1.本发明涉及自行车轮圈技术领域,具体涉及一种碳纤维轮圈及其制造方法。
背景技术:
2.现有碳纤维自行车轮圈在制造时,通常是将一整片预浸有环氧树脂的碳纤维布裁切成所需大小,并以人工方式在成型模具中贴上至少两层碳纤维布,接着加热使环氧树脂硬化而将碳纤维布塑形成自行车轮圈结构,但现有以贴合方式加工的碳纤维轮圈其碳纤维布的划料、迭料及裁切加工工序较为繁琐,影响轮圈整体生产效率,且现有贴合方式加工制成的碳纤维轮圈其正面刚性及侧面刚性欠佳,还有待进一步增强。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种碳纤维轮圈,其主要解决的是现有以贴合方式加工制得的碳纤维轮圈的正面刚性及侧面刚性以及碳纤维轮圈的整体生产效率欠佳的技术问题。
4.为达到上述目的,本发明是通过以下技术方案实现的:一种碳纤维轮圈,包括环状的碳纤内框和碳纤外框,碳纤内框被配置为由预制面材按预设形状预型以使碳纤内框的截断面呈u形结构,预制面材由若干预浸有环氧树脂的碳纤维带按不同预设缠绕角度分层地螺旋缠绕于环形治具上并沿环形治具外周环切割开制成,碳纤外框接设于碳纤内框的开口端处,进而使得碳纤内框和碳纤外框组合形成碳纤维轮圈主体结构。
5.进一步,预制面材由若干碳纤维带按预设缠绕角度分别间隔缠绕于环形治具上并沿环形治具外周环切割开制成。
6.进一步,预制面材由若干碳纤维带按预设缠绕角度分别迭合缠绕于环形治具上并沿环形治具外周环切割开制成。
7.进一步,预制面材由若干碳纤维带按预设缠绕角度分别正反交错缠绕于环形治具上并沿环形治具外周环切割开制成。
8.进一步,预制面材由至少两条预浸有环氧树脂的碳纤维带分别按不同的预设缠绕角度分层地螺旋缠绕于环形治具上并沿环形治具外周环切割开制成。
9.进一步,定义碳纤维带与环形治具外周缘的切线之间的夹角为碳纤维带在环形治具上的缠绕角度,该缠绕角度为5
°
~90
°
。
10.进一步,碳纤维带的宽度为5mm~20mm。
11.基于同一发明构思,本发明还提供一种用于生产上述任一所述的碳纤维轮圈的制造方法,包括以下步骤:s1,将一预浸有环氧树脂的碳纤维带按第一预设缠绕角度螺旋地缠绕在环形治具上以形成第一层碳纤维层,然后将另一预浸有环氧树脂的碳纤维带按第二预设缠绕角度螺旋地缠绕在第一层碳纤维层上进而形成第二碳纤维层,碳纤维带按预设层数缠绕完毕之后,沿着环形治具的外周将多层复合在一起的碳纤维层环切割开进而制得预制
面材;s2,将预制面材套于内框预型治具上进行预型,使预型后的碳纤内框的截断面呈u形结构,将一长条状的气袋从开口端处嵌入预型好的碳纤内框中并沿其外周环绕一圈,而后将预制的碳纤外框通过环氧树脂连接于碳纤内框的开口端处以将碳纤内框的开口端封闭,且气袋的输气管穿出碳纤外框,通过输气管对气袋进行充气使之膨胀而支撑于碳纤内框与碳纤外框之间以便成型;s3,将连接成一体的碳纤内框与碳纤外框置于成型模具中进行成型加工,而后将气袋放气,并从碳纤外框的输气管穿孔处抽出气袋,制得碳纤维轮圈成品。
12.进一步,s1步骤中,形成第一层碳纤维层的碳纤维带在环形治具上的缠绕角度为70
°
~90
°
,而第二碳纤维层的缠绕角度为45
°
~75
°
。
13.上述技术方案具有如下优点或有益效果:
14.本发明所述的碳纤维轮圈及其制造方法中,通过使各碳纤维带以不同缠绕角度缠绕包覆环形治具后进行环切加工制得预制面材,而后预制面材按预设形状预型形成碳纤内框,碳纤外框接设于碳纤内框的开口端处以封闭其开口端,进而使得碳纤内框和碳纤外框经成型加工后组合形成碳纤维轮圈主体结构,而由于其碳纤内框相比于现有贴合加工方式,可减少划料、迭料和裁切的加工工序,进而有利于提高其生产效率,同时,用于成型碳纤内框的预制面材是由若干碳纤维带以不同缠绕角度缠绕包覆环形治具后进行环切加工制得,因此,可有效提高碳纤内框的正面刚性以及侧向刚性,以便保持碳纤维轮圈结构整体强度稳定。
附图说明
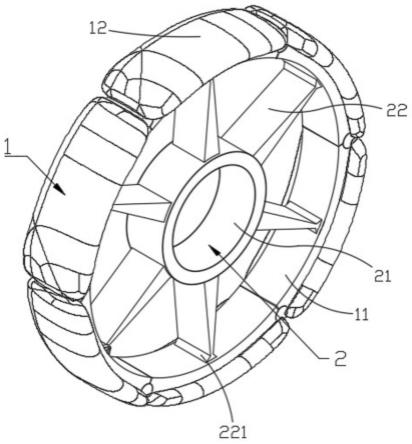
15.图1是本发明实施例一的碳纤维轮圈的立体结构示意图。
16.图2是本发明实施例一的碳纤维轮圈的结构剖视图。
17.图3是本发明实施例一的碳纤维轮圈的分解结构示意图。
18.图4是本发明实施例一的碳纤维带与环形治具的缠绕结构示意图。
19.图5是本发明实施例一的内框预型治具的立体结构示意图。
20.图6是本发明实施例一的碳纤维轮圈及气袋的装配结构剖视图。
21.图7是本发明实施例二的碳纤维带与环形治具的缠绕结构示意图。
22.图8是本发明实施例三的碳纤维带与环形治具的缠绕结构示意图。
23.标号说明:
24.1、碳纤内框,2、碳纤外框,3、碳纤维带,4、环形治具,5、内框预型治具,6气袋,61输气管。
具体实施方式
25.下面结合附图及实施例对本发明作进一步描述。
26.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.实施例一
28.请参照附图1至附图6,本发明的一种实施例提供一种碳纤维轮圈,包括环状的碳
纤内框1和碳纤外框2,碳纤内框1被配置为由预制面材按预设形状预型以使碳纤内框1的截断面呈u形结构,预制面材由若干预浸有环氧树脂的碳纤维带3按不同预设缠绕角度分层地螺旋缠绕于环形治具4上并沿环形治具4外周环切割开制成,碳纤外框2接设于碳纤内框1的开口端处,进而使得碳纤内框1和碳纤外框2组合形成碳纤维轮圈主体结构。可以理解的是,本实施例中,通过使各碳纤维带3以不同缠绕角度缠绕包覆环形治具4后进行环切加工制得预制面材,而后预制面材按预设形状预型形成碳纤内框1,碳纤外框2接设于碳纤内框1的开口端处以封闭其开口端,进而使得碳纤内框1和碳纤外框2经成型加工后组合形成碳纤维轮圈主体结构,而由于其碳纤内框1相比于现有贴合加工方式,可减少划料、迭料和裁切的加工工序,进而有利于提高其生产效率,同时,用于成型碳纤内框1的预制面材是由若干碳纤维带3以不同缠绕角度缠绕包覆环形治具4后进行环切加工制得,因此,可有效提高碳纤内框1的正面刚性以及侧向刚性,以便保持碳纤维轮圈结构整体强度稳定。
29.请参照附图4,其中一种较优实施例中,优选地,预制面材由若干碳纤维带3按预设缠绕角度分别间隔缠绕于环形治具4上并沿环形治具4外周环切割开制成(附图4中仅显示一层,多条碳纤维带3以不同缠绕角度分层缠绕后所形成的多碳纤维层复合结合可以完整地将整个环形治具4全部包覆,而后沿其外周环切后便可形成一片碳纤维预制面材)。
30.请参照附图2至附图4,其中一种较优实施例中,预制面材由至少两条预浸有环氧树脂的碳纤维带3分别按不同的预设缠绕角度分层地螺旋缠绕于环形治具4上并沿环形治具4外周环切割开制成。然而,本领域技术人员应理解,在其他实施例中,预制面材也可以由三条或更多条的碳纤维带3按预设缠绕角度分层地螺旋缠绕于环形治具4上并沿环形治具4外周环切割开制成,每一条碳纤维带3缠绕完毕后就在环形治具4形成一圈完整的碳纤维层,多条碳纤维带3分层缠绕后形成多层碳纤维复合结构。本领域技术人员可以根据具体需要具体设置预制面材的碳纤维层的复合层数,例如两层、三层或四层或更多层。
31.请参照附图2至附图4,其中一种较优实施例中,定义碳纤维带3与环形治具4外周缘的切线之间的夹角为碳纤维带3在环形治具4上的缠绕角度,该缠绕角度为5
°
~90
°
。优选地,碳纤维带3的宽度为5mm~20mm。
32.请参照附图1至附图6,本发明的一种实施例还提供一种用于生产以上任一实施例的碳纤维轮圈的制造方法,包括以下步骤:s1,将一预浸有环氧树脂的碳纤维带3按第一预设缠绕角度螺旋地缠绕在环形治具4上以形成第一层碳纤维层,然后将另一预浸有环氧树脂的碳纤维带3按第二预设缠绕角度螺旋地缠绕在第一层碳纤维层上进而形成第二碳纤维层,碳纤维带3按预设层数缠绕完毕之后,沿着环形治具4的外周将多层复合在一起的碳纤维层环切割开进而制得预制面材;s2,将预制面材套于内框预型治具5上进行预型,使预型后的碳纤内框1的截断面呈u形结构,将一长条状的气袋6从开口端处嵌入预型好的碳纤内框1中并沿其外周环绕一圈,而后将预制的碳纤外框2通过环氧树脂连接于碳纤内框1的开口端处以将碳纤内框1的开口端封闭,将气袋6封闭于碳纤内框1的u形槽中,且气袋6的输气管61穿出碳纤外框2,通过输气管61对气袋6进行充气使之膨胀而支撑于碳纤内框1与碳纤外框2之间,用于防止碳纤内框1与碳纤外框2之间的中空部分产生塌陷,以便于碳纤维轮圈成型;s3,将连接成一体的碳纤内框1与碳纤外框2置于成型模具中进行成型加工,而后将气袋6放气,并从碳纤外框2的输气管穿孔处抽出气袋6,制得碳纤维轮圈成品。
33.其中一种较优实施例中,s1步骤中,形成第一层碳纤维层的碳纤维带3在环形治具
4上的缠绕角度为70
°
~90
°
,而第二碳纤维层的缠绕角度为45
°
~75
°
。此外,在其他实施例中,若预制面材是有三层或更多层的碳纤维层复合形成,那么形成相应碳纤维层的碳纤维带缠绕角度也应与其他碳纤维层的碳纤维带缠绕角度互不相同。
34.实施例二
35.请参照附图7,本实施例与实施例一的区别在于,预制面材由若干碳纤维带3按预设缠绕角度分别迭合缠绕于环形治具4上并沿环形治具4外周环切割开制成。
36.实施例三
37.请参照附图8,本实施例与实施例一的区别在于,预制面材由若干碳纤维带3按预设缠绕角度分别正反交错缠绕于环形治具4上并沿环形治具4外周环切割开制成。
38.以上所述,实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中的部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案脱离本发明实施例技术方案的精神和范围,因此本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。