1.本发明涉及由纤维增强热塑性树脂形成的层叠体,还涉及使用感应加热时的加热特性优异的层叠体的熔接体。
背景技术:
2.与金属系复合材料、陶瓷系复合材料相比,由增强纤维和基质树脂形成的塑料系复合材料重量轻且有多种多样的材料,是发展显著的材料。作为成型品等,用于电气及电子设备的构件、精密机械的构件、建筑材料、汽车用构件、家电制品、家庭用品、运动用品、医疗器具、航空器及航天用设备构件等。
3.作为塑料系复合材料的增强纤维,从高强度、高弹性模量且耐热性优异的观点考虑,主要使用有机纤维芳族聚酰胺纤维、或无机纤维玻璃纤维、碳纤维等。无机纤维比重小且重量轻,特别是碳纤维除了具有高强度和高弹性这样的机械特性之外,还具有耐热性、耐腐蚀性、耐化学药品性等特性,因此被用作塑料系复合材料的增强纤维。
4.另一方面,作为基质树脂,具有成型性且容易进行基于熔接的后加工的热塑性树脂受到关注。为了将以热塑性树脂为基质树脂的热塑性树脂系复合材料实用化,正在进行将两种以上的热塑性树脂系复合材料进行熔接的技术开发。
5.例如专利文献1中公开了如下方法:将纤维增强树脂层叠体以两个重叠,通过在其间夹持钼坡莫合金基座(susceptor)来吸收磁场,并均匀地加热两个纤维增强树脂层叠体的界面,进行熔接。
6.现有技术文献
7.专利文献
8.专利文献1:国际公开第2012/158293号
技术实现要素:
9.发明所要解决的课题
10.然而,在高频感应加热中使用聚合物基座时,虽然能够将增强纤维沿单向配置而成的层叠体的界面高效地熔接,但由于使用不同种类的的材料,因此可能对作为层叠体而言的物性造成影响。
11.本发明是为了解决上述现有技术中存在的问题而提出的,本发明提供将纤维增强热塑性树脂基材层叠而成的、能够在不对物性造成影响的情况下容易地进行熔接而成的层叠体及其熔接体。
12.用于解决课题的手段
13.为了解决上述课题,本发明主要具有以下的构成。
14.[1]层叠体,其是将纤维增强热塑性树脂基材层叠5层以上而成的层叠体,其特征在于,前述纤维增强热塑性树脂基材是使热塑性树脂含浸于平行地并丝且具有导电性的连续的增强纤维而成的,前述层叠体满足以下中的任一项。
[0015]
(i)在构成前述层叠体的5层以上的纤维增强热塑性树脂基材之中,至少构成纤维增强热塑性树脂基材s1的增强纤维的取向方向与构成纤维增强热塑性树脂基材s2的增强纤维的取向方向相差10
°
~90
°
,在前述纤维增强热塑性树脂基材s1与前述纤维增强热塑性树脂基材s2的层间i
12
,纤维接触比例为20%以上100%以下,在前述层间i
12
以外的纤维增强热塑性树脂基材间,纤维接触比例低于20%,其中,纤维增强热塑性树脂基材s1构成层叠体的一个最外表层,纤维增强热塑性树脂基材s2位于从前述最外表层起的第2层。
[0016]
(ii)在构成前述层叠体的5层以上的纤维增强热塑性树脂基材之中,至少构成纤维增强热塑性树脂基材s1的增强纤维的取向方向与构成纤维增强热塑性树脂基材s2的增强纤维的取向方向相差10
°
~90
°
、构成纤维增强热塑性树脂基材s2的增强纤维的取向方向与构成纤维增强热塑性树脂基材s3的增强纤维的取向方向相差10
°
~90
°
,在前述纤维增强热塑性树脂基材s1与前述纤维增强热塑性树脂基材s2的层间i
12
、以及前述纤维增强热塑性树脂基材s2与前述纤维增强热塑性树脂基材s3的层间i
23
,纤维接触比例为20%以上100%以下,在前述层间i
12
和层间i
23
以外的纤维增强热塑性树脂基材间,纤维接触比例低于20%,其中,纤维增强热塑性树脂基材s1构成层叠体的一个最外表层,纤维增强热塑性树脂基材s2位于从前述最外表层起的第2层,纤维增强热塑性树脂基材s3位于从前述最外表层起的第3层。
[0017]
[2]如前述[1]中所述的层叠体,其中,前述纤维增强热塑性树脂基材的厚度为0.05mm~0.5mm。
[0018]
[3]如前述[1]或[2]中所述的层叠体,其中,前述纤维增强热塑性树脂基材的纤维体积含有率为40%以上70%以下。
[0019]
[4]如前述[1]~[3]中任一项所述的层叠体,其中,在前述层叠体的至少一个表面具有厚度为1~50μm的树脂层。
[0020]
[5]熔接体,其是将前述[1]~[4]中任一项所述的层叠体以两个以上重叠并熔接而成的、或者是将前述[1]~[4]中任一项所述的层叠体与其他材料重叠并熔接而成的。
[0021]
[6]利用感应加热进行前述[5]中记载的熔接而成的熔接体。
[0022]
发明的效果
[0023]
根据本发明,提供将纤维增强热塑性树脂基材层叠而成的、感应加热特性优异、且能够在不对物性造成影响的情况下容易地进行熔接的层叠体。此外,能够得到将其以多个或与其他材料重叠并熔接而成的熔接体。
附图说明
[0024]
[图1]为本发明涉及的层叠体的示意截面图。
具体实施方式
[0025]
以下,结合实施方式来对本发明进行详细地说明。
[0026]
本发明涉及的层叠体是将纤维增强热塑性树脂基材层叠5层以上而成的层叠体,前述纤维增强热塑性树脂基材是使热塑性树脂含浸于增强纤维而成的,该增强纤维是平行地并丝且具有导电性的连续的增强纤维,前述层叠体满足以下中的任一项。
[0027]
(i)在构成前述层叠体的5层以上的纤维增强热塑性树脂基材之中,至少构成纤维
增强热塑性树脂基材s1的增强纤维的取向方向与构成纤维增强热塑性树脂基材s2的增强纤维的取向方向相差10
°
~90
°
,在前述纤维增强热塑性树脂基材s1与前述纤维增强热塑性树脂基材s2的层间i
12
,纤维接触比例为20%以上100%以下,在前述层间i
12
以外的其他纤维增强热塑性树脂基材间,纤维接触比例低于20%,其中,前述纤维增强热塑性树脂基材s1构成前述层叠体的一个最外表层,前述纤维增强热塑性树脂基材s2位于从前述最外表层起的第2层;
[0028]
(ii)在构成前述层叠体的5层以上的纤维增强热塑性树脂基材之中,至少构成纤维增强热塑性树脂基材s1的增强纤维的取向方向与构成纤维增强热塑性树脂基材s2的增强纤维的取向方向相差10
°
~90
°
、构成纤维增强热塑性树脂基材s2的增强纤维的取向方向与构成纤维增强热塑性树脂基材s3的增强纤维的取向方向相差10
°
~90
°
,在前述纤维增强热塑性树脂基材s1与前述纤维增强热塑性树脂基材s2的层间i
12
、以及前述纤维增强热塑性树脂基材s2与前述纤维增强热塑性树脂基材s3的层间i
23
,纤维接触比例为20%以上100%以下,在前述层间i
12
和层间i
23
以外的其他纤维增强热塑性树脂基材间,纤维接触比例低于20%,其中,前述纤维增强热塑性树脂基材s1构成前述层叠体的一个最外表层,前述纤维增强热塑性树脂基材s2位于从前述最外表层起的第2层,前述纤维增强热塑性树脂基材s3位于从前述最外表层起的第3层。
[0029]
本发明中使用的纤维增强热塑性树脂基材是使热塑性树脂含浸于平行地并丝而成的连续的增强纤维而得的。本发明中,所谓连续的增强纤维,是指在纤维增强热塑性树脂基材中该增强纤维不中断。作为本发明中的增强纤维的形态及排列,是增强纤维沿单向排列而成的方式。
[0030]
作为本发明中使用的增强纤维,必须具有导电性。通过具有导电性,能够利用电阻发热对纤维增强热塑性树脂基材进行加热。
[0031]
作为增强纤维的种类,可例示出碳纤维、金属纤维、无机纤维。其中,作为碳纤维,例如可举出以聚丙烯腈(pan)纤维为原料的pan系碳纤维;以石油焦油、石油沥青为原料的沥青系碳纤维;以粘胶纤维、乙酸纤维素等为原料的纤维素系碳纤维;以烃等为原料的气相生长系碳纤维;它们的石墨化纤维等。在这些碳纤维中,在强度与弹性模量的均衡性优异的方面,可优选使用pan系碳纤维。
[0032]
此外,作为金属纤维,例如可举出由铁、金、银、铜、铝、黄铜、不锈钢等金属形成的纤维。此外,作为无机纤维,例如可举出由碳化硅等无机材料形成的纤维。这些增强纤维在大多情况下期待作为增强材料发挥作用,因此期望显示出高机械特性,使用碳纤维是优选的。
[0033]
增强纤维通常是将1条或多条增强纤维束排列而构成的,其中,增强纤维束是将多根单纤维集束而成的。将1条或多条增强纤维束排列时的增强纤维的总长丝数(单纤维的根数)优选为1,000~2,000,000根。从生产率的观点考虑,增强纤维的总长丝数更优选为1,000~1,000,000根,进一步优选为1,000~600,000根,特别优选为1,000~300,000根。就增强纤维的总长丝数的上限而言,除了生产率的观点之外,还考虑与分散性、操作性的均衡性来确定即可。
[0034]
在使用碳纤维作为增强纤维的情况下,单纤维的平均直径为5~10μm。在此情况下,构成1条增强纤维束的纤维数从操作性的观点考虑优选设为1,000~50,000根。
[0035]
作为本发明涉及的纤维增强热塑性树脂基材中使用的热塑性树脂(基质树脂),例如可以为选自聚对苯二甲酸乙二醇酯(pet)树脂、聚对苯二甲酸丁二醇酯(pbt)树脂、聚对苯二甲酸丙二醇酯(ptt)树脂、聚萘二甲酸乙二醇酯(pen)树脂、液晶聚酯树脂等聚酯、聚乙烯(pe)树脂、聚丙烯(pp)树脂、聚丁烯树脂等聚烯烃、苯乙烯系树脂;以及聚甲醛(pom)树脂、聚酰胺(pa)树脂、聚碳酸酯(pc)树脂、聚甲基丙烯酸甲酯(pmma)树脂、聚氯乙烯(pvc)树脂、聚苯硫醚(pps)树脂、聚苯醚(ppe)树脂、改性ppe树脂、聚酰亚胺(pi)树脂、聚酰胺酰亚胺(pai)树脂、聚醚酰亚胺(pei)树脂、聚砜(psu)树脂、改性psu树脂、聚醚砜树脂、聚酮(pk)树脂、聚亚芳基醚酮树脂(paek)、聚芳酯(par)树脂、聚醚腈(pen)树脂、酚醛系树脂、苯氧基树脂、聚四氟乙烯树脂等氟系树脂;以及聚苯乙烯系树脂、聚烯烃系树脂、聚氨酯系树脂、聚酯系树脂、聚酰胺系树脂、聚丁二烯系树脂、聚异戊二烯系树脂、氟系树脂等热塑性弹性体,等等。尤其,从机械特性及耐热性的观点考虑,更优选使用选自聚苯硫醚树脂(pps)、聚亚芳基醚酮树脂(paek)、聚醚砜树脂(pes)、聚醚酰亚胺(pei)、液晶聚合物(lcp)的热塑性树脂。
[0036]
作为前述聚亚芳基醚酮树脂(paek),例如可以为聚醚酮(pek)、聚醚醚酮(peek)、聚醚醚酮酮(peekk)、聚醚酮酮(pekk)、聚醚酮醚酮酮(pekekk)、聚醚醚酮醚酮(peekek)、聚醚醚醚酮(peeek)及聚醚二苯基醚酮(pedek)等、它们的共聚物、改性体、及2种以上共混而得到的树脂等。
[0037]
本发明涉及的纤维增强热塑性树脂基材是使前述热塑性树脂含浸于连续的增强纤维而成的,根据需要,还可以含有填充材料、各种添加剂等。
[0038]
作为填充材料,能够使用通常作为树脂用填料使用的任意的填充材料,能够使纤维增强热塑性树脂基材、使用该纤维增强热塑性树脂基材的成型品的强度、刚性、耐热性、尺寸稳定性进一步提高。作为填充材料,可列举例如:玻璃纤维、碳纤维、钛酸钾晶须、氧化锌晶须、硼酸铝晶须、芳族聚酰胺纤维、氧化铝纤维、碳化硅纤维、陶瓷纤维、石棉纤维、石膏纤维、金属纤维等纤维状无机填充材料;硅灰石、沸石、绢云母、高岭土、云母、滑石、粘土、叶腊石、膨润土、蒙脱石、石棉、铝硅酸盐、氧化铝、氧化硅、氧化镁、氧化锆、氧化钛、氧化铁、碳酸钙、碳酸镁、白云石、硫酸钙、硫酸钡、氢氧化镁、氢氧化钙、氢氧化铝、玻璃珠、陶瓷珠、氮化硼、碳化硅、二氧化硅等非纤维状无机填充材料等。可以含有它们中的2种以上。这些填充材料可以为中空。另外,可以用异氰酸酯系化合物、有机硅烷系化合物、有机钛酸酯系化合物、有机硼烷系化合物、环氧化合物等偶联剂进行处理。另外,作为蒙脱石,可以使用以有机铵盐对层间离子进行阳离子交换后的有机化蒙脱石。需要说明的是,纤维状填充材料只要是由不连续纤维形成的填充材料,则能够在不损害由连续纤维形成的增强纤维的增强效果的前提下赋予功能。
[0039]
作为各种添加剂,可列举例如抗氧化剂、耐热稳定剂(受阻酚系、氢醌系、亚磷酸酯系及它们的取代体、卤化铜、碘化合物等)、耐候剂(间苯二酚系、水杨酸酯系、苯并三唑系、二苯甲酮系、受阻胺系等)、脱模剂及润滑剂(脂肪族醇、脂肪族酰胺、脂肪族双酰胺、双脲及聚乙烯蜡等)、颜料(硫化镉、酞菁、炭黑等)、染料(尼格洛辛、苯胺黑等)、增塑剂(对羟基苯甲酸辛酯、n-丁基苯磺酰胺等)、抗静电剂(烷基硫酸盐型阴离子系抗静电剂、季铵盐型阳离子系抗静电剂、聚氧乙烯山梨糖醇酐单硬脂酸酯等非离子系抗静电剂、甜菜碱系两性抗静电剂等)、阻燃剂(三聚氰胺氰脲酸酯、氢氧化镁、氢氧化铝等氢氧化物、聚磷酸铵、溴代聚苯乙烯、溴代聚苯醚、溴代聚碳酸酯、溴代环氧树脂或这些溴系阻燃剂与三氧化二锑的组合
等)等。可以配合它们中的2种以上。
[0040]
本发明涉及的纤维增强热塑性树脂基材能够通过使热塑性树脂含浸于连续的增强纤维而得到。
[0041]
作为含浸方法,可列举例如:将膜状的热塑性树脂熔融,并进行加压,由此使热塑性树脂含浸于增强纤维束中的膜法;将纤维状的热塑性树脂与增强纤维束进行混纺后,将纤维状的热塑性树脂熔融,并进行加压,由此使热塑性树脂含浸于增强纤维束中的混合(commingle)法;使粉末状的热塑性树脂分散于增强纤维束中的纤维的间隙后,将粉末状的热塑性树脂熔融,并进行加压,由此使热塑性树脂含浸于增强纤维束中的粉末法;在已熔融的热塑性树脂中浸渍增强纤维束,并进行加压,由此使热塑性树脂含浸于增强纤维束中的拉拔法等。由于能够制作各种的厚度、纤维体积含有率等多品种的纤维增强热塑性树脂基材,而优选拉拔法,由于能够制作纤维的分散性、含浸性良好的纤维增强热塑性树脂基材,而优选粉末含浸法。
[0042]
作为本发明涉及的纤维增强热塑性树脂基材的厚度,优选为0.05~0.5mm。厚度若为0.05mm以上,则能够提高使用纤维增强纤维增强热塑性树脂基材而得到的成型品的强度。更优选为0.07mm以上。另一方面,厚度若为0.5mm以下,则使热塑性树脂更易于含浸于增强纤维。更优选为0.4mm以下,进一步优选为0.3mm以下。
[0043]
此外,本发明涉及的纤维增强热塑性树脂基材的纤维体积含有率vf(%)为40%以上70%以下是优选的。通过含有40%以上的增强纤维,能够进一步提高使用纤维增强热塑性树脂基材而得到的成型品的强度。更优选45%以上,进一步优选50%以上。另一方面,通过以70%以下的范围含有增强纤维,使热塑性树脂更易于含浸于增强纤维。更优选65%以下,进一步优选60%以下。
[0044]
需要说明的是,就纤维增强热塑性树脂基材的纤维体积含有率vf(%)而言,能够在测定纤维增强热塑性树脂基材的质量w0(g)后,在空气中将该纤维增强热塑性树脂基材于550℃加热240分钟,烧除热塑性树脂成分,测定残留的增强纤维的质量w1(g),利用式(1)来算出。
[0045]
vf(体积%)=(w1/ρf)/{w1/ρf (w0-w1)/ρr}
×
100
···
(1)
[0046]
ρf:增强纤维的密度(g/cm3)
[0047]
ρr:热塑性树脂的密度(g/cm3)
[0048]
本发明中,纤维增强热塑性树脂基材中所含的孔隙(void)的含有率(孔隙率)为2%以下是优选的。通过孔隙率为2%以下,能够在不损害增强纤维的机械特性的情况下显现纤维增强热塑性树脂基材的机械特性。作为孔隙率,更优选为1.5%以下,进一步优选为1%以下。
[0049]
孔隙率按照以下方式观察纤维增强热塑性树脂基材的厚度方向截面而求出。用环氧树脂包埋纤维增强热塑性树脂基材,以直至能够良好地观察该基材的厚度方向截面的方式研磨前述样品。然后,使用超深度彩色3d形状测定显微镜vhx-9500(控制器部)/vhz-100r(测定部)((株)keyence制),以400倍的放大倍率对研磨后的截面进行拍摄。拍摄范围设为纤维增强热塑性树脂基材的厚度
×
宽度500μm的范围。在拍摄图像中,求出基材的截面积及成为空隙(孔隙)的部位的面积,利用式(2)算出孔隙率。
[0050]
孔隙率(%)=(孔隙所占的部位的总面积)/(基材的总面积)
×
100
···
(2)
[0051]
接下来,对本发明涉及的纤维增强热塑性树脂基材的制造方法进行详细地说明。
[0052]
作为制造装置,例如,由下述构件等构成:线轴架(creel)部,其可保持一个或多个卷绕有含浸基质树脂前的增强纤维束的绕线筒;供给部,其从该线轴架部连续地送出增强纤维束;含浸模,使熔融的基质树脂附着于连续送出的增强纤维束,施加压力使其含浸,并且赋形成规定的形状;冷却辊,其用于将熔融的基质树脂冷却固化而形成纤维增强热塑性树脂基材。
[0053]
在含浸工序中,将加热至热塑性树脂的熔点或玻璃化转变温度以上且已熔融的基质树脂涂布并使其含浸于连续送出的增强纤维束。连续送出的增强纤维束通常具有薄的层状形态。在制造装置中,首先,准备多个绕线筒(其卷绕有将1,000~50,000根连续的增强纤维的单纤维聚集成束状的增强纤维束)。并且,从这些多个绕线筒中拉出增强纤维束,沿横向排列而形成整体上薄的层状(带状)的形态,介由多个导纱器,使增强纤维束进入贮留有熔融的基质树脂的含浸模内。此时,增强纤维束可以以层叠2层以上(也可以以单层)的状态进入含浸模中。通过将增强纤维束层叠2层以上,使尺寸的调节变得容易。
[0054]
制造装置所具备的含浸模呈朝向增强纤维束的移送方向的构成,在该含浸模的内部,以熔融状态贮留有从供给器供给的基质树脂。在增强纤维束的移送方向上在位于上游侧的含浸模的入口,形成有前述增强纤维束能够通过的入口孔,介由该入口孔,增强纤维束进入含浸模的内部。含浸模内部具有截面积朝向纤维的行进方向间歇地减少的构成,在含浸模的出口形成有截面积比树脂贮留部的上表面(增强纤维束的导入侧)的入口孔的截面积小的狭缝状的喷嘴。增强纤维束随着基质树脂的随伴流而沿着喷嘴方向被牵引,因此从入口孔起树脂的压力随着接近喷嘴方向而增大,并且基质树脂含浸于增强纤维束。此时,为了赋形为任意的厚度,也可将多片增强纤维束分别以单层的状态导入含浸模,并且以使基质树脂附着
·
含浸于各层的状态进行层叠。
[0055]
这样,使增强纤维束通过含浸模而附着树脂,并根据需要进行层叠,由此能够得到纤维增强热塑性树脂基材,但通过对上述基材进一步赋予热及压力,也能使基质树脂完全含浸于增强纤维束内。
[0056]
本发明涉及的层叠体是如上所述的纤维增强热塑性树脂基材层叠5层以上而成的。
[0057]
本发明的层叠体赋予热及/或压力而一体化是优选的。作为赋予热及/或压力的方法,例如可举出,将以任意的构成层叠的纤维增强热塑性树脂基材设置于模具内或加压板上,然后封闭模具或加压板并进行加压的加压成型法;将模具内部或加压机整体以减压的状态进行加压成型的真空压制法;将以任意的构成层叠的纤维增强热塑性树脂基材投入高压釜内进行加压
·
加热的高压釜成型法;将以任意的构成层叠的纤维增强热塑性树脂基材用膜等包入,一边使内部减压而以大气压进行加压一边在烘箱中进行加热的袋模成型法;一边对以任意的构成层叠的纤维增强聚合物合金基材(纤维增强热塑性树脂基材)施加张力一边卷绕带,并在烘箱内进行加热的包带缠绕法;将以任意的构成层叠的纤维增强聚合物合金基材(纤维增强热塑性树脂基材)设置于模具内,向同样设置于模具内的模芯内注入气体、液体等并进行加压的内压成型法等。
[0058]
本发明的层叠体中,以在存在于至少一个表层附近的多个纤维增强热塑性树脂基材的层间,增强纤维沿彼此不同的方向取向、且在其界面上增强纤维的接触比例成为一定
以上的方式,层叠纤维增强热塑性树脂基材。通过制成这样的构成,在将本发明涉及的层叠体彼此、或本发明涉及的层叠体与其他部件通过感应加热进行熔接时,容易在前述表层附近进行感应加热,另一方面,不易在从该表层远离的部位进行感应加热,能够防止树脂的劣化、微裂纹的产生,其结果,能够在减少对物性的影响的同时高效地将两者熔接。
[0059]
具体而言,例如制成为在构成层叠体的5层以上的纤维增强热塑性树脂基材之中,至少构成纤维增强热塑性树脂基材s1的增强纤维的取向方向与构成纤维增强热塑性树脂基材s2的增强纤维的取向方向相差10
°
~90
°
,并且在前述纤维增强热塑性树脂基材s1与前述纤维增强热塑性树脂基材s2的层间i
12
,纤维接触比例为20%以上100%以下,在前述层间i
12
以外的纤维增强热塑性树脂基材间,纤维接触比例低于20%,其中,纤维增强热塑性树脂基材s1构成层叠体的一个最外表层,纤维增强热塑性树脂基材s2位于从前述最外表层起的第2层(方式(i))。
[0060]
此外,也可以制成为在构成层叠体的5层以上的纤维增强热塑性树脂基材之中,至少构成纤维增强热塑性树脂基材s1的增强纤维的取向方向与构成纤维增强热塑性树脂基材s2的增强纤维的取向方向相差10
°
~90
°
、构成纤维增强热塑性树脂基材s2的增强纤维的取向方向与构成纤维增强热塑性树脂基材s3的增强纤维的取向方向相差10
°
~90
°
,并且,在前述纤维增强热塑性树脂基材s1与前述纤维增强热塑性树脂基材s2的层间i
12
、以及前述纤维增强热塑性树脂基材s2与前述纤维增强热塑性树脂基材s3的层间i
23
,纤维接触比例为20%以上100%以下,在前述层间i
12
和前述层间i
23
以外的其他纤维增强热塑性树脂基材间,纤维接触比例低于20%,其中,纤维增强热塑性树脂基材s1构成层叠体的一个最外表层,纤维增强热塑性树脂基材s2位于从前述最外表层起的第2层,纤维增强热塑性树脂基材s3位于从前述最外表层起的第3层(方式(ii))。
[0061]
通过至少在纤维增强热塑性树脂基材s1与s2之间,或在纤维增强热塑性树脂基材s1与s2之间、以及在纤维增强热塑性树脂基材s2与s3之间,使取向角度错开10
°
~90
°
(即,使层叠角度实质上不同),由此存在于层叠体表层附近的增强纤维彼此容易接触。其结果,在感应加热时,在该表层附近的纤维增强热塑性树脂基材间形成回路,电流容易流过,因此能够高效地加热层叠体。此外,在感应加热中,由于从层叠体的最外表层侧进行加热,因此如上所述,通过错开取向角度,可高效地加热形成熔接面的热塑性树脂层叠体的表层。即,根据本发明,能够得到适于感应熔接的层叠体。
[0062]
需要说明的是,在方式(i)、(ii)中的任意情况下,所谓“至少一个最外表层”,是指在层叠体的一个表层附近达到上述的层叠角度及后述的高纤维接触比例的方式、在两个表层附近达到上述的层叠角度及后述的高纤维接触比例的方式均包含于本发明。
[0063]
并且,如上所述,在具有不同层叠角度的表层附近的纤维增强热塑性树脂基材间,纤维接触比例为20%以上100%以下是重要的。即,在方式(i)中,在纤维增强热塑性树脂基材s1与纤维增强热塑性树脂基材s2的层间i
12
、并且在方式(ii)中,除了前述层间i
12
之外,在纤维增强热塑性树脂基材s2与纤维增强热塑性树脂基材s3的层间i
23
,将纤维接触比例设为20~100%。通过使纤维接触比例为20%以上,电流容易在该基材间流动,因此加热特性优异。接触比例越高越好,允许达到100%以下。更优选为30%以上100%以下。进一步优选为40%以上100%以下。
[0064]
作为纤维接触比例的调节方法,例如可举出在纤维增强热塑性树脂基材上设置树
脂层的方法、使用纤维体积含有率不同的纤维增强热塑性树脂基材的方法、在层叠纤维增强热塑性树脂基材时将树脂膜插入其间的方法等。通过改变膜的树脂的种类,能够容易地调节在层间形成的树脂层的厚度,因此优选在层叠纤维增强热塑性树脂基材时将树脂膜插入其间的方法。
[0065]
另一方面,在前述表层附近以外的纤维增强热塑性树脂基材间、即在方式(i)中为层间i
12
以外的纤维增强热塑性树脂基材间,此外,在方式(ii)中为层间i
12
及层间
23
以外的纤维增强热塑性树脂基材间,使纤维接触比例低于20%。由此,要进行感应熔接的层叠体的表层附近以外的部分不易被加热,在该部分中,能够防止因加热引起的树脂分解的情况,进而能够防止微裂纹的产生。需要说明的是,在前述表层附近以外的纤维增强热塑性树脂基材间,层叠角度有时实质上一致,有时不一致。
[0066]
纤维增强热塑性树脂基材间的纤维接触比例的计算如下进行。将作为试样的层叠体埋入环氧树脂(buehler公司制“epoquick”(注册商标)),在室温固化24小时后,对层叠体中的与增强纤维的取向方向大致垂直的横截面进行研磨,接下来使用超深度彩色3d形状测定显微镜vhx-9500(控制器部)/vhz-100r(测定部)((株)keyence制)以放大倍率1000倍拍摄该研磨面。拍摄范围为纵向宽度250μm、横向宽度330μm的范围,对两个基材间进行拍摄。
[0067]
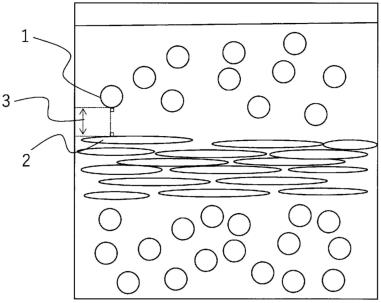
针对使用拍摄图像的纤维接触比例的算出方法,使用图1进行说明。从构成一个纤维增强热塑性树脂基材的增强纤维单丝1的中心,向另一纤维增强热塑性树脂基材画出垂线。并且,选择存在于该垂线上且邻接的层内(即前述另一纤维增强热塑性树脂基材内)的、最接近前述增强纤维单丝1的增强纤维单丝2,将这些增强纤维单丝1及2的外周与垂线的接点间作为纤维间距离3,使用图像处理来测定其纤维间距离3。(其中,在该垂线上存在其他增强纤维单丝1的情况下,不进行测定,选择不同的增强纤维单丝1,对其进行测定),测定是随机选择400根处于同一层内的单丝,对各自测定纤维间距离3。将纤维间距离3为3μm以内的情况定义为“纤维接触”,利用式(3)算出纤维接触比例。
[0068]
纤维接触比例[%]=(纤维接触的单丝数)/(测定的单丝数)
×
100
···
(3)
[0069]
如上所述,分别算出存在于层叠体的各纤维增强热塑性树脂基材间的纤维接触比例。
[0070]
本发明中,在构成层叠体的至少一个表面的纤维增强热塑性树脂基材的表层形成厚度为1~50μm的树脂层也是优选方式。通过形成该树脂层,在熔接时不会损害纤维增强热塑性树脂基材的机械特性,能够更容易地表现高熔接强度。该树脂层可以仅形成于层叠体的单面,也可以形成于两面。从粘接性的观点考虑,至少在熔接面形成树脂层是优选的。此外,该树脂层可以是与构成纤维增强热塑性树脂基材的基质树脂同种的热塑性树脂,也可以是其他热塑性树脂。从粘接性的观点考虑,优选为同种树脂。
[0071]
作为在形成于层叠体的表面的树脂层中使用的热塑性树脂,例如可举出选自聚对苯二甲酸乙二醇酯(pet)树脂、聚对苯二甲酸丁二醇酯(pbt)树脂、聚对苯二甲酸丙二醇酯(ptt)树脂、聚萘二甲酸乙二醇酯(pen)树脂、液晶聚酯树脂等聚酯、聚乙烯(pe)树脂、聚丙烯(pp)树脂、聚丁烯树脂等聚烯烃、苯乙烯系树脂、以及聚甲醛(pom)树脂、聚酰胺(pa)树脂、聚碳酸酯(pc)树脂、聚甲基丙烯酸甲酯(pmma)树脂、聚氯乙烯(pvc)树脂、聚苯硫醚(pps)树脂、聚苯醚(ppe)树脂、改性ppe树脂、聚酰亚胺(pi)树脂、聚酰胺酰亚胺(pai)树脂、聚醚酰亚胺(pei)树脂、聚砜(psu)树脂、改性psu树脂、聚醚砜树脂、聚酮(pk)树脂、聚亚芳
基醚酮树脂(paek)、聚芳酯(par)树脂、聚醚腈(pen)树脂、酚醛系树脂、苯氧基树脂、聚四氟乙烯树脂等氟系树脂、以及聚苯乙烯系树脂、聚烯烃系树脂、聚氨酯系树脂、聚酯系树脂、聚酰胺系树脂、聚丁二烯系树脂、聚异戊二烯系树脂、氟系树脂等的热塑性弹性体等树脂。
[0072]
作为前述聚亚芳基醚酮树脂(paek),例如可以是聚醚酮(pek)、聚醚醚酮(peek)、聚醚醚酮酮(peekk)、聚醚酮酮(pekk)、聚醚酮醚酮酮(pekekk)、聚醚醚酮醚酮(peekek)、聚醚醚醚酮(peeek)、及聚醚二苯基醚酮(pedek)等、它们的共聚物、改性体、及2种以上共混而成的树脂等。
[0073]
形成于层叠体的表面的树脂层根据需要还可以含有填充材料、各种添加剂等。能够使用前述的基质树脂中使用的充填剂、各种添加剂。
[0074]
本发明的熔接体能够通过将至少一个以上的前述层叠体重叠,对层叠体进行感应加热,并赋予压力来进行熔接而得到。
[0075]
本发明涉及的熔接体中,也可以将两个以上的本发明涉及的层叠体重叠,也可以将本发明涉及的层叠体与其他纤维增强材料、金属材料、无机材料、有机材料重叠。从熔接性的观点考虑,将两个以上的同种层叠体重叠是优选的。
[0076]
在本发明中,感应加热通过对感应线圈进行通电而产生磁场,在纤维增强热塑性树脂基材中产生感应电流,由此来进行。感应线圈能根据层叠体的大小、形状而任意选择。
[0077]
对层叠体进行感应加热并赋予压力是优选的。作为赋予压力的方法,可举出按压感应线圈的方法、一边用辊在感应线圈的后面移动一边赋予压力的方法、以及将层叠体放入真空吸盘中抽真空并赋予压力的方法。
[0078]
本发明的层叠体及熔接体能够有效利用其优异的特性而利用于航空器部件、汽车部件、电气
·
电子部件、建筑构件、各种容器、日用品、生活杂货及卫生用品等各种用途。本发明中的层叠体及熔接体尤其可特别优选用于要求稳定的机械特性的航空器发动机周边部件、航空器用部件的外部装饰部件、作为汽车主体部件的车辆骨架、汽车发动机周边部件、汽车底罩部件、汽车齿轮部件、汽车内部装饰部件、汽车外部装饰部件、进排气系统部件、发动机冷却水系统部件、汽车电装部件、电气
·
电子部件用途。
[0079]
具体而言,本发明中的层叠体及熔接体可优选用于:风扇叶片等航空器发动机周边部件、起落架舱、小翼、扰流器、肋条边、舵、电梯、整流罩、肋条等航空器相关部件;各种座椅、前部主体、底部主体、各种支柱、各种构件、各种框架、各种横梁、各种支架、各种轨道、各种铰链等汽车主体部件;发动机盖板、进气管、同步带盖板、进气歧管、填料封盖、节气门、冷却风扇等汽车发动机周边部件;散热风扇、散热器水箱的顶部及底部、气缸盖罩、油底壳、制动管、燃料配管用管、排气系统部件等汽车发动机罩内部件;齿轮、致动器、轴承承托、轴承罩、链条导板、紧链器等汽车齿轮部件;变速杆托架、方向盘锁托架、锁芯、车门内拉手、门把手壳体、后视镜架、空调器开关、仪表板、控制台盒、贮物箱、方向盘、内饰等汽车内装部件;前护盖、后挡泥板、加油口盖、车门、气缸盖罩、后视镜(door mirror stay)、后挡板(tail gate panel)、牌照装饰(license garnish)、车顶纵梁、发动机座支架、后部装饰、后扰流板、行李箱盖、车门槛板、嵌线(molding)、灯罩、出风格栅、挡泥板、边挡等汽车外部装饰部件;进气歧管、中间冷却器入口、涡轮增压器、排气盖管、轴承内衬套、发动机支架、发动机缸盖罩、共振器、及节流阀体等吸排气系统部件;链罩、恒温器壳体、出水管、散热器箱、交流发电机、及输送管等发动机冷却水系统部件;连接器、线束连接器、电机部件、灯座、车载传感
开关(in-vehicle sensor switch)、组合开关等汽车电装部件;作为电气
·
电子部件,例如,发电机、电动机、变压器、变流器、电压调节器、整流器、电阻器、逆变器、继电器、电力用触点、开关器、阻断器、开关、闸刀开关、多极棒、电机外壳、电视机外壳、笔记本电脑外壳及内部部件、crt显示器外壳及内部部件、打印机外壳及内部部件、移动电话、移动计算机、手持式移动装置等便携终端的外壳及内部部件、ic或led对应的外壳、电容器挡板、保险丝支架、各种齿轮、各种壳体、工业机箱机柜(cabinet)等电气部件;连接器、smt对应的连接器、卡连接器、插口、线圈、线圈骨架、传感器、led灯、插座、电阻器、继电器、继电器壳体、反射器、小型开关、电源部件、线圈骨架、电容器、可变电容器壳体、光学拾波器底盘(chassis)、共振器、各种端子板、互感器(transformer)、插头、印刷电路板、调谐器、扬声器、传声器、耳机、小型电动机、磁头底座、功率模块、si功率模块、sic功率模块、半导体、液晶、fdd托架、fdd底盘、电动机刷握、变压器构件、抛物面天线、计算机相关部件等电子部件等。。
[0080]
实施例
[0081]
以下,示出实施例,对本发明进行更具体地说明,但本发明并不限定于这些实施例的记载。各实施例及比较例中的特性评价按照下述方法实施。
[0082]
[纤维增强热塑性树脂基材的厚度]
[0083]
在宽度方向测定3处层叠体的制作中使用的热塑性树脂基材的厚度,将3处的平均值设为纤维增强热塑性树脂基材的厚度。
[0084]
[层叠体表面的树脂层的厚度]
[0085]
将作为试样的层叠体埋入环氧树脂(buehler公司制“epoquick”(注册商标)),在室温下使其固化24小时,然后对层叠体中的与增强纤维的取向方向大致垂直的横截面进行研磨,接下来使用超深度彩色3d形状测定显微镜vhx-9500(控制器部)/vhz-100r(测定部)((株)keyence制)以放大倍率1000倍拍摄该研磨面。测量10处从表面层的增强纤维至表面的距离,将平均值作为树脂层的厚度。此时,所测量的10处以在面方向相互离开50μm以上的方式进行选择。
[0086]
[纤维接触比例]
[0087]
将作为试样的层叠体埋入环氧树脂(buehler公司制“epoquick”(注册商标)),在室温下使其固化24小时,然后对层叠体中的与增强纤维的取向方向大致垂直的横截面进行研磨,接下来使用超深度彩色3d形状测定显微镜vhx-9500(控制器部)/vhz-100r(测定部)((株)keyence制)以放大倍率1000倍拍摄该研磨面。在各层间,使用图像分析软件测定随机选择的400组纤维间距离,使用前述式(3)来求出纤维接触比例。
[0088]
[纤维体积含有率]
[0089]
测定由各实施例及比较例得到的纤维增强热塑性树脂基材的质量w0后,在空气中将该纤维增强热塑性树脂基材于550℃加热240分钟,烧除树脂成分,测定残留的增强纤维的质量w1,利用前述式(1)算出纤维增强热塑性树脂基材中的纤维体积含有率(vf)。
[0090]
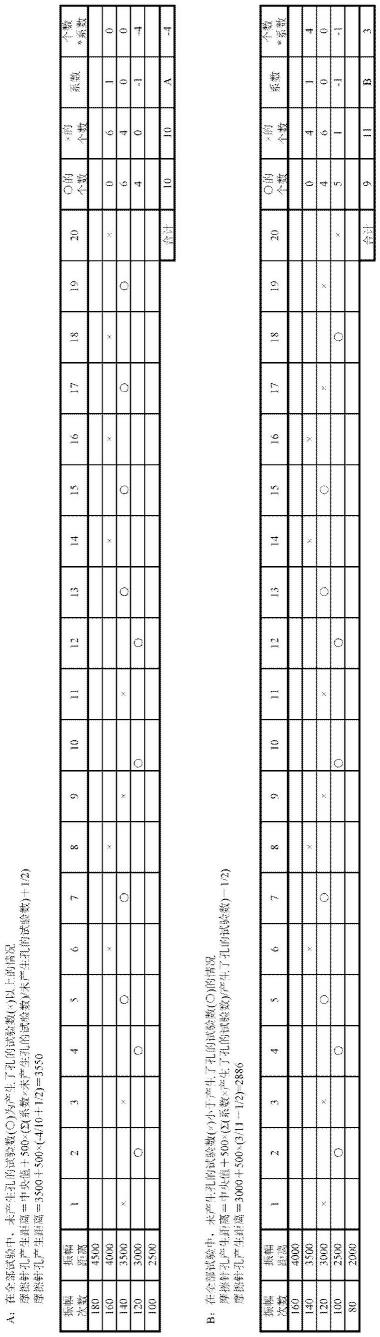
[升温速度]
[0091]
如下评价由各实施例及比较例得到的层叠体的升温速度。对于100mm
×
100mm的层叠体,使用alonics公司制的逆变器(easyheat8310li),以电流150a、抽头(日文原文:tap)数16、线圈和样品距离为2mm的设定条件来赋予感应电流。测定初始温度后,升温至层叠体的表面温度达到200℃,测定达到200℃的时间。升温速度通过以下2个等级进行评价,将良
设为合格。
[0092]
良:表面温度达到200℃且达到时间低于20秒
[0093]
否:表面温度未达到200℃或达到时间为20秒以上
[0094]
[原料]
[0095]
实施例及比较例中,原料使用以下所示的物质。
[0096]
碳纤维束:东丽(株)制t700s-12k
[0097]
热塑性树脂:
[0098]
聚苯硫醚:东丽(株)制“torelina”(注册商标)
[0099]
聚醚醚酮:victorex(株)制“peek 90g”(注册商标)
[0100]
(实施例1)
[0101]
分别通过以下的方法制造纤维体积含有率为60%的增强热塑性树脂基材a、和纤维体积含有率为40%的纤维增强热塑性树脂基材b。即,准备16个卷绕有碳纤维束的绕线筒,从各个绕线筒连续地穿过导纱器来送出碳纤维束。在含浸模内,使从经充填的供给器定量供给的热塑性树脂含浸于连续地送出的碳纤维束。使用牵引辊,将在含浸模内含浸有热塑性树脂的碳纤维束以1m/min的拉拔速度从含浸模的喷嘴连续地拉拔。然后,将从冷却辊通过而将热塑性树脂冷却固化的碳纤维束作为连续的纤维增强热塑性树脂基材卷绕至卷绕机。就得到的纤维增强热塑性树脂基材的厚度而言,纤维体积含有率为60%时为0.09mm,纤维体积含有率为40%时为0.11mm,宽度为50mm,增强纤维沿单向排列。
[0102]
将得到的纤维增强热塑性树脂基材a、b如表1的层叠构成栏中记载的方式进行层叠,赋予1.5mpa的压力而进行一体化。并且,在得到的层叠板(层叠体)的两表面,设置由与各纤维增强热塑性树脂基材相同的树脂形成的树脂层,供于前述评价。将评价结果示于表1。
[0103]
(实施例2、比较例1)
[0104]
将层叠构成变更为表1所示的条件,除此以外,与实施例1同样地操作来得到层叠体。将得到的层叠体供于前述评价。将评价结果示于表1。
[0105]
(实施例3、比较例2、3)
[0106]
将热塑性树脂变更为表2所示的条件,除此以外,与实施例1同样地操作来得到层叠体。将得到的层叠体供于前述评价。将评价结果示于表2。
[0107]
由表1及表2可知,对于以构成表层的基材相对于邻接地层叠的基材错开纤维的取向角度而层叠的方式来得到的层叠体,或除了该层叠构成以外、以位于从表层起第2层的基材相对于从表层起第3层的基材错开纤维的取向角度而层叠的方式来得到的层叠体而言,感应加热时的加热特性优异。
[0108]
(实施例4、实施例5、比较例4)
[0109]
将纤维接触比例变更为表3所示的条件,除此以外,与实施例1同样地操作来得到层叠体。将得到的层叠体供于前述评价。将评价结果示于表3。
[0110]
由表3可知,在增强纤维沿彼此不同的方向取向的层间的界面,纤维接触比例超过20%的样品的加热特性优异。
[0111]
[表1]
[0112][0113]
[表2]
[0114][0115]
[表3]
[0116][0117]
产业上的可利用性
[0118]
本发明的层叠体及熔接体能够通过高压釜成型、加压成型、膜成型等任意的成型方法而成型为所期望的形状。使用本发明涉及的层叠体及熔接体的成型品在例如航空器发
动机周边部件、航空器内部装饰部件、航空器外部装饰部件、车辆骨格、汽车发动机周边部件、汽车底罩部件、汽车齿轮部件、汽车内部装饰部件、汽车外部装饰部件、进排气系统部件、发动机冷却水系统部件、汽车电装部件等汽车用途、led反射器、smt连接器等电气
·
电子部件用途等中是有效的。
[0119]
附图标记说明
[0120]
1 增强纤维单丝
[0121]
2 邻接层的增强纤维单丝
[0122]
3 纤维间距离
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。