1.本发明涉及智能仓库技术领域,具体的说一种工厂精益智能化物料配送方法。
背景技术:
2.在制造业市场复杂多变的行业动态下,特别是在中国制造2025背景下,全面推行精益生产,制造业向生产数字化、信息化、自动化、智能化转型已成为一种未来发展趋势,现行制造体系下的人工配送模式已渐渐不适用于精益生产,专利号为cn202021483978.5的袋状物料无人化生产车间自动生产线的专利申请文件中,描述了使用agv小车实现无人化生产车间自动生产线,但是车间内的avg小车数量过多时,容易出现avg小车相互之间堵车的想象,另外的,avg小车在充电时,通常需要等到agv小车电量较低时在进行供电,若是接下来接到大批量的配送物料任务,会发生agv小车电量不够需要充电,导致agv小车无法调度,影响生产效率。
技术实现要素:
3.本发明所要解决的技术问题是针对现有技术的不足,提供一种工厂精益智能化物料配送方法,以解决上述技术问题的至少一种。
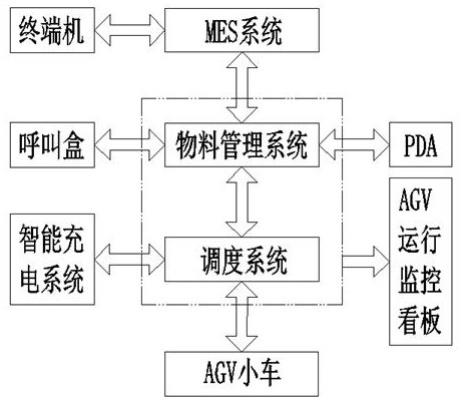
4.本发明解决上述技术问题的技术方案如下:一种工厂精益智能化物料配送方法,包括终端机、mes系统、物料管理系统、调度系统、呼叫盒、智能充电系统、agv小车、pda、agv小车监控看板,所述终端机通讯连接有mes系统,所述mes系统通讯连接有物料管理系统,所述物料管理系统均与呼叫盒、pda通讯连接,所述物料管理系统通讯连接有调度系统,所述调度系统均与智能充电系统、agv小车监控看板、agv小车通讯连接;所述mes系统用于生产管控数字化、信息化,所述物料管理系统用于对仓库物料种类、物料放置位置、有无物料进行实时管控,所述调度系统用于对agv小车的控制,包括对agv小车的指派、运行路线最优化的求解,路口车辆管控、agc的操控;mes系统发送生产任务和生产现场料架放置位置至终端机;生产线作业人员根据终端机显示的生产任务和生产现场料架放置位置,使用呼叫盒将需求信息发送至物料管理系统;呼叫盒通过mes系统发送信息至物料管理系统;物料管理系统根据呼叫盒通过mes系统送的信息判定物料类型、仓库是否有料、仓库取消位置及生产线送料位置,仓库有料,物料管理系统生成任务发送信息至调度系统;调度系统接受来自物料管理系统的任务信息,根据任务需求、agv小车负载情况、agv小车空闲情况、车到任务点的距离以及是否有电等指派最合适的agv小车去执行任务;agv小车在接收到调度系统下发的任务和规划路线后,按照规划路线在磁条导航下前去仓库配料区相应位置,装夹物料;agv小车载着物料移动至生产线叫料位置,将物料放下;agv小车回到停车位,完成任务。
5.进一步的,物料管理系统判定无料,将提示仓库作业人员准备货物的信息发送至pad和agv小车监控看板,物料管物料管理系统接收来自工厂mes系统的生产任务,并将生产任务所需各种物料发送显示在pda上,仓库作业人员根据pda显示的信息将相应物料放置到专用工装架上,并在pda上进行确认完成上料。
6.进一步的,选定执行任务agv小车后,调度系统根据任务需求、仓库备料区内物料取料点、生产线物料放置点和选定的agv小车实时位置,为agv小车规划出最优路径,将相应路线下发给对应agv小车,并实时监督agv小车运行的状况及路口车辆的管控。
7.进一步的,物料放置在工装架上,agv小车装夹载有物料的工装架,agv小车到达叫料位置后放下载有物料的工装架,agv小车装夹空的工装架,范围取料位置并且放下工装架。
8.进一步的,agv小车在完成一个任务并且30s之内没有接到调度系统派发的新任务后,返回停车位。
9.进一步的,调度系统实时检测agv小车电量,并将电量信息发送给智能充电系统,智能充电系统根据设置的充电时间段和电量安全阀值,对agv小车进行电量管控,保证小车不出现馈电问题。
10.进一步的,设定闲时充电时段,到达充电时间段时,智能充电系统下发充电任务,调度系统接收充电任务后将根据各agv小车的电量情况,由低到高的顺序安排agv小车去执行充电任务。
11.进一步的,当调度系统实时检测agv小车电量低于设定安全阀值时,智能充电系统会立即下发充电任务,调度系统接收到任务后会优先安排电量低于设定安全阀值的agv小车去执行自动充电任务。
12.本发明的有益效果是:本发明的一种工厂精益智能化物料配送方法,将仓库、叫料位置、线边配送整合为一条满足生产节拍的精益智能化的配送流水线,实现生产需求拉动仓库物料配送的模式,配送实现精益化、智能化、准时化、自动化,更好适应市场复杂多变的行业动态,实现生产线柔性化生产,同时将生产现场物料堆放空间释放出来,减少生产物料占用面积,减少生产人员取用物料的步行时间及吊装时间,提高生产效率,同时调度系统为agv小车规划出最优路径,将相应路线下发给对应agv小车,并实时监督agv小车运行的状况及路口车辆的管控,确保小车快速完成任务,本发明对agv小车闲时进行充电,当到达充电时间段时,保证小车在工作时间段电量充足。
附图说明
13.图1为本发明示意图。
具体实施方式
14.下面结合具体实施例,进一步阐述本发明,应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落在申请所附权利要求书所限定的范围。
15.参见图1是本发明示意图,包括终端机、mes系统、物料管理系统、调度系统、呼叫盒、智能充电系统、agv小车、pda、agv小车监控看板,终端机通讯连接有mes系统,mes系统通讯连接有物料管理系统,物料管理系统均与呼叫盒、pda通讯连接,物料管理系统通讯连接有调度系统,调度系统均与智能充电系统、agv小车监控看板、agv小车通讯连接;mes系统用于生产管控数字化、信息化,物料管理系统用于对仓库物料种类、物料放置位置、有无物料进行实时管控,调度系统用于对agv小车的控制,包括对agv小车的指派、运行路线最优化的求解,路口车辆管控、agc的操控;mes系统发送生产任务和生产现场料架放置位置至终端机,生产线作业人员根据终端机显示的生产任务和生产现场料架放置位置,使用呼叫盒将需求信息发送至物料管理系统,呼叫盒通过mes系统发送信息至物料管理系统,物料管理系统根据呼叫盒通过mes系统送的信息判定物料类型、仓库是否有料、仓库取消位置及生产线送料位置,仓库有料,物料管理系统生成任务发送信息至调度系统,调度系统接受来自物料管理系统的任务信息,根据任务需求、agv小车负载情况、agv小车空闲情况、车到任务点的距离以及是否有电等指派最合适的agv小车去执行任务,agv小车在接收到调度系统下发的任务和规划路线后,按照规划路线在磁条导航下前去仓库配料区相应位置,装夹物料,agv小车载着物料移动至生产线叫料位置,将物料放下,agv小车回到停车位,完成任务。
16.物料管理系统判定无料,将提示仓库作业人员准备货物的信息发送至pad和agv小车监控看板,物料管物料管理系统接收来自工厂mes系统的生产任务,并将生产任务所需各种物料发送显示在pda上,仓库作业人员根据pda显示的信息将相应物料放置到专用工装架上,并在pda上进行确认完成上料。
17.选定执行任务agv小车后,调度系统根据任务需求、仓库备料区内物料取料点、生产线物料放置点和选定的agv小车实时位置,为agv小车规划出最优路径,将相应路线下发给对应agv小车,并实时监督agv小车运行的状况及路口车辆的管控。
18.物料放置在工装架上,agv小车装夹载有物料的工装架,agv小车到达叫料位置后放下载有物料的工装架,agv小车装夹空的工装架,范围取料位置并且放下工装架。
19.agv小车在完成一个任务并且30s之内没有接到调度系统派发的新任务后,返回停车位。
20.调度系统实时检测agv小车电量,并将电量信息发送给智能充电系统,智能充电系统根据设置的充电时间段和电量安全阀值,对agv小车进行电量管控,保证小车不出现馈电问题,设定闲时充电时段,到达充电时间段时,智能充电系统下发充电任务,调度系统接收充电任务后将根据各agv小车的电量情况,由低到高的顺序安排agv小车去执行充电任务,当调度系统实时检测agv小车电量低于设定安全阀值时,智能充电系统会立即下发充电任务,调度系统接收到任务后会优先安排电量低于设定安全阀值的agv小车去执行自动充电任务。
21.实施例一:生产线作业人员根据mes系统终端机显示的生产任务以及生产现场料架放置位置,按下呼叫盒上相对应字母按钮,将物料需求信息发送至物料管理系统,物料管理系统根据呼叫盒编号、按下的字母按钮判定需求物料类型、仓库是否有料、仓库物料取料位置和生产线送料位置,如果判定仓库有料,将生成任务并发送至调度系统,如果判定无料,将通过
pda和agv运行监控看板提示仓库作业人员准备相应物料。
22.物料管理系统接收来自工厂mes系统的生产任务,并将生产任务所需各种物料发送显示在各相应个人手持终端pda上,仓库作业人员根据pda显示的信息将相应物料放置到工装架上,并在pda上进行确认完成上料,当生产线使用呼叫盒呼叫物料时,便于物料管理系统进行判定并生成相应配送任务,实现配料智能化、准时化、自动化,各物料工装架的设计实现物料分类放置,满足agv小车潜入举升和物料配送精益化,有利于生产线作业人员取用,减少生产线作业人员劳动强度和无效作业时间。
23.调度系统接收到来自物料管理系统的任务信息后,会根据任务需求、agv负载情况、agv空闲情况、车到任务点的距离以及agv电量等指派最合适的agv小车去执行任务,而不是一车对一工位,避免因agv小车故障导致物料配送停滞,选定执行任务agv小车后,调度系统根据任务需求、仓库备料区内物料取料点、生产线物料放置点和选定的agv小车实时位置,为agv小车规划出最优路径,将相应路线下发给对应agv小车,并时时监督agv小车运行的状况,对路口车辆进行管控,确保小车最快完成任务,规避出现agv小车相互之间堵车现象。
24.agv小车在接收到调度系统下发的任务和规划路线后,按照规划路线在磁条导航下前去仓库配料区相应位置,通过直行、横移或拐弯潜入工装架下,在工装架下停止移动并通过举升机构慢慢举升工装架,agv小车继续按照规划路线移动,当agv小车载着物料移动至生产线叫料位置后,小车停止运动并将工装架放置地面后,agv小车继续按照规划路线移动至旁边空闲工装架下,在工装架下停止移动并通过举升机构慢慢举升空闲工装架,agv小车继续按照规划路线移动至刚刚仓库取料点,到达位置后agv小车停止移动并将空闲工装架放下,至此当前任务完成。如果5s内未接到新任务,agv小车运行至停车位等待,如果5s内接收到新任务则继续执行新任务,agv小车通过磁条导引、地标定位,实现高精度控制,,通过agv设计的举升、下降机构,可实现agv直行、横移、拐弯潜入工装架下,举升后使工装架离地,实现物料配送,到达目的地后举升下降,将工装架落地后可空车移动。
25.实施例二:当生产线采用rgv转运系统时,agv小车将物料送至生产线叫料位置后,rgv转运系统光电开关传感器检测到物料,将信号发送给链条运动控制器,控制器控制链条转动,链条转动将工装架及物料传送至rgv举升位置。在agv小车将物料送至工位时,物料管理系统与rgv控制系统交互,发送到达指令,rgv控制系统在接收到物料管理系统发送的物料送达信息后,控制rgv小车运动至物料放置位置,将物料举升后运送至相应工位,物料装夹完成后,rgv将料架运送至取料位置,送达后rgv控制系统发送信号至物料管理系统,实现生产线物料配送全自动化。
26.实施例三:agv运行的动力采用电动电机提供,调度系统时时检测agv小车电量,并将电量信息发送给智能充电系统,智能充电系统根据设置的闲时充电时间段和电量安全阀值,对agv小车进行电量管控,保证小车不出现馈电问题,当到达闲时充电时间段时,智能充电系统下发充电任务,调度系统接收后将根据各agv小车的电量情况,由低到高的顺序安排agv小车去执行充电任务,智能充电系统在接收到光电开关传感器发送的agv小车到达充电位置信息后,控制充电刷块伸出,完成自动充电,当agv小车电量低于设定安全阀值时,智能充电系
统会立即下发充电任务,调度系统接收到任务后会优先安排agv小车去执行自动充电任务,防止由于其它原因造成的小车在非充电时间段电量过低,伤害电池甚至造成小车馈电自动关机。
27.本发明的一种工厂精益智能化物料配送方法,将仓库、叫料位置、线边配送整合为一条满足生产节拍的精益智能化的配送流水线,实现生产需求拉动仓库物料配送的模式,配送实现精益化、智能化、准时化、自动化,更好适应市场复杂多变的行业动态,实现生产线柔性化生产,同时将生产现场物料堆放空间释放出来,减少生产物料占用面积,减少生产人员取用物料的步行时间及吊装时间,提高生产效率,同时调度系统为agv小车规划出最优路径,将相应路线下发给对应agv小车,并实时监督agv小车运行的状况及路口车辆的管控,确保小车快速完成任务,本发明对agv小车闲时进行充电,当到达充电时间段时,保证小车在工作时间段电量充足。
28.以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。