1.本发明涉及钢管拱桥技术领域,特别涉及钢管外法兰接头、钢管拱肋及其连接方法和接头设计方法。
背景技术:
2.现有的钢管混凝土拱桥的拱肋节段通常采用内法兰接头连接或外法兰接头连接,采用内法兰接头时,需要预先在管内侧焊加劲板,接头两端伸入两段待连接的拱肋节段内,在管外侧形成两条环焊缝,分别对两环焊缝进行焊接,成型完整的钢拱肋,钢拱肋成型后,向钢拱肋内灌注混凝土,待混凝土凝固后,完成钢管拱桥的拱肋建设;采用外法兰接头时,通过设置在管外侧的法兰接头对接连接。
3.但是,采用内法兰接头时,不仅焊接工位狭小,施工难度大,而且由于拱肋节段的拼装连接在高空进行,两待焊接拱肋节段之间双环缝的设置导致成型拱肋的施工效率低,施工安全风险较高,且内法兰接头的设置占用了钢拱肋节段内部空间,不利于管内混凝土的流动,影响成型拱肋的质量;采用外法兰接头时,外法兰接头将两节段上沿拱肋纵向相对设置的通孔进行孔位对齐后再进行螺栓连接,孔位对齐困难,效率低、精度差,容易影响环缝焊接质量和效率。
4.因此,目前亟需要一种技术方案,以解决现有钢拱肋节段成型拱肋的过程,焊接困难,焊接量大,存在成型效率低、施工风险高且影响拱肋成型质量的技术问题。
技术实现要素:
5.本发明的目的在于:针对现有钢拱肋节段成型拱肋的过程,焊接困难,焊接量大,存在成型效率低、施工风险高且影响拱肋成型质量的技术问题,提供了钢管外法兰接头、钢管拱肋及其连接方法和接头设计方法。
6.为了实现上述目的,本发明采用的技术方案为:钢管外法兰接头,包括第一对接件、第二对接件和连接板,所述第一对接件和所述第二对接件用于设置于待焊接管件的外表面;所述连接板跨越待焊接管件之间焊缝设置,并与所述第一对接件和所述第二对接件螺栓连接。
7.本发明的钢管外法兰接头,相对于采用内法兰接头,该外法兰接头不会影响管件内部空间,用于拱肋节段的连接,能够解决钢管拱肋内混凝土在接头处流动受限的难题,而且焊缝数量仅为一条,减少了焊缝数量,有利于提高钢管拱肋的整体施工效率,降低施工安全风险,同时,待焊接管件通过第一对接件和第二对接件定位连接后再进行焊接固定,定位容易且精确,操作空间大,减少了待焊接管件的焊接工作量及焊接难度,同时,跨越焊缝设置的连接板通过垂直于管件纵向方向的螺栓连接固定,有利于提高外法兰接头的连接强度,对于下一管节装配会对焊缝处施加应力,影响焊缝焊接的情况,外法兰接头连接强度的提高,有利于实现应力沿待焊接管件轴线的传递,减少下一管节装配对焊缝处的影响,使待焊接管件在焊缝未焊接时也能够继续再下一管件的继续装配,进一步提高了施工效率,且
外法兰接头连接与焊缝连接的组合,使成型的钢管管段强度提高,使用寿命更长。
8.作为本发明的优选方案,所述第一对接件和/或所述第二对接件设置用于待焊接管件焊缝穿过的缺口槽。缺口槽的设置使第一连接板和第二连接板通过连接板连接后,不影响环焊缝的焊接空间,保证焊缝焊接质量。
9.作为本发明的优选方案,包括若干所述第一对接件和所述第二对接件,多个所述第一对接件和/或所述第二对接件环绕待焊接管件端部设置。使得环焊缝环向受力均匀,进一步提高焊缝处整体连接强度。
10.作为本发明的优选方案,所述第一对接件和所述第二对接件分别设置对接面,所述第一对接件和所述第二对接件通过所述对接面对齐定位,所述对接面为机械铣面。使通过对接面顺利的将两待焊接管件进行对齐,以提高焊接效率和焊接质量,定位容易且精确,同时,机械铣面的对接面使相邻管件贴合紧密,在焊缝未焊情况下,能够通过对接面传递沿管件轴线方向的轴力,将轴力传递至远离焊缝的位置,实现受力转换,实现多管节在焊缝未焊前的稳定拼接。
11.作为本发明的优选方案,所述第一对接件和/或所述第二对接件包括垂直连接的端板和翼板,所述对接面设置在所述端板,所述端板设置至少一个定位孔,所述端板与焊缝所在平面错位设置,所述翼板排列设置若干连接孔,所述连接板与所述连接孔螺栓连接。端板处形成的对接面面积较宽,配合设置在端板上的定位孔进行两待焊接管件的临时固定,能够较准确快速的起到待焊接管件的定位对齐作用,有效提高了施工效率,同时,端板与焊缝所在平面错位设置,能够避免外法兰接头的对接面所在端板的设置影响环焊缝的顺利焊接,确保环缝焊接空间无障碍,确保环焊缝的顺利焊接,再通过连接板固定第一对接件和第二对接件,进一步为沿待焊接管件方向的轴力传递提供结构基础,不仅避免焊接过程中两待焊接管件发生位置相对偏移,保证焊接质量,而且有利于提高相邻待焊接管件之间整体连接强度和刚度,实现无需等待环焊缝焊接即可进行后续节段安装,加快生产进度。
12.作为本发明的优选方案,所述翼板为至少两个,相邻所述翼板之间设置至少一个加强板,所述连接板为两个,所述第一对接件和所述第二对接件位于两个所述连接板之间,形成u型结构的外法兰接头。使第一对接件和第二对接件结构稳定,提高外法兰接头连接强度,进而提高外法兰接头的传力效果,提高焊后管件的整体抗弯强度。
13.作为本发明的优选方案,所述第一对接件和/或所述第二对接件包括单板结构件,所述单板结构件排列设置若干连接孔,所述单板结构件两侧分别贴合设置所述连接板,所述连接板与所述连接孔螺栓连接,形成i型结构的外法兰接头。i型结构的外法兰接头相对于u型结构的外法兰接头结构更小,且不需要进行多个板件的拼装,制备工艺简单,能够适应于环周空间较小区域的待焊接管件定位对齐,也可用于待焊接管件环周连接强度的加强。
14.钢管拱肋,包括若干拱肋节段,每一所述拱肋节段包括至少一根待焊接管件,相邻拱肋节段通过钢管外法兰接头连接,形成环焊缝。
15.本发明的钢管拱肋,由于采用上述的外法兰接头连接相邻拱肋节段的待焊接管件,不仅能够解决钢管拱肋内混凝土在接头处流动受限的难题,而且焊缝数量仅为一条,减少了焊缝数量,有利于提高钢管拱肋的整体施工效率,降低施工安全风险,同时,当采用对接面定位对齐第一对接件和第二对接件时,由于拱桥为受压结构,相邻拱肋节段的内力以
轴压力为主,在安装过程中,相邻拱肋节段之间对接焊接完成前,通过机械铣面的对接面实现对接定位和轴力传递,由对接面传递受力,由高强螺栓抗剪强度作为安全储备,将轴压力经外法兰接头和焊缝,传递至已安装拱肋节段钢管,实现受力转换,实现多个拱肋节段在焊缝未焊接前的快速稳定拼装,提高施工效率。
16.作为本发明的优选方案,在所述环焊缝焊接前,相邻拱肋节段的连接强度至少满足下一拱肋节段的安装。实现了无需等待焊缝焊接完成即可进行后续拱肋节段的安装,加快了拱桥成型施工进度。
17.钢管拱肋的连接方法,包括如下步骤:s1:外法兰接头制备:加工制备外法兰接头;s2:外法兰接头安装:在拱肋节段的待焊接管件管口外表面焊接第一对接件和/或第二对接件,使两相邻拱肋节段对齐后,形成跨越两拱肋节段之间的焊缝的缺口槽;s3:拱肋节段预拼:在预拼场地通过外法兰接头对齐定位两拱肋节段,调整两相邻拱肋节段错边和间隙,进行外法兰接头预连接,为现场实地安装做准备;s4:现场安装:根据预拼结果拼装拱肋节段,通过外法兰接头连接固定相邻两拱肋节段;s5:环焊缝焊接:对焊接区域进行打磨除锈,并预热120℃-180℃后进行熔焊;s6:焊缝检查:对焊缝区域进行超声波内部探伤,清磨焊缝并检查外观质量。
18.本发明的钢管拱肋的连接方法,通过在拱肋节段待焊接管件管口外表面设置外法兰接头,实现了拱肋节段的快速、精确定位及连接,无需等待焊缝焊接完成即可进行后续一定数量拱肋节段的继续安装,有效提高了施工效率,施工便利,相对于常规内法兰接头连接,两待焊接拱肋节段之间仅一条环形焊缝,减少了拱上装配、焊接工作量及焊接难度,降低了焊接变形量,解决了拱肋内混凝土在接头处流动受限的难题,有效提高了钢管拱肋连接的施工效率,降低了施工安全风险,同时,结合外法兰接头连接和焊缝连接,提高了成型拱肋质量。
19.作为本发明的优选方案,所述s1具体包括:采用数控火焰切割机切割板材,制得端板、翼板和连接板;成型缺口槽;端板一侧面上铣削成型对接面;端板设置定位孔;将端板垂直焊接在两个翼板之间,分别成型第一对接件和第二对接件;将第一对接件、第二对接件和连接板层叠配套后同时钻孔,成型连接孔,制得u型结构的外法兰接头。数控火焰切割机能够确保切割板材的形状、尺寸符合设计要求,同时,采用铣削加工对接面,使对接面精度极高,使对接面作为定位基础,能够确保两待焊接拱肋节段的快速精确定位,提高焊缝质量,同时,对接面精度较高,可作为焊缝未焊时相邻拱肋节段间的传力面,实现轴压力沿钢管拱肋轴线方向的传递,实现多个拱肋节段在焊缝未焊接前的稳定拼接,提高施工效率。
20.作为本发明的优选方案,所述s2具体包括:在拱肋节段的每一待焊接管件环周设置至少一个u型结构的外法兰接头,且将翼板保持与待焊接管件轴线重合的方向焊接,使端板与待焊接管件轴线垂直,第一对接件和第二对接件对接后,端板与两待焊接管件之间焊缝错位设置;所述s3具体包括:通过设置在所述端板上的对接面和定位孔定位对齐,通过螺栓连接固定所述连接板和所述端板。
21.作为本发明的优选方案,所述s1具体包括:采用数控火焰切割机切割板材,成型缺口槽,将板材层叠配套后同时钻孔,成型连接孔,制得i型结构的外法兰接头;所述s2包括:在拱肋节段的每一待焊接管件环周设置至少一个i型结构的外法兰接头。
22.作为本发明的优选方案,所述s2还包括:在拱肋节段的每一待焊接管件环周设置
至少一个i型结构的外法兰接头。
23.作为本发明的优选方案,所述s4具体包括如下步骤:s4.1:对待焊接拱肋节段进行顺序编号;s4.2:将第n个拱肋节段的拱顶端保持静态,将第n 1个拱肋节段的拱脚侧靠近,通过外法兰接头对齐定位,n为大于或等于1的正整数;s4.3:采用冲钉进行所述连接孔对位;s4.4:对位结束后,取下冲钉,用螺栓将连接板分别与第一对接件和第二对接件连接固定。
24.作为本发明的优选方案,s4还包括s4.5:循环进行s4.2-s4.4形成两道以上待焊接的环焊缝再进行s5。
25.钢管拱肋用外法兰接头的设计方法,包括如下步骤:通过模拟软件对拱肋节段安装过程进行数值模拟计算,得到安装第n 2个拱肋节段的工况时,第n 1个和第n个拱肋节段之间接头处的内力,n为大于等于1的正整数,所述内力包括轴力和弯矩;比较各工况下接头处内力,获得最大工况内力;根据最大工况内力,通过模拟软件对外法兰接头进行数值模拟计算;确定外法兰接头在承受相当于最大工况内力的压力时,螺栓型号、螺栓数量和单环焊缝环周设置外法兰接头数量是否满足设计要求,所述设计要求包括环焊缝焊接前,第n个拱肋节段与第n 1个拱肋节段之间的连接强度至少满足第n 2个拱肋节段的安装;若不满足设计要求,调整螺栓型号、螺栓数量或单环焊缝环周设置外法兰接头数量。外法兰接头在设计阶段根据实际工况进行模拟计算,使外法兰接头在钢管拱肋的各节段吊装过程中,至少能够承受下一待焊接拱肋节段安装时施加到该焊缝处的载荷强度,并通过对接面传力,由高强螺栓抗剪强度作为安全储备,将轴压力传递至远离焊缝的位置,使无需等待外法兰接头处焊缝焊接完成即可进行后续一定数量拱肋节段的装配。
26.综上所述,由于采用了上述技术方案:本发明的钢管外法兰接头有益效果是:1、通过设置在待焊接管件外的连接板连接第一对接件和第二对接件,使待焊接管件通过第一对接件和第二对接件定位连接后再进行焊接固定,定位容易且精确,操作空间大,减少了高空焊接工作量及焊接难度;2、相对于内法兰接头连接,两待焊接管件之间仅一条环形焊缝,减少了焊缝数量,减少了焊接工作量及焊接难度,降低了焊接变形量;3、应用于拱肋节段的连接,有利于降低施工安全风险,提高钢管拱肋的整体施工效率,解决了钢管拱肋内混凝土在接头处流动受限的难题;4、跨越焊缝设置的连接板通过垂直于管件纵向方向的螺栓连接固定,有利于提高外法兰接头的连接强度,对于下一管节装配会对焊缝处施加应力,影响焊缝焊接的情况,外法兰接头连接强度的提高,有利于实现应力沿待焊接管件轴线的传递,减少下一管节装配对焊缝处的影响,使待焊接管件在焊缝未焊接时也能够继续下一管件的继续装配,进一步提高了施工效率;5、外法兰接头连接与焊缝连接的组合,使成型的钢管管段强度提高,使用寿命更长。
27.本发明的钢管拱肋的有益效果是:解决了钢管拱肋内混凝土在接头处流动受限的难题,而且焊缝数量仅为一条,减少了焊缝数量,有利于提高钢管拱肋的整体施工效率,降低施工安全风险,同时,提高了钢
管拱肋的整体抗弯强度,实现了钢管拱肋的快速、精确定位及连接,施工便利,无需等待焊缝焊接完成即可进行后续一定数量拱肋节段的继续安装,有效提高了施工效率。
28.本发明的钢管拱肋的连接方法的有益效果是:通过在拱肋节段待焊接管件管口外表面设置外法兰接头,实现了拱肋节段的快速、精确定位及连接,无需等待焊缝焊接完成即可进行后续一定数量拱肋节段的继续安装,有效提高了施工效率,施工便利,相对于常规内法兰接头连接,两待焊接拱肋节段之间仅一条环形焊缝,减少了拱上装配、焊接工作量及焊接难度,降低了焊接变形量,解决了拱肋内混凝土在接头处流动受限的难题,有效提高了钢管拱肋连接的施工效率,降低了施工安全风险,同时,结合外法兰接头连接和焊缝连接,提高了成型拱肋质量。
29.本发明的钢管拱肋用外法兰接头的设计方法的有益效果是:外法兰接头在设计阶段根据实际工况进行模拟计算,使外法兰接头在钢管拱肋的各节段吊装过程中,至少能够承受下一待焊接拱肋节段安装时施加到该焊缝处的载荷强度,并通过对接面传力,由高强螺栓抗剪强度作为安全储备,将轴压力传递至远离焊缝的位置,使无需等待外法兰接头处焊缝焊接完成即可进行后续一定数量拱肋节段的装配。
附图说明
30.图1是本发明的钢管外法兰接头的侧面结构示意图;图2是本发明的钢管外法兰接头(未螺栓连接)使用状态示意图;图3是本发明中第一对接件和第二对接件组合的示意图一;图4是本发明中第一对接件和第二对接件组合的示意图二;图5是u型结构的外法兰接头(未螺栓连接)的端面示意图;图6是u型结构的外法兰接头的第一对接件的结构示意图;图7是u型结构的外法兰接头(未螺栓连接)的结构示意图;图8是u型结构的外法兰接头(螺栓连接后)的结构示意图;图9是i型结构的外法兰接头的俯视图;图10是本发明的钢管外法兰接头使用状态沿焊缝的切面示意图;图11是本发明的钢管外法兰接头使用状态正视图;图12是本发明的钢管外法兰接头使用状态侧视图;图13是图12的轴测图;图14是实施例的钢管拱肋的结构示意图;图15是本发明的钢管拱肋的快速连接方法的流程示意图;图16是本发明实施例中钢管拱肋安装受力转换示意图一;图17是本发明实施例中钢管拱肋安装受力转换示意图二;图18是本发明实施例中钢管拱肋在焊缝处的受力转换示意图。
31.图标:1-第一对接件,2-第二对接件,3-连接板,4-缺口槽,5-对接面,6-待焊接管件,7-焊缝,8-u型结构的外法兰接头,81-端板,82-翼板,83-定位孔,84-连接孔,85-加强板,9-i型结构的外法兰接头。
具体实施方式
32.下面结合附图,对本发明作详细的说明。
33.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
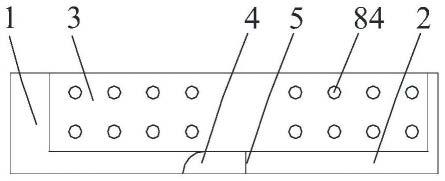
34.实施例1如图1-图9所示,钢管外法兰接头,用于钢管的对齐连接,包括第一对接件1、第二对接件2和两个连接板3,所述第一对接件1和所述第二对接件2用于设置于两待焊接管件6的外表面,两个所述连接板3跨越两待焊接管件6的焊缝7设置,并从两侧分别与所述第一对接件1和所述第二对接件2可拆卸连接。
35.本实施例的钢管外法兰接头,第一对接件1、第二对接件2和连接板3均与待焊接管件6的材质相同,使用时,预先在两待焊接管件6外焊接设置第一对接件1和第二对接件2,通过第一对接件1和第二对接件2进行两待焊接管件6的焊接前对齐,通过两个连接板3从两侧进行螺栓连接,使焊缝7焊接前位置准确且焊缝7数量只有一道,相对于内法兰接头连接,焊接量减少,且焊接时,通过连接板3进行两待焊接管件6的连接固定,维持焊接过程中焊缝7的稳定,减少焊接变形,进而提高焊接质量,且焊接过程在待焊接管件6外进行,减少了焊接难度,能够有效提高施工效率,相对于常规外法兰接头,螺栓连接方向与待焊接管件6轴线方向垂直,提高了钢管外法兰接头的连接强度。
36.优选的,所述第一对接件1和/或所述第二对接件2设置用于焊缝7穿过的缺口槽4。
37.具体的,本实施例的第一对接件1和第二对接件2沿待焊接管件6轴线方向靠近或贴合设置,在第一对接件1和/或第二对接件2的底部一端角处设置缺口,使第一对接件1和第二对接件2对齐后,形成缺口槽4,使外法兰接头的设置不会影响环形焊缝7的焊接,所述缺口槽4可以是长条形、方形、圆孔形等通孔结构。
38.实施例2如图1-图9所示,本实施例的钢管外法兰接头,在实施例1的基础上,所述第一对接件1和所述第二对接件2分别设置对接面5,所述第一对接件1和所述第二对接件2通过所述对接面5对齐定位,所述对接面5为机械铣面。
39.本实施例的钢管外法兰接头,通过对接面5顺利的将两待焊接管件6进行对齐定位,以提高焊接效率和焊接质量,定位容易且精确,所述对接面5通过机械铣削加工进行精加工,以提高该对接面5的拼装定位精确度,通过对接面5实现第一对接件1和第二对接件2的紧密贴合,能够用于在焊缝7焊接前,将沿钢管轴线方向的力进行顺利传递,减少沿钢管轴线的轴力对未焊接焊缝7的影响,使需要进行多节钢管拼接焊接时,对相邻钢管之间焊缝7焊接完成程度的要求较低,能够同时进行多节钢管的同时拼接,拼接完成后再进行焊接,同时,焊缝7和对接面5在待焊接管件6轴线方向上错位设置,以避免对接面5所在板件影响焊缝7施焊空间,确保焊缝7的顺利焊接。
40.具体的,设置在第一对接件1和第二对接件2上的对接面5可根据实际情况设置为平面、斜面、楔形契合面、弧形契合面等,优选连接面5为平面,所述对接面5与焊缝7所在平面平行且不共面,能够更容易的通过机械加工提高其表面精度。
41.优选的,如图1-图8所示,本实施例的钢管外法兰接头,由结构相同或相近的第一
对接件1和第二对接件2通过对接面5对齐连接后,通过螺栓将连接板3与第一对接件1和第二对接件2连接固定成型,形成u型结构的外法兰接头8。
42.具体的,如图5-图8所示,第一对接件1和第二对接件2结构相近,区别仅在于缺口槽4的设置有无,并分别包括端板81和两个翼板82,端板81设置在两个翼板82之间,并与翼板82相互垂直焊接,翼板82上排列设置十六个连接孔84,第一对接件1和第二对接件2通过设置在端板81上的对接面5定位贴合,且对接面5的密贴间隙小于0.2mm,并通过预设在端板81上的定位孔83对齐,通过多个垂直于钢管轴线方向的螺栓连接固定连接板3、第一对接件1和第二对接件2,形成u型结构的外法兰接头8。
43.具体的,翼板82可根据实际情况进行数量和位置的调整,相邻两个翼板82之间可根据实际情况增设加强板85以提高外法兰接头的整体强度,本实施例中,端板81优选呈扇形状,使翼板82安装后能够与钢管轴线相重合,使翼板82的设置能够增加成型结构的整体抗弯强度,在焊接时减少受热变形。
44.具体的,u型结构的外法兰接头8在第一对接件1或第二对接件2的底边一侧角部设置缺口,如图3-图4所示,第一对接件2和第二对接件3通过对接面5对接后,端板81与焊缝7错位设置,形成跨越焊缝7的缺口槽4,以避免端板81影响对环形焊缝7的焊接,使焊缝7焊接空间无障碍。
45.具体的,本实施例中第一对接件1和第二对接件2的尺寸可根据实际情况进行调整,使第一对接件1和第二对接件2在实际使用过程中与待焊接管件6上其他构件相匹配,避免发生各结构位置干涉。
46.实施例3如图1-图2,图9所示,本实施例的钢管外法兰接头,由结构相同或相近的单板结构件的第一对接件1和第二对接件2组成,通过螺栓将两个连接板3与第一对接件1和第二对接件2连接固定成型,形成i型结构的外法兰接头9,其中,第一对接件1和第二对接件2均为单个板件,在板件上设置连接孔94,第一对接件1和第二对接件2通过板件的其中一个端面定位对齐,通过连接板3连接固定,形成所述i型结构的外法兰接头9。
47.本实施例的钢管外法兰接头,第一对接件1和第二对接件2结构相同或相近,区别仅在于缺口槽4的设置,采用单板结构件形成i型结构的外法兰接头9,相较于实施例2的u型结构的外法兰接头8,结构简单,占用空间小,使该外法兰接头设置后,与待焊接管件6上其他结构不冲突,保证该外法兰接头在不同使用环境的待焊接管件6上的顺利安装,可根据实际情况,将具有较宽对接面5的u型结构的外法兰接头8与结构体积较小的i型结构的外法兰接头9配合,实现钢拱肋节段的快速、准确定位和连接,第一对接件1和第二对接件2的结构可根据实际情况进行选择,保证外法兰接头在钢管拱肋上的顺利安装。
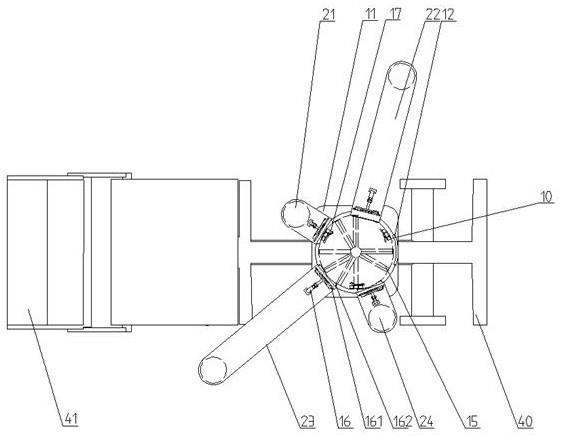
48.实施例4如图10-图13所示,本实施例的钢管外法兰接头,包括若干所述第一对接件1和所述第二对接件2,所有所述第一对接件1和所述第二对接件2环绕待焊接管件6设置。
49.本实施例的钢管外法兰接头,环绕待焊接管件6设置四个外法兰接头,如图10-图13所示,四个外法兰接头设置在待焊接管件6环向的四个象限内。
50.具体的,在一些实施例中,优选采用实施例3的u型结构的外法兰接头8与实施例4的i型结构的外法兰接头9组合,通过两种结构形式相配合,使得环焊缝环向受力均匀,且不
容易与待焊接管件6上其他构件发生冲突,如图10所示,在待焊接管件6管口环向设置3个u型结构的外法兰接头8和1个i型结构的外法兰接头9。
51.具体的,可根据实际情况,调整两种结构形式的外法兰接头的分布数量及位置,使该钢管外法兰接头的使用与实际施工环境相适应,提高钢管的焊接效率和焊接质量,提高成型钢管的整体抗弯强度。
52.实施例5如图10-图14所示,钢管拱肋,包括若干拱肋节段,每一所述拱肋节段包括至少一根待焊接管件6,相邻拱肋节段通过钢管外法兰接头连接,形成环焊缝。
53.具体的,如图14所示,本实施例的钢管拱肋,每一拱肋节段包括由四根弦管组成的拱箱结构,在弦管靠近拱箱内的一侧设置i型结构的外法兰接头9,以避免与拱箱内侧腹杆、平联等其他内部结构冲突,在弦管远离拱箱内的一侧分布设置多个u型结构的外法兰接头8,使得通过多个不同结构的外法兰接头实现拱肋节段的快速、精准对位和连接,提高钢管拱肋的成型质量和成型效率,在高空进行拱肋节段的对位及焊接的过程中,通过该外法兰接头的设置,不仅减少了高空焊接工作量及焊接难度,而且使两待焊接拱肋节段对齐更快速,连接更稳定,焊接后不容易变形,焊接质量好,施工效率高,降低了钢管拱肋的整体施工安全风险。
54.进一步的,如图16-图18所示,f1为轴压力,f2为扣索拉力,w为外法兰接头连接处,由于拱桥为受压结构,相邻拱肋节段主弦管的内力以轴压力f1为主,常规拱肋节段在进行就位安装时,弦管需要经过打磨、焊接、探伤合格后,方能够进行下一拱肋节段的安装,单个拱肋节段的整个安装过程需持续2-3天,而本技术的钢管拱肋,在安装过程中,相邻拱肋节段通过外法兰接头w的机械铣面的对接面5实现精确对接定位和轴压力f1传递,由对接面5承受轴压力f1,由高强螺栓抗剪强度作为安全储备,将轴压力f1经外法兰接头w,传递至已安装拱肋节段钢管,实现受力转换,无需等待环缝焊接完成即可以进行后续一定数量节段的安装,实现多个拱肋节段在焊缝未焊接前的稳定拼装,提高施工效率。
55.具体的,u型结构的外法兰接头8和i型结构的外法兰接头9的数量、第一对接件1和第二对接件2的具体结构选择均可根据实际情况进行调整,可以根据实际情况,如图12所示,在待焊接拱肋节段的每一弦管环周仅设置u型结构的外法兰接头8,或,仅设置i型结构的外法兰接头9,或,部分弦管设置u型结构的外法兰接头8,或,部分弦管设置i型结构的外法兰接头9,使钢管拱肋用单环焊缝外法兰接头能够与弦管所处桥梁具体结构相适应,避免与桥梁钢管拱肋的结构相冲突,保证桥梁钢管拱肋的顺利成型。
56.具体的,本实施例中,对接面5的对接密贴度为0.2mm,实现现场拱肋节段高精度拼接,使相邻待焊接拱肋节段对齐定位时,通过多个外法兰接头的同时辅助定位和连接,实现快速连接,确保环焊缝的焊接质量,提高钢管拱肋的整体成型质量,无需等待环缝焊接即可以进行后续一定数量节段的安装,无需采用中间垫板调整拱肋线型和环焊缝宽度,提高了安装精度,保证了环焊缝的焊接宽度和强度,实现钢管拱肋单环缝外法兰接头作用下的快速连接。
57.实施例6本实施例的钢管拱肋的快速连接方法,如图15-图17所示,以某在建桥梁钢拱肋节段快速连接为例,桥梁全长2400m以上,主桥计算跨径600m,为上承式劲性骨架混凝土拱桥,
全桥分为40余节段,总重8400余吨,钢拱肋壁厚30-35mm,采用如图1-图9所示的外法兰接头进行钢拱肋节段的连接,实现如图10-图14任一所示连接结构,可实现一天安装完成至少一个拱肋节段的施工效率。
58.具体的,如图15所示,钢管拱肋的快速连接方法,包括如下步骤:s1:外法兰接头制备:加工制备外法兰接头;s2:外法兰接头安装:待节段上各类构件焊接完成,不再有焊接收缩时,再安装外法兰接头,避免外法兰接头受到其他构件焊接收缩的影响,再通过全站仪、经纬仪、钢卷尺等准确定位安装位置后,将第一对接件1和第二对接件2分别焊接到待焊接管件6管口外表面,使所述第一对接件1和所述第二对接件2对接后,缺口槽4能够跨越拱肋节段之间的焊缝7;s3:待焊接拱肋节段预拼:在预拼场地通过外法兰接头对齐定位两待焊接拱肋节段,调整两相邻待焊接拱肋节段错边和间隙,再将所述连接板3与所述第一对接件1和所述第二对接件2进行螺栓预连接检查,为现场实地安装做准备;s4:现场安装:根据预拼结果现场吊装拼装拱肋节段,检查相邻两拱肋节段之间错边和间隙合适后,在拱肋节段弦管内设置环向衬垫,并螺栓固定所述连接板3、所述第一对接件1和所述第二对接件2;s5:环焊缝焊接:对焊接区域进行打磨除锈,并预热120℃-180℃后进行熔焊;s6:焊缝检查:对焊缝区域处进行超声波内部探伤,清磨焊缝7并检查外观质量,实现了拱肋节段的快速连接。
59.具体的,本实施例的钢管拱肋的快速连接方法,s1具体包括:采用数控火焰切割机精密切割板材,制备第一对接件1、第二对接件2和连接板3,成型所述缺口槽4,其中,第一对接件1和第二对接件2根据实际情况采用切割板材焊接制成或直接采用切割板件进一步铣削加工制成,且根据实际情况对板材进行边缘倒角形成坡口;将第一对接件1、第二对接件2和连接板3层叠配套后同时钻16个直径30mm螺栓孔作为连接孔84,以确保连接孔84的同心度,且使第一对接件1、第二对接件2和连接板3能够通过多个高强度螺栓进行稳定连接,能够确保环焊缝焊接前的位置稳定,提高焊接质量。
60.如图10-图14所示,本实施例在第一对接件1的底边一侧角部设置缺口,第一对接件1和第二对接件2对齐连接后,形成跨越焊缝的缺口槽4,以避免对接面5影响对环形焊缝7的焊接。
61.具体的,s4中,通过上述方法进行拱肋节段现场快速连接安装时,根据预拼结果,首先对待焊接拱肋节段进行顺序编号,将第一段待焊接拱肋节段安装到位后,顶端保持静态,将下一待焊接拱肋节段进行起吊,使拱脚侧靠近前一待焊接拱肋节段的拱顶侧,通过对接面5对位后,采用冲钉进行连接孔84对位,对位结束后,取下冲钉,用螺栓连接固定连接板3,实现相邻两待焊接拱肋节段的焊接前连接固定,再继续进行下一拱肋节段的安装或进行环焊缝7的焊接,如此循环,通过将第n个待焊接拱肋节段的拱顶端保持静态,将第n 1个待焊接拱肋节段的拱脚侧靠近,通过外法兰接头对齐连接后,采用冲钉进行连接孔84对位,对位结束后,取下冲钉,用螺栓连接固定连接板3,使其中一段待焊接拱肋节段作为定位标准,再进行其他待焊接拱肋节段的逐段拼接后焊接,实现钢管拱肋的完整成型。
62.实施例7如图16-图17所示,本实施例的钢管拱肋的快速连接方法,在实施例6的基础上,其中s4还包括s4.5:循环进行s4.2-s4.4形成两道以上待焊接的环焊缝7再进行s5。
63.本实施例的钢管拱肋的快速连接方法,通过采用单环缝钢管外法兰接头进行连
接,当第一对接件1和第二对接件2不具有对接面5传递轴力时,相邻拱肋节段之间的连接强度满足:在焊缝未焊情况下,至少能够承受下一待焊接拱肋节段的装配安装施加到该焊缝7处的载荷强度,即,外法兰接头处的连接强度与焊缝焊接连接强度至少等强度;当第一对接件1和第二对接件2通过对接面5传递轴力时,后安装拱肋节段对在先安装的拱肋节段施加的轴压力通过机械铣面的高精度对接面5和焊缝7传递至已安装拱肋节段,各未焊接环焊缝7处受力得到沿拱肋轴线方向的传导,相对于前一种形式,外法兰接头处的连接强度可适当减小;两种情况均通过外法兰接头实现多段拱肋节段之间的连接,形成多条独立的未焊接环焊缝7,无需等待外法兰接头处焊缝7焊接完成即可进行后续一定数量待焊接拱肋节段的装配安装,使拱肋成型效率提高。
64.优选的,本实施例中,优选在焊缝7成型前,外法兰接头通过对接面5起到传递相邻拱肋节段之间载荷的作用,在焊缝7成型后,配合焊缝7连接,提高拱肋整体刚度。
65.实施例8钢管拱肋用外法兰接头的设计方法,包括如下步骤:通过模拟软件对拱肋节段安装过程进行数值模拟,得到安装第n 2个拱肋节段的工况时,第n 1个和第n个拱肋节段之间接头处的内力,n为大于等于1的正整数,所述内力包括轴力和弯矩。本实施例采用midas计算软件对拱桥拱肋成型过程进行数值模拟,结合工程实际所用拱肋节段结构、材料、吊装顺序、张拉力值等进行参数设定,模拟拱肋成型过程中各拱肋节段的安装过程,得到各拱肋节段安装时,施加至相邻拱肋节段之间接头处的轴力、弯矩等内力。
66.进一步的,比较各工况下接头处内力,获得最大工况内力。由于拱肋为多节段组合结构,各拱肋节段安装时计算得到的内力并不一样,此时,比较各工况下接头处内力,能够获得最大工况内力。
67.进一步,根据最大工况内力,通过模拟软件对外法兰接头结构进行模拟计算。基于该最大工况内力,来复核外法兰接头的设计强度。
68.进一步的,确定外法兰接头在承受相当于最大工况内力的压力时,螺栓型号、螺栓数量和单环焊缝环周设置外法兰接头数量是否满足设计要求,所述设计要求包括环焊缝焊接前,第n个拱肋节段与第n 1个拱肋节段之间的连接强度至少满足第n 2个拱肋节段的安装。本实施例考虑拱肋成型过程中通过外法兰接头进行沿拱肋轴线方向的轴力传递,轴力传递至相邻拱肋节段之间的外法兰接头时,首先由对接面受压,进行轴力的传递,再传递至外法兰接头的螺栓进行抗剪受力和焊缝处受力,因此,根据midas计算软件计算得到的最大工况内力,单独提取外法兰接头,采用ansys软件或其他有限元分析软件进行局部、细部计算。
69.进一步的,若不满足设计要求,则调整螺栓型号、螺栓数量或单环焊缝环周设置外法兰接头数量,直至满足设计要求。本实施例考虑各外法兰接头的连接强度由螺栓型号及连接螺栓数量决定,相邻拱肋节段之间连接强度由各外法兰接头连接强度和外法兰接头数量决定,待焊接拱肋节段重量越大,在拱肋节段吊装过程中施加至外法兰接头处的内力越大,所需的外法兰接头的连接强度和数量相应提高,通过结合设计阶段的数值模型计算,确定外法兰接头处的连接强度和外法兰接头的结构尺寸,使外法兰接头结构尺寸与钢管拱肋实际施工相适应,确保拱肋成型过程中,钢管拱肋用外法兰接头实现快速连接。
70.优选的,所述模拟软件包括midas计算软件、ansys软件、abaqus软件等。
71.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。