层状非织造纺织品
i.技术领域
1.本发明涉及层状非织造纺织品,其包含至少两层长丝层,其中第一长丝层包含无端长丝,所述无端长丝包含第一载体聚合物和第一粘合聚合物,所述第一粘合聚合物形成这些无端长丝的表面的至少一部分并且具有比第一载体聚合物低至少5℃的熔融温度,而第一长丝层包含间隔布置的粘合点,其中所述粘合点使长丝互连并且由第一粘合聚合物组成。结果是柔软蓬松的纺熔型非织造纺织品,其具有良好的恢复性和耐磨性,适用于各种卫生产品以及过滤等。同样,本发明包括这种非织造纺织品的生产方法。
ii.
背景技术:
2.可以使用几种已知的方法-即通过选择合适的聚合物、改变长丝形状(不同地并且使用卷曲的或扭曲的长丝的各种方法)和通过粘合方法-不管是热粘合(例如,具有合适的压花图案的压延机、气流成网、超声粘合等)、机械粘合(例如,通过水流成网、针刺等)或通过将几种粘合方法组合在一起。
3.通常适用的是,材料越蓬松,其结构“越展开”,并且更有利的粘合方法是不压缩材料的那些方法。例如,用压延辊粘合通常产生比围绕它们的区域薄得多的粘合压花点(参见例如专利申请wo2017190717,或较早的wo2017190717)。从这个角度来看,例如,更有利的是使用热空气进行粘合,此期间不发生压缩。
4.结构的展开度应理解为主要是长丝之间存在自由空间,由术语“孔隙率”或“空隙体积”表示。长丝之间的自由空间比例越大,单根长丝的刚度的重要性越大。如果长丝太柔软,则长丝的结构将无法保持,长丝将弯曲并且整个结构将塌陷,因此织物的厚度将小于其可能的厚度。这在基于聚烯烃的长丝中尤其可观察到。该问题即通过使用较硬的聚合物(例如聚酯)来解决,该较硬的聚合物是足够刚性的,从而能够保持甚至展开非常多的纺织品结构,并且另外(特别是在气流成网材料上)提供了在压缩之后恢复至其原始体积的能力(即恢复性)的优点-参见例如专利申请wo2018059610,其描述了具有所谓的卷曲支撑横截面(例如偏心芯/鞘)的卷曲长丝的利用,以及例如我们的专利申请pv2018-647(尚未公布)描述了具有非卷曲支撑横截面(例如同心芯-鞘)的长丝的使用。
5.尽管较硬,柔韧性较低的长丝能够产生能够在压缩后恢复其初始膨松度的更蓬松的结构,但是长丝的刚度和较低的柔韧性不利地影响非织造纺织品的总体柔软度、柔韧性和悬垂性,这是特别对于织物靠近或直接接触使用者身体的应用的关键特征(例如吸收性卫生产品)。
6.通过使具有各种性能的长丝分层来解决该问题的努力是众所周知的。与梳理的非织造纺织品不同,纺熔非织造纺织品的标准生产线不能直接共混来自单一纺丝箱的长丝。彼此叠置的单个长丝层需要后续粘合在一起,这导致长丝与相同聚合物基体的组合-参见例如reifenhauser和fibertex personal care ep2015153790的联合专利申请,其描述了具有不同卷曲度的基于聚烯烃的层的组合。
7.本领域熟知的另一目的在于实现膨松性的努力是,例如,利用拉伸长丝的不同行
为,当通过具有已知收缩性的产生的层(例如pet/pe型双组分长丝)使用热空气活化时,所述产生的层使用压延辊通过粘合点与具有较低收缩性或无收缩性的层(例如pp/pe)粘合。随后通过热流(例如热空气)活化该结构,可收缩层收缩并迫使不可收缩层拱出进入粘合压痕之间的“衬垫”中-参见例如由reifenhauser gmbh&co.kg maschinenfabrik提交的专利申请ep3192910。
iii.
技术实现要素:
8.现有技术的缺点和不足在很大程度上通过层状非织造纺织品得以消除,所述层状非织造纺织品包含
[0009]-第一长丝层,其包含无端长丝,所述无端长丝包含第一载体聚合物和第一粘合聚合物,所述第一粘合聚合物形成这些无端长丝的表面的至少一部分并且其熔融温度比所述第一载体聚合物低至少5℃,而所述第一长丝层包含间隔布置的粘合点,其中所述粘合点使所述长丝互连并且由所述第一粘合聚合物组成,
[0010]-第二长丝层,其包含长丝,所述长丝包含载体材料和第二载体聚合物,所述载体材料的刚度(通常拉伸和/或挠曲刚度)低于第一载体聚合物的刚度,第二载体聚合物的熔融温度比载体材料和第一载体聚合物低至少5℃或更好低至少10℃,同时第二长丝层包含间隔布置的粘合点,其中所述粘合点使长丝互连并且由第二粘合聚合物组成。
[0011]
根据本发明的非织造纺织品没有粘合压花点。优选地,第一长丝层中相邻粘合点之间的中值间隔距离小于或等于8mm,和/或第二层中相邻粘合点之间的中值间隔距离小于或等于8mm。
[0012]
同样,有利地,第二长丝层中长丝的载体材料是第二载体聚合物,其拉伸或挠曲强度比第一载体聚合物低至少100mpa,而第二粘合聚合物形成这些长丝表面的至少一部分,并且第二层的这些长丝是无端长丝。
[0013]
有利地,第一粘合聚合物和第二粘合聚合物的熔融温度相差0至5℃,或者第一粘合聚合物与第二粘合聚合物相同。
[0014]
优选地,第一载体聚合物和/或第二载体聚合物选自聚烯烃、聚酯、聚酰胺及其共聚物,和/或第一粘合聚合物和/或第二粘合聚合物选自聚烯烃、聚酯、聚酰胺及它们的共聚物。
[0015]
有利地,第一载体聚合物形成第一层中的至少55wt%的长丝和/或第二载体聚合物形成第二层(m)的小于55wt%的长丝。
[0016]
在特别有利的构造中,第一层的无端长丝中的聚合物的加权平均密度与第二层的无端长丝中的聚合物的加权平均密度的比率为1.0至1.5,优选1.1至1.3,和/或第一层的基重与第二层的基重的比率为1.0至1.5,优选1.1至1.3。
[0017]
现有技术的缺陷同样通过层状非织造纺织品的生产方法显著消除了,所述方法包括以下步骤:
[0018]
a)将第一载体聚合物和第一粘合聚合物熔融,其中第一粘合聚合物的熔融温度比第一载体聚合物低至少5℃,然后进料到第一纺丝箱的喷丝头中,由此形成无端长丝,所述无端长丝的表面的至少一部分由第一粘合聚合物组成,随后将这样形成的长丝冷却并拉出并随后沉积在运转带上,其产生第一长丝层,
[0019]
b)将刚度低于所述第一长丝层的包含载体材料的第二长丝层沉积到所述第一长丝层上;并且所述第二粘合聚合物的熔融温度比所述载体材料和所述第一载体聚合物低至少5℃或更好低至少10℃,
[0020]
c)随后通过加热到100℃至250℃、优选加热到120℃至220℃、更优选加热到90℃至140℃、最优选加热到110℃至130℃的空气的作用,通过在长丝之间由第一粘合聚合物产生粘合点来固结第一长丝层,并且通过由所述第二粘合聚合物产生粘合点来固结所述第二长丝层。
[0021]
有利地,在步骤b)中,将为第二载体聚合物的载体材料熔融,第二载体聚合物的挠曲和拉伸刚度比第一载体聚合物和第二粘合聚合物的刚度低至少100mpa,更好的是低至少200mpa,更好的是低至少300mpa,更好的是低至少400mpa,有利的是低至少500mpa,并且所述载体材料被进料到第二纺丝箱的喷丝头中,由此形成无端长丝,所述无端长丝的表面的至少一部分由第二粘合聚合物组成,随后将这样形成的长丝冷却并拉出,随后与第一长丝层一起沉积在运转带上。
[0022]
同样地,有利的是,在步骤c)中时,加热的空气作用在层(t,m)上持续200ms至20000ms、优选200ms至15000ms、最优选200ms至10000ms的时间段和/或在步骤c)中加热的空气以0.2至4.0m/s的速度供给通过层(t,m)和/或在步骤c)中加热的空气以0.2至4.0m/s、优选0.4至1.8m/s的速度供给通过层(t,m)。
[0023]
有利地,所述方法还包括在步骤b)之后、在步骤c)之前进行的层的预固结步骤,其中层的预固结通过将层加热到80℃至180℃、优选90℃至150℃、最优选110℃至140℃的温度进行,以部分软化粘合聚合物。
[0024]
定义
[0025]
术语“长丝层”涉及长丝形式的材料,其在长丝为了固结的目的而粘合在一起之前处于一定条件下,这是可以使用各种方法进行的过程,例如通过穿过空气、压延等产生连接。“长丝层”由单独的长丝组成,单独的长丝之间通常还没有形成固定的相互粘合,尽管这些长丝可以以某些方式预互连/预固结,然而这种预固结可以在沉积期间或在长丝沉积之后不久发生,这分别作为展开长丝层的部分进行。然而,这种预固结仍然允许大量长丝的自由移动,因此可以重新定位。上述“长丝层”可以由从多个纺丝箱逐渐沉积的一个层或多个层组成。
[0026]
术语“长丝”在本文中基本上定义为无端长丝,而术语“短纤维”涉及切割成限定长度的纤维。术语“纤维”和“长丝”在本文中用于赋予相同的含义。在切断纤维的情况下,专门使用术语“短纤维”。
[0027]
术语“长丝之间的粘合”或“粘合点”涉及通常将两根长丝在这些长丝彼此相交的位置或它们接触的位置或它们彼此邻接的位置连接的粘合。通过粘合点/固结粘合,可以连接多于两根长丝或连接同一根长丝的两部分。
[0028]
因此,术语“粘合点”在此表示两根纤维/长丝在接触点处通过它们的显示出较低熔点的组分的互连的连接。在粘合点,具有较高熔点的长丝的成形组分没有成型或损坏。相反,术语“粘合压痕”表示压延辊的凸台作用于其上的表面。粘合压痕具有由粘合辊上的凸台的尺寸给出的限定区域,并且与相邻区域相比通常具有更小的厚度。在粘合过程中,粘合压痕的区域通常受到显著的机械压力,该机械压力与温度一起可影响粘合压痕区域内的所
有长丝组分的形状。
[0029]
术语“单组分长丝”或“单组分纤维”是指由一种聚合物或一种聚合物共混物形成的长丝,其中它与双组分长丝或多组分长丝不同。
[0030]
术语“多组分纤维或多组分长丝”表示纤维或长丝,其横截面包含多于一种单独的部分组分,而横截面中的这些独立组分中的每一种由不同的聚合化合物或不同的聚合化合物的共混物组成。因此,术语“多组分纤维/多组分长丝”是高级术语,包括但不限于“双组分纤维/双组分长丝”。多组分长丝的不同组分基本上布置在沿长丝的横截面布置的明确限定的区域中,并且沿长丝的长度连续地向外延伸。多组分长丝可以具有被分成几个部分横截面的横截面,这些部分横截面由任意形状或布置的各种组分组成,包括例如以同轴布置的横截面的部分组分,以芯和鞘、径向或所谓的海岛等形式的横截面的部分组分的任意相互布置。
[0031]
用于描述长丝的术语“二组分”和“双组分”在本文中可互换使用。
[0032]
量度“长丝直径”以μm为单位表示。术语“每9000m长丝的克数”(也是旦尼尔或旦))或“每10000m长丝的克数”(dtex)用于表示长丝的细度或粗度,因为它们涉及长丝直径(假设为圆形长丝横截面)乘以所用一种或多种材料的密度。
[0033]“机器方向”(md)-关于非织造纤维材料的生产和实际非织造纤维材料本身,术语“机器方向”(md)表示基本上对应于生产该材料的生产线上的非织造纤维材料的向前运动方向的方向。
[0034]“横向方向”(cd)-关于非织造纤维材料的生产和实际非织造纤维材料本身,术语“横向方向”(cd)表示在生产该材料的生产线上基本上横向于非织造纤维材料的向前运动方向同时位于非织造纤维材料的平面上的方向。
[0035]“非织造材料”或“非织造纺织品”是由定向或无规取向的长丝产生的带或纤维形成物,所述长丝首先在产生长丝层期间形成,然后通过摩擦或引起内聚力或粘合力固结在一起,最后通过产生相互粘合而固结,同时该固结通过热(例如通过流动空气、压延、超声效应等的作用)、化学(例如使用粘合剂)、机械(例如水力缠结等),或替代地通过这些方法的组合来完成。该术语不涉及通过机织或针织形成的织物或使用纱线或纤维形成粘合缝线的织物。纤维可以是天然或合成来源的,并且可以是短纱线、连续纤维或直接在加工位置生产的纤维。市售纤维的直径范围为小于约0.001mm至大于约0.2mm,并且以各种形式提供:短纤维(称为短纤维或切割纤维)、连续单纤维(长丝或单丝纤维)、长丝的非加捻束(精梳纤维)和长丝的加捻束(纱线)。非织造纺织品可以使用许多方法生产,包括技术如本领域已知的熔喷、纺粘、纺熔、使用溶剂的纺丝、静电纺丝、梳理、膜原纤化、原纤化、气流成网、干法成网、用短纤维湿法成网和这些方法的各种组合。非织造纺织品的基重通常以克/平方米(克/m2)表示。
[0036]
在本文中使用的意义上,术语“层”涉及纺织品的部分组分或元件。“层”可以是在单个纺丝箱上或在两个或更多个连续布置的纺丝箱上生产的多根长丝的形式,其产生基本上相同的长丝。例如,用于执行纺粘程序的两个连续布置的纺丝箱具有基本上相同的设置,并且具有基本上相同组成的加工聚合物可以组合以产生单层。相反地,其中一个生产例如单组分长丝而另一个生产例如双组分长丝的两个纺粘型纺丝箱将形成两个不同的层。层的组成可以基于确定用于产生该层的树脂(聚合物)组成的各个设置和组分的知识来确定,或
者通过对非织造纺织品本身的分析来确定,例如通过使用电子显微镜来确定,或者通过使用dsc或nmr方法来分析用于生产包含在该层中的长丝的组成来确定。相邻的长丝层不一定必须被严格地分离,由于后沉积层的长丝落入前沉积层的长丝之间的间隙,边界区域中的层可能混合在一起。
[0037]“纺粘”方法是一种非织造纺织品生产方法,其包括将聚合物直接转化成长丝,然后直接沉积这样产生的长丝,从而产生含有随机布置的长丝的非织造长丝层。该长丝的非织造层随后以这样的方式固结,即通过在长丝之间产生粘合而包围非织造纺织品。固结过程可以使用各种方法进行,例如通过穿过空气、压延等的作用。
[0038]“活化”应理解为这样的过程,通过该过程,处于半稳定状态(例如处于不发生结晶的最低可能能量状态)的纤维、长丝或纤维结构被加热,然后缓慢冷却,使得所述半稳定状态变为不同的、更稳定的状态(例如对应于不同结晶阶段的状态)。在新状态认为与原始状态不同的体积的情况下,即如果它认为更小的体积,则我们将其定义为“收缩”或“紧缩”。
[0039]
术语“能够通过卷曲形成的横截面”在此涉及多组分长丝,所述多组分长丝由具有不同特性的组分组成,所述组分以这样的方式横跨横截面布置,即在它们的生产期间或当随后加热到活化温度或高于活化温度并随后缓慢冷却以实现长丝的卷曲时,在所述卷曲期间这些长丝遵循引起收缩的力的矢量。尽管包含在纤维层内的长丝由于这些长丝之间的相互粘附而被阻止产生理想的螺旋,但是长丝的释放产生所谓的螺旋卷曲。在多组分长丝上,可以确定长丝横截面中每个单独组分的重心(基于在给定横截面中称量这些组分的表面/位置-参见图5)。不考虑理论依据,我们认为如果每种组分的所有表面的重心基本上位于相同点,则不可能通过将长丝加热到活化温度而在长丝上实现卷曲。例如,在具有圆形横截面的双组分长丝上,其中一种聚合物组分形成芯而另一种聚合物组分形成鞘并且两者彼此相对同心,两种组分的重心位于横截面的中心。
[0040]
术语“压缩性”在此涉及非织造纺织品通过在“弹性”测量期间限定的载荷的作用而被压缩的以毫米为单位的距离。
[0041]
术语“恢复性”在此涉及纺织品在被压缩后恢复其初始形状的能力。这主要涉及基于释放作用载荷后纺织品的厚度与该纺织品的初始厚度之间的比率的蓬松性的再生能力(恢复性)。
iv.附图说明
[0042]
下面将参照附图更详细地描述本发明的实施方案的优选形式,附图示出了
[0043]
图1.长丝横截面的外部形状的示例
[0044]
图2.不支持长丝卷曲的横截面的示例
[0045]
图3.示出了根据本发明的层的平面处的长丝的定向布置的取向的图
[0046]
图4.活化前后长丝切断物的照片
[0047]
图5.支持长丝卷曲的横截面的示例
[0048]
图6.具有不同卷曲程度的长丝显微照片的比较
[0049]
图7a和图7b:使用压花粘合的纺织品和使用粘合点粘合的纺织品的横截面的比较
[0050]
图8.第二层m的横截面示例
[0051]
图9.另一个第二层m的横截面示例
[0052]
图10.另一个第二层m的横截面示例
[0053]
图11.第二层m的俯视图
[0054]
图12.生产线的示意性描述
[0055]
图13.用于马丁代尔平均耐磨等级测试的装置的透视图
[0056]
图14.用于评价马丁代尔平均耐磨等级试验的等级标度
[0057]
v.实施本发明的实施例
[0058]
本发明的主题是由无端纺熔型长丝制成的热粘合非织造纺织品,所述长丝至少包含第一长丝层(t)和第二长丝层(m)。
[0059]
第一长丝层(t)主要包含无端双组分或多组分长丝,所述无端双组分或多组分长丝包含具有较高刚度的聚合物,而长丝的组分中的至少一种主要包含具有较高刚度的第一载体聚合物a1和至少存在于长丝表面的一部分上的其它组分中的至少一种,所述其它组分主要包含熔融温度比第一载体聚合物a1低的第一粘合聚合物b1。不希望受理论束缚,我们认为包含具有较高刚度的聚合物的长丝为根据本发明的非织造纺织品提供膨松性和恢复性。对于根据本发明的解决方案,当第一长丝层t包含纺粘型无端长丝时,这可能是有利的。
[0060]
第二长丝层(m)主要包含无端双组分或多组分长丝,所述无端双组分或多组分长丝包含具有较低刚度的聚合物,而其组分中的至少一种主要包含刚度比第一载体聚合物a1低的第二载体聚合物a2,并且存在于长丝的表面的一部分上的其它组分中的至少一种主要包含第二粘合聚合物b2,所述第二粘合聚合物b2具有比第二载体聚合物a2低的熔融温度并且与来自第一长丝层t的第一粘合聚合物b1相容。不希望受理论束缚,我们认为包含具有较低刚度的聚合物的长丝为根据本发明的非织造纺织品提供了更大的柔软性、延展性并改善了织物的触感性能。对于根据本发明的解决方案,当第二长丝层m包含纺粘型无端长丝时,这可能是有利的。
[0061]
或者,第二长丝层(m)例如可以由具有较低刚度的天然纤维与包含聚合物b2(粘合长丝、粉末等)的粘合元件组合构成。在这种情况下,将弯曲单根天然纤维所需的力与弯曲由聚合物a1产生的相同细度(旦尼尔)和圆形截面的单根纤维所需的力进行比较。对于根据本发明的解决方案,有利的是该比率大于1:1.1,更好的是大于1:1.2,有利的是大于1:1.5。
[0062]
聚合物b1和b2的相容性定义为近似的熔点和非常好地组合在一起并产生强且稳定的共混物(混合物)的能力。本领域技术人员将理解聚合物具有特定行为。当加热时,首先超过软化温度,其中聚合物开始软化并且能够在热空气粘合条件下粘合长丝,随后达到熔融温度,其中聚合物完全转变成液相,这在热粘合方面是不希望的,因为完全液态的聚合物可以自由地移动通过结构,滴落,产生不希望的簇等。就本发明而言,期望聚合物b1和b2在它们的间隔(软化温度、熔融温度)中表现出共同的范围。通常,可以认为熔融温度差不大于10℃、有利地不大于5℃的可良好共混的聚合物适用于本发明。有利的是使用与聚合物b2相同的聚合物作为聚合物b1。
[0063]
粘合聚合物b1和b2可以与另一聚合物和/或各种添加剂(例如着色颜料、支持聚合物的相互相容性的添加剂、功能性添加剂、改变聚合物表面性质的添加剂等)形成共混物的一部分。共混聚合物b1和b2可以由干净的新聚合物构成;可以由清洁聚合物和回收的聚合物材料的共混物构成;或者可以由纯回收材料构成。
[0064]
具有(比a2)更高的刚度的第一载体聚合物a1是适于在纺熔生产线上加工的热塑
性聚合物,有利地属于聚烯烃、聚酯、聚酰胺的聚合物组,或这些组的共聚物。有利的解决方案代表例如聚丙烯(pp)、聚对苯二甲酸乙二醇酯(pet)、聚乳酸(pla)等。
[0065]
具有(比a1)更低的刚度的第二载体聚合物a2是适于在纺熔生产线上加工的热塑性聚合物,有利地属于聚烯烃、聚酯、聚酰胺的聚合物组或这些组的共聚物。有利的解决方案代表例如聚丙烯(pp)、聚对苯二甲酸乙二醇酯(pet)、聚乳酸(pla)等。
[0066]
载体聚合物a1和a2可以由干净的新聚合物构成;可以由清洁聚合物和回收的聚合物材料的共混物构成;或者可以由纯回收材料构成。
[0067]
聚合物的刚度可以例如使用相互显著相关的挠曲弹性模量(挠曲模量)或拉伸弹性模量(杨氏模量)来表示。对于特定的聚合物以及聚合物的共混物,可以指定两种模量,因此可以表示聚合物的刚度和长丝元件的刚度或表示整个长丝的聚合物组合的刚度。
[0068]
例如,所选聚合物的平均挠曲模量呈现在下表中:
[0069][0070]
对于根据本发明的解决方案,当由拉伸弹性模量(杨氏模量)表示的第一载体聚合物a1的刚度和第二载体聚合物a2的刚度之间的差为至少100mpa、更好地为至少200mpa、更好地为至少300mpa、更好地为至少400mpa、有利地为至少500mpa时,是有利的。
[0071]
对于根据本发明的解决方案,当由挠曲弹性模量(挠曲模量)表示的第一载体聚合物a1的刚度和第二载体聚合物a2的刚度之差为至少100mpa、更好地为至少200mpa、更好地为至少300mpa、更好地为至少400mpa、有利地为至少500mpa时,是有利的。
[0072]
拉伸弹性模量和挠曲弹性模量需要针对每种特定聚合物单独指定。挠曲弹性模量使用标准iso 178:2010和拉伸弹性模量使用标准en iso 527-1(640604)。
[0073]
熔融温度(比a1和a2)更低的粘合聚合物b1和b2是适于在纺熔生产线上加工的热塑性聚合物,有利地属于聚烯烃、聚酯、聚酰胺的聚合物组或这些组的共聚物。合适的解决方案例如由聚乙烯(pe)、聚丙烯(pp)、聚对苯二甲酸乙二醇酯(pet)、聚乳酸(pla)、尼龙和主要上述指定组的所谓的低熔点共聚物(例如共聚物pp/pe,共聚物pet,共聚物pla等)提供。
[0074]
例如,双组分长丝包含布置在长丝横截面内的2个元件。例如,芯-鞘(c/s)型双组分长丝包含两个元件,其中一个代表长丝的芯,另一个包裹在其周围并形成长丝的表面。具有限定刚度的载体聚合物a在此有利地用于芯,其中其可直接形成芯,或代表形成长丝的芯的共混物的输入原材料之一。具有较低熔点的粘合聚合物b形成鞘,或代表形成长丝的鞘的共混物的输入原料之一。同样,可以描述并列(s/s)型、偏心芯-鞘(ec/s)型双组分长丝等。
[0075]
对于根据本发明的解决方案,当双组分长丝的第一组分(例如芯,侧)在第一层t中
具有比在第二层m中更高的刚度时,是有利的。对于根据本发明的解决方案,当由拉伸弹性模量(杨氏模量)表示的在第一层t中的双组分长丝的第一组分的刚度与在第二层m中的双组分长丝的第一组分的刚度之间的差为至少100mpa,更好的是至少200mpa,更好的是至少300mpa,更好的是至少400mpa,有利的是至少500mpa时,是有利的。
[0076]
对于根据本发明的解决方案,有利的是,当由挠曲弹性模量(挠曲模量)表示的第一层t中的长丝的第一双组分组分的刚度与第二层m中的长丝的第一双组分组分的刚度之间的差为至少100mpa,更好的是至少200mpa,更好的是至少300mpa,更好的是至少400mpa,有利的是至少500mpa时,是有利的。
[0077]
不希望被穷举所束缚,我们呈现了根据本发明的材料组合物的几个实例:
[0078]
根据本发明的解决方案可以例如包含由无端芯/鞘(c/s)型长丝构成的第一层t(其中芯由pet(=a1)制成,鞘由pe(=b1)制成)和由无端芯/鞘(c/s)型长丝构成的第二层m(其中芯由pp(=a2)构成和鞘由pe(=b2)构成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差大于500mpa,聚合物b1和b2是相同的(pe),并且它们的熔点低于聚合物a1和a2的熔点。
[0079]
根据本发明的解决方案可以例如包含由无端芯/鞘(c/s)型长丝构成的第一层t(其中芯由pla(=a1)制成,鞘由pe(=b1)制成)和由无端偏心芯/鞘(ec/s)型长丝构成的第二层m(其中芯由pp(=a2)构成和鞘由pe(=b2)构成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差超过200mpa,聚合物b1和b2是相同的,并且它们的熔点低于聚合物a1和a2的熔点。层m中的长丝最可能显示卷曲或自发卷曲(潜在卷曲或自卷曲)的趋势。
[0080]
例如,根据本发明的解决方案可以包含由无端芯/鞘(c/s)型长丝构成的第一层t(其中芯由pet(=a1)制成和鞘由copla(=b1)制成)和由无端侧/侧(s/s)型长丝构成的第二层m(其中一侧由pla(=a2)构成而另一侧由copla(=b2)构成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差大于100mpa,聚合物b1和b2相同(copla)并且它们的熔点低于聚合物a1和a2的熔点。层m中的长丝可能呈现卷曲或自发卷曲(潜在卷曲或自卷曲)的趋势。
[0081]
根据本发明的解决方案可以例如包含由无端偏心芯/鞘(ec/s)型长丝构成的第一层t(其中芯由pet(=a1)制成和鞘由pp1(=b1)制成)和由无端芯/鞘(c/s)型长丝构成的第二层m(其中芯由pp2(=a2)构成和鞘由pp3(=b2)构成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差大于200mpa,聚合物b1和b2是相容的(pp1和pp3),并且它们的熔点低于聚合物a1和a2的熔点。层t中的长丝最可能显示卷曲或自发卷曲(潜在卷曲或自卷曲)的趋势。
[0082]
根据本发明的解决方案可以例如包含由无端偏心芯/鞘(ec/s)型长丝构成的第一层t(其中芯由pet(=a1)制成和鞘由copet(=b1)制成)和由无端偏心芯/鞘(c/s)型长丝构成的第二层m(其中芯由pla(=a2)构成和鞘由copet(=b2)构成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差大于100mpa,聚合物b1和b2相同(copet)并且它们的熔点低于聚合物a1和a2的熔点。层t和m中的长丝最可能显示卷曲或自发卷曲(潜在卷曲或自卷曲)的趋势。
[0083]
根据本发明的解决方案可以例如包含由无端侧/侧(s/s)型长丝构成的第一层t(其中一侧由pet(=a1)制成,另一侧由copet(=b1)制成)和由无端侧/侧(s/s)型长丝构成的第二层m(其中一侧由pla(=a2)构成,另一侧由copet(=b2)构成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差大于100mpa,聚合物b1和b2相同(copet)并且它们的熔点低于
聚合物a1和a2的熔点。层t和m中的长丝最可能显示卷曲或自发卷曲(潜在卷曲或自卷曲)的趋势。
[0084]
根据本发明的解决方案可以例如包含由无端偏心芯/鞘(ec/s)型长丝构成的第一层t(其中芯由pet(=a1)制成,鞘由pe(=b1)制成)和由短卷曲纤维素纤维构成的第二层m,用于与粉末pe的共混物中的气流成网应用。弯曲单根长丝所需的力的比率大于1.5。
[0085]
根据本发明的解决方案可以包含例如由芯/鞘(ec/s)型的无端长丝组成的第一层(t)(其中芯由pp1(=a1)制成,鞘由pe(=b1)制成)和由芯/鞘(ec/s)型的无端长丝组成的第二层(m)(其中芯由pp2(=a2)制成,鞘由pe(b2)制成)。用挠曲弹性模量表示的聚合物a1和a2的硬度相差大于100mpa,聚合物b1和b2是相同的(pe),它们的熔点低于聚合物a1和a2的熔点。两层(t,m)中的丝线将很可能表现出卷曲的趋势或将自发地卷曲(潜在卷曲或自卷曲)。
[0086]
根据本发明的解决方案可以包含例如由芯/鞘(ec/s)型的无端长丝组成的第一层(t)(其中芯由pp(=a1)制成,鞘由pe(=b1)制成)和由芯/鞘(ec/s)的无端长丝组成的第二层(m)(其中芯由具有不同特性的基于聚丙烯的多种聚合物的共混物(=a2)制成(不受穷尽列举的约束,聚合物共混物可以由例如聚丙烯、具有更高和更低熔体流动速率的聚丙烯的均聚物和共聚物制成),而鞘是由聚乙烯(b2)制成)。由挠曲弹性模量表示的聚合物a1和a2的刚度相差大于100mpa,聚合物b1和b2是相同的(pe)并且它们的熔点低于聚合物(a1和a2)的熔点。这两层(t和m)中的长丝很可能会表现出卷曲的趋势或会自发卷曲(潜在卷曲或自我卷曲)。
[0087]
长丝的刚度不仅受所使用的聚合物的影响,而且还受例如长丝的厚度的影响。术语“长丝的厚度”和“长丝直径”在本技术中可互换使用。
[0088]
就本发明而言,当第一层(t)中的长丝d1的厚度大于第二层(m)中的长丝d2的厚度时,是有利的。例如,在最重要的因素是非织造纺织品的蓬松度与非织造纺织品上的软表面的相关要求相结合的应用中。
[0089]
就本发明而言,当第一层(t)中的长丝d1和第二层(m)中的长丝d2的厚度相同或非常相似,即d1/d2为0.8至1.3时,这可能是有利的。例如在其中材料在表面上和横截面上的均匀性是重要的应用中。
[0090]
就本发明而言,当第一层中的长丝d1的厚度小于第二层中的长丝d2的厚度时,是有利的。例如在材料的整体柔软性和柔韧性重要的应用中。本领域技术人员将容易理解根据本发明的长丝厚度的哪种组合对于它们的应用是有利的。
[0091]
长丝的刚度也可受长丝中聚合物组分的比例影响。例如,在芯/鞘布置中具有相同直径d的两根长丝的情况下,其中芯由聚合物a构成并且鞘由聚合物b构成,芯组分(即聚合物a)的份额较低的长丝(例如50%)将具有比芯组分(即聚合物a)的份额较大的长丝(例如30%)更低的总体刚度。第一层(t)和第二层(m)长丝中的每一个可以一次或多次包含在非织造纺织品中。
[0092]
例如,第一层t可以形成基层,第二层m可以形成产品的表面(例如,tm、ttm、mtm、mttm、tmm、ttmm等)。
[0093]
例如,第一层t可以利用其开放结构形成入口区域,该入口区域在第二层m中变窄(例如,tm、ttm、tmt、tmm、tttm等)。
[0094]
例如,层t和m可以交替,其中,例如,中间层m的柔软度通过材料变得更出色并通过t层的刚度掩盖(例如,mtm、mtmt、mtmtm、tmtmt等)。
[0095]
除了第一层t和第二层m之外,根据本发明的非织造纺织品在层x可与第一和第二层热粘合的条件下还可以包含另一层x。例如,可能的组成包括txm、mxt、xmt、xtm、mtxtm、xmtmx、mtxm等类型。
[0096]
根据本发明,非织造纺织品还可以包括多对t-m层。例如,在三个纺丝箱s1-s2-s3上生产的非织造纺织品中,可以产生以下:s1层t1,s2层m1(针对层t1),其同时是层t2(针对层m2)和s3层m2。
[0097]
根据本发明,非织造纺织品是热粘合的。能量上有利的是基本上形成非织造纺织品的纤维层的全部体积的热粘合,其中粘合点可以在结构中长丝的任何交叉处产生。在这种类型的热粘合期间,根据本发明,由于热量通过长丝层,两层中的b聚合物在表面上和在层之间的界面上均软化甚至熔化。在长丝接触点处,熔融的聚合物结合,并且在随后的冷却过程中变硬并将接触的长丝连接在一起。以这种方式产生的长丝结构通常表现出柔软膨松型的柔软性、柔韧性并且通常也表现出恢复性。根据本发明的合适粘合方法是,例如,使用现行的热空气流粘合,或特别是对于较低基重,使用红外辐射粘合。
[0098]
例如,双组分长丝包含布置在长丝横截面内的2个元件。例如,芯-鞘(c/s)型双组分长丝包含两个元件,其中第一个代表长丝的芯,第二个包裹在其周围并形成长丝的表面。具有较低熔融温度的聚合物b在此有利地用于鞘,其中其可直接形成鞘,或代表形成长丝的鞘的共混物的输入原料之一。具有限定刚度的聚合物a形成芯或代表形成芯的鞘的共混物的输入原材料之一。同样,可以描述并列(s/s)型、偏心芯鞘(ec/s)型双组分长丝等。已知长丝的组分的布置可以基于在其生产中使用的设置,或者可以使用方法“长丝横截面类型的估计”来识别。
[0099]
对于根据本发明的解决方案,如果双组分长丝的第二组分(例如鞘,侧)具有较低的熔融温度,则是有利的。对于根据本发明的解决方案,如果双组分长丝的第一组分和第二组分的熔融温度之间的差为至少5℃,更好为至少10℃,有利的是至少15℃,则是有利的。
[0100]
优选地相对于具有限定刚度的相应聚合物a评估具有较低熔融温度的聚合物b的熔融温度。例如,在第一层中,相对于聚合物a1的熔融温度评估聚合物b1的熔融温度。由于第一层t和第二层m通过聚合物b1和b2互连的事实,还必须考虑聚合物a2,并因此评估聚合物b1和b2相对于其的熔融温度。聚合物a2和b1、b2的熔融温度差分别为至少5℃,更好的是至少10℃,有利的是至少15℃。
[0101]
热粘合从根本上影响非织造纺织品的所得性能,该性能由长丝的互连强度得到,该强度取决于几个值,例如特别是结构中粘合聚合物的量,粘合过程中提供的热量和粘合温度,结构中长丝的密度等。
[0102]
例如,由芯-鞘型双组分长丝以80:20的比例构成的长丝层包含相对少量的粘合聚合物,并且长丝之间的单个粘合点将由少量的材料构成,其可以以相对低的力分离。由于长丝的挠曲和粘合的松散性的影响,所产生的结构将最可能相对较软(例如,由非织造纺织品的柔韧性和压缩性表示),并且还将较不耐摩擦。另一方面,例如由比例为50:50的芯-鞘型双组分长丝构成的长丝层包含相对大量的粘合聚合物,并且长丝之间的单个粘合点由大量材料构成。以这种方式产生的结构将相对较硬,将表现出较高的恢复程度并且将更耐摩擦。
例如,由比例为20:80的芯-鞘型双组分长丝构成的长丝层包含相对大量的粘合聚合物,并且长丝之间的单个粘合点将由非常大量的材料构成,所述材料仅由包含长丝的原始芯的格外薄的长丝互连。以这种方式形成的结构应该是相对柔软的,但最可能是蓬松性不足的。
[0103]
例如,在对应于粘合聚合物软化的较低温度下粘合的长丝层或在较高温度下非常短的暴露将在长丝之间包含相对非常弱的连接,这将容易断裂。可以预期具有非常差的耐磨性的较软结构。另一方面,例如,在超过粘合聚合物的温度的较高温度下粘合的长丝层和/或在合适的温度下长的暴露时间内粘合的长丝层将包含由所有粘合聚合物的熔融和重新设置产生的长丝之间的相对牢固的连接。可以预期具有良好恢复性和良好耐磨性的较硬结构。
[0104]
例如,非常细的长丝的层每单位体积将包含大量的粘合点,而相反,较厚的长丝的层在相同的基重下将包含显著较少的粘合点,然而,这些长丝通常将表现出更大的刚度。
[0105]
通过利用上述参数的适当设置,可以有目的地生产表现出更大的柔软性、柔韧性、刚度、耐磨性等的非织造纺织品。
[0106]
对于根据本发明的材料,在组合具有不同参数的2个长丝层的情况下,可以以这样的方式设定条件,即,使例如一层较少地互连而另一层较多地互连。例如,在第一层t中的较低程度的互连,该层的刚度将相对于耐磨性的降低而下降,同时保持该层的恢复。如果相同的粘合条件提供了含有具有较低硬度的材料的第二层m的较高程度的粘合(其实现了相对良好的耐磨性),同时保持了由聚合物组合物给出的并且由例如长丝的细度支撑的柔软度,则结果可以是根据本发明的材料,其自身结合了高柔软度,来自应用侧(第二长丝层m)的耐磨性和恢复性。
[0107]
不希望受理论的束缚,我们相信,在非织造纺织品的整个体积上的热粘合(例如热空气粘合)与含有具有较高刚度的聚合物a1的长丝的组合是该层恢复性的主要原因。长丝以遍及非织造纺织品的整个体积的小粘合点互连,并且在各个粘合点之间存在-取决于层的蓬松性-相对小部分的长丝指向3d空间中的所有方向。整个结构在较高的温度(粘合温度)下产生,在该温度下保持聚合物a的固态,但其能够改变其结晶状态,在相对低的冷却速率下保持结晶状态。即,在z方向上的压缩(非织造纺织品的厚度)的情况下,这种产生的结构具有很大的恢复到其初始状态的趋势(恢复性)。通常可以认为聚合物a的刚度越高,非织造纺织品返回到原始状态的趋势(恢复性)将越大。具有较低熔融温度的聚合物b对恢复的贡献显著较小,因为在热粘合过程中,与聚合物a不同,聚合物b将部分或完全熔融(以实现长丝的互连),可能改变其位置和形状(例如,在热粘合过程中,其可能相对集中在长丝接触位置=粘合点,并且相反,其份额可能在粘合点之间的长丝上下降)等。
[0108]
含有具有较低刚度的聚合物a2的第二层,假定其存在于复合材料中,在与第一层相同的条件下粘合。这里也产生了上述的粘合点和它们之间的相对短的长丝段的结构。考虑到聚合物a2的较低刚度,层的柔软性和悬垂性的趋势得以支撑。即,人对层的刚度的感知可以不同于标准层刚度评估方法(handle-o-meter,压缩性,柔韧性),并且具有包含刚度较低的聚合物a2的长丝的层在柔软性方面通常被主观地评估为比包含具有较高刚度的聚合物a1的长丝的层更好,即使在特定情况下,例如,handle-o-meter的测量值相同或甚至更高。
[0109]
惊奇地发现,根据本发明生产的非织造纺织品显示出独特的性能。包含较高刚度
的聚合物的长丝和包含较低刚度的聚合物的长丝的组合产生通常表现出以下特性的复合材料
[0110]-延展性程度通常与仅由第二层m的长丝制成的材料相当(高于由第一层t的长丝制成的材料)
[0111]-相对于由第一层t的长丝生产的材料,恢复程度通常是相当的或仅表现出相对小的降低
[0112]-由非织造纺织品的压缩性的测量值表示的柔软度通常与由第二层m的长丝生产的材料相当或相对于由第二层m的长丝生产的材料仅表现出相对小的减小
[0113]
如果第一层(t)由含有较大份额的聚合物a1(例如占长丝总重量至少55wt%的聚合物a1,优选至少60wt%的聚合物a1,更优选至少65wt%的聚合物a1,有利地至少70wt%的聚合物a1)和较低份额的聚合物b1(例如占长丝总重量的不超过45wt%,更优选不超过40wt%,更优选不超过35wt%,有利地不超过30wt%的聚合物b1)的较厚的长丝(厚度大于25μm,更好的是大于30μm,有利的是大于35μm,但优选不超过100μm,更好的是不超过70μm,有利的是不超过50μm)组成,则根据本发明的非织造纺织品可能是有利的。同时,第二层(m)由较薄的长丝(厚度小于30μm,较好小于25μm,有利地小于20μm)组成,所述较薄的长丝包含较低份额的聚合物a2(例如占长丝总重量的不大于60wt%,较好不大于55wt%,较好不大于50wt%,有利地不大于45wt%的聚合物a2)和较高份额的聚合物b2(例如占长丝总重量的大于40wt%,更好的是大于45wt%,有利的是大于50wt%的聚合物b1)。令人惊奇地发现,以这种方式生产的非织造纺织品表现出第一层(t)的高的膨松性和恢复性,而结构中自由空间(空隙体积)的高份额以及较低的长丝粘合强度(由长丝接触位置中较低数量的粘合点和同时较低体积的粘合组分b1产生)将支持“柔软膨松”型的柔软性,然而,以“更粗糙”的主观触摸和感觉为代价。同时,具有细的长丝和较高份额的粘合组分b2的第二层将表现出较低的膨松度,然而,当使用软聚合物时,将表现出突出的触感特性,其可进一步由例如触感改善添加剂(例如用于丝状触感的芥酸酰胺、用于所谓棉触感的特定添加剂,等)支持。以这种方式进行的组合提供了具有高主观柔软度感知的蓬松材料。当从第二层(m)的侧面触摸时,在初始接触时,当触摸织物时,皮肤获得令人愉快的感觉,其同时也在轻微的压力下柔和地弯曲。同时,第一层(t)的某些“粗糙度”被第二层(m)的柔软度和丝光度掩盖。当压力增加时,蓬松的第二层(t)也开始逐渐被压缩,这呈现出更大的抗压性(例如通过弹性测量表示)。所需压力的增加是逐渐的,并且抗压缩性也逐渐增加,因此材料被主观地感觉到舒适柔软。
[0114]
对于根据本发明的非织造纺织品,如果第一层的基重(t)高于第二层的基重(m),则是有利的。例如,层t的基重与层m的基重比有利地为至少55:45,更好地为至少60:40,更好地为至少65:35,有利地为至少70:30,但小于95:5,更好地小于95:10,有利地小于85:15。
[0115]
对于根据本发明的非织造纺织品,如果由一个喷丝头产生的第一层t的基重与在一个喷丝头上产生的第二层m的基重的比率大致对应于这些层中长丝的聚合物组合物的平均密度,则可能是有利的。从生产成本的角度来看,这种解决方案是有利的,其中当在标准纺粘型喷丝头上生产时,可以利用两种喷丝头的全部操作性能。如果基于加权聚合物密度平均值的比率和基于层状非织造纺织品的所需总基重进行计算以确定各层t,m的推荐基重,则有利的是,例如,第一层t和第二层m的基重与计算值相差不超过5g/m2,较好地与计算值相差不超过4g/m2,较好地与计算值相差不超过3g/m2,有利地与计算值相差不超过2g/m2。
[0116]
在表中提供了几个实例(密度以kg/m3表示,基重以g/m2表示):
[0117][0118][0119][0120]
同样地,对于非织造纺织品包含多于两层的情况也进行计算。
[0121]
在根据本发明的一个有利的解决方案中,第一t层和第二m层的长丝中的加权聚合物密度平均值不同。该密度表示每单位体积的聚合物重量。如果值的差异太大,则可能导致不期望的效果,其中来自具有显著较高加权平均密度的组合物的长丝作用于具有较低加权平均密度的层的长丝,将它们非均匀地压缩并产生不期望的效果,特别是当m层中的长丝表现出长丝中较高加权平均聚合物密度时。对于根据本发明的解决方案之一,第一层(t)的无
端长丝中的聚合物的加权平均密度与第二层(m)的无端长丝中的聚合物的加权平均密度的比率为1.0至1.5,优选1.1至1.3,和/或第一层(t)的基重与第二层(m)的基重的比率为1.0至1.5,优选1.1至1.3。
[0122]
以上列出的聚合物组(聚烯烃,聚酯)的不同之处不仅在于它们的刚度,而且还在于其它不同的性质,其可用于支持非织造纺织品的所需最终特性。聚酯(例如pet,pla或它们的共聚物)表现出所谓的收缩。对于它们的适当结晶,这些聚合物与在纺熔生产过程中长丝冷却下来时相比通常需要更长的时间。再加热(例如热空气的窄流“热气刀”,热空气粘合,红外辐射)含有这些聚合物的长丝通常导致它们的再结晶,其中新的更稳定的结晶状态通常占据比初始半稳定结晶状态更小的体积=收缩。
[0123]
收缩通常被认为是不希望的事件,然而如果被适当地控制,则可以提供优点。例如,我们的较早的专利申请pv 2018-647(尚未公布)描述了为了生产具有恢复和所谓的结构柔软度的蓬松材料而利用聚合物的受控收缩。
[0124]
对于根据本发明的材料,如果第一层t、或者层m和t都包含横截面不支持卷曲的无端长丝,则可能是有利的。这些长丝可以是多组分的,优选是双组分的。不考虑理论依据,我们相信,由沿长丝横截面布置的组分组成的横截面表面的重心基本上位于与所有其它组分的横截面的重心相同的位置,其它组分的横截面不能通过加热到活化温度而产生卷曲。
[0125]
根据本发明的层可以包括,例如,主要是具有圆形横截面、三叉横截面和星形横截面等的无端长丝(图1)。
[0126]
例如,无端长丝可以是多组分长丝,而单个组分在长丝横截面中的布置可以由芯和鞘(同心布置)、扇形或其它布置表示,其中组分表面的重心在无端长丝横截面内的单一位置(图2)。
[0127]
不考虑理论基础,我们相信,关于产生具有所需特性的长丝的确定元件是两种组分的特定组合。首先,优选的是,产生非织造结构的长丝组分,例如该结构的芯,包括能够在特定条件下收缩的聚合物a1。在长丝形成过程期间,特别是在冷却和拉伸阶段期间,该聚合物a1能够改变其状态,这对于未来的活化阶段是理想的。聚合物a1可以例如最初处于半稳定状态(例如处于具有当前可能最低的能量而没有正在进行的结晶的状态),随后它在活化阶段期间变热,然后缓慢冷却,以便从所述半稳定状态改变到另一个不同的、更稳定的状态(例如改变到对应于不同的较低体积结晶相的状态)。该变化导致产生引起收缩的内力,其中我们认为它们的矢量指向长丝的中值曲线的方向。
[0128]
使用纺熔法生产的非织造纺织品中的长丝的直径在毫米和/或亚毫米范围内,而这些长丝通常具有全向取向(见图3)并且以它们之间的自由部分具有同样在毫米和/或亚毫米范围内的尺寸的方式彼此接触。长丝之间的相互粘结反抗内力的矢量,从而形成相应的第一阻力点。该阻力点也可以称为抵抗结构收缩的阈值点。例如,如果一根长丝处于正确的状态并经历活化,则其可产生例如在所有3个维度上延伸的不规则弓形或波浪形部分。相反,由相邻长丝形成的周围周围结构约束的长丝不具有这样的自由度。
[0129]
根据本发明,使用双组分长丝形成层,而第二组分包括聚合物b,所述聚合物b具有较低的熔融温度,并且优选还提供其它所需的特性,例如柔软性,提供更舒适的触感特性等。聚合物材料a1和聚合物材料b1应当具有与收缩相关的相互不同的特性,这意味着在优选的构造中,聚合物材料b(其优选地为形成长丝的鞘的材料)可以具有比聚合物材料a(其
优选地为形成长丝的芯的材料)更低的收缩率(收缩率)。结果是产生不同的引起收缩的力,其作用在相互接触的两种聚合物材料内部。不考虑理论依据,我们相信聚合物材料a和聚合物材料b将总是具有不同的特性,这意味着引起收缩的内力的矢量在相同的时间点从不相等。这种力的不均匀性使得能够产生抵抗缩性的阻力的第二阈值点。这种阻力点也可以称为抵抗长丝收缩的阈值阻力点。
[0130]
不考虑理论基础,我们相信这种特定的位移规律性是单根长丝自由段卷曲规律性的主要原因。相反,根据本发明,同样不考虑理论依据,在具有不支持卷曲的横截面的长丝的情况下,在第一组分和第二组分中引起卷曲的力的内部矢量不提供规则相互移动的可能性,其结果是这种长丝在任意方向上产生不规则的弓形或波浪形截面。通过实质的简化,可以断言长丝在其横截面或周边的特定部分的方向上不具有规则的弯曲倾向,这导致其不规则的最终形状。在活化之后,这种长丝的横截面基本上保持在不支持卷曲的状态,参见图4。
[0131]
不考虑理论依据,我们相信,如果引起收缩的内力很小,因此不能克服对应于长丝的阻力的阈值点的相反取向的力,则纺织品保持不变。然而,如果引起收缩的内力足够大并因此能够克服对应于md/cd方向上的阻力阈值点的所有有向力,则纺织品根据md/cd比收缩并产生平坦结构。如果引起收缩的内力具体地具有足以克服长丝抵抗收缩的阈值点的大小,然而不具有足以克服结构在md/cd方向上的抵抗收缩的阈值点的大小,使得最低结构阻力主要在z方向上取向,则纺织品将产生所需的蓬松结构。对于具有技术领域专业资格的人来说,明显的是,所需的引起收缩的内力将大于长丝的内部阻力点,然而,低于抵抗结构在md/cd方向上的收缩的阻力的阈值点。
[0132]
本发明的第一层(t)包括大量长丝,在长丝之间形成许多相互接触点。当在毫米和/或亚毫米尺度上观察该层时,显而易见的是,长丝,或更精确地说是长丝的毫米和/或亚毫米部分,由于相邻长丝的作用而具有独特的状态,其中它们暴露于在活化期间产生的力的独特组合的影响。这使得能够在最终结构中产生特别宽的长丝形状多样性。在md/cd方向的平面上,与此相反,长丝保持在几乎完全平坦的水平状态可能是矛盾的。然而,相反,长丝可以“向上”和“向下”移动,并产生包括所有方向的广泛的3d结构,所述方向是md、cd和z方向。根据本发明,不考虑理论依据,我们相信,层中无端长丝的方向的宽泛多样性在最终特性方面提供了优势。根据本发明,该层在宏观尺度上是均匀的。包含在层内的长丝形状的宽泛多样性与这些长丝的相互作用相结合使得能够从本发明中获得优点,该优点主要在于该层能够以所需的方式对外部作用(例如对压力及其释放或对通过它的液体的作用)的动作作出响应。
[0133]
在基本上简化的情况下,也可以通过“长丝长度和纺织品长度”之间的比率来表示长丝的定向布置。
[0134]
以这种方式生产的具有不支持卷曲的横截面的层m或t包含
[0135]
至少20%的长丝具有大于1.2的“长丝长度和纺织品长度之间的比率”,优选至少30%的长丝具有大于1.2的“长丝长度和纺织品长度之间的比率”,优选至少40%的长丝具有大于1.2的“长丝长度和纺织品长度之间的比率”,优选至少50%的长丝具有大于1.2的“长丝长度和纺织品长度之间的比率”;
[0136]
至少10%的长丝具有大于1.5的“长丝长度和纺织品长度之间的比率”,优选至少15%的长丝具有大于1.5的“长丝长度和纺织品长度之间的比率”,优选至少20%的长丝具
有大于1.5的“长丝长度和纺织品长度之间的比率”,优选至少25%的长丝具有大于1.5的“长丝长度与纺织品长度之间的比率”,优选至少30%的长丝具有大于1.5的“长丝长度与纺织品长度之间的比率”;
[0137]
至少5%的长丝具有大于2的“长丝长度和纺织品长度之间的比率”,优选至少10%的长丝具有大于2的“长丝长度和纺织品长度之间的比率”,优选至少15%的长丝具有大于2的“长丝长度和纺织品长度之间的比率”,优选至少20%的长丝具有大于2的“长丝长度与纺织品长度之间的比率”;
[0138]
以这种方式生产的具有不支持卷曲的横截面的层m或t同时包含:
[0139]
至少10%的长丝具有小于2.5的“长丝长度和纺织品长度之间的比率”,优选至少20%的长丝具有小于2.5的“长丝长度和纺织品长度之间的比率”,优选至少30%的长丝具有小于2.5“长丝长度和纺织品长度之间的比率”,优选至少40%的长丝具有小于2.5的“长丝长度和纺织品长度之间的比率”,优选至少50%的长丝具有小于2.5的“长丝长度和纺织品长度之间的比率”;
[0140]
至少5%的长丝具有小于2的“长丝长度和纺织品长度之间的比率”,优选至少10%的长丝具有小于2的“长丝长度和纺织品长度之间的比率”,优选至少15%的长丝具有小于2的“长丝长度和纺织品长度之间的比率”,优选至少20%的长丝具有小于2的“长丝长度与纺织品长度之间的比率”;
[0141]
对于根据本发明的材料,如果第一层t,或者层m和t都包含横截面支持卷曲的无端长丝(图5),则可能是有利的。这些可以是多组分的,优选是双组分的。不考虑理论依据,我们相信卷曲由这样的横截面支撑,其中使用布置在长丝横截面中的一个组分产生的表面的重心位于距另一组分的表面的重心一定距离处。
[0142]
在技术知识领域中,众所周知的是,具有不同收缩水平的聚合物的特定组合能够实现所谓的卷曲,所述聚合物布置在能够通过卷曲形成的所谓横截面中。同时,这可以是立即自发卷曲或潜在卷曲,其先决条件是先前的活化(例如热活化)。具有能够通过卷曲形成的横截面的长丝提供产生所谓螺旋卷曲的规则卷曲部分。通过实质的简化,可以断定,具有能够通过卷曲形成的横截面的长丝具有在朝向具有较大收缩程度的组分的方向上弯曲的趋势,这产生不均匀的螺旋卷曲。换句话说,这意味着能够通过卷曲形成的横截面导致作用在第一组分和第二组分中的内力的矢量朝向彼此规则地相互移动。
[0143]
长丝层可以包括,例如,主要是具有圆形横截面、三叉横截面和星形横截面等的无端长丝。(图1)。例如,在横截面类型的组分的布置例如并排、偏心的芯/鞘等中,可以预期卷曲。
[0144]
与前述情况类似,在长丝形成过程中,尤其是在冷却和拉伸阶段,聚合物a也能够改变其状态,这对于未来的活化阶段是理想的。聚合物a可例如最初处于半稳定状态(例如处于具有最低可能能量而没有正在进行的结晶的状态),随后其在活化阶段期间加热,然后缓慢冷却,以便将所述半稳定状态改变为另一不同的更稳定状态(例如改变为对应于不同的较低体积结晶阶段的状态)。该改变导致产生引起收缩的内力,其中我们认为它们的矢量指向长丝组分的中值曲线的方向。在具有支持卷曲的横截面的长丝的情况下,聚合物a的体积的变化导致长丝中的内力的增强(相对于彼此偏移的矢量力的增加),因此,以很高的概率,所产生的拱的半径减小,在长丝层的情况下,这导致整个结构的某种“紧缩”(=收缩)。
[0145]
尽管具有支持卷曲的横截面的长丝具有产生规则形状、特别是螺旋形状的倾向,尽管所述长丝的这种特性涉及它们朝向包括具有较高收缩率的材料的长丝的侧面的规则弯曲的倾向,但是层中的这些长丝同时受到防止它们保持规则螺旋的各自相邻长丝的限制。不考虑理论依据,我们相信在长丝沉积在带上之前引起收缩的力越大,长丝的“每单位长度的卷曲程度”将越大,这是存在位于纤维结构内的更多数量的螺旋形部分的原因。如果相反,卷曲的程度较低,例如小于每英寸25的捻度(每个单独的“环”位于形成的螺旋的大于1mm的长度上),则长丝接触点之间的自由空间开始变得不足以维持甚至螺旋的一部分,而由长丝的相互接触引起的相反取向的力与数量成比例地增加。当每英寸捻度小于15(即,在每个单独的“环”位于所形成的螺旋的大于2mm长度上情况下)时,已经变得难以区分螺旋的部分,并且当每英寸的捻度小于10(即,在每个单独的环位于所形成的螺旋的大于2.5mm长度上情况下)时,作用在长丝中的恒定力被抵抗内部收缩力的矢量的规则相互移动而作用的相反方向力完全克服,这使得能够形成规则的卷曲,由此,结构获得完全不规则的外观。然而,技术领域中具有专业资格的人将意识到,还存在(在具有支持卷曲的横截面的长丝的情况下)支持形成由内部收缩力的矢量的规则相互移动引起的蓬松结构和(在具有不支持的横截面的长丝的情况下卷曲)形成由长丝的不规则收缩引起的蓬松结构。基于合成丝的长丝的卷曲的结构差异的实例示于图6(同时它们描述于作者为kunal singh,mrinal singh且2013年出版的文章“fiber crimp distribution in nonwoven structure(非织造结构中的纤维卷曲分布)”(可在地址http://article.sapub.org/10.5923.j.fs.20130301.03.html获得)。
[0146]
在结构的热活化过程中,聚合物a的体积减小,因此导致整个结构的所谓收缩。对于根据本发明的材料,有利的是,第一层t,或者层m和t两者都受到活化,在md方向的cd上实现不超过20%,优选不超过15%,优选不超过13%,优选不超过11%,最优选不超过9%的收缩程度。两层的收缩程度可以不同。
[0147]
对于根据本发明的解决方案之一,当显示收缩的第一层t与不显示收缩的第二层m结合时,是有利的。对于根据本发明的这种材料,如果在经受活化的第一层t上,在cd或md方向上实现的收缩程度不超过20%,优选不超过15%,优选不超过13%,优选不超过11%,最优选不超过9%,则可能是有利的。
[0148]
在根据本发明的一个有利的解决方案中,其中第一层(t)利用聚合物的收缩(以卷曲和非卷曲形式),其优选由具有圆形或三叉横截面形状的芯/鞘型双组分长丝形成。
[0149]
包含在该第一层t中的无端长丝由两种或更多种组分形成。第一组分可以例如选自聚酯(例如芳族聚酯,其包括聚对苯二甲酸乙二醇酯(pet);或脂族聚酯,其包括聚乳酸(pla)、聚酰胺、聚氨酯或它们的共聚物,或替代地合适的共混物)。本发明的范围包括以下事实:第一组分包含或基本上包含选自聚酯组的塑料,其还包括聚酯的共聚物(copet)或聚乳酸的共聚物(copla)。优选使用的聚酯是聚对苯二甲酸乙二醇酯(pet)或聚乳酸(pla)。
[0150]
第二组分b1可以例如选自聚烯烃(即聚丙烯或聚乙烯)、具有低熔融温度的聚合物、或者合适的聚合物的共聚物或共混物。本发明的范围包括以下事实:第二组分包含或基本上包含选自聚酯的塑料,其还包括聚酯的共聚物(copet)或聚乳酸的共聚物(copla)。优选使用的聚烯烃是聚乙烯(pe)。
[0151]
选择用于本发明非织造层中的双组分长丝的组分a/b的优选组合是pet/pe、pet/
pp、pet/copet、pla/copla、pla/pe和pla/pp的组合。
[0152]
在具有支持卷曲的横截面的双组分长丝的情况下,使用在给定的组合卷曲中的聚合物的组合是必要的条件,或者可能使用例如支持卷曲的成核剂或其它添加剂。
[0153]
在优选的构造中,双组分长丝具有50:50至90:10的第一组分a1的重量与第二组分b1的重量的比率。
[0154]
在另一种形式中,组分的构造还可以含有旨在改变无端长丝特性的添加剂。例如,芯可以包含着色颜料或卷曲剂。在技术领域公开的文献中,可以确定卷曲剂的各种特殊组合,其在一定程度上能够改变聚合物在结晶和收缩期间的行为(如例如作者gajanan在1995年提交的专利us5753736中所示)。相反地,例如,通常用作实现更高白度的添加剂的普通二氧化钛将仅引起聚合物行为的不显著的变化,如果需要,这可能通过稍微改变工艺条件来补偿。
[0155]
鞘可以例如含有着色颜料或表面活性剂(例如用于实现丝状触感性能)。对于在技术领域具有专业资格的人来说,显然存在从特定应用的要求得到的许多其它可能性。
[0156]
在该构造的另一种形式中,组分还可以含有一定量的不同聚合物。因此,构造是可能的,例如,其中第一组分(例如芯)含有一定比例的形成第二组分(例如鞘)的一种或多种聚合物,或者另一方面,其中第二组分(例如鞘)含有一定比例的形成第一组分(例如芯)的一种或多种聚合物。在公开的文献中,可以确定一定水平的含量,通过该含量可以实现聚合物的精确组合。例如,作者moore陈述(在由3m innovative properties提交的专利申请us2012088424中),高达10%的聚丙烯与聚酯的混合物将提供具有稳定性能的长丝。
[0157]
与表现出一定收缩水平的第一层(t)组合,如果第二层(m)包含具有较低收缩水平或没有收缩水平的长丝,则是有利的。在这种情况下,在第二层(m)自身中施加了由长丝层的活化引起的显著较小的力或没有力。同时,通过层的粘附效应,或者可能通过层之间形成粘合点的效应,该第二层(m)被第一层(t)的收缩效应强制改变其空间布置(被迫收缩)。因此,施加外力,该外力迫使结构中的长丝改变它们的位置。不希望受理论的束缚,我们相信长丝或其部分更多地在z方向上取向,从而增加非织造纺织品的厚度。在有利的情况下,纺织品厚度的增加大于在md和cd方向上的被迫收缩,因此这导致层的总膨松度的增加,因此也导致纺织品的膨松度的增加。
[0158]
通过压延辊在粘合点粘合的收缩层和非收缩层的组合或更好地描述为通过扁平粘合压花,其将粘合压花中的长丝压实在一起并通过热效应将它们局部粘合,这在工业中是公知的。随后通过热流(例如热空气)活化该结构,收缩层收缩并迫使非收缩层拱出进入粘合点之间的“衬垫”——参见例如由gmbh&co.lg maschinenfabrik提交的专利申请ep3192910)。
[0159]
根据本发明的非织造纺织品具有不同的结构。虽然在上述专利申请的情况下,纺织品的强度基本上由粘合压花的规则布置给出,并且以防止长丝的进一步粘合的方式控制活化(因为进一步粘合将增加纺织品的刚度和降低纺织品的悬垂性),但是根据本发明的非织造纺织品经历组分a1的活化,所述组分a1能够在对应于b组分的粘合温度的温度下收缩。根据本发明的织物在横跨织物表面平面规则布置的局部粘合压花(由压延辊上的凸台的布置给出)中不互连,而是在非织造纺织品的整个体积内互连,其中基本上每一个长丝的交叉点形成一个粘合点,该粘合点使纺织品固结。根据本发明的纺织品在它们之间不包含长丝
的自由部分的粘合压花和拱形“垫”。相反,其厚度基本上是均匀的,并且长丝的自由部分短得多(从长丝的一个交叉点到下一个交叉点)。同时,在活化期间,不存在固定的粘合压花能够使两层中的单根长丝具有一定程度的运动自由度。同时,通常使用压延机进行粘合,因此粘合压花的产生改变了压花的长丝平面的形状并使它们完全平坦化。在双组分长丝的情况下,它不仅熔化具有较低熔点的组分,而且对具有较高熔点的组分施加机械和热应力(例如通过使其在压花平面处平坦化)并产生弱点(例如压花和长丝的自由部分之间的过渡)。不希望受理论的束缚,我们认为,在具有较高熔点(a)的组分上的有限应力与借助于粘合组分的硬化而在结构的被迫活化和瞬时固定过程中的运动自由度的精确组合在一起使得能够产生高度蓬松的纺织品结构,同时支持恢复并且表现出对于第二层m典型的柔软性和压缩性。
[0160]
图7a和图7b显示了使用粘合压花v粘合的非织造纺织品的结构(图7a)和使用热流在整个体积内产生粘合点b粘合的结构(图7b)的差异。
[0161]
通常应用的是,使用压延机粘合的非织造纺织品包含彼此间隔毫米(通常3-20mm)的粘合压花,并且该距离还限定自由长丝的部分(通常3-30mm)。根据本发明的纺织品使用遍及其整个体积的热流进行热粘合,并且根据结构的膨松度,包含间距为约0.3至8mm的游离长丝段的粘合点。在这两种情况下,下限对于较细的长丝更典型,上限对于较粗的长丝更典型。所描述的典型限制呈现结构中长丝的自由部分的平均长度。
[0162]
被迫收缩的第二层m可以产生具有规则布置的长丝的均匀层,例如如图8所示。它还可以产生具有层m中长丝的各种局部弧度的结构,如在图9中可见,或者甚至局部不规则地产生长丝束的隆起,如在图10中可见。
[0163]
通过工艺条件的适当配置,特别是在纺织品暴露于热流和随后加热的过程中的工艺温度和拉伸力,因此可以支持和/或限制非均匀形式和隆起的产生。例如,可以产生如图11所示的不规则结构的隆起。
实施例
[0164]
因此,本发明构造的推荐形式的特征在于至少两个非织造层。有利的构造之一是根据本发明的非织造纺织品,其通过将使用纺粘法生产的长丝的至少两层m和t互连而产生。非织造纺织品也可以由几层组成,其中至少一层代表第一层t,另一层代表第二层m,纺织品还包含另一层x。层x可以由例如熔喷型长丝层或短纤维层等组成。
[0165]
在本发明构造的推荐形式中,存在多组分或双组分长丝,由其构成非织造纺织品的层t或m,通过在纺丝器中纺丝或使用喷丝头并随后优先通过冷却器而制成。在该冷却器内,长丝通常通过流体介质,主要通过冷却空气来冷却。本发明的范围包括以下事实:经纺丝的长丝随后也通过拉伸机构,在该拉伸机构中通过被拉伸来加工长丝。然后将拉伸的(伸长的)长丝沉积在移动带上,其中它们形成长丝层。在一种有利的构造中,通过调节确定拉伸比的特定参数,可以在层中产生具有受控的潜在收缩程度的长丝。
[0166]
根据本发明的构造的优选形式,插入的扩散器将用作储料器机构,该储料器机构控制长丝的沉积并且安装在拉伸机构和长丝沉积位置之间。本发明的范围包括使用至少一个扩散器的事实,扩散器的相对侧壁相对于长丝的通过方向彼此分叉。本发明构造的高度推荐形式的特征在于,冷却机构和牵引机构的驱动单元设计为封闭系统。在该封闭系统内,
不使用额外的空气源,这将补充外部冷却介质或冷却空气到冷却机构中的供应。已经证明这种封闭体系本身特别适用于非织造纺织品的生产。
[0167]
在利用收缩生产根据本发明的非织造纺织品的情况下,发现根据本发明的消除与长丝收缩相关的问题的技术方案在使用上述封闭单元时,特别是在除了特别优选的构造形式之外还使用扩散器时,在功能上特别可靠并且有效可行,扩散器布置在拉伸机构和长丝沉积位置之间。已经说明,可以通过拉伸比,冷却空气/聚合物比和长丝速度的参数非常具体地适应或调节通过纺粘法生产的非织造带的收缩率。
[0168]
从已经陈述的定义可以明显看出,利用纺粘法的生产包括将聚合物直接转化成长丝,其随后在沉积位置随机展开以产生包含这些长丝的非织造层。纺粘工序决定了单根长丝的特性以及最终非织造纺织品的特性。最终生产的非织造纺织品不能总是用于确定单根长丝的各种特性和条件,例如聚合物的流变特性、结构特性和收缩率,这些特性和条件发生在该非织造纺织品的各个生产步骤期间。非织造纺织品的潜在收缩通常决定其产生蓬松非织造纺织品的能力,这是通过利用单根长丝的收缩来实现长丝层的增加的相对厚度而实现的,然而,这在不分解织物结构和/或不显著改变长丝层的长度和宽度的情况下发生。本发明的范围包括以下事实:长丝的收缩通过使用长丝组合物中所含的各种原料和/或通过在生产用于非织造纺织品的长丝期间设定不同的材料加工条件和/或通过使用不同的长丝横截面形状和/或通过调节各种输入材料之间的质量比和/或通过设定不同的长丝取向来限定。
[0169]
本发明结构的推荐形式不区分具有支持卷曲的横截面的长丝和具有不支持卷曲的横截面的长丝。两种类型都可有利地用于某些应用。同样,通过使用卷曲和非卷曲长丝层可以产生合适的组合。对于具有技术领域专业资格的人来说,很明显,在获得松散和柔软的屈服材料方面,存在由具有不支持卷曲的横截面的长丝与卷曲长丝相比提供的技术优点。与具有不支持卷曲的横截面的长丝不同,当加工在生产期间发生(自发)卷曲的长丝时,不容易控制生产工艺的进程。在其横截面能够通过卷曲形成的大多数类型的长丝上,在沉积阶段和/或活化时产生卷曲。因为在卷曲过程中长丝相对于彼此移动,所以它们容易相互接触或相互缠结,换句话说,这可以表示为它们可以引起相互干涉。在由具有自发卷曲能力的长丝组成的非织造层上,实际上经常存在与它们的形状和布置有关的限制,这是由于它们的相互运动导致长丝的不均匀分布。这些限制所必需的必要的后续措施通常包括减少加工量,减慢生产过程,以及在生产过程中包括旨在安全地设置长丝的相对位置的附加特殊步骤。
[0170]
在纺丝、冷却和拉伸过程中不经历自发卷曲的长丝上,可以实现长丝在层中更均匀的沉积,这使得能够使用最低的可能基重,同时保持织物所需的性能和/或同时设定更高的生产线速度,并因此设定更大量的加工材料。因此,更容易控制生产过程,并且在横截面不支持卷曲的情况下,还可以使用更便宜地生产的喷丝头和纺丝箱。
[0171]
本发明的有利构造还包括这样的事实,即所得到的长丝层是热预固结的,即它是预固结的并且包含热形成的粘结。本发明的有利构造之一也是这样的事实,即为了实现至少一层的受控收缩,将所得的非织造纺织品热活化。固结和可能的热活化优选通过至少一种作用进行,所述作用是与热介质流接触(例如通过热空气或红外辐射)或和/或与热表面接触。这种热表面的实例可以主要是辊的一部分。希望在纤维层的整个表面上均匀地发生
收缩的条件下进行热活化。热活化可在其中供应热空气的室中进行,或通过长丝层穿过烘箱进行。还可以通过红外光或紫外光、透射的微波和/或激光辐射进行热活化和固结。需要强调的是,在“在生产线上”进行的这种描述的过程的范围内,热固结也可以在生产过程的前面的步骤完成之后直接发生,或者过程的两个步骤,即热活化和固结,可以“离开生产线”进行,即与生产过程的先前步骤分开。因此,热活化可以在不同的时间和地点基本上“离开生产线”进行。
[0172]
对于根据本发明的解决方案,当热介质的流动穿过纺织品并因此导致热传递遍及非织造纺织品的整个体积时是有利的。
[0173]
纤维纺织品/长丝层的预固结的所需水平在很大程度上取决于生产工艺的条件。决定先决条件是正确地设定长丝层内部长丝的相互内聚水平,并且因此也可以基于生产过程中的后续步骤的要求来控制长丝的相互内聚水平。在在生产线上进行生产过程而在传送带本身上进行活化的情况下,所需的内聚水平相对较低,因为它仅需要防止在活化过程中由显著的不希望的运动引起的纤维分离或变薄。在特殊情况下,例如当长丝本身在彼此接触期间或与它们的基底接触期间提供非常好的内聚力时,这能够例如通过它们的横截面的形状、交织速度或它们的材料组成来实现,即使没有热预固结,长丝层的内聚特性也可以足够好。在其它情况下,例如当生产过程被分成两个步骤时或者当长丝层在完全活化之前被预固结并且例如以卷的形式转移时,那么所需的内聚水平将高得多,其结果也是要求高得多的预固结水平。
[0174]
活化温度应在玻璃化转变温度和组分a的软化温度(根据iso din 306的维卡软化温度)之间的区间内。
[0175]
在一种有利的构造中,本发明提供使用长丝制造的蓬松非织造纺织品,这些长丝具有适当的或受控的收缩率。收缩率在整个长丝层中均匀地发生,由于这一点,该方法应当提供均匀的非织造纺织品性能,从而确保均匀控制的收缩率。
[0176]
在对流冷却器内,长丝通常通过流动介质来冷却,主要通过冷却空气来冷却。如上所述,长丝的潜在收缩必须均匀地分布在显示收缩的层的整个长度、宽度和厚度范围内。与收缩相关的特性可以通过调整拉伸比、冷却空气/聚合物比和长丝的速度来改变,而根据本发明,这些参数实际上对于每根单独的长丝是均匀的。
[0177]
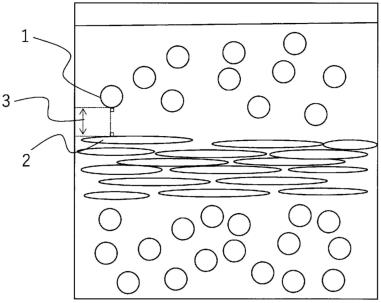
本发明的范围包括这样的事实,即所形成的非织造纺织品由几个层组成,其中至少一个第一层t,或者至少一个第一层t和一个第二层m,或者形成非织造纺织品的每个层优选通过纺粘法在纺丝箱1中形成。同时,显而易见的是,多层彼此叠置地沉积,随后这些层在至少一个成形带2上一起转移到机构3中,用于最终的固结。
[0178]
长丝4通过在喷丝头5中纺丝产生。长丝的布置可以通过它们的交替布置来优化,借助于所述交替布置可以获得这样的条件,即,其中每根单独的长丝具有非常相似的重量并且供应有非常相似温度的冷却空气。喷丝头可以具有不同数量的毛细管,并且同样具有这些毛细管的不同直径(d)和长度(l)。长度(l)通常计算为毛细管直径的倍数,并且对于该应用区域在2l/d至10l/d的范围内选择。毛细管的数量需要根据所需的长丝的最终直径和所需的或计划的聚合物的总加工量以及所需的长丝纺丝速度来选择。毛细管的数量可以在每米800至7000个毛细管的范围内变化,在该范围内可以获得直径为8至45μm的长丝。选择毛细管的直径和长丝速度以能够实现最终长丝的正确水平的潜在收缩。对于具有不支持卷
曲并显示出3000至5500m/min的收缩率的横截面的长丝,长丝的速度应当限定在1000至10000m/min,并且毛细管的直径应当选择为200至1000μm,这使得能够在圆形毛细管的情况下实现200至1300的合适的工艺拉伸比。尽管为了实现生产线生产率的所需水平,在这些圆形毛细管的情况下,最有利的是拉伸比为300至800。通常,非圆形毛细管显示出较高的拉伸比值,这在很大程度上取决于毛细管的形状及其表面和体积的相对比值。以能够实现正确的拉伸比和正确的冷却条件的方式设定冷却空气的体积和温度。已经发现,对于本发明,当冷却空气体积与纺丝聚合物的比率为20:1至45:1是有用的。在冷却器(6)中控制冷却空气的体积和温度。该温度可以设定为10℃至90℃,优选为15℃至80℃,因此以这样的方式使得冷却条件可以用于特定情况以控制收缩过程。冷却条件决定了纺丝过程中长丝从熔融温度冷却到玻璃化转变温度的速度。例如,设定较高的冷却空气温度导致长丝的延迟冷却。实际上,为了本发明的目的,当冷却器被分成两个区域时,实现所需的和可用的冷却空气温度范围是更容易的,其中温度范围可以被单独控制。在位于喷丝头附近的第一区6a中,温度可以设定为10℃至90℃,优选15℃至80℃,最优选为15℃至70℃。在位于第一区的直接附近的第二区6b中,温度可以设定为10℃至80℃,优选为15℃至70℃,最优选为15℃至45℃。
[0179]
此后,长丝被引导通过拉伸区域7。这里,长丝通过由冷却空气速度的作用产生的拉伸力进行拉伸。冷却空气体积和拉伸区域的可调节的几何形状使得能够获得一定的空气速度,该空气速度随后被传递到长丝速度。然后,该长丝速度与聚合物的加工量一起限定了长丝的直径。通过长丝速度、拉伸比和冷却空气/聚合物比调节潜在的收缩/紧缩。
[0180]
在下一步骤中,长丝被送入扩散器8,扩散器8的相对壁相对于长丝的行进方向彼此分开。这些壁的位置可以以能够获得具有均匀组成的非织造纺织品的方式调节,其中单独沉积的长丝形成在md/cd平面中呈现全向取向的布置。
[0181]
同时,很明显,沉积的长丝层受到空气的影响,这些长丝通过空气的作用被供给到扩散器中。可以以产生各种布置的方式调节空气流,从明显的锯齿形长丝沉积到真正的圆形环圈,以及更进一步类似地,在cd方向取向的椭圆形结构。长丝沉积在成形带上并输送到至少一个用于预固结的机构9。冷却空气流经沉积的长丝层并流经成形带,随后被引导离开加工区。可以以这样的方式调节抽吸空气的体积,即,使得长丝的沉积更容易,并且同样地,确保长丝层与成形带的有效接触。预固结机构位于扩散器附近。通过在扩散器和预固结机构之间的路径的整个范围内的抽吸空气来控制长丝层的形成。长丝层的预固结通过热空气进行。
[0182]
传递到长丝层的能量的量通过能够使长丝仅软化或预熔化到一定程度的方法来控制,这确保在各个长丝之间获得良好的内聚力。在长丝之间达到必要的内聚力之后,纤维层可以被输送到成形带,而不需要任何辅助机构的额外帮助,并且不会由于在该输送过程中产生的力的作用而受到影响或有破坏/损坏的风险。这种预固结方法同样足以将长丝层移动到由多个纺丝箱组成的生产线上的不同沉积区域。传递到长丝的能量不足以活化这些长丝的收缩。
[0183]
根据本发明的方法包括确定预固结参数之间的平衡:预固结温度,预固结空气速度和预固结时间。预固结时间应理解为指长丝层被预固结空气改性的时间。
[0184]
推荐长丝层的预固结时间为1ms至10000ms,优选为2ms至1000ms,最优选4ms至200ms。
[0185]
在该预固结单元中使用的预固结空气的速度设定为0.1m/s至10m/s,优选为0.8m/s至4m/s。推荐预固结期间的固结温度为80℃至200℃,优选为100℃至180℃。在构造形式中的一种中,该预固结温度为90℃至150℃,主要为110℃至140℃。
[0186]
根据各种有利形式的构造,非织造纺织品包括双组分长丝层:
[0187]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a)和由聚烯烃(特别是聚乙烯或聚丙烯)制备的第二组分(b),同时预固结温度优选为110℃至160℃、特别是120℃至150℃。
[0188]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a)和由聚对苯二甲酸乙二醇酯(copet)的共聚物制备的第二组分(b),同时预固结温度优选为110℃至180℃。
[0189]-由聚乳酸(pla)制备的一种组分(a)和由聚烯烃(特别是聚乙烯或聚丙烯)制备的第二组分(b),同时预固结温度优选为80℃至130℃。
[0190]-由聚丙烯(pp)制备的一种组分(a)和由聚烯烃(特别是聚乙烯、或聚乙烯和聚丙烯的共聚物)制备的第二组分(b),预固结温度优选为80℃至130℃。
[0191]
在布置在扩散器之后的生产线区域中的一个有利构造中,将长丝层输送到至少一个活化单元10。长丝通过热空气活化。同时,可以理解的是,长丝的可收缩组分的实际收缩率是长丝的可收缩组分的温度的函数,同样是长丝经受温度影响的持续时间的函数。此外,显然收缩过程的速度也取决于长丝的可收缩组分的温度。基于本发明,通过包括缓慢开始收缩的方法来控制工艺过程,由于该方法,由于这种收缩而在层内产生的力低于长丝之间的内聚力。通过该方法的这种控制可以实现的结果是获得具有降低的长丝结构密度的非织造纺织品的内聚和均匀结构,这同样导致该非织造纺织品的厚度增加。
[0192]
根据本发明的构造形式中的一种,预固结和活化方法的步骤的执行,在该步骤期间,预固结和/或活化的时间,预固结和/或活化所需的空气速度以及预固结和活化的温度通过用于预固结和活化的组合机构中的组合方法来控制。
[0193]
根据本发明的有利方法中的一种包括确定如下活化参数之间的平衡:活化温度、活化空气速度和活化时间。活化时间应理解为是指长丝层被活化空气改性的时间。显然,这些参数可以在特定范围内改变,以响应长丝收缩的潜在水平,同样,目的是设定活化时间、活化温度和活化空气速度之间的理想组合。
[0194]
推荐长丝层的活化时间为20ms至5000ms,优选为30ms至3000ms,最优选为50ms至1000ms。
[0195]
在该活化单元中使用的活化空气的速度设定为0.1m/s至2.5m/s,优选为0.3m/s至1.5m/s。推荐热活化期间的活化温度为80℃至200℃,优选为100℃至160℃。在一种构造中,该活化温度为90℃至140℃,主要为110℃至130℃。
[0196]
根据各种有利的构造形式,非织造纺织品包括双组分长丝层:
[0197]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a)和由聚烯烃(特别是聚乙烯或聚丙烯)制备的第二组分(b),同时活化温度优选为90℃至140℃,特别是100℃至140℃。
[0198]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a),由聚对苯二甲酸乙二醇酯(copet)的共聚物制备的第二组分(b),同时活化温度优选为120℃至160℃。
[0199]-由聚乳酸(pla)制备的一种组分(a)和由聚烯烃(特别是聚乙烯或聚丙烯)制备的第二组分(b),同时活化温度优选为80℃至140℃。
[0200]
根据本发明的有利构造包括最终的固结过程,其包括使用固结机构(3)中的热空气改变长丝层。在该固结机构内部,长丝层被固结,而该层可由单层或多层组成,在该层中具有粘合的长丝,在这些层中不会同时导致该长丝层的厚度显著减小,并且在非织造纺织品的整个厚度范围内不存在明显的固结梯度。显然,非织造纺织品的剩余厚度和弹性受固结温度的影响,因为该固结温度应足够高,以能够在非织造纺织品的长丝之间获得必要的粘合,然而,不会使处理过的长丝层软化或塌缩。必要的是,在固结机构内部,固结温度和作用在长丝层上的固结力适合于所需的加工效果,这是低水平的软化和低的内力。同时,尽管如此,对于生产非织造纺织品的长丝层的完整性所需的效果,温度和这些力必须足够高。这可以通过多种装置来实现,所述装置包括例如具有钟形鼓的固结机构,具有平坦带的固结机构或多鼓固结机构。
[0201]
固结的非织造纺织品在最后阶段卷绕到卷轴(11)上。在需要改变非织造纺织品的表面特性的情况下,例如为了实现改进的流体传输或提高将它们排出的能力,喷涂机构或浸渍辊位于移动带和最终固结机构之间,或位于最终固结机构和卷轴之间。
[0202]
本发明的构造形式中的一种包括将活化和固结步骤组合在一起,其中在固结机构内控制活化时间和/或固结时间、活化和/或固结所需的空气速度以及活化和/或固结温度。
[0203]
基本要素是确定如下固结参数之间的平衡:固结温度,固结空气的速度和固结时间。固结时间应理解为是指长丝层被固结空气改变的时间。显然,这些参数可以在特定范围内改变,以响应长丝层的潜在固结水平,并且同样地,目的是实现固结时间、固结温度和固结空气速度之间的理想组合。
[0204]
推荐长丝层的固结时间为200至20000ms,优选为200至15000ms,最优选为200至10000ms。
[0205]
在该固结单元中使用的固结空气的速度设定为0.2至4.0m/s,优选在0.4至1.8m/s。推荐热固结期间的固结温度为100℃至250℃,优选为120℃至220℃。在构造形式中的一种中,该固结温度为90℃至140℃,主要为110℃至130℃。
[0206]
根据各种有利的构造形式,非织造纺织品包括双组分长丝层:
[0207]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a)和由聚烯烃(特别是聚乙烯)制备的第二组分(b),同时固结温度优选为90℃至140℃,特别是100℃至140℃。
[0208]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a)和由聚烯烃(特别是聚丙烯)制备的第二组分(b),同时固结温度优选为90℃至160℃,特别是110℃至160℃。
[0209]-由聚对苯二甲酸乙二醇酯(pet)制备的一种组分(a)和由聚对苯二甲酸乙二醇酯(copet)的共聚物制备的第二组分(b),同时固结温度优选为140℃至230℃。
[0210]-由聚乳酸(pla)制备的一种组分(a)和由聚烯烃(特别是聚乙烯或聚丙烯)制备的第二组分(b),同时固结温度优选为80℃至140℃。
[0211]-由聚丙烯(pp)制备的一种组分(a)和由聚烯烃(特别是聚乙烯、或聚丙烯和聚乙烯的共聚物)制备的第二组分(b),同时固结温度优选为90℃至140℃,特别是100℃至140℃。
[0212]
根据本发明的非织造纺织品包含各种组成的层的组合,合适的预固结、活化和粘合温度源自单个层的推荐温度区间。
[0213]
上述指定的温度范围可用于各种相互分开的步骤中,使得即使固结机构在各种区
域中具有不同的水平,固结空气温度和同样的固结空气速度也保持在指定的范围内。
[0214]
本发明基于这样的发现,即根据本发明的非织造纺织品可以设计成一方面相对蓬松,并且由于其具有相对较大的厚度,而另一方面保持其令人满意的稳定性。根据本发明的层即使在经受载荷(即压力载荷)的影响之后也具有突出的弹性。可以在相对低的非织造纺织品基重下实现这些有利的特性。
[0215]
对于根据本发明的方法,还存在一个特别的优点,即非织造纺织品的连续生产以简单的方法以相对高的生产速度进行,并且不中断生产过程。非织造纺织品的生产参数在生产过程中是高度可变的、灵活的和可适应的,由此可以生产不同的最终产品而不中断生产过程。同样,由预固结、活化和固结组成的过程的步骤可以根据它们的参数容易地修改。
[0216]
根据本发明的方法可以通过“在生产线上”的简单方法来执行,然而,如果需要的话,同时保留执行“离开生产线”的各种生产过程步骤的选项。因此,预固结、收缩活化和最终固结步骤可以与层状材料的实际生产分开,而没有任何问题。可以得出结论,可以通过简单、便宜和有效的方法生产具有非常有利的3d结构化表面、蓬松和大厚度,同时表现出令人满意的抗压强度的全新织物。非织造纺织品或所得非织造层的各种参数是可变的,并且在整个生产过程中灵活地适用。
[0217]
根据本发明的非织造纺织品可以是例如在utb大学的聚合物系统中心的实验室生产线上生产的两层纺织品。该实验室生产线型号lbs-300能够生产用于纺粘或熔喷型非织造纺织品的单组分或双组分长丝。其由两个挤出机组成的挤出系统可以将聚合物加热到450℃的温度。纺粘型非织造纺织品长丝可以使用具有72个孔(直径为0.35mm,长度为1.4mm)的纺粘型挤出机在测量为6x6cm的正方形面积上生产。对于用于加工双组分长丝-芯/鞘、并排布置的组分、扇形或岛的挤出机存在几种可能的布置。系统打开,抽吸空气的压力在输入系统上达到150kpa的水平。长丝可以在它们的原始状态下移除或者可以沉积在以0.7至12m/min的速度运行的带上。产品的最终宽度不超过10cm。总挤出量可以设定为0.02至2.70kg/h。最终基重可以设定为30至150g/m2。此外,存在通过在高达250℃的温度下使用压延辊来固结长丝层的选择。
[0218]
为了在实验室条件下通过空气流产生固结模型(实施例1至实施例4),使用标准固定烘箱。由于存在于具有静态气氛的烘箱内部和具有通过纺织品的强制气流的机构中的非常不同的传热条件,并且同样地,由于当烘箱打开和关闭时出现的热损失的存在,需要在130℃下将活化和粘合时间设定为3min。
[0219]
前述实验室生产线用于产生实施例中描述的层。在实施例1至实施例6中,在室温下以最小的向下压力在纺丝箱后面使用紧凑型辊。在其它实施例中,使用具有附件的热空气枪产生的热空气流(130℃)代替紧凑型辊。
[0220]
非织造纺织品由两层圆形横截面芯/鞘型双组分长丝组成。芯和鞘的质量比例以及生产线设置提供在表中。在各层的生产中,针对聚合物的限定组合设定以下温度曲线:
[0221]
pet/pe:
[0222]
组分a=pet(聚对苯二甲酸乙二醇酯,聚合物类型5520,制造商invista)
[0223]
组分b=pe(聚乙烯,aspun 6834,制造商陶氏公司)
[0224]
将用于组分a的挤出机加热至340℃的温度(分别将三个区加热至340℃、335℃和325℃),将用于组分b的挤出机加热至235℃的温度(分别将三个区加热至200℃、215℃和
235℃)。纺丝箱的温度设定为305℃。加工的聚合物的量设定为0.25g/min/毛细管。使用温度为20℃的空气冷却长丝。
[0225]
pp/pe:
[0226]
组分a=pp(聚丙烯,tatren ht 2511,制造商slovnaft)
[0227]
组分b=pe(聚乙烯,aspun 6834,制造商陶氏公司)
[0228]
将用于组分a的挤出机加热至(分别将三个区加热至195℃、220℃和240℃),将用于组分b的挤出机加热至235℃的温度(分别将三个区加热至200℃、215℃和235℃)。纺丝箱的温度设定为240℃。加工的聚合物的量设定为0.25g/min/毛细管。使用温度为20℃的空气冷却长丝。
[0229]
pla/pe:
[0230]
组分a=pla(聚乳酸,ingeo,制造商nature works)
[0231]
组分b=pe(聚乙烯,aspun 6834,制造商陶氏公司)
[0232]
将用于组分a的挤出机加热至240℃的温度(分别将三个区加热至195℃、220℃和240℃),将用于组分b的挤出机加热至235℃的温度(分别将三个区加热至200℃、215℃和235℃)。纺丝箱的温度设定为240℃。加工的聚合物的量设定为0.25g/min/毛细管。使用温度为20℃的空气冷却长丝。
[0233]
pla/copla:
[0234]
组分a=pla(聚乳酸,ingeo,制造商nature works)
[0235]
组分b=copla(聚乳酸的共聚物,ingeo,制造商nature works)
[0236]
将用于组分a的挤出机加热至240℃的温度(分别将三个区加热至195℃、220℃和240℃),将用于组分b的挤出机加热至235℃的温度(分别将三个区加热至200℃、215℃和235℃)。纺丝箱的温度设定为240℃。加工的聚合物的量设定为0.25g/min/毛细管。使用温度为20℃的空气冷却长丝。
[0237]
[0238][0239]
在实施例1至实施例6中,对于长丝的第一次预固结,在室温下紧凑型辊直接用于纺丝箱之后,其显著影响由层t的活化引起的结构变化。厚度的增加(在z方向上)明显受限。实施例6显示层m本身不收缩。实施例1显示了由层t组成的纺织品的厚度增加13%的程度。纺织品体积变化的计算表明,厚度的增加大致对应于长度和宽度的减小,并且纺织品的总体积没有改变。实施例2至实施例5在md和cd方向上大致相同的收缩率下显示出非织造纺织品厚度的更显著的增加,这也对应于总体积的增加(约 15%至 20%)。不希望受理论束缚,我们认为这种增加是由层m的被迫收缩引起的。
[0240][0241]
在实施例7至实施例11中,在纺丝箱之后直接使用温度为130℃的热空气流用于长丝的第一预固结。长丝未被压缩,活化过程中的结构变化显著发生在z方向上,并且材料的总膨松度也显著增加。
[0242]
在实施例2至实施例8和实施例8至实施例11中,根据本发明,在第一层t中,芯由聚合物a1(聚对苯二甲酸乙二醇酯,聚合物类型5520,制造商invista)组成,在第二层m中,芯由聚合物a2(聚乙烯,aspun 6834,制造商陶氏公司)组成。拉伸和挠曲弹性模量之差大于500mpa。
[0243]
根据本发明的实施例4 5和10 11与根据本发明的实施例2 3和8 9相比显示出更小的膨松度,这主要是由非织造纺织品的基重的显著差异引起的。较高的总基重还表示底层上较大的载荷,由于其弹性,底层稍微松散,因此层的总蓬松度减小。
[0244][0245][0246]
在实施例13至实施例17中,在纺丝箱之后直接使用温度为130℃的热空气流用于
长丝的第一次预固结。在实施例14至实施例15中,在一个一层中使用具有支持卷曲的横截面的长丝(ec/s,s/s)。
[0247]
在实施例13中,根据本发明,在第一层t中,芯由第一承载聚合物a1(聚乳酸,ingeo,制造商nature works)组成,以及在第二层m中,第二承载芯由聚合物a2(聚乙烯,aspun 6834,制造商陶氏公司)组成。拉伸和挠曲弹性模量之差大于200mpa。
[0248]
在实施例14至实施例15中,根据本发明,在第一层t中,芯由聚合物a1(聚对苯二甲酸乙二醇酯,聚合物类型5520,制造商invista)组成,在第二层m中,芯由聚合物a2(聚乙烯,aspun 6834,制造商陶氏公司)组成。拉伸和挠曲弹性模量之差大于500mpa。
[0249]
实施例16描述了来自纺粘长丝的层t和来自卷曲纤维素短纤维(气流成网)的层m的组合。将长丝弯曲90
°
所需的力的比率大于2(来自聚合物a1的长丝)∶1(纤维素纤维)
[0250]
在实施例17中,根据本发明,在第一层t中,芯由第一承载聚合物a1(聚丙烯1=来自unipetrol的mosten nb425)组成,在第二层m中,第二承载芯由聚合物a2(聚丙烯2=来自total petrochemicals的mr 2002)组成。挠曲弹性模量的差值为100mpa。
[0251]
实施例1至实施例5和实施例7至实施例16利用收缩。实施例6和实施例7不包含任何收缩的层。
[0252]
以下实施例18至实施例20表示在纺熔生产线上使用reicofil 5技术与两种双组分纺粘型喷丝头生产的非织造纺织品。
[0253]
实施例18
[0254]
第一层(t)使用具有圆形横截面的鞘/芯(c/s)类型的双组分喷嘴制备。长丝中组分a:b的重量比为70:30。长丝的芯由pet(invista的聚合物5520型)形成,并且鞘由pe(陶氏公司的aspun 6834)形成。生产条件使得长丝形成任意取向的不规则弓形或波浪形截面。使用hak(热空气刀)和haf(热空气流)预固结该层。第二层(m)使用具有圆形横截面的鞘/芯(c/s)类型的双组分喷嘴制备并沉积在第一预固结层上。长丝中组分的重量比为70:30。长丝的芯由pp(由borealis生产的聚合物类型hg475fb)制成,并且鞘由pe(由陶氏公司生产的aspun 6834)制成。层中的长丝本身不呈现卷曲。两层一起使用hak(热空气刀)和haf(热空气流)进行进一步的预固结,随后通过粘合单元中的热空气完全连接。
[0255]
实施例19
[0256]
使用具有圆形横截面的偏心芯/鞘(ec/s)类型的双组分喷嘴(所用喷嘴是在gmbh&co.kg maschinenfabrik的欧洲专利申请ep3771761中公开的喷嘴)制备第一层(t)。长丝中组分的重量比为50:50。长丝的芯由pp(聚合物类型3155,exxon)制成,鞘由pe(aspun 6850,陶氏公司)制成。设定生产条件使得长丝形成卷曲。使用hak(热空气刀)和haf(热空气流)预固结该层。使用与第一层相同的偏心芯/鞘类型的双组分喷嘴(ec/s)制备第二层m并将其沉积在第一预固结层上。长丝中组分a:b的重量比为45:55。长丝的芯由pp(exxon的聚合物类型3155,与4.5%的borealis的聚合物类型hl712fb和0.6%的白色tio2颜料混合)的共混物制成,并且鞘由pe(aspun 6834,陶氏公司)制成。设定生产条件使得长丝本身形成卷曲。两层一起使用hak(热空气刀)和haf(热空气流)进行进一步的预固结,随后通过粘合单元中的热空气连接。
[0257]
实施例20
[0258]
使用具有圆形横截面的鞘/芯(c/s)类型的双组分喷嘴制备第一层t。长丝中组分
a:b的重量比为70:30。长丝的芯由pet(聚合类型物5520,invista)形成,鞘由pe(aspuntm 6834,陶氏公司)形成。将生产条件设定为使得长丝在任意方向上形成不规则的弓形或波浪形截面。使用hak(热空气刀)和haf(热空气流)预固结该层。使用具有圆形横截面的偏心芯/鞘类型的双组分喷嘴(ec/s)(所用喷嘴是在gmbh&co.kg maschinenfabrik的欧洲专利申请ep3771761中公开的喷嘴)制备第二层m,并沉积在第一预固结层上。长丝中组分a:b的重量比为45:55。长丝的芯由pp(exxon的聚合物类型3155,与4.5%的borealis的聚合物类型hl712fb和0.6%的白色tio2颜料混合)的共混物形成,并且鞘由pe(aspun 6834,陶氏公司)形成。设定抽吸条件使得该层中的长丝本身形成卷曲。两层一起使用hak(热空气刀)和haf(热空气流)进行进一步的预固结,随后通过粘合单元中的热空气完全互连。
[0259]
根据以上描述设定实施例18至实施例20的工艺参数,精确值在下表中列出。
[0260]
[0261][0262]
实施例18至实施例20显示了例如各层重量的各种组合的可能性。在实施例18中,设定各喷丝头的输出以获得对称产物(30 30gsm)。相比之下,在实施例20中,将两种喷丝头设置为最佳产量,并且产生具有较高平均密度的长丝的喷丝头也产生每单位面积较高重量的长丝(35
±
25gsm)。在实施例19中,长丝的密度相同,每单位面积的长丝重量也是对称的。
[0263]
实施例18至实施例20还显示了本发明的其它可能益处。如在这些实施例中,如果层m和t用作复合材料的外层,则最终产品可以使我们具有它们的不同性质的优点,例如在其自身的“双侧”方面。例如,实施例18和实施例20的一个外层由具有高耐磨性(1级)的层t形成,而第二层几乎没有耐磨性(4级)。在实施例19中,性质的差异不表现为耐磨性,而是例如表现为主观感觉的柔软性,其中产品从层m的一侧评价为更柔软。
[0264]
测试方法
[0265]
使用根据标准en iso 9073-1:1989(对应于方法wsp 130.1)的测试方法测量非织造纺织品的“基重”。为了测量,使用10层非织造纺织品,而样品尺寸为10x10cm2。
[0266]
非织造材料的“厚度”或“测量高度”通过根据欧洲标准en iso 9073-2:1995(对应于方法wsp 120.6)的测试测量方法来确定,其以以下方式修改:
[0267]
1.通过使用从生产中取出的样品来测量材料,所述样品不经受较高的变形力或不经受超过一天的压力作用(例如通过由辊子施加在生产设备上的压力),而是材料必须放置在表面上自由放置至少24小时。
[0268]
2.包括附加镇流器的测量机器的顶臂的总重量为130g。
[0269]
本文中术语膨松性的“再生”或“恢复”涉及释放作用载荷后纺织品的厚度与该纺织品的初始厚度之间的比率。纺织品的厚度根据en iso 9073-2:1995标准测量,同时使用相当于0.5kpa压力的初始荷载力。用于测量再生的程序由以下步骤组成:
[0270]
1.尺寸10x10cm的纺织品样品的制备
[0271]
2.纺织品厚度的测量
[0272]
3.通过使用相当于0.5kpa压力的初始荷载力测量彼此叠置的五件纺织品的厚度(ts)
[0273]
4.在厚度测量装置上向彼此堆叠放置的5件纺织品(通过2.5kpa的压力)施加载荷持续5分钟
[0274]
5.释放装置并等待5分钟
[0275]
6.通过使用相当于0.5kpa压力的初始荷载力测量彼此堆叠放置的五件纺织品的厚度(tr)
[0276]
7.根据以下等式计算再生:
[0277]
再生=tr/ts(无单位)
[0278]
ts=新制样品的厚度
[0279]
tr=再生样品的厚度
[0280]
术语“压缩性”在此涉及非织造纺织品通过在“弹性”测量期间限定的载荷的作用而被压缩的以毫米为单位的距离。它也可以计算为弹性(无单位)*厚度(mm)的乘积。非织造纺织品的“弹性”使用根据标准en iso 964-1的测试方法测量,其以以下方式修改:
[0281]
1.测量一个纺织品层的厚度。
[0282]
2.制备几个纺织品样品,使得它们在彼此堆叠放置之后的总厚度为至少4mm,最优选5mm。彼此堆叠放置的纺织品件组包含至少1件纺织品。
[0283]
3.测量这些堆叠的纺织品样品的厚度
[0284]
4.允许大小为5n的力以5mm/min的荷载速度作用在该组堆叠的纺织品样品上
[0285]
5.测量与夹紧元件的移动相对应的距离
[0286]
6.根据该等式计算弹性:
[0287]
r(无单位)=t1(mm)/t0(mm)
[0288]
或
[0289]
r(%)=t1(mm)/t0(mm)*100%
[0290]
t1=与夹紧元件在5n大小的载荷下的运动相对应的距离[mm]=堆叠纺织品件的压缩程度
[0291]
t0=厚度(根据标准en iso 9073-2:1995,施加1.06n的初始载荷力)[mm]
[0292]“无端长丝长度与纺织品长度之间的比率”可以使用三种不同的方法测量:
[0293]
a)长丝长度通过以这样的方式拉紧长丝来测量,即,使得它们以线性部分展开,而不呈现卷曲
[0294]
b)在为了达到特定水平而固结的纺织品上,不可能使用方法a)来测量长丝长度,因此需要使用以下估计:
[0295]
a.以能够充分看到长丝的放大率拍摄评估层的图像
[0296]
b.选择一根单根长丝和其通过整个图像或该图像的至少一部分的路径
[0297]
c.基于在图像中指定的长丝的测量长度,估计该长丝的实际长度
[0298]
d.测量指定了所述长丝的纺织品的长度
[0299]
e.计算长丝的估计长度和纺织品的测量长度之间的(百分比)比率
[0300]
c)在纺织品中,使用“测定非织造材料中长丝的统计几何值的方法”,其中:
[0301]
a.选择用于分析的几何纺织品物表示法在md方向上测量为8mm,在cd方向上测量为8mm,同时在z方向上保持样品的全部厚度。
[0302]
b.从测量的角度来看,纺织品中唯一相关的长丝是那些从一侧进入切割样品并通过相对侧离开的长丝。
[0303]
c.必须测量至少20根长丝。
[0304]
d.计算长丝长度和纺织品的测量长度之间的(百分比)比率
[0305]“自由长丝段的长度”,即在粘合点或粘合压花之间的自由长丝段的长度,基本上只能使用两种不同的方法来确定。
[0306]
1)使用纺织品的二维图像估计:
[0307]
a.以能够充分看到长丝的放大率拍摄评估层的图像
[0308]
b.标出自由长丝段
[0309]
c.测量标记的长丝段的长度
[0310]
d.对至少100个随机选择的长丝段进行测量,同时遵循随机选择的基本规则并进行统计计算以确定自由长丝段的中值长度。
[0311]
2)在纺织品中,使用“测定非织造材料中长丝的统计几何值的方法”,其中:
[0312]
a.选择用于分析的几何纺织品表示法在md方向上测量为至少8mm,在cd方向上测量为至少8mm,同时在z方向上保持样品的全部厚度。
[0313]
b.从测量的角度来看,唯一相关的长丝是在这样的切割样品中从一个粘合点导向另一个粘合点,或从一个粘合压花导向另一个粘合点,或可替代地从一个粘合压花导向另一个粘合点的长丝。
[0314]
c.对至少100个随机选择的长丝段进行测量,同时遵循随机选择的基本规则并进行统计计算以确定自由长丝段的中值长度。
[0315]“马丁代尔平均耐磨等级测试”或“马丁代尔”[0316]
图38是用于马丁代尔平均耐磨等级测试的设备的透视图。图39是如procter and gamble公司的公开专利申请us20200170853a1中所述的在本文中的马丁代尔平均耐磨等级测试中的起绒评估的等级标度
[0317]
使用马丁代尔磨损试验机测量非织造物的平均耐磨等级。干燥进行测试。
[0318]
●
将非织造样品在23
±
2℃和50
±
2%相对湿度下调节24小时。
[0319]
●
从每个非织造样品切下直径为162mm(6.375英寸)的圆形样品。将一件标准毡切成直径为140mm的圆。
[0320]
●
通过首先放置切割毡,然后放置切割的非织造样品,将每个样品固定在马丁代
尔的每个测试研磨台位置上。然后固定夹紧环,因此在非织造样品上看不到褶皱。
[0321]
●
装配磨料架。磨料是38mm直径的符合fda标准的1/32英寸厚的硅橡胶(得自mcmaster carr,项目86045k21-50a)。将所需重量置于磨料保持器中以对样品施加9kpa压力。将装配好的磨料保持器放置在#864型中,使得磨料如操作者指南中所指示的那样接触nw样品。
[0322]
●
·
在以下条件下操作马丁代尔磨损:
[0323]
○
模式:磨损测试
[0324]
○
速率:47.5个循环/分钟;以及
[0325]
○
循环:16个循环
[0326]
●
在测试停止后,将研磨的非织造物放置在光滑、无光泽、黑色表面上,并使用图14中提供的标度对其起绒水平进行分级。通过从顶部观察以确定缺陷的尺寸和数量,以及从侧面观察以确定缺陷的蓬松高度来评估每个样品。基于与分级标度的最佳匹配来分配从1到5的数字。然后将马丁代尔平均耐磨等级计算为所有样品的平均等级并报告为最接近十分之一。
[0327]
对于过程条件,“长丝横截面类型”是已知的,其由用于形成这些长丝的挤出工具的形状限定。在过程条件未知的情况下,可以使用以下估计:
[0328]
获取纺织品样品,并且获取至少20根长丝的长丝横截面图像。这些横截面图像是在长丝的自由部分中拍摄的,而不是在粘合位置中或在其与另一长丝接触的位置中拍摄的,因为在这些位置中可以预期变形。针对图像中的每一横截面,即独立地针对每一组分,标记出组分的表面。在确定平面物体的几何中心的基础上确定每个组分的重心的位置,同时使用笛卡儿坐标系记录,其中长丝的横截面的该几何中心被分配坐标[0;0]。根据以下等式,在每个组分的重心位置处和在每个长丝横截面中的偏转(d):
[0329]
d=乘积(x*y)的绝对值,其中x和y是重心的坐标。在值x,y中的一个等于0并且同时不等于这些值中的另一个的情况下,从评估中移除样品。
[0330]
对每个组分计算平均值和标准偏差。
[0331]
当总和((平均挠曲)加(标准偏差))与总横截面积之比小于5%时,认为长丝通过卷曲是不可成形的。
[0332]
当差值((平均挠曲)减去(标准偏差))和总横截面积之间的比率小于5%时,认为长丝通过卷曲是不可成形的。
[0333]
层中“中值长丝直径”的值以si系统的单位表示,其为微米(μm)或纳米(nm)。为了确定该中值,需要从至少三个彼此相距至少5cm的位置采集非织造纺织品样品。在这些样品的每一个中,必须测量所研究层的每一个中的至少50根单根长丝的直径。为此,可以使用例如光学或电子显微镜(取决于所测量的长丝的直径)。在一个样品中长丝的直径与其它两个样品中长丝的直径显著不同的情况下,必须移除该样品并制备新的样品。
[0334]
在圆形长丝的情况下,将其直径测量为其横截面的直径。在长丝的任何其它横截面形状的情况下(例如,在具有中空或三叉横截面的长丝的情况下),必须确定每个测量的长丝的横截面区域的尺寸,并将其重新计算成具有相同尺寸的圆形区域。因此,该理论圆形区域的直径是长丝的直径。
[0335]
然后将由所有三个样品组成的每一层测量的值组合成单组值,随后从中确定中
值。适用的是,至少50%的长丝具有小于或等于中值的直径,并且至少50%的长丝具有大于或等于中值的直径。为了确定给定样品值组的中值,根据大小排列这些值,然后选择位于该列表中间的值就足够了。在样品组具有偶数个项的情况下,中值通常被确定为位于位置n/2和n/2 1的值的算术平均值。
[0336]
术语“孔隙率”在此涉及材料中孔的体积,其与该材料占据的总体积相关。
[0337]
在这种情况下,材料占据的总体积等于非织造纺织品的总体积,并且对于1mm的非织造纺织品,可以使用以下等式由该非织造纺织品的厚度值(高度)计算:
[0338]
总体积(m3/m2)=((纺织品的高度(mm)/1000)*1(m)*1(m))/非纺织纺织品的m2[0339]
表示材料的孔隙率的体积值然后可以使用以下等式计算:
[0340]
孔隙率=纺织品的总体积(m3/m2)-容重(m3/m2)
[0341]
然后可以使用以下等式计算每1m2非织造纺织品的容重的值:
[0342]
容重(m3/m2)=(基重(g/cm3)/1000)/聚合物的重量密度(kg/cm3)
[0343]
聚合物的重量密度值可以由已知组成或通过根据标准iso 1183-3:1999的测量来计算,对于长丝,其等于以上指定的加权平均密度。
[0344]
然后可以使用以下等式计算材料的孔隙率值:
[0345][0346]
孔隙率(%)=1-(基重(g/m2))/(纺织品的高度(mm)*重量密度(kg/m3))*100%
[0347]
或者,孔隙率可以表示为自由面积(m3)/非织造纺织品重量(kg)。该值可以根据以下公式计算:
[0348][0349]
孔隙率(m3/kg)=1/(基重(g/m2)*纺织品的高度(mm))-1/重量密度(kg/m3)。
[0350]
在各层之间存在较大差异的层状材料的情况下,可以表示整个材料的总孔隙率,或者可以设定各层的厚度和基重,随后可以计算给定层的孔隙率。
[0351]
非织造纺织品的“蓬松度”表示仅适于相似组成的非织造纺织品的相互比较或粗略比较的孔隙率的简化表达。本领域技术人员将理解,计算公式不包括聚合物的密度并且能够评估该计算的适用性和限制。
[0352]
蓬松度(kg/m3)=纺织品的基重(g/m2)/高度(mm)
[0353]
由量度“handle-o-meter”(hom)表示的非织造纺织品的刚度根据国际标准wsp 90.3测定。除非对于测量值另有说明,样品的尺寸为100
×
10mm。hom分别在md和cd方向上测量。除非规定md或cd方向,否则采用这两个值的算术平均值。
[0354]“非织造材料中长丝的统计几何值的测定方法”[0355]
本说明书的以下部分涉及用于分析非织造纺织品材料样品的软件方法,以表征其几何特征。该方法利用机器学习过程来识别样品中所含的单根长丝,随后对这些长丝进行几何分析,以获得适于表征材料的统计数据。结果包括长丝取向和密度的分离。用于执行该分析的工作程序是由math2market gmbh公司开发的,并且是数字材料实验室软件geodict
的一部分。
[0356]
步骤1:捕获样品的三维μct图像
[0357]
首先,通过利用ct扫描仪数字化该样品来创建样品非织造纺织品的3d图像。该3d图像由均匀的笛卡尔网格组成,在该网格上,对于其每个单元(体积元素或体素),x射线辐射的衰减值在所研究样品的相应位置被确定。由孔形成的区域通常表现出较低程度的这种衰减(最低的灰度级值),而材料相表现出较高的值,其尺寸取决于具体材料和所使用的μct设备的布置。
[0358]
步骤2:用于从包含孔的空间中分离材料的目的的μct图像的分割。
[0359]
为了随后的分析的目的,对在灰度级上创建的图像进行过滤,该过滤是为了通过非局部仪器方法消除噪声的目的而执行的[1]。随后,使用使用otsu算法导出的全局阈值将图像转换为二进制形式[2]。通过这种向二元形式的转换,图像的每个体素被分类,以便包含由孔产生的空间或长丝的材料。灰度值低于阈值的体素被分类为由孔创建的空间。所有其它体素被分类为长丝的材料。对于滤除干扰并将其与阈值进行比较的两个过程,使用geodict软件的importgeo模块。
[0360]
步骤3:材料密度分离分析
[0361]
此外,针对z方向计算材料密度分离。对于每个图像横截面(在z方向上的给定深度中创建的),材料密度被计算为白色材料体素的数目除以相应横截面中体素的总数。使用geodict程序中的matdict函数执行该分析。
[0362]
步骤4:使用神经网络识别长丝的中心曲线
[0363]
与区分μct型图像中的单根长丝相关联的主要需求任务取决于以下事实:对于二元转换,长丝在接触点处的空间中不相互分离。因此,这一事实可能具有不足的分割,其中多个对象(长丝)被错误地分类为单根长丝。
[0364]
为了分离长丝,math2market gmbh公司创建了一种能够识别长丝的中心曲线的方法。这些中心曲线显示在具有与原始图像相同尺寸的二进制体素图像中。在该图像中,体素位于标记距长丝中心约1至2个体素的距离内。
[0365]
为此,使用利用神经网络的语义分割方法[3]。使用在该图像上方移动的滑动3d输入窗口来分析该图像。对于每个输入窗口,定义了以输入窗口为中心的较小输出窗口。中性网络分析输入窗口中的二进制体素值,并为每个输出窗口体素创建预测。预测值确定输出窗口内的体素是否是中心曲线的一部分。通过组合针对所有这些输出窗口收集的结果,获得二值图像,其对原始图像中的素材的每个体素进行分类。使用tensorflow软件库利用geodict程序中的fiberfind-ai模块来执行图像的这种变换。
[0366]
步骤5:创建用于训练神经网络的数据
[0367]
为了所谓的神经网络训练(其用于执行上述变换)的目的,math2market gmbh公司利用用于生成结构的fibergeo随机模块(其形成geodict软件程序的一部分)来拍摄非织造材料的若干人造3d图像。该模块产生作为段的行的长丝的分析几何视觉图像。同时,它以长丝结构的二值图像的形式提供输出,这与步骤2中执行的二进制转换结果相当。
[0368]
通过将分析图像中长丝的尺寸修改约2至3个体素,可以创建对应于人造纤维结构的中心曲线的图像。
[0369]
这对图像(即长丝的图像和中心曲线的图像)随后可用于训练神经网络,以便将长
丝的图像转换为中心曲线的图像。通过该过程,纺织品有效地“学会收缩”朝向其中心弯曲方向的长丝。
[0370]
步骤6:跟踪长丝的中心曲线,以便产生这些长丝的几何表示
[0371]
在减小长丝使得这些长丝仅由它们的中心曲线表示之后,认为中心曲线不相互接触。在随后通过分析中心曲线图像中的连接分量来分离单个中心曲线中,假设每个分量对应于一个长丝的中心曲线。连接分量同时被定义为材料的体素的部分集合,其全部具有相同的颜色并且不能通过添加彼此接触的相同颜色的任何其它体素而被放大。
[0372]
对于每个中心曲线,则跟踪体素组范围内的该组,以产生互连的段序列形式(虚线)的相应长丝的几何表示。同样,该步骤是geodict程序中的fiberfind-ai功能的一部分。
[0373]
步骤7:用于分离长丝取向的直方图的计算
[0374]
为了找到在任何平面(例如在平面xy中)中取向的排列,首先将长丝的每个片段投影到该平面中,然后计算该平面内的角度。然后,计算所有段的角度取向的直方图。最后,通过使用极坐标描绘角度的取向的直方图来显现该直方图,而给定角度处的半径在计数上与相应取向的出现成比例。对剩余的两个平面(xz和yz)重复该分析。
[0375]
[1]buades,antoni,bartomeu coll a j-m.morel,,,a non-local algorithm for image denoising.“computer vision and pattern recognition,2005,cvpr 2005.ieee computer society conference on computer vision,sv.2,ieee,2005.
[0376]
[2]otsu,nobuyuki,,,a threshold selection method from gray-level histograms.“ieee transactions on systems,man,and cybernetics 9.1(1979):62-66.
[0377]
[3]noh,hyeonwoo,seunghoon hong a bohyung han,,,learning deconvolution network for semantic segmentation.“proceedings of the ieee international conference on computer vision.2015.
[0378]
[4]mart
í
n abadi,ashish agarwal,paul barham,eugene brevdo,zhifeng chen,craig citro,greg s.corrado,andy davis,jeffrey dean,matthieu devin,sanjay ghemawat,ian goodfellow,andrew harp,geoffrey irving,michael isard,rafal jozefowicz,yangqing jia,lukasz kaiser,manjunath kudlur,josh levenberg,dan man
é
,mike schuster,rajat monga,sherry moore,derek murray,chris olah,jonathon shlens,benoit steiner,ilya sutskever,kunal talwar,paul tucker,vincent vanhoucke,vijay vasudevan,fernanda vi
é
gas,oriol vinyals,pete warden,martin wattenberg,martin wicke,yuan yu and xiaoqiang zheng,"tensorflow:large-scale machine learning on heterogeneous systems",2015。软件可在网站:tensorflow.org上访问。
[0379]
vi.工业实用性
[0380]
每当需要具有增加的压缩性和改善的恢复至其初始状态的能力的蓬松柔软非织造纺织品时都可以使用本发明——例如在卫生产品的工业生产中,其中根据本发明的这种材料可以用于制造具有吸收特性的卫生产品的各种组分(例如婴儿尿布、用于患有失禁的个体的产品、个人卫生产品、更换垫等),或者在护理中,例如作为防护服、手术面罩、床单和含有不可渗透材料的其它产品的一部分。其它应用可能性包括各种工业领域,例如用作防护服的一部分,用作过滤、绝缘、包装和隔音产品的一部分,用于鞋类、机动车或家具工业
等。本发明特别有利地可用于对纺织品的蓬松性、可压缩性和恢复性提出更高要求的领域,并与包含无端长丝的要求相结合。
[0381]
对于各种非织造纺织品应用,期望使用各种长丝厚度。例如,当用作吸收性卫生产品的顶片或底片时,更细的长丝是更有利的(例如在10至40微米的直径范围内)。例如,当用作吸收性卫生产品的内层时,稍高的长丝厚度是更有利的(例如在15至50微米的直径范围内)。例如当以辅助或捕获层的形式用于过滤产品时。对于辅助层,通常需要更大的长丝厚度(约30至100微米),对于捕获组分则相反,通常更细的长丝是合适的(10至40微米)。本领域技术人员将容易地为他们自己的应用设置适当的长丝厚度。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。