为用户提供防止暴露于电弧的保护,也称为“电弧闪光保护”。层压结构可以以面板形式和服装形式提供满足en标准en 61482-1-1:2014和/或en 61482-1-2:2014的电弧闪光保护。层压结构可提供2级电弧闪光保护,并满足en标准en 61482-1-2:2014。为了满足en标准en 61482-1-2:2014,暴露于en标准en 61482-1-2:2014中定义的电弧闪光的层压结构,当为面板形式时,可提供以下标准中的一项或多项:传输的入射能量与时间的关系图小于称为斯托尔(stoll)曲线的标准;小于或等于5秒的余焰时间;或形成的任何孔的尺寸必须小于或等于5毫米。
94.包括暴露于en标准en 61482-1-2:2014所定义的电弧闪光且呈面板形式的层压结构的制品(例如服装)可以提供具有以下一项或多项标准的制品:余焰时间少于或等于5秒;所形成的任何孔的尺寸必须小于或等于5毫米;或制品不得熔化或滴落;或者服装的前拉链必须易于打开。
95.当本文所述的层压结构暴露于电弧时,例如暴露于根据标准en 61482-1-1:2014和/或en 61482-1-2:2014施加的电弧时,层压结构的一些部分可能会膨胀且互相远离地弯曲。暴露于电弧时,外纺织品层可能熔化并且热反应性材料可能膨胀。随着热反应性材料膨胀,膨胀的热反应性材料可以吸收已经熔化的或正在熔化的外纺织品层,从而防止外纺织品层经受火焰并且还防止外纺织品层滴落。在暴露于电弧时,由于存在可膨胀石墨,热反应性材料层可能膨胀。在暴露于电弧时,由中间层、内层和阻燃粘合剂材料限定的袋可膨胀,使得中间层和内层彼此分离,从而形成气隙。
96.在施加电弧闪光时,层压结构可包括覆盖袋的膨胀区域。膨胀区域可在层压结构
内形成气隙。气隙可提供改进的绝热性并改善层压结构在测试中的性能,所述测试例如本文所述的针对斯托尔曲线的测试。膨胀区域提供的绝热可以使层压件符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,同时与包括相同或相似的材料但缺少一定图案(该图案包括粘结区域和用于产生上述膨胀区域的袋)的层压结构相比,可以包括重量更轻的材料层。
97.层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于500gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于475gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于450gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于425gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于400gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于375gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于350gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于325gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于300gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于275gsm。层压结构可以符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于265gsm。
98.层压结构可在暴露于电弧时抵抗收缩。当根据本文公开的热收缩测试进行测试时,层压结构可收缩小于约10%,或小于约9%,或小于约8%,或小于约7%,或小于约5%,或小于约4%,或小于约3%,或小于约2%,或小于约1%。
99.当根据下文所述的mvtr测试进行测试时,层压结构的湿蒸汽透过率(“mvtr”)可等于或大于约1000g/m2/天,等于或大于约2000g/m2/天,或者等于或大于约3000g/m2/天,或者等于或大于约4000g/m2/天,或者等于或大于约5000g/m2/天,或者等于或大于约6000g/m2/天,或者等于或大于约7000g/m2/天,或者等于或大于约8000g/m2/天,或者等于或大于约9000g/m2/天,或者等于或大于约10000g/m2/天,或者等于或大于约11000g/m2/天,或者等于或大于约12000g/m2/天,或更高。
100.层压结构的ret值可以为1至20,1至19,1至18,1至17,1至16,1至15,1至14,1至13,1至12,1至11,1至10,1至9,1至8,1至7,1至6,1至5,1至4,1至3,1至2。服装的ret值可以为约6,约6.5,约7,约7.5,约8,约8.5,约9,约9.5,约10,约10.5,约11,约11.5,约12,约12.5,约13,约13.5或约14。
101.当根据本文所述的使用en iso 15025方法a1进行的水平火焰测试方法测试时,层压结构的断裂打开时间(break open time)可以大于约50秒,大于约60秒,大于约70秒,大于约80秒,大于约90秒,大于约100秒,大于约110秒,或者甚至大于120秒。
102.当根据本文所述的水平火焰测试进行测试时,层压结构的余焰时间可以等于或小于约20秒,或者等于或小于约15秒,或者等于或小于约14秒,或者等于或小于约13秒,或者等于或小于约12秒,或者等于或小于约11秒,或者等于或小于约10秒,或者等于或小于约9秒,或者等于或小于约8秒,或者等于或小于约7秒,或者等于或小于约6秒,或者等于或小于约5秒。
103.当在本文所述的水平火焰测试中测试时,层压结构可基本上不表现出熔体滴落现象。
104.层压结构可以包括耐久的斥水材料的涂层。耐久的斥水材料可以包括基于碳氟化合物的斥水材料,基于硅的斥水材料,基于烃的斥水材料,基于含氟聚合物的斥水材料或它们的任意组合。例如,层压件可以在外纺织品层的外表面上包括耐久的斥水材料的涂层。
105.该层压结构可以用作服装,其中该服装被构造成使得当穿着者穿着该服装时,内层朝向穿着者。合适的服装可以包括例如夹克,衬衫,裤子,工作服,手套,头套,腿套,围裙,鞋类或它们的组合。服装可以是穿着者穿着的最外层,或者可以是内衣,意在被另一件服装覆盖。然而,通常所述服装是最外层的服装。
106.服装可以被构造成使得当穿着者穿着该服装时,内层朝向穿着者。服装可以被构造成使得当穿着者穿着该服装时,外纺织品层朝向环境。层压结构可以包括本文中定义的任何特征,无论是单独还是组合。层压结构可以具有本文公开的任何单独的性能,和/或其任何组合。
107.在另一方面,本公开涉及一种制造如本文所述的层压结构的方法,该方法包括以下步骤:
[0108]-提供外纺织品层和中间层,并在外纺织品层和/或中间层上施加热反应性材料层;
[0109]-将热反应性层夹在外纺织品层的内表面和中间层的外表面之间,以使热反应性材料将中间层粘结到外纺织品层上;
[0110]-将阻燃粘合剂材料以图案施加到中间层的内侧和/或内层的外表面;和
[0111]-将阻燃粘合剂材料夹在中间层的内表面和内层的外表面之间,以使阻燃粘合剂材料将内层粘结到中间层并形成多个袋,每个袋由(a)中间层、(b)内层和(c)一部分阻燃粘合剂材料限定。
[0112]
该方法可以包括在中间层和内层之间施加压力和/或热量(例如,施加到层压结构上,或施加到包括中间层、内层和阻燃粘合剂材料的结构上),以使阻燃粘合剂材料将中间层的内侧与内层的外侧粘结。
[0113]
该方法可以包括在外纺织品层和中间层之间施加压力和/或热量(例如,施加到包括外纺织品层、热反应性材料和中间层的结构上,或者施加到层压结构上),使得热反应性材料将外纺织品层的内侧与中间层的外侧粘结。如果施加热量,则热量应足够低,以免引起可膨胀石墨的膨胀。
[0114]
该方法可以包括在外纺织品层上施加耐久的斥水涂层。
[0115]
该方法可以包括将热反应性材料夹在外纺织品层的内表面和中间层的外表面之间,以使热反应性材料将中间层粘结到外纺织品层;然后将阻燃粘合剂材料以图案形式施加,并将阻燃粘合剂材料夹在中间层的内表面和内层的外表面之间,以使阻燃粘合剂材料将内层粘结到中间层。
[0116]
如上所述,可以以连续或不连续的方式将热反应性材料施加到外纺织品和/或中间层上。
[0117]
如上所述,可以以连续或不连续的方式将阻燃粘合剂材料施加到内纺织品和/或中间层上。
[0118]
可以通过任何合适的方法施加压力。例如,可以通过两个辊的辊隙对层压件施加压力。压力(例如来自辊隙的压力)可至少使热反应性材料的聚合物树脂至少部分地置于表面孔隙内,表面空隙内或一层或两层的纤维之间的空隙或空间内。至少热反应性材料的聚合物树脂可以穿透外纺织品层的纤维和/或长丝之间的空隙或空间。至少热反应性材料的聚合物树脂可以穿透到中间层中。至少热反应性材料的聚合物树脂可以穿透外纺织品材料的纤维之间的空隙或空间,并且可以穿透到中间层中。
[0119]
可以将弹力结合到层压结构中,这可以增加包含该层压结构的服装的舒适度。可以例如根据wo 2018/067529的公开内容引入单向弹力,该专利公开内容通过引用整体并入本文。如本文所用,单向弹力是指层压结构在纵向或横向之一上具有可恢复的弹性,但是通常不能同时在这两个方向上具有可恢复的弹性。用于将弹力结合到层压结构中的其他方法,特别是那些包含一个或多个非固有地具有弹性的层的方法在本领域中是已知的。合适的例子可以包括例如ep 110626和ep 1852253的教导,其公开内容通过引用整体并入本文。
[0120]
本公开还涉及层压结构在服装制造中的用途,其中层压结构的总重量小于或等于约500gsm。
[0121]
本公开还涉及层压结构在服装制造中的用途,其中层压结构的总重量小于或等于约500gsm,并且其中该层压结构满足en 61482-1-2:2014标准。
[0122]
层压件可包括夹在外纺织品层和内层之间的中间层。
[0123]
层压件可包括夹在外纺织品层和中间层之间的热反应性材料。热反应性材料可以是粘合剂材料。热反应性材料可以将外纺织品层和中间层粘结。
[0124]
层压结构可以在中间层和内层之间包括粘合剂材料。粘合剂材料可以是阻燃粘合剂材料。粘合剂材料可以将中间层和内层粘结。粘合剂材料以一定图案定位以形成多个袋,每个袋由(a)中间层,(b)内层和(c)部分粘合剂材料限定。
[0125]
应该理解的是,结合每个方面或实施方式公开的其他特征对应于本发明的每个其他方面或实施方式的其他特征。例如,该方法可以包括制造根据第一方面的层压材料的步骤,并且因此可以包括与此相关公开的任何材料制备,涂覆或制造方法。而且,本发明扩展到通过本文公开的方法可获得的任何层压结构。
[0126]
层压结构提供了出色的轻质防护服,可以保护穿着者免受电弧闪光的影响。当层压结构暴露于电弧时,层压结构可能经历许多变化以保护穿着者免受伤害。当热反应性材料膨胀时,外纺织品可以熔化,吸收热能和熔化的纺织品,以防止可熔化的纺织品燃烧和滴落到穿着者身上。当电弧的热能移动通过服装时,热量可能导致包括中间层和内层之间的非粘附区域的区域分离或膨胀(膨化),从而提供额外的绝热效果。外纺织品层的熔化,热反应性材料的膨胀以及中间层和内层之间的膨化的组合允许相对轻质的层压结构,该结构能够为穿着者提供出色的舒适度并且仍然提供避免电弧闪光暴露的保护。
[0127]
附图简要说明
[0128]
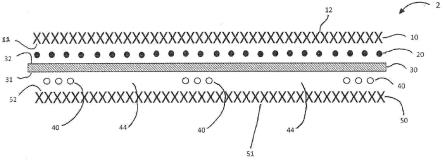
图1a是示例性层压结构的横截面的示意图。
[0129]
图1b是根据示例性实施方式的点的网格状图案的一部分的图示,其中可以在中间层和内层之间施加阻燃粘合剂材料。
[0130]
图1c是根据示例性实施方式的点的图案的图示,其中可以在外纺织品层和中间层之间施加热反应性材料。
[0131]
图2a是根据示例性实施方式的点的图案的图示,其中可以在外纺织品层和中间层之间施加热反应性材料。
[0132]
图2b是根据示例性实施方式的网格图案的图示,其中可以在中间层和内层之间施加阻燃粘合剂材料。
[0133]
图3a是根据示例性实施方式的图3b中的点图案的特写图示,其中可以在中间层和内层之间施加阻燃粘合剂材料。
[0134]
图3b是根据示例性实施方式的网格图案的图示,其中可以在中间层和内层之间施加阻燃粘合剂材料。
[0135]
图3c是示例性层压结构的照片,该层压结构包括以图3b所示的网格图案施加的阻燃粘合剂材料。
[0136]
图3d是根据示例性实施方式的正弦波图案的图示,其中可以在中间层和内层之间施加阻燃粘合剂材料。
[0137]
图4a是根据示例性实施方式的层压结构的照片。
[0138]
图4b是在施加电弧闪光之后图4a的层压结构的照片。
[0139]
图5是与斯托尔曲线相比,在第一示例性层压(层压实施例1)结构的第一测试期间,透射的入射能量随时间变化的图。
[0140]
图6是与斯托尔曲线相比,在第二示例性层压(层压实施例2)结构的第一测试期间,透射的入射能量随时间变化的图。
[0141]
图7是与斯托尔曲线相比,在第三示例性层压(层压实施例3)结构的第一测试期间,透射的入射能量随时间变化的图。
[0142]
图8是与斯托尔曲线相比,在第四示例性层压(层压实施例4)结构的第一测试期间,透射的入射能量随时间变化的图。
[0143]
图9是与斯托尔曲线相比,在第五示例性层压(层压实施例5)结构的第一测试期间,透射的入射能量随时间变化的图。
[0144]
图10是与斯托尔曲线相比,在第六示例性层压(层压实施例8)结构的第一测试期间,透射的入射能量随时间变化的图。
[0145]
图11是与斯托尔曲线相比,在比较层压(比较层压实施例e)结构的第一测试期间,透射的入射能量随时间变化的图。
[0146]
图12a是根据示例性实施方式的在中间层和内层之间的阻燃粘合剂材料的第一图案的一部分的图示。
[0147]
图12b是根据示例性实施方式的在中间层和内层之间的阻燃粘合剂材料的第二图案的一部分的图示。
[0148]
图12c是根据示例性实施方式的在中间层和内层之间的阻燃粘合剂材料的第三图案的一部分的图示。
[0149]
图12d是根据示例性实施方式的在中间层和内层之间的阻燃粘合剂材料的第四图案的一部分的图示。
[0150]
图12e是根据示例性实施方式的在中间层和内层之间的阻燃粘合剂材料的第五图案的一部分的图示。
[0151]
图12f是根据示例性实施方式的在中间层和内层之间的阻燃粘合剂材料的第六图
案的一部分的图示。
具体实施方式
[0152]
将参考附图进一步解释本发明,其中,在全部几个视图中,相似的结构由相似的附图标记表示。所显示的附图不一定按比例绘制,而是重点通常放在说明本发明的原理上。此外,一些特征可能被放大以示出特定组件的细节。
[0153]
这些图构成了本说明书的一部分,并且包括本发明的说明性实施方式,并且说明了其各种目的和特征。此外,附图不一定按比例绘制,某些特征可能被放大以示出特定组件的细节。另外,附图中所示的任何测量,规格等均旨在示例性而非限制性的。因此,本文公开的特定结构和功能细节不应被解释为限制性的,而仅仅是作为教导本领域技术人员以各种方式使用本发明的代表性基础。
[0154]
在已经公开的那些益处和改进中,根据结合附图进行的以下描述,本发明的其他目的和优点将变得非常明显。本文公开了本发明的具体实施方式;但是,应当理解,所公开的实施方式仅是可以以各种形式体现的本发明的示例。另外,关于本发明的各种实施方式给出的每个实例旨在是说明性的而非限制性的。
[0155]
在整个说明书和权利要求书中,除非上下文另外明确指出,否则以下术语具有本文明确关联的含义。尽管本文使用的短语“在一个/种实施方式中”和“在一些实施方式中”可以指相同的实施方式,但不一定是指相同的实施方式。此外,本文使用的短语“在另一个/种实施方式中”和“在一些其他实施方式中”虽然可以指不同的实施方式,但是不一定是指不同的实施方式。因此,如下所述,在不脱离本发明的范围或精神的情况下,可以容易地组合本发明的各种实施方式。
[0156]
术语“基于”不是排他的,并且允许基于未描述的其他因素,除非上下文另外明确指出。另外,在整个说明书中,“一个”、“一种”和“该”的含义包括复数指代。在“......中”的含义包括“在......中”和“在......上”。
[0157]
如本文所用,术语“袋”是指层压结构的非粘合或非粘结区域,其中袋由中间层、内层和一部分阻燃粘合剂材料限定。
[0158]
术语“纤维”和“长丝”在本文可互换使用。纤维和长丝具有与其长度相比相对较小的宽度和高度。纤维和长丝的横截面可以是圆形,正方形或几乎任何形状,包括具有一个或多个凸角(lobe)的那些形状,并且在本领域中是众所周知的。通常,纤维具有相对短的长度,例如,小于或等于30厘米,而长丝具有大于30厘米的长度,并且基本上可以是无尽(无端部)的,例如数千米长。
[0159]
当用于描述层压结构的各层时,术语“内”和“外”旨在表示各层相对于彼此以及相对于中间层的位置,并且基于各层在最终制品中的放置。在最终制品中,例如在衣服,例如夹克中,外纺织品层是指衣服的最外层,而内层是指最接近穿着者身体的最内层。
[0160]
如本文所用,湿蒸汽透过率(mvtr)是在24小时内有多少水蒸汽能够通过一平方米膜的量度。mvtr越大,透气性越高。
[0161]
本公开涉及一种提供隔热的层压结构,该层压结构包括:a)外纺织品层,b)热反应性材料,c)中间层,其中,中间层位于与外纺织品层相反的热反应性材料上,使得热反应性材料将中间层粘结到外纺织品层;d)阻燃粘合剂材料;和e)内层,其中内层位于与中间层相
反的阻燃粘合剂材料上,使得阻燃粘合剂材料将内层粘结到中间层。阻燃粘合剂材料以一定图案定位以形成多个袋,每个袋由中间层,内层和一部分阻燃粘合剂材料限定。袋代表其中中间层和内层能够彼此接触但彼此可分离的非粘结区域。每个袋由阻燃粘合剂材料,中间层和内层形成,并由阻燃粘合剂材料,中间层和内层界定或包围。参考图1a,层压结构(2)包括多层结构,该多层结构包括外纺织品层(10),中间层(30),内层(50),热反应性材料层(20)夹在外纺织品层(10)和中间层(30)之间并将外纺织品层(10)和中间层(30)粘结在一起,以及阻燃粘合剂材料(40)的图案化层夹在中间层(30)和内层(50)之间并将中间层(30)和内层(50)粘结在一起。阻燃粘合剂材料(40)的图案化层限定了图案化的粘结区域(42),其一部分在图1b中示出,由此在中间层(30)和内层(50)之间形成了非粘结区域中的多个袋(44)。本公开还涉及一种提供隔热的层压结构,其中,该层压结构由以下组成:a)外纺织品层,b)热反应性材料,c)中间层,其中,中间层位于与外纺织品层相反的热反应性材料上,使得热反应性材料将中间层粘结到外纺织品层;d)阻燃粘合剂材料;和e)内层,其中内层位于与中间层相反的阻燃粘合剂材料上,使得阻燃粘合剂材料将内层粘结到中间层。本公开进一步涉及一种提供隔热的层压结构,其中,该层压结构基本上由以下组成(包括以下):a)外纺织品层,b)热反应性材料,c)中间阻燃(fr)层,其中,中间层位于与外纺织品层相反的热反应性材料上,使得热反应性材料将中间层粘结到外纺织品层;d)阻燃粘合剂材料;和e)内层,其中内层位于与中间层相反的阻燃粘合剂材料上,使得阻燃粘合剂材料将内层粘结到中间层。如本文所用,短语“基本上由
……
组成”是指层压结构包含列出的那些元件,而没有其他将对层压结构的性能产生实质性影响的元件,例如,暴露在电弧或高温下时可能会影响层压结构抵抗熔体滴落的能力的外纺织品层,或可能会增加热量传递通过层压结构并到达由层压结构制成的服装的穿着者的其他元件。
[0162]
继续参考图1a,外纺织品层(10)具有内侧(11)和外侧(12),热反应性材料(20)设置在外纺织品层(10)的内侧(11)上。中间层(30)具有内侧(31)和外侧(32),热反应性材料(20)夹在外纺织品层(10)的内侧(11)和中间层(30)的外侧(32)之间,并将外纺织品层(10)粘结到中间层(30)。中间层(30)具有内侧(31)和外侧(32),阻燃粘合剂材料(40)设置在中间层(30)的内侧(31)上。内层(50)具有内侧(51)和外侧(52),阻燃粘合剂材料(40)夹在中间层(30)的内侧(31)和内层(50)的外侧(52)之间,并将内层(50)粘结到中间层(30)。
[0163]
层压结构包括外纺织品层(10)。在一些实施方式中,外纺织品可以包含聚酯纤维,聚酰胺纤维,聚烯烃纤维,聚苯硫醚纤维或它们的组合。合适的聚酯可包括例如聚对苯二甲酸乙二醇酯,聚对苯二甲酸丙二醇酯,聚对苯二甲酸丁二醇酯或其组合。合适的聚酰胺可包括例如尼龙6、尼龙6,6或其组合。合适的聚烯烃可包括例如聚乙烯,聚丙烯或它们的组合。在其他实施方式中,外纺织品层(10)可以是可熔化的不易燃纺织品,例如次膦酸酯改性的聚酯(例如由德国哈特斯海姆的特雷维拉公司(trevira gmbh)以商品名cs出售和由美国新泽西州塞考克斯玫瑰品牌(rose brand of secaucus)以商品名fr出售的材料)。外纺织品层(10)可以是针织的,梭织的或无纺的。在一些实施方式中,外纺织品层(10)是可熔化的。如本文所用,“可熔的”材料是当根据下文所述的熔融和热稳定性测试进行测试时可熔融的材料。在一些实施方式中,外纺织品层(10)是易燃或不易燃的。如本文所用,“易燃的”材料是当根据下文所述的纺织品垂直火焰测试(vertical flame test for textiles)进行测试以确定其是易燃或不易燃时易燃的材料。
[0164]
另外,外纺织品层可包含相对少量的阻燃纤维,不可熔纤维和/或抗静电纤维。如果存在,则存在阻燃纤维,不可熔纤维和/或抗静电纤维使得当根据下文所述的熔融和热稳定性测试进行测试时,外纺织品仍然是可熔化的纺织品。在一些实施方式中,外纺织品包含一定量的可熔纤维,其量为50重量%至100重量%的可熔纤维。在另外的实施方式中,可熔纤维在外纺织品层中的存在量在75重量%至100重量%的范围内。在另外的实施方式中,可熔纤维的存在量为95重量%至99重量%,其余的纤维为抗静电纤维,其在1至5重量%的范围内。所有重量百分比均基于外纺织品层的总重量。
[0165]
在一些实施方式中,外纺织品层(10)的重量小于或等于约250克/平方米(“gsm”)。在一些实施方式中,外纺织品层(10)具有30gsm至250gsm的重量,或40gsm至200gsm的重量,或40gsm至175gsm的重量,或50gsm至175gsm的重量,或约50gsm的重量,或50gsm至172gsm的重量,或约76gsm的重量,或50gsm至170gsm的重量,或约105gsm的重量,或100gsm至180gsm的重量,或约172gsm的重量。
[0166]
可熔纺织品通常不用于耐电弧层压件,因为掌控耐电弧服的测试的标准要求该织物或层压件具有阻燃性,从而有资格进行耐电弧试验(astm1959)。令人惊讶的是,包括可熔化的外纺织品层的层压结构可用于提供针对电弧闪光事件的保护。
[0167]
层压结构还包括热反应性材料。在一些实施方式中,热反应性材料(20)包括可膨胀石墨。在另一些实施方式中,热反应性材料(20)包括可膨胀石墨和聚合物树脂的混合物。热反应性材料位于外纺织品层和中间层之间。
[0168]
最适合在本文公开的实施方式中使用的可膨胀石墨在约180℃至280℃之间的平均膨胀率为至少9微米/℃。取决于层压结构的期望性质,可能期望使用膨胀率在约180℃至280℃之间大于9微米/℃的可膨胀石墨,或者在约180℃至280℃之间膨胀率大于12微米/℃,或者在约180℃至280℃之间膨胀率大于15微米/℃。当加热至约280℃时,适合在某些实施方式中使用的一种可膨胀石墨在本文所述的tma膨胀测试中膨胀至少900微米。当加热至约240℃时,适合在某些实施方式中使用的另一种可膨胀石墨在本文所述的tma膨胀测试中膨胀至少400微米。如果使用本文所述的炉膨胀测试进行测试,适合在本文所述的热反应性材料和方法中使用的可膨胀石墨在300℃的平均膨胀率为至少9立方厘米/克(cc/g)。在一个实例中,通过本文所述的炉膨胀测试进行测试时,可膨胀石墨等级3626(可购自阿斯伯里石墨研磨公司(asbury graphite mills,inc.))在300℃的平均膨胀率约为19cc/g,而可膨胀石墨等级3538(可购自阿斯伯里石墨研磨公司)在300℃的平均膨胀率仅为约4cc/g。应对适合用于本发明的可膨胀石墨的粒度进行选择,从而可以用所选择的施加方法来施加热反应性材料。例如,如果通过凹版印刷技术施加热反应性材料,则可膨胀石墨的粒度应足够小以适合凹版孔洞。
[0169]
在一些实施方式中,形成热反应性材料,其包含具有上述膨胀性的可膨胀石墨,并且当根据本文所述的dsc吸热测试方法进行测试时,吸热为至少约100焦耳/克(j/g)。在另一些实施方式中,可能期望使用吸热大于或等于约150j/g,大于或等于约200j/g,或吸热大于或等于约250j/g的可膨胀石墨。
[0170]
适用于热反应性材料的聚合物树脂的熔融或软化温度可低于280℃。在一些实施方式中,使用的聚合物树脂可以充分地流动或变形,以使可膨胀石墨在300℃或低于300℃的热暴露下显著膨胀。在一些实施方式中,使用的聚合物树脂可以充分地流动或变形,以使
可膨胀石墨在280℃或低于280℃的热暴露下显著膨胀。在一些实施方式中,适合在热反应性材料中使用的其它聚合物树脂使得可膨胀石墨在低于可熔外纺织品的热解温度的温度下充分地膨胀。在一些实施方式中,聚合物树脂的拉伸粘度(extensional viscosity)足够低以使可膨胀石墨膨胀,并且拉伸粘度足够高,以在聚合物树脂和可膨胀石墨的混合物膨胀后保持热反应性材料的结构完整性。在一些实施方式中,使用储能模量为10
3-108达因/cm2且200℃时tanδ在约0.1至约10之间的聚合物树脂。在另一个实施方式中,使用储能模量为10
3-106达因/cm2的聚合物树脂。在另一个实施方式中,使用储能模量为10
3-104达因cm2的聚合物树脂。在约等于或低于300℃时,适合在一些实施方式中使用的聚合物树脂具有模量和伸长率,适合用来使可膨胀石墨膨胀。适合在一些实施方式中使用的聚合物树脂是弹性的。其它适合在一些实施方式中使用的聚合物树脂是可交联的,例如可交联的聚氨酯,如可作为mor-melt
tm
粘合剂r7001 e(来自罗门哈斯公司(rohm&haas))获得。在其它实施方式中,合适的聚合物树脂是熔点为50℃-250℃的热塑性材料,例如粘合剂vp ka 8702(来自拜耳材料科学有限公司(bayer material science llc))。适合用于本文所述的实施方式的聚合物树脂包括聚合物,所述聚合物包括但不限于聚酯,聚醚,聚氨酯,聚酰胺,丙烯酸树脂,乙烯基聚合物,聚烯烃,硅酮,环氧树脂或它们的组合。
[0171]
阻燃材料可以掺入到热反应性材料或聚合物树脂中,例如三聚氰胺,磷,金属氢氧化物,例如三水合氧化铝(ath),硼酸盐或它们的组合。其他阻燃材料可包括例如溴化化合物,氯化化合物,氧化锑,有机磷基化合物,硼酸锌,聚磷酸铵,三聚氰胺氰尿酸盐,三聚氰胺聚磷酸盐,钼化合物,氢氧化镁,磷酸三苯酯,间苯二酚双-(二苯基磷酸酯),双酚-a-(二苯基磷酸酯),磷酸三甲苯酯,有机次膦酸酯/盐,膦酸酯或它们的组合。如果存在的话,基于聚合物树脂的总重量,阻燃材料可以以按重量计1%至50%的比例使用。
[0172]
在热反应性材料的一些实施方式中,热反应性材料是混合物,并且在暴露于来自电弧的热时,形成多个包含膨胀石墨的卷须。与膨胀之前的相同混合物相比,热反应性材料的总表面积显著增加。在一个实施方式中,所述混合物的表面积在膨胀之后增加至少5倍。在另一个实施方式中,所述混合物的表面积在膨胀之后增加至少10倍。此外,卷须通常从膨胀的混合物向外延伸。在热反应性材料以不连续形式位于外纺织品层或中间层上时,卷须可以延伸到至少部分地填充不连续区域之间的开放区域。在另一个实施方式中,卷须将是细长的,其长度与宽度的长宽比至少为5比1。在其中以不连续形式的图案施加包含聚合物树脂-可膨胀石墨混合物的热反应性材料的实施方式中,热反应性材料膨胀以在膨胀后形成松散堆积的卷须,从而在卷须之间形成空隙,以及在热反应性材料的图案之间形成空间。在暴露于来自电弧的热量时,可熔的外纺织品熔化并且通常从热反应性材料的不连续形式之间的开放区域移开。
[0173]
中间层在膨胀过程中可对热反应性材料提供支撑,可熔外纺织品的熔体在熔融过程中被膨胀的热反应性材料吸收和保留。通过吸收和保留该熔体,可以形成不表现出熔体滴落并且易燃性得到抑制的层压件。据信中间层在熔体吸收期间支撑膨胀的热反应性材料,从而防止层压结构破裂并防止孔的形成或使得孔的形成最小化。膨胀时热反应性材料增加的表面积使得在暴露于来自电弧的热量时,来自可熔纺织品的熔体被膨胀的热反应性材料吸收。
[0174]
在一些实施方式中,通过提供聚合物树脂和可膨胀石墨的紧密共混物而不会引起
可膨胀石墨显著膨胀的方法来制备热反应性材料。在一些实施方式中,可以将聚合物树脂和吸热至少为100j/g的可膨胀石墨进行掺混,形成混合物,所述混合物可以以连续或不连续的图案施加到外纺织品层或中间层的任一者上或两者上。合适的混合方法包括但不限于桨式混合器,掺混和其他低剪切混合技术。在一种方法中,将可膨胀石墨与聚合物树脂聚合反应之前的单体或预聚物混合来制备聚合物树脂和可膨胀石墨颗粒的紧密共混物。在另一种方法中,可膨胀石墨可以与溶解的聚合物共混,其中在混合之后或在施加到外纺织品层、中间层或两者之前除去溶剂。在另一种方法中,可膨胀石墨与热熔性聚合物在低于石墨的膨胀温度且高于聚合物的熔化温度的温度下进行共混。在提供聚合物树脂和可膨胀石墨颗粒或可膨胀石墨附聚物的紧密共混物的方法中,在石墨膨胀之前,可膨胀石墨被聚合物树脂涂覆或包封。在一些实施方式中,在将热反应性材料施加到外纺织品层或中间层之前,获得紧密的共混物。
[0175]
在一些实施方式中,基于热反应性材料的总重量,热反应性材料包含小于或等于约50重量%,或者小于或等于约40重量%,或者小于或等于约30重量%的可膨胀石墨,余量基本上包含聚合物树脂。在其它实施方式中,可膨胀石墨占所述混合物的小于或等于约20重量%,或者小于或等于约10重量%,或者小于或等于约5重量%,余量基本上包含聚合物树脂。通常,基于热反应性材料的总重量,需要约5重量%至50重量%的可膨胀石墨。在一些实施方式中,甚至更少量的可膨胀石墨可以实现所需的阻燃性能。在一些实施方式中,可以使用低至1%的加载量。取决于所需的性能和所得层压结构的构造,其他含量的可膨胀石墨也可能适用于其他实施方式。也可以将其他添加剂,例如颜料,填料,抗微生物剂,加工助剂和稳定剂添加到热反应性材料中。
[0176]
可以将热反应性材料施加到外纺织品层(10)的内侧(11)或中间层(30)的外侧(32)中的一者或两者上,例如图1c所例示的。在一些实施方式中,热反应性材料可以以连续层的形式施加。在一些实施方式中,在需要增强的透气性和/或手感的情况下,可以不连续地施加热反应性材料以形成具有小于100%的表面覆盖率的热反应性材料层。如图1c所示,热反应性材料(20)可以以点图案施加。不连续地施加热反应性材料可以通过包括但不限于点、网格、线及其组合的形式提供小于100%的表面覆盖率。在不连续覆盖的一些实施方式中,热反应性材料的不连续图案的相邻区域之间的平均距离小于碰撞火焰的尺寸。在不连续覆盖的一些实施方式中,不连续图案的相邻区域之间的平均距离小于10毫米(mm),或小于5mm,或小于3.5mm,或者小于或等于2.5mm,或者小于或等于1.5mm,或者小于或等于0.5mm。例如,在将热反应性材料印刷到外纺织品层或中间层上的点状图案中,将测量热反应性材料的两个相邻点的边缘之间的间距。不连续图案的相邻区域之间的平均距离可以大于40微米,或大于50微米,或大于100微米,或大于200微米,这取决于应用。测得大于200微米且小于500微米的平均点间距在本文所述的某些层压件中是有用的。
[0177]
在一些实施方式中,例如,节距可与表面覆盖率结合使用,作为描述印刷图案的沉积的一种方式。通常,节距定义为相邻形式(例如印刷图案的点,线或网格线)之间中心到中心的平均距离。该平均值例如用于说明不规则间隔的印刷图案。在一些实施方式中,热反应性材料(20)可以以具有节距和表面覆盖率的图案不连续地施加,与具有等重量热反应性材料沉积的热反应性混合物的连续施加相比,提供优异的阻燃性能。在不规则图案的实施方式中,节距定义为相邻点或网格线之间的中心到中心的距离的平均值。在一些实施方式中,
节距大于500微米,或者大于1000微米,或者大于2000微米,或者大于5000微米。节距在500微米至6000微米之间的热反应性材料的图案适合应用于本发明所述的大部分层压件。在诸如手感、透气性和/或纺织品重量等性质非常重要的实施方式中,可以使用大于约25%,并且小于约90%、或小于约80%、或小于约70%、或小于约60%、或小于约50%、或小于约40%、或小于约30%的表面覆盖率。在例如需要较高阻燃性的某些实施方式中,可能期望在外纺织品层或中间层的表面上热反应性材料的表面覆盖率在约30%至80%之间,并且节距为500微米至6000微米。
[0178]
在一些实施方式中,一种用于实现小于100%的覆盖率的方法包括通过例如凹版印刷将热反应性材料印刷到外纺织品或中间层的表面上来施加热反应性材料。图2a和图2b示出了示例,其中例如以点(2a)和网格(2b)的图案将热反应性材料(20)的层设置到外纺织品层(10),例如设置到中间层(30)的外侧(32)上,或者设置到外纺织品层(10)的内侧(11)上。在一些实施方式中,施加热反应性材料以实现热反应性材料的约10gsm至约100gsm之间的附加重量。在一些实施方式中,将热反应性材料施加到外纺织品层或中间层上以实现小于100gsm,或小于75gsm,或小于50gsm,或小于25gsm的附加重量。
[0179]
在一些实施方式中,例如在图2a中的热反应材料(20)的离散点的应用中,将热反应性材料施加到外纺织品层(10)上,以包含热反应材料的多个离散的预膨胀结构的形式形成热反应材料(20)的层。膨胀时,离散点形成多个具有结构完整性的离散膨胀结构,从而为层压结构提供足够的保护,以实现本文所述的增强的性能。结构完整性是指膨胀后的热反应性材料能够经受挠曲或弯曲而基本上不崩解或从外纺织品层或中间层或两者上剥落。
[0180]
在一些实施方式中,除了点、线或网格之外,还可以以其他形式施加热反应性材料。施加热反应性材料的其它方法可以包括丝网印刷或喷涂或分散涂覆或刮涂,只要可以以这样的方式施加热反应性材料,即在暴露于来自电弧的热量时具有期望的性能。
[0181]
在一些实施方式中,热反应性材料(20)的层可以一定方式设置在外纺织品层(10)或中间层(30)上,其中热反应性材料在中间层(30)和外纺织品层(10)之间提供良好的粘结。热反应性材料用作粘合剂,例如,以将外纺织品层(10)的内侧(11)和中间层(30)的外侧(32)粘结,从而在外纺织品层(10)和中间层(30)之间形成热反应性材料层。在层压结构的形成期间,可以以连续或不连续的方式将热反应性材料施加到外纺织品或中间层上,然后通常通过穿过两个辊的辊隙使外纺织品和中间层彼此粘附。来自辊隙的压力可至少使热反应性材料的聚合物树脂至少部分地置于表面孔隙,表面空隙或一层或两层(10和30)的纤维之间的空隙或空间内。在一些实施方式中,至少热反应性层的聚合物树脂可以穿透外纺织品层的纤维和/或长丝之间的空隙或空间。在另一些实施方式中,至少热反应性材料的聚合物树脂可以穿透到中间层中。在另一些实施方式中,至少热反应性材料的聚合物树脂可以穿透外纺织品材料的纤维之间的空隙或空间,并且可以穿透到中间层中。
[0182]
层压结构还包括中间层。中间层包括阻挡层,例如,聚酰亚胺,硅酮或聚四氟乙烯(ptfe)层。在一些实施方式中,中间层可以是膨胀聚四氟乙烯(eptfe)。在另一些实施方式中,中间层是双层膜,该双层膜包括(a)第一膨胀聚四氟乙烯层和(b)第二膨胀聚四氟乙烯层;或聚氨酯涂覆的膨胀聚四氟乙烯。中间层可以是fr纺织品层,但是,如果将纺织品层用作中间层,则该纺织品层应包含相对较高密度的经纱和纬纱纤维或长丝,这会增加层压结构的重量和刚度。当通过本文所述的柔性或手感测量测试进行测量时,中间层可以是厚度
小于1毫米(mm)且手感小于100的膜,以实现所得层压结构(2)的特定的厚度和手感。合适的膜可以包括诸如热稳定膜的材料,并且包括诸如聚酰亚胺、硅酮、ptfe(诸如ptfe或膨胀ptfe)的材料。在一些实施方式中,中间层可以防止或最小化从电弧到其后的层的热传递。另外,在一些实施方式中,中间层可以促进熔体吸收。不适合作为中间层的材料包括热稳定性不足的膜,例如很多透气的聚氨酯膜和透气的聚酯膜(例如膜,特别是热塑性膜)。在一些实施方式中,当按照本文所述的阻挡热稳定性测试方法(barrier thermal stability test method)进行测试时,用于本文所述的实施方式的膜在热暴露之后的最大透气度为小于约25l/m2/秒。在一些实施方式中,膜在暴露于足以使可膨胀石墨膨胀的电弧后具有的透气度小于3弗雷泽(frazier)。
[0183]
在一些实施方式中,中间层(30)的重量在10gsm到50gsm的范围内,或在20到50gsm的范围内,或在30gsm到50gsm的范围内,或在40gsm到50gsm的范围内,或在10gsm到40gsm的范围内,或在20gsm到40gsm的范围内,或在30gsm到40gsm的范围内,或在10gsm到30gsm的范围内,或在20gsm到30gsm的范围内,或在15gsm到35gsm的范围内,或在20gsm到35gsm的范围内,或在25gsm到35gsm的范围内,或在30gsm到35gsm的范围内,或在15gsm到30gsm的范围内,或在25gsm到30gsm的范围内,或在15gsm到25gsm的范围内,或在20gsm到25gsm的范围内,或在15gsm到20gsm的范围内,或在21gsm到23gsm的范围内,或在29gsm到31gsm的范围内,或约22gsm,或约30gsm。
[0184]
在一些实施方式中,中间层是热稳定的阻挡层。热稳定的阻挡层可有助于防止在暴露于电弧期间从层压结构的外侧到层压结构的内侧的热传递。根据本文所述的热稳定阻挡层的透气性测试进行测试时,在热暴露后,用作本文所述实施方式中的中间层的热稳定阻挡层的最大透气度为50l/m2/秒。在其他实施方式中,在热暴露后,中间层具有的最大透气度小于25l/m2/秒或小于约15l/m2/秒。
[0185]
层压结构还包含阻燃粘合剂材料(40),其中,该阻燃粘合剂材料(40)夹在中间层和内层之间。被描述为可用于热反应性材料的任何聚合物树脂均可用于阻燃粘合剂,只要存在足够量的阻燃添加剂即可。阻燃粘合剂材料(40)通常包含一种或多种聚合物树脂和一种或多种阻燃添加剂。在一些实施方式中,阻燃粘合剂材料(40)由一种或多种聚合物树脂和一种或多种阻燃添加剂组成或基本上由其组成。如本文所用,“基本上由......组成”是指该组合物包含列出的那些组分,以及小于5重量%的可能实质性影响该组合物的任何其他组分。在其他实施方式中,组合物包含小于4%或小于3%或小于2%或小于1%的任何其他组分。合适的聚合物树脂可包括例如聚酯,聚醚,聚氨酯,聚酰胺,丙烯酸树脂,乙烯基聚合物,聚烯烃,硅酮,环氧树脂或它们的组合。在一些实施方式中,聚合物树脂可以是热塑性的,而在另一些实施方式中,聚合物树脂可以是可交联的。适用于一些实施方式的聚合物树脂可包括例如可交联的聚氨酯,例如由美国宾夕法尼亚州费城的罗门哈斯公司(rohm&haas)以商品名mor-melt
tm
r7001 e出售的那些。在另一些实施方式中,合适的聚合物树脂是熔融温度为约50℃至约250℃的热塑性材料,例如以商品名vp ka 8702出售的,由美国宾夕法尼亚州匹兹堡的拜耳材料科学公司(bayer materialscience llc)出售。在一些实施方式中,可以通过在聚合物树脂中掺入阻燃材料来提供阻燃粘合剂材料(40)的阻燃特性。阻燃材料可以包括,例如,溴化化合物,氯化化合物,氧化锑,有机磷基化合物,硼酸锌,聚磷酸铵,三聚氰胺氰尿酸盐,三聚氰胺聚磷酸盐,钼化合物,氢氧化镁,磷酸
三苯酯,间苯二酚双-(二苯基磷酸酯),双酚-a-(二苯基磷酸酯),磷酸三甲苯酯,有机次膦酸酯/盐,膦酸酯中的一种或多种,或它们的组合。在一些实施方式中,基于聚合物树脂的总重量,阻燃材料可以以按重量计1%至50%的比例使用。
[0186]
阻燃粘合剂材料(40)粘结中间层和内层,并且不连续地施加以形成阻燃粘合剂材料(40)的层。阻燃粘合剂材料(40)以图案施加,以形成在整个中间层和内层的表面上具有小于100%的表面覆盖率的粘结区域(42)。图3b和3c示出了限定多个袋(44)的阻燃粘合剂材料的潜在的粘结区域(42)的网格状图案。袋(44)表示中间层和内层不彼此粘结的区域。所述袋进一步由围绕每个袋的阻燃粘合剂材料(40)限定。阻燃粘合剂材料在由阻燃粘合剂的粘结区域(42)的图案限定的那些区域中将中间层和内层粘结,而袋(44)限定其中中间层和内层彼此不粘结的非粘结区域。袋本身可以不含阻燃粘合剂材料,或者袋基本上不含阻燃粘合剂材料。如本文所用,短语“基本上不含”是指当测量袋的区域时,非粘结区域包含小于5%,或小于4%或小于3%,或小于2%或小于1%的阻燃添加剂。在一些实施方式中,相对较弱的粘合剂组合物可能会“暂时”粘合中间层和内层,以使中间层和内层在正常使用情况下不会分开。然而,在暴露于电弧期间,来自电弧的能量应足以熔化或降解袋区域中的弱粘合剂组合物,从而允许中间层和内层的分离以及袋的膨胀,如本文中所述。
[0187]
阻燃粘合剂材料(40)可以以图案形式定位,从而形成袋(44)。形成粘结区域(42)的图案可以施加为阻燃粘合剂材料的实线,或者图案可以是包括一系列紧密间隔的阻燃粘合剂材料的点的线,如图3a和3b所示。尽管术语“点”用于描述所施加的阻燃粘合剂的形状,但是可以使用任何规则或不规则形状来施加阻燃粘合剂,例如,点,正方形,五边形,六边形,线,规则或不规则形状。图3a示出了一个特定的实施方式,其中阻燃粘合剂可以作为一系列的点施加,每个点的直径为0.5毫米(mm),并且相邻点之间的中心到中心的间距(节距)为0.713mm。阻燃粘合剂可以以图案形式定位或施加。图案可以是限定袋的任何规则重复的图案。如图3b所示,该图案是形成矩形/正方形袋的网格图案。如图3d所示,图案是一系列正弦线,其中正弦波沿第一方向行进(例如,如图3d中标有“行进方向”的箭头所示),在垂直于第一方向的第二方向上彼此间隔(例如,如图3d中标有“间隔方向”的箭头所示),并且沿第一方向彼此偏移一定程度,以使一个正弦波的峰与相邻正弦波的波谷对齐。在一些实施方式中,波峰和波谷接触。在一些实施方式中,波峰和波谷重叠。在一些实施方式中,正弦波限定了图案化的粘结区域(42)以及非粘结区域或袋(44),如以上参考图3b所述。在另外的实施方式中,可以使用其他规则地重复的图案。例如,可以使用圆形,矩形,五边形,六边形或多边形的图案,以形成粘结区域(42),例如,如图所示。在另外的实施方式中,形成粘结区域(42)的图案可以包括不同多边形或形状的组合,如图12e所示。相邻的多边形或形状可以共享公共(相邻)边,例如,如图12a,12c和12e所示,或者可以具有彼此独立的边,例如,如图12b,12d和12f所示。如果多边形或其他形状彼此独立,并且相邻边之间存在非粘结区域,则应注意将相邻边之间的距离保持相对较小,例如,小于或等于5mm,或者小于4mm,或者小于3mm,或者小于2mm,或者小于1mm。在一些实施方式中,每个规则重复的多边形与相邻的多边形共享一个公共边,如图12a所示。在另外的实施方式中,图案可以具有相对较小的开口。在具体的实例中,圆形图案可以具有相对小的开口,使得阻燃粘合剂的图案类似于字母“c”。但是,开口应保持尽可能小。在另一些实施方式中,图案是没有开口的连续图案,例如,图4b中所示的图案。
[0188]
在一些实施方式中,数字印刷可用于产生阻燃粘合剂材料(40)的随机图案(未示出)。随机图案可以包括形状和/或多边形的任何组合。
[0189]
表示中间层和内层之间的未粘结区域的袋(44)的面积可以在从最小25毫米2(mm2)到最大22,500mm2的范围内。袋的面积是指层压结构的各个袋的平均面积。如果层压结构包括不同形状和/或尺寸的袋,则至少80%的袋应具有在25mm2至22,500mm2范围内的面积。在诸如图12b所示的实施方式中,其中图案由不具有公共边的形状形成,仅袋的区域用于计算袋的面积;并且随着相邻边之间的距离变大,这可能需要袋的面积更大。例如,如果使用具有50mm2面积的正方形袋的规则重复图案,则相邻正方形袋的边之间的距离应尽可能小,例如小于2mm或小于1mm。在另一些实施方式中,袋的面积可以在以下范围内:25mm2至22,000mm2,或30mm2至22,000mm2,或35mm2至22,0000mm2,或40mm2至22,000mm2,或45mm2至22,000mm2,或50mm2至22,000mm2,或75mm2至22,000mm2,或100mm2至22,000mm2,或100mm2至20,000mm2,或100mm2至15,000mm2,或100mm2至10,000mm2,或100mm2至9,000mm2,或100mm2至8,000mm2,或100mm2至7,000mm2,或100mm2至6,000mm2,或100mm2至5,000mm2,或100mm2至4,000mm2,或100mm2至3,000mm2,或100mm2至2,000mm2,或100mm2至1,000mm2,或100mm2至900mm2,或100mm2至800mm2,或100mm2至700mm2,或100mm2至600mm2,或100mm2至500mm2,或100mm2至400mm2。
[0190]
可以使用已知的层压技术来施加阻燃粘合剂,该层压技术可用于产生期望的图案,例如凹版印刷,丝网印刷或喷墨印刷。在一些实施方式中,阻燃粘合剂材料被定位(或施加)以形成多个袋,每个袋由(a)中间层,(b)内层和(c)一部分阻燃粘合剂材料限定,其中阻燃粘合剂材料的图案覆盖内层外表面的不到75%。在一些实施方式中,该阻燃粘合剂材料的图案包括网格图案,该网格图案包括在第一方向上取向的第一系列平行线和在第二方向上取向的第二系列平行线,第一方向和第二方向以30度到90度范围内的角度相互偏转。在一个实施方式中,可使用凹版辊施加阻燃粘合剂,其中凹版辊具有网格状图案,该网格状图案具有第一系列平行线和第二系列平行线,第二系列平行线相对于第一系列平行线成90度取向。例如,每条线可以由单独的点形成,这些点的点尺寸为0.5毫米(mm),这些点的中心到中心的距离(节距)为0.713mm,这些线的宽度为3.4mm,网格内相邻的平行线的边到边的距离为20.13mm。由阻燃粘合剂材料的线限定的袋的尺寸可以是例如大约404平方毫米。
[0191]
层压结构还包括内层(50)。内层(50)可以是内纺织品层,其可以由任何已知的纺织品纤维或长丝制成。纺织品可包括阻燃纤维,非阻燃纤维,合成纤维,天然纤维或它们的组合。纺织品可以是梭织的,针织的或无纺的纺织品。在一些实施方式中,针织物可以是圆形针织物,横针织物,经针织物或拉舍尔针织物。合适的阻燃纺织品的例子包括由以下材料产生的纺织品:对位芳纶,间位芳纶,聚苯并咪唑,聚苯并噁唑,聚醚醚酮,聚醚酮酮,聚苯硫醚,聚酰亚胺,三聚氰胺,含氟聚合物,聚四氟乙烯,变性聚丙烯腈,纤维素,聚乙酸乙烯酯,矿物纤维,蛋白质纤维或它们的组合。也可以使用其他非阻燃的纺织品,例如包含合成纤维,天然纤维的纺织品或包含合成纤维和天然纤维的纺织品。合适的合成纺织品可包括例如聚酯,聚酰胺,聚烯烃,丙烯酸树脂,聚氨酯或它们的组合。合适的天然纤维可包括例如棉,羊毛,纤维素,动物毛,黄麻,大麻或任何其他天然存在的纤维。也可以使用它们的组合。在一些实施方式中,可以将少量例如小于10重量%的抗静电纤维或长丝添加到纺织品中,其中重量百分比是基于纺织品的总重量。合适的抗静电纤维/长丝在本领域中是已知的,并
且可以包括例如导电金属,铜,镍,不锈钢,钢,金,银,钛,碳纤维。在另外的实施方式中,内纺织品层可以包括小百分比的弹性长丝。合适的弹性长丝可以包括,例如,聚氨酯,弹性纤维,氨纶,硅酮,橡胶或它们的组合。
[0192]
在一些实施方式中,内层(50)包括重量在15gsm至450gsm的范围内的梭织,针织或无纺的纺织品。在其他实施方式中,内层的重量在以下范围内:20gsm至450gsm,或25gsm至450gsm,或15gsm至400gsm,或20gsm至400gsm,或25gsm至400gsm,或15gsm至375gsm,或20gsm至375gsm,或25gsm至375gsm,或15gsm至350gsm,或20gsm至350gsm,或25gsm至350gsm,或15gsm至325gsm,或20gsm至325gsm,或25gsm至325gsm,或15gsm至300gsm,或20gsm至300gsm,或25gsm至300gsm,或15gsm至275gsm,或20gsm至275gsm,或25gsm至275gsm,或15gsm至250gsm,或20gsm至250gsm,或25gsm至250gsm,或15gsm至225gsm,或20gsm至225gsm,或25gsm至225gsm,或15gsm至200gsm,或20gsm至200gsm,或25gsm至200gsm,或30gsm至250gsm,或40gsm至250gsm,或50gsm至250gsm,或50gsm至200gsm,或50gsm至190gsm,或50gsm至180gsm,或50gsm至170gsm,或50gsm至160gsm,或50gsm至150gsm,或50gsm至140gsm,或50gsm至130gsm,或50gsm至120gsm,或50gsm至110gsm,或50gsm至100gsm,或50gsm至90gsm。内层可以是纺织品层,其中纺织品层包括阻燃纺织品,可熔化纺织品,或者是既包含阻燃纤维又包含可熔纤维的纺织品。在一些实施方式中,内层是由芳族聚酰胺和阻燃性粘胶纤维制成的梭织纺织品。在一些实施方式中,内层(50)包括梭织芳族聚酰胺和阻燃性粘胶纤维的纺织品,其包括50%的芳族聚酰胺和50%的粘胶纤维。在一些实施方式中,内层(50)包括梭织芳族聚酰胺和阻燃性粘胶纤维的纺织品,其具有约50gsm至250gsm的重量。在一些实施方式中,内层(50)包括聚对苯二甲酸乙二醇酯(“pet”)互锁纺织品。在一些实施方式中,内层(50)包括具有约50gsm至200gsm的重量的pet针织纺织品。在一些实施方式中,内层(50)包含变性聚丙烯腈/棉混纺(mac/co)的针织纺织品。在一些实施方式中,内层(50)包括具有约50gsm至200gsm的重量的mac/co针织纺织品。在一些实施方式中,内层(50)包括具有约50gsm至200gsm的重量的pet针织纺织品。在一些实施方式中,内层(50)包含变性聚丙烯腈/棉混纺(mac/co)的针织纺织品。在一些实施方式中,内层(50)包括具有约100gsm至200gsm的重量的mac/co针织纺织品。在一些实施方式中,内层(50)包括mac/co针织纺织品,其进一步包含5%或更少的抗静电纤维并且具有约100gsm至200gsm的重量。在一些实施方式中,内层(50)是变性聚丙烯腈针织物。在一些实施方式中,内层(50)是具有约50gsm至200gsm的重量的变性聚丙烯腈针织物。
[0193]
在一些实施方式中,如上所述的层压结构(2)可具有小于或等于500gsm的重量。在另一些实施方式中,层压结构的重量可以小于400gsm或小于375gsm或小于350或小于325gsm或小于300gsm或小于275gsm。
[0194]
在一些实施方式中,层压结构(2)可以为用户提供防止暴露于电弧的保护,也称为“电弧闪光保护”。在一些实施方式中,层压结构(2)可以以面板形式和服装形式提供满足en标准en 61482-1-1:2014和/或en 61482-1-2:2014的电弧闪光保护。在一些实施方式中,层压结构(2)提供2级电弧闪光保护,并满足en标准en 61482-1-2:2014。在一些实施方式中,为了满足en标准en 61482-1-2:2014,当以面板形式暴露于en标准en 61482-1-2:2014中所定义的电弧闪光的层压结构可以提供:传输的入射能量与时间的关系图,其小于称为斯托尔曲线的标准;小于或等于5秒的余焰时间;或形成的任何孔的大小必须小于或等于5毫米。
在另一些实施方式中,包括暴露于en标准en 61482-1-2:2014所定义的电弧闪光且呈面板形式的层压结构的制品可以提供具有以下一项或多项标准的制品:余焰时间少于或等于5秒;所形成的任何孔的尺寸必须小于或等于5毫米;或制品不得熔化或滴落;或者服装的前拉链必须容易打开。
[0195]
在一些实施方式中,据信当上文所述的层压结构(2)暴露于电弧时,例如暴露于根据标准en 61482-1-1:2014和/或en 61482-1-2:2014施加的电弧时,层压结构(2)的一些部分膨胀且互相远离地弯曲。在一些实施方式中,当暴露于电弧时,外纺织品层(10)熔化并且热反应性材料(20)膨胀。随着热反应性材料膨胀,膨胀的热反应性材料吸收已经熔化的或正在熔化的外纺织品层,从而防止外纺织品层经受火焰并且还防止外纺织品层滴落。在一些实施方式中,在暴露于电弧时,由于存在可膨胀石墨,热反应性材料(20)的层膨胀。在暴露于电弧时,由中间层、内层和阻燃粘合剂材料限定的袋膨胀,使得中间层和内层彼此分离,从而形成气隙。由图4a(在暴露于电弧之前)和图4b(在暴露于电弧之后)中的层压结构的外观差异可以看出由中间层和内层限定的袋的分离。
[0196]
图4a示出了在施加电弧闪光之前的示例性层压结构(2)的内层,而图4b示出了在施加电弧闪光之后的层压结构(2)的内层。可以看出,如图4b所示的包括粘结区域(42)的层压结构(2)包括覆盖袋(44)的膨胀区域(46)。在一些实施方式中,膨胀区域(46)在层压结构(2)内形成气隙,从而提供改进的绝热性并改善层压结构(2)在测试中的性能,所述测试例如针对上述斯托尔曲线的测试。在一些实施方式中,膨胀区域(46)提供的绝热能够使层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,同时与包括相同或相似的材料但缺少一定图案[该图案包括粘结区域(42)和用于产生上述膨胀区域(46)的袋(44)]的层压结构相比,可以包括重量更轻的材料层。
[0197]
在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于500gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于475gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于450gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于425gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于400gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于375gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于350gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于325gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于300gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于275gsm。在一些实施方式中,层压结构(2)符合标准en 61482-1-1:2014和/或en 61482-1-2:2014,并且重量小于或等于265gsm。
[0198]
所公开的层压结构还能够在暴露于电弧时抵抗收缩。在一些实施方式中,当根据下文公开的热收缩测试进行测试时,层压结构的收缩小于10%。在另一些实施方式中,层压结构在暴露于电弧时的收缩小于5%或小于4%或小于3%或小于2%。在一些实施方式中,
当根据下文所述的mvtr测试进行测试时,根据本文所述的方法制成的层压结构的湿蒸汽透过率(“mvtr”)大于约1000,或大于约3000,或大于约5000,或大于约7000,或大于约9000,或大于约10000,或更高。在一些实施方式中,当根据本文所述的水平火焰测试方法进行测试时,层压结构的断裂打开时间大于约50秒,大于约60秒,或甚至大于120秒。在一些实施方式中,当根据本文所述的水平火焰测试进行测试时,层压结构还具有小于20秒的余焰时间。在一些实施方式中,当通过水平火焰测试进行测试时,层压结构的余焰时间小于15秒,或小于10秒,或小于5秒。在一些实施方式中,当在水平火焰测试中进行测试时,层压结构显示出基本上没有熔体滴落现象。
[0199]
层压结构(2)可以用作服装,其中该服装被构造成使得当穿着者穿着该服装时,内层朝向穿着者。合适的服装可以包括例如夹克,衬衫,裤子,工作服,手套,头套,腿套,围裙,鞋类或它们的组合。服装可以是穿着者穿着的最外层,或者可以是内衣,意在被另一件服装覆盖。然而,通常,服装是最外层的服装。本公开还涉及层压结构在服装制造中的用途,其中层压结构的总重量小于或等于500gsm。在另一些实施方式中,本公开还涉及层压结构在服装制造中的用途,其中层压结构的总重量小于或等于500gsm,并且其中该层压结构满足en 61482-1-2:2014标准。本公开还涉及层压结构用作服装的用途。
[0200]
可以将弹力结合到层压结构中,这可以提高包含该层压结构的服装的舒适度。在一些实施方式中,可以例如根据wo 2018/067529的公开内容引入单向弹力,该专利公开内容通过引用整体并入本文。如本文所用,单向弹力是指层压结构在纵向或横向之一上具有可恢复的弹性,但是通常不能同时在这两个方向上具有可恢复的弹性。用于将弹力结合到层压结构中的其他方法,特别是那些包含一个或多个非固有地具有弹性的层的方法在本领域中是已知的。合适的例子可以包括例如ep 110626和ep 1852253的教导,其公开内容通过引用整体并入本文。
[0201]
实施例
[0202]
测试方法
[0203]
tma膨胀测试:使用tma(热机械分析(thermo-mechanical analysis))来测量可膨胀石墨颗粒的膨胀率。使用ta仪器公司(ta instruments)的tma 2940设备对膨胀率进行测试。使用大致尺寸为直径8mm、高度12mm的tga陶瓷(氧化铝)盘来固定样品。使用宏观膨胀探针(macroexpansion probe),将直径约6mm的盘底部设定为零。将用tma探针测得0.1-0.3mm深的可膨胀石墨薄片放入盘中。关闭炉并测量初始样品高度。以10℃/分钟的升温速率将炉从约25℃加热至600℃。将tma探针的位移对温度作图;所述位移用作膨胀的量度。
[0204]
dsc吸热测试:在购自ta仪器公司的q2000 dsc上使用tzero t
tm
密封盘进行测试。对于每个样品,在盘中放置约3毫克(mg)的可膨胀石墨。通过将剃刀刀片的角压入中心,产生大约2mm长且小于1mm宽的排气口来对盘进行排气。dsc在20℃平衡。然后将样品以10℃/分钟的速度从20℃加热到400℃。从dsc曲线获得吸热值。
[0205]
阻挡热稳定性测试:优选地,热稳定的阻隔层在热暴露之后具有小于25l/m2/秒的透气度。为了确定热稳定阻挡层的热稳定性,将381mm(15英寸)的正方形织物试样夹在金属框架中,然后悬挂在260℃(500℉)的强制空气循环烘箱中。5分钟暴露之后,将试样从烘箱中移出。在试样冷却之后,根据iso 9237(1995)测试试样的透气度。小于25l/m2/秒的试样被认为是热稳定的阻挡层。
[0206]
根据en iso 15025方法a1进行水平火焰测试。根据暴露于水平火焰测试10秒进行测试的样品,如果没有孔洞大于5毫米,余焰时间小于或等于2秒且余辉时间小于或等于2秒,则认为其通过测试。通过将外纺织品层暴露于水平火焰,然后用新样品重复测试,将内纺织品层暴露于水平火焰,对每个样品进行测试。每个测试均基于层压件的暴露的一侧进行评估,因此,一侧可能通过测试,而另一侧可能失败。
[0207]
自熄测试:en iso 15025。如上所述,在材料样品从水平火焰测试的火焰中移出之后,观察材料的任何余焰,并记录余焰时间。若样品表现出任何熔体滴落或液滴坠落,也记录下来。若未观察到余焰,或者虽然在移出时观察到余焰但在从火焰中移出之后五(5)秒内熄灭,则该材料被称为自熄性的。
[0208]
垂直火焰测试:根据en iso 15025,方法a2进行。余焰时间取3个样品的平均值。余焰时间和余辉时间大于2秒的纺织品被认为是易燃的。
[0209]
熔融和热稳定性测试:本测试用来确定纺织品材料的热稳定性。该测试基于nfpa 1975,2004版的8.3部分中描述的热稳定性测试。测试烘箱是iso 17493中规定的热空气循环烘箱。该测试根据astm d 751(涂覆织物的标准测试方法(standard test methods for coated fabrics))使用高温抗粘连过程(procedures for blocking resistance at elevated temperatures,89-93部分)进行,其中改变如下:
[0210]
·
使用测量尺寸为100mm x100mm x3mm(4英寸x 4英寸x 1/8英寸)的硼硅酸盐玻璃板,
[0211]
·
使用的测试温度为180℃,
±
5℃。在玻璃板从烘箱中移出之后,将试样冷却至少1小时。
[0212]
粘附于玻璃板、展开时粘附在自身上或表现出熔融或滴落迹象的任何样品面都认为是可熔的。任何缺乏可熔面迹象的样品面都认为是热稳定的。
[0213]
湿蒸汽透过率(mvtr):下面给出了用于测量mvtr的测试的描述。已发现该过程适用于对膜、涂层和涂覆的产品进行测试。
[0214]
在该过程中,将由35重量份乙酸钾和15重量份蒸馏水组成的约70ml溶液置于133ml聚丙烯杯中,该聚丙烯杯在杯口处的内径为6.5cm。将膨胀ptfe膜热密封到该杯的口缘,产生容纳该溶液的拉紧的防漏微孔阻挡物,根据美国专利4,862,730(属于crosby)描述的方法测试的该膨胀ptfe膜的最小mvtr约为85,000g/m2/24小时。将类似的膨胀ptfe膜安装到水浴的表面。使用控温室和水循环浴将水浴组件控制在23℃。进行该测试过程前,待测试样品被允许在23℃的温度和50%的相对湿度下适应。放置样品使得微孔聚合物膜与安装至水浴表面的膨胀ptfe膜接触并允许平衡至少15分钟,然后引入杯组件。杯组件称重至精确度1/1,000g,并以倒置的方式放置在测试样品的中心上。通过水浴中水和饱和盐溶液之间的驱动力提供水传输,通过在该方向上的扩散来提供水通量。对样品测试15分钟,随后移开杯组件,再次称量至1/1000g精确性。
[0215]
由杯组件的重量增加计算样品的mvtr并表示为每24小时每平方米样品表面积的水克数。
[0216]
重量:材料的重量测量按照astm d751第10部分的规定进行。
[0217]
透气性测试:优选地,中间层在热暴露之后具有小于25l/m2/秒的透气度。为了确定中间层的热稳定性,将381mm(15英寸)的正方形试样夹在金属框架中,然后悬挂在设定到
260℃温度的强制空气循环烘箱中。5分钟暴露之后,将试样从烘箱中移出。在试样冷却之后,根据标题为iso 9237(1995)的测试方法测试试样的透气度。
[0218]
柔性或手感测量:使用ta o型手握计(thwing-albert handle-o-meter)(型号#211-5,来自美国宾夕法尼亚州费城的ta仪器公司(thwing albert instrument company,philadelphia,pa))对层压结构样品进行手感测量。较低的值表示弯曲样品所需的载荷较低,并且表示样品更柔软。
[0219]
层压件的洗涤:使用iso 6330 6n f60中给出的程序进行每个样品的洗涤。每个洗涤/干燥循环进行5次。在iso 6330 6n f60之前和5个完整的洗涤/干燥循环之后,确定每个样品的重量。给出的值是三个独立样品的平均值。
[0220]
使用en 61482-1-2:2014进行电弧箱测试。
[0221]
根据iec 61482-1-1:2009方法a进行开弧测试。
[0222]
炉膨胀测试:在300℃的热炉中加热镍坩埚2分钟。向坩埚中加入经过测量的可膨胀石墨的样品(约0.5克),放置在300℃的热炉中3分钟。加热期后,从炉中移出坩埚并使之冷却,然后将膨胀的石墨转移到量筒中以测量膨胀体积。用膨胀体积除以样品的初始重量,得到膨胀率,单位为cc/g。
[0223]
电弧热性能值:根据astm f1959/1959m-14评估电弧热性能。
[0224]
耐蒸发性测试(ret):一种评估层或层压结构对湿蒸汽透过的抵抗力,从而评估湿蒸汽渗透性的方法。ret根据iso 11092,1993版进行并表示为m2pa/w。较高的ret值显示较低的湿蒸汽渗透性。
[0225]
孔隙率:可以通过由佛罗里达州海厄利亚的库尔特电子公司(coulter electronics,inc.,hialeah,fla)生产的库尔特孔度计(coulter porometer)
tm
进行孔径的测量。库尔特孔度计是一种根据astm标准e1298-89中描述的方法确定多孔介质中孔径分布的自动测量的仪器。
[0226]
但是,不能通过库尔特孔度计确定所有可用的多孔材料的孔径。在这种情况下,也可以使用显微镜,例如光学或电子显微镜来确定孔径。
[0227]
厚度测量:通过将膜或纺织品层压件置于三丰(mitutoyo)543-252bs卡规的两块板之间来测量厚度。使用三次测量的平均值。
[0228]
除非另有说明,否则使用以下材料。
[0229]
外纺织品层
[0230]
外纺织品层#1是105克/米2(gsm)的斜纹梭织纺织品,其包括98%的聚对苯二甲酸乙二醇酯和2%的抗静电剂,可作为部件#ffm5318从东丽国际英国有限公司(toray international uk,ltd)获得。根据熔融和热稳定性测试,外纺织品层#1是可熔化的纺织品层。
[0231]
外纺织品层#2是50gsm的联锁针织聚酰胺纺织品,可从博基尼公司(borgini s.r.l.)获得。根据熔融和热稳定性测试,外纺织品层#2是可熔化的纺织品层。
[0232]
外纺织品层#3是76gsm的平纹梭织纺织品,其包括98%的聚对苯二甲酸乙二醇酯和2%的抗静电剂,可作为部件#ffm2362从东丽国际英国有限公司获得。根据熔融和热稳定性测试,外纺织品层#3是可熔化的纺织品层。
[0233]
外纺织品层#4是172gsm的梭织物,100%的聚对苯二甲酸乙二醇酯,可作为部件#
ffm2331从东丽国际英国有限公司获得。根据熔融和热稳定性测试,外纺织品层#4是可熔化的纺织品层。
[0234]
外纺织品层#5是77gsm的梭织物,99%尼龙6,6,含有1%碳,可作为部件#mgny000df从东丽国际英国有限公司获得。根据熔融和热稳定性测试,外纺织品层#5是可熔化的纺织品层。
[0235]
外纺织品层#6是75gsm的针织聚酰胺,可从博基尼公司获得。根据熔融和热稳定性测试,外纺织品层#6是可熔化的纺织品层。
[0236]
外纺织品#7是80-90gsm尼龙6,6针织纺织品,可从博基尼公司获得。根据熔融和热稳定性测试,外纺织品#7是可熔化的纺织品层。
[0237]
中间层
[0238]
中间层#1是膨胀聚四氟乙烯(“eptfe”)层,可以部件号4410078从马里兰州埃克顿的w.l.戈尔有限公司(w.l.gore and associates)购得,基重为22gsm,孔隙率为50%,厚度为100微米,湿蒸汽透过率(mvtr)为20,000克/米2/天。
[0239]
中间层#2是根据美国专利第3,953,566号生产的eptfe层,基重为22gsm,孔隙率为60%,厚度为90微米,湿蒸汽透过率(mvtr)为30,000克/米2/天。
[0240]
中间层#3是根据美国专利第3,953,566号生产的eptfe层,其重量为16.5gsm。
[0241]
内层
[0242]
内层#1是120gsm的由50%芳族聚酰胺和50%fr粘胶纤维制成的平纹梭织纺织品,可作为部件#krvc001从sch
ü
ler&co.kg获得。
[0243]
内层#2是90gsm的由100%变性聚丙烯腈制成的平针针织纺织品,可作为部件#313602从埃姆斯欧洲公司(ames europe b.v.)获得。
[0244]
内层#3是200gsm的由60%变性聚丙烯腈和38%棉/2%抗静电纤维共混物制成的针织纺织品,可作为部件#1801从tti技术纺织品国际有限公司(tti technische textilien internation gmbh)获得。
[0245]
内层#4是115-125gsm梭织纺织品,由50%fr粘胶纤维、48%芳族聚酰胺和2%碳纤维制成,可作为部件#krvc001as从sch
ü
ler&co.kg获得。
[0246]
热反应性材料
[0247]
根据以下步骤制备热反应性材料#1。阻燃性聚氨酯树脂通过以下方式制备:首先根据共同拥有的美国专利4,532,316形成树脂,然后在反应器中加入用量约为45重量%的磷基阻燃材料。形成聚氨酯树脂后,在80℃,将76克聚氨酯树脂与24克可膨胀石墨(根据tma膨胀测试确定在280℃的膨胀大于900微米的可膨胀石墨)在搅拌容器中混合。将混合物冷却并直接使用。
[0248]
根据以下步骤制备热反应性材料#2。阻燃性聚氨酯树脂通过以下方式制备:首先根据共同拥有的美国专利4,532,316形成树脂,然后在反应器中加入用量约为20重量%的磷基阻燃材料。形成聚氨酯树脂后,在80℃,将65克聚氨酯树脂与24克可膨胀石墨(根据tma膨胀测试确定在280℃的膨胀大于900微米的可膨胀石墨)和另外17克另一种磷基阻燃材料在搅拌容器中混合。将混合物冷却并直接使用。
[0249]
根据以下方式制备热反应性材料#3。根据制造商的说明,将可从瓦克化学(wacker chemie)以lr6200a/b购得的双组分(a/b)硅酮混合物按1:1的混合物进行
混合。混合形成均匀混合物后,约12重量%的可膨胀石墨(根据tma膨胀测试确定在280℃的膨胀大于900微米的可膨胀石墨)和约12%重量的磷基阻燃添加剂被添加到混合物中,搅拌以形成均匀的混合物。混合后,热反应性材料#3直接使用。
[0250]
阻燃粘合剂层
[0251]
阻燃粘合剂#1是通过以下方式制备的阻燃性聚氨酯树脂:首先根据共同拥有的美国专利第4,532,316号形成树脂,然后在反应器中加入用量约为20重量%的磷基阻燃材料。
[0252]
凹版
[0253]
凹版#1是重复点的图案,为基材提供约57%的粘合剂覆盖面积,并提供45-55gsm的粘合剂沉积量。点的尺寸为大约2毫米(mm)乘2mm,并且每个点的相邻边之间的间距为大约0.6mm。
[0254]
凹版#2是具有第一系列平行线和第二系列平行线的网格状图案,第二系列平行线相对于第一系列平行线成90度取向。每条线由单独的点形成,这些点的点尺寸为0.5mm,这些点的中心到中心的距离为0.713mm,这些线的宽度为3.4mm,两个相邻的平行线的中心到中心的距离为23.53mm。不含粘合剂的区域,即由粘合剂线界定的区域约为404平方毫米,该区域是基于屏幕尺寸。该点图案为基材提供约11%的粘合剂覆盖面积,并提供约3-7gsm的粘合剂沉积量。
[0255]
凹版#3是重复点的图案,提供约30%的粘合剂覆盖面积,并提供约6.5-7.5gsm的粘合剂沉积量。点的尺寸为0.4mm,并且每个点的相邻边之间的间距为约0.3mm。
[0256]
凹版#4是点的图案,提供约35%的粘合剂覆盖面积,并提供约100-110gsm的粘合剂沉积量。点的尺寸为约1.6mm,并且每个点的相邻边之间的间距为约0.14mm。
[0257]
凹版#5是重复点的图案,提供约40-41%的粘合剂覆盖面积,并提供6.5-10gsm的粘合剂沉积量。点的尺寸为约500微米,并且每个点的相邻边之间的间距为约230微米。
[0258]
凹印#6是重复点的网格图案。每个点的尺寸为1.0mm,边到边的距离为0.4mm,中心到中心的距离为1.4mm。每个网格的各平行的线的边到边的距离为19.8mm。
[0259]
凹印#7是重复点的网格图案。每个点的尺寸为1.0mm,边到边的距离为0.4mm,中心到中心的距离为1.4mm。每个网格的各平行的线的边到边的距离为13.86mm。
[0260]
凹印#8是重复点的网格图案。每个点的尺寸为1.0mm,边到边的距离为0.4mm,中心到中心的距离为1.4mm。每个网格的各平行的线的边到边的距离为64.74mm。
[0261]
层压件实施例的制备
[0262]
根据以下步骤制备层压件实施例1-12中的各实施例。
[0263]
层压件实施例1
[0264]
使用热反应性材料#1将外纺织品层#1层压至中间层#1。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70克/米2(gsm)的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0265]
层压件的初始重量为320.2gsm,洗涤后的重量为328.6gsm,初始mvtr为9300g/m2/天,洗涤后的mvtr为8637g/m2/天。层压件的初始ret为8.6m2pa/w,洗涤后的ret为8.3m2pa/w。
[0266]
层压件实施例2
[0267]
使用热反应性材料#2将外纺织品层#1层压至中间层#1。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0268]
层压件的初始重量为322.2gsm,洗涤后的重量为330.1gsm,初始mvtr为7325g/m2/天,洗涤后的mvtr为6836g/m2/天。层压件的初始ret为11.8m2pa/w,洗涤后的ret为11.6m2pa/w。
[0269]
层压件实施例3
[0270]
使用热反应性材料#1将外纺织品层#1层压至中间层#2。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0271]
层压件的初始重量为305.3gsm,洗涤后的重量为314.8gsm,初始mvtr为9537g/m2/天,洗涤后的mvtr为8843g/m2/天。层压件的初始ret为8.1m2pa/w,洗涤后的ret为8.5m2pa/w。
[0272]
层压件实施例4
[0273]
使用热反应性材料#2将外纺织品层#2层压至中间层#1。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0274]
层压件的初始重量为263.5gsm,洗涤后的重量为327.1gsm,初始mvtr为11697g/m2/天,洗涤后的mvtr为7314g/m2/天。层压件的初始ret为6.2m2pa/w,洗涤后的ret为10.3m2pa/w。
[0275]
层压件实施例5
[0276]
使用热反应性材料#1将外纺织品层#4层压至中间层#2。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0277]
层压件的初始重量为380.7gsm,洗涤后的重量为393.0gsm,初始mvtr为8719g/m2/天,洗涤后的mvtr为7870g/m2/天。层压件的初始ret为8.4m2pa/w,洗涤后的ret为9.0m2pa/w。
[0278]
层压件实施例6
[0279]
使用热反应性材料#1将外纺织品层#3层压至中间层#1。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0280]
层压件的初始重量为278.3gsm,洗涤后的重量为285.3gsm,初始ret为6.9m2pa/w,洗涤后的ret为7.0m2pa/w。
[0281]
层压件实施例7
[0282]
使用热反应性材料#1将外纺织品层#3层压至中间层#3。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。最后,将基于碳氟化合物的耐久斥水材料的涂层施加到外纺织品层上,并通过加热除去水性溶剂。
[0283]
层压件的初始重量为272.0gsm,洗涤后的重量为279.3gsm,初始ret为7.6m2pa/w,洗涤后的ret为8.0m2pa/w。
[0284]
层压件实施例8
[0285]
使用热反应性材料#2将外纺织品层#6层压至中间层#1。使用凹版辊#1(点图案)在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成前体层压件。然后使用凹版辊#2(网格状图案)将阻燃粘合剂材
料#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件放置在辊上以固化。
[0286]
层压件在洗涤后的重量为332.0gsm,洗涤后的mvtr为6480g/m2/天,洗涤后的ret为12.1。
[0287]
层压件实施例9
[0288]
使用热反应性材料#2将外纺织品层#2层压至中间层#1。使用凹版#1在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件固化约2天,以形成前体层压件。然后使用凹版#6(网格状图案)将阻燃粘合剂#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层#1上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件固化至少24小时。
[0289]
层压件实施例10
[0290]
使用热反应性材料#2将外纺织品层#2层压至中间层#1。使用凹版#1在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件固化约2天,以形成前体层压件。然后使用凹版#7(网格状图案)将阻燃粘合剂#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层#1上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件固化至少24小时。
[0291]
层压件实施例11
[0292]
使用热反应性材料#2将外纺织品层#2层压至中间层#1。使用凹版#1在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件固化约2天,以形成前体层压件。然后使用凹版#8(网格状图案)将阻燃粘合剂#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层#1上。然后将内层#1设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件固化至少24小时。
[0293]
层压件实施例12
[0294]
使用热反应性材料#1将外纺织品层#7层压至中间层#1。使用凹版#1在中间层上凹版印刷热反应性材料,以使热反应性材料的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件固化约2天,以形成前体层压件。然后使用凹版#2(网格状图案)将阻燃粘合剂#1的层施加到前体层压件的与外纺织品层相反的一侧的中间层#1上。然后将内层#7设置在阻燃粘合剂材料的顶部上,并通过两个辊的辊隙辊压。然后将层压件固化至少24小时。
[0295]
比较层压件实施例的制备
[0296]
根据以下过程制备比较层压件实施例a-f中的每一个实施例。
[0297]
比较层压件实施例a
[0298]
使用热反应性材料#3将外纺织品层#3层压至内层#3。使用凹版辊#4在内层上凹版印刷热反应性材料,以使粘合剂的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成比较层压件。最后,将耐久斥水材料的涂层作为水性分散体喷涂到外纺织品层上,并通
过对样品进行加热来除去水性分散体中的溶剂。
[0299]
层压件在洗涤后的重量为349.0gsm,洗涤后的mvtr为12088g/m2/天。
[0300]
比较层压件实施例b
[0301]
使用热反应性材料#3将外纺织品层#2层压至内层#1。使用凹版辊#4在内层上凹版印刷热反应性材料,以使粘合剂的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成比较层压件。最后,将耐久斥水材料的涂层作为水性分散体喷涂到外纺织品层上,并通过对样品进行加热来除去水性分散体中的溶剂。
[0302]
层压件在洗涤后的重量为269.0克/米2,洗涤后的mvtr为13502g/m2/天。
[0303]
比较层压件实施例c
[0304]
使用热反应性材料#3将外纺织品层#3层压至内层#1。使用凹版辊#4在内层上凹版印刷热反应性材料,以使粘合剂的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成比较层压件。最后,将耐久斥水材料的涂层作为水性分散体喷涂到外纺织品层上,并通过对样品进行加热来除去水性分散体中的溶剂。
[0305]
层压件在洗涤后的重量为267.1克/米2,洗涤后的mvtr为13065g/m2/天。
[0306]
比较层压件实施例d
[0307]
使用热反应性材料#3将外纺织品层#5层压至内层#3。使用凹版辊#4在内层上凹版印刷热反应性材料,以使粘合剂的沉积量在60-70gsm的范围内。将外纺织品层设置在热反应性材料层的顶部上,并通过两个辊的辊隙辊压。将该层压件放置在辊上以固化约2天,以形成比较层压件。最后,将耐久斥水材料的涂层作为水性分散体喷涂到外纺织品层上,并通过对样品进行加热来除去水性分散体中的溶剂。
[0308]
层压件在洗涤后的重量为362.2克/米2,洗涤后的mvtr为10489g/m2/天。
[0309]
比较层压件实施例e
[0310]
以与层压件实施例8相同的方式制备比较层压件实施例e,不同之处在于,使用凹版辊#1将内层#1粘附至前体层压件,该凹版辊#1在前体层压件的整个宽度上使用点图案。
[0311]
比较层压件实施例f
[0312]
以与层压件实施例12相同的方式制备比较层压件实施例f,不同之处在于,使用凹版辊#3将内层#7粘附至前体层压件,而不是使用层压件实施例12中所用的凹版辊#2,该凹版辊#3在前体层压件的整个宽度上包括重复点的图案。
[0313]
根据测试方法en 61482-1-2:2014,对层压件实施例和比较层压件实施例进行电弧闪光测试。为了准备用于测试的样品,确定每个层压件的基本重量,然后如本文的测试程序中所提供的,对层压件进行洗涤。将样品洗涤并干燥后,再次测定基本重量。层压样品在洗涤后经受测试方法en 61482-1-2:2014,例外的是层压件实施例4在洗涤之前和之后均进行了测试。为了分析每个样品,确定了30秒后的传输能量差异,单位为千焦/米2。差异代表相对于斯托尔曲线的传输通过每个样品的能量。斯托尔曲线是热能通过基材(例如层压件)的传递的量度,其是曝光时间和传递的能量的量的函数。斯托尔曲线是人们在应用条件下预期会遭受的二度灼烧的预测指标。落在斯托尔曲线上方的值表示穿着者可能会受到二度灼伤。相比之下,落在斯托尔曲线下方的值表示受到二度烧伤的可能性较低,在斯托尔曲线
下方越远,即差异越大,人们受到二度灼伤的可能性就越低。对本领域技术人员来说显而易见的是,受到二度灼伤的可能性较低的穿着者受到更严重的三度灼伤的可能性也较低。根据上面提供的水平火焰测试对层压件实施例1-8和比较层压件实施例a-e的样品进行测试。这些测试的结果总结在表1中。实施例1、2、3、4和5的试验的结果可分别见于图5,6,7,8和9,示例性层压件提供了低于斯托尔曲线的保护水平。
[0314]
表1
[0315][0316]
1.洗涤后
[0317]
2.洗涤前
[0318]
结果表明,阻燃粘合剂剂以一定的图案铺放并形成多个袋的层压件1-8对于电弧暴露可以提供出色的保护,这一点可以通过与斯托尔曲线相比时传输能量的差异来证明。比较层压件实施例a,b,c和d都显示出高于斯托尔曲线的值,表明发生二度烧伤的可能性很高。
[0319]
层压件实施例8和比较层压件实施例e经受测试方法en 61482-1-2:2014。测试了层压件实施例8的四个样品,而仅测试了比较层压件实施例e的两个样品。测试结果示于表2。层压件实施例8的第一个试验的结果可见于图10,其中层压件提供了低于斯托尔曲线的保护水平。比较层压件实施例e的第一试验的结果可见于图11,其值落在斯托尔曲线的上方,表明未能保护穿着者免受二度灼伤。
[0320]
表2
[0321][0322]
层压件实施例8的所有数据点表明,层压件产生的结果明显低于斯托尔曲线。
[0323]
服装产生的落在斯托尔曲线下方的值被列为负值,而落在斯托尔曲线上方的数据点被列为正值。在表2的数据中,可以看出层压件实施例8产生的值远低于比较层压件实施例e产生的值。两个样品之间的区别是中间层和内层之间的fr粘合剂的图案。比较层压件实
施例e仅重复两次。第一次试验得出的数据点中所有时间均低于斯托尔曲线。但是,在第二次试验中,几个数据点都在斯托尔曲线上方,这表明穿着者可能受到了二度灼烧。
[0324]
根据测试方法en61482-1-2:2014对层压件实施例9、10和11以及比较层压件实施例e进行电弧闪光测试。计算并报告10秒、20秒和30秒后与斯托尔曲线的平均差异。换言之,分别测定10、20和30秒时间的与斯托尔曲线的差异,将3个时间的结果相加,总和除以3。层压件实施例9的10秒、20秒和30秒后与斯托尔曲线的平均差异为-22.98kj/m2。层压件实施例10的10秒、20秒和30秒后与斯托尔曲线的平均差异为-27.07kj/m2。层压件实施例11的10秒、20秒和30秒后与斯托尔曲线的平均差异为-28.97kj/m2。比较层压件实施例e的10秒、20秒和30秒后与斯托尔曲线的平均差异为-7.64kj/m2。对于层压件实施例9、10和11中的每一个,所有测试值都低于斯托尔曲线。
[0325]
作为符合astm f1506-19的测试的一部分,根据astm f1959对层压件实施例12和比较层压件实施例f进行电弧热性能值测试。如上所述,除了用于将背衬层粘合到中间层的凹版之外,层压件实施例12和比较层压件实施例f彼此相同。层压件实施例12使用具有网格状粘合剂图案的凹版,而比较层压件实施例f使用具有点状图案的凹版。层压件实施例12提供了43卡路里/厘米2的电弧热性能值。比较层压板实例f提供了37卡路里/厘米2的电弧热性能值。电弧热性能值(atpv)是基于斯托尔曲线的织物或材料上会导致足够的热传递以引起二度灼伤的入射能量水平的量度。因此,较高的atpv意味着织物或材料为穿着者提供了更好的保护。此外,通过实现大于40卡路里/厘米2的atpv,层压件实施例12满足了符合astm f1506和nfpa 70e标准中定义的危险风险类别4等级所需的性能指标之一。
[0326]
尽管已经描述了本发明的多个实施方式,但是应当理解,这些实施方式仅是说明性的,而不是限制性的,并且许多修改对于本领域普通技术人员而言将变得很明显。更进一步,可以以任何期望的顺序执行各种步骤(并且可以添加任何期望的步骤和/或可以消除任何期望的步骤)。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
