技术特征:
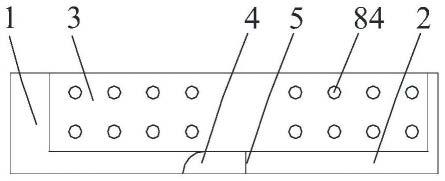
1.钢管外法兰接头,其特征在于,包括第一对接件(1)、第二对接件(2)和连接板(3),所述第一对接件(1)和所述第二对接件(2)用于设置于待焊接管件(6)的外表面;所述连接板(3)跨越待焊接管件(6)之间焊缝(7)设置,并与所述第一对接件(1)和所述第二对接件(2)螺栓连接。2.如权利要求1所述的钢管外法兰接头,其特征在于,所述第一对接件(1)和/或所述第二对接件(2)设置用于焊缝(7)穿过的缺口槽(4)。3.如权利要求2所述的钢管外法兰接头,其特征在于,包括若干所述第一对接件(1)和所述第二对接件(2),多个所述第一对接件(1)和/或所述第二对接件(2)环绕待焊接管件(6)端部设置。4.如权利要求1所述的钢管外法兰接头,其特征在于,所述第一对接件(1)和所述第二对接件(2)分别设置对接面(5),所述第一对接件(1)和所述第二对接件(2)通过所述对接面(5)对齐定位,所述对接面(5)为机械铣面。5.如权利要求4所述的钢管外法兰接头,其特征在于,所述第一对接件(1)和/或所述第二对接件(2)包括垂直连接的端板(81)和翼板(82),所述对接面(5)设置在所述端板(81),所述端板(81)设置至少一个定位孔(83),所述端板(81)与焊缝(7)所在平面错位设置,所述翼板(82)排列设置若干连接孔(84),所述连接板(3)与所述连接孔(84)螺栓连接。6.如权利要求5所述的钢管外法兰接头,其特征在于,所述翼板(82)为至少两个,相邻所述翼板(82)之间设置至少一个加强板(85),所述连接板(3)为两个,所述第一对接件(1)和所述第二对接件(2)位于两个所述连接板(3)之间,形成u型结构的外法兰接头。7.如权利要求2所述的钢管外法兰接头,其特征在于,所述第一对接件(1)和/或所述第二对接件(2)包括单板结构件,所述单板结构件排列设置若干连接孔(84),所述单板结构件两侧分别设置所述连接板(3),所述连接板(3)与所述连接孔(84)螺栓连接,形成i型结构的外法兰接头(9)。8.钢管拱肋,包括若干拱肋节段,每一所述拱肋节段包括至少一根待焊接管件(6),其特征在于,相邻拱肋节段通过权利要求1-7任意一项所述钢管外法兰接头连接,形成环焊缝。9.如权利要求8所述的钢管拱肋,其特征在于,在所述环焊缝焊接前,相邻拱肋节段的连接强度至少满足下一拱肋节段的安装。10.如权利要求8所述钢管拱肋的连接方法,其特征在于,包括如下步骤:s1:外法兰接头制备:加工制备如权利要求6或7所述的钢管外法兰接头;s2:外法兰接头安装:在拱肋节段的待焊接管件(6)管口外表面焊接第一对接件(1)和/或第二对接件(2),使两相邻拱肋节段对齐后,形成跨越两拱肋节段之间的焊缝(7)的缺口槽(4);s3:拱肋节段预拼:在预拼场地通过外法兰接头对齐定位两拱肋节段,调整两相邻拱肋节段错边和间隙,进行外法兰接头预连接,为现场实地安装做准备;s4:现场安装:根据预拼结果拼装拱肋节段,通过外法兰接头连接固定相邻两拱肋节段;s5:环焊缝焊接:对焊接区域进行打磨除锈,并预热120℃-180℃后进行熔焊;s6:焊缝检查:对焊缝区域进行超声波内部探伤,清磨焊缝并检查外观质量。
11.如权利要求10所述的钢管拱肋的连接方法,其特征在于,所述s1具体包括:采用数控火焰切割机切割板材,制得端板(81)、翼板(82)和连接板(3);成型缺口槽(4);端板(81)一侧面上铣削成型对接面(5);端板(81)设置定位孔(83);将端板(81)垂直焊接在两个翼板(82)之间,分别成型第一对接件(1)和第二对接件(2);将第一对接件(1)、第二对接件(2)和连接板(3)层叠配套后同时钻孔,成型连接孔(84);制得u型结构的外法兰接头(8)。12.如权利要求11所述的钢管拱肋的连接方法,其特征在于,所述s2具体包括:在拱肋节段的每一待焊接管件(6)环周设置至少一个u型结构的外法兰接头(8),且将翼板(82)保持与待焊接管件(6)轴线重合的方向焊接,使端板(81)与待焊接管件(6)轴线垂直,第一对接件(1)和第二对接件(2)对接后,端板(81)与两待焊接管件(6)之间焊缝(7)错位设置;所述s3具体包括:通过设置在所述端板(81)上的对接面(5)和定位孔(83)定位对齐,通过螺栓连接固定所述连接板(3)和所述端板(81)。13.如权利要求10所述的钢管拱肋的连接方法,其特征在于,所述s1具体包括:采用数控火焰切割机切割板材,成型缺口槽(4),将板材层叠配套后同时钻孔,成型连接孔(84),制得i型结构的外法兰接头(9);所述s2包括:在拱肋节段的每一待焊接管件(6)环周设置至少一个i型结构的外法兰接头(9)。14.如权利要求10所述的钢管拱肋的连接方法,其特征在于,所述s4具体包括如下步骤:s4.1:对待焊接拱肋节段进行顺序编号;s4.2:将第n个拱肋节段的拱顶端保持静态,将第n 1个拱肋节段的拱脚侧靠近,通过外法兰接头对齐定位,n为大于或等于1的正整数;s4.3:采用冲钉进行连接孔(84)对位;s4.4:对位结束后,取下冲钉,用螺栓将连接板(3)分别与第一对接件(1)和第二对接件(2)连接固定。15.如权利要求14所述的钢管拱肋的快速连接方法,其特征在于,s4还包括s4.5:循环进行s4.2-s4.4形成两道以上待焊接的环焊缝再进行s5。16.如权利要求8所述钢管拱肋用外法兰接头的设计方法,其特征在于,包括如下步骤:通过模拟软件对拱肋节段安装过程进行数值模拟计算,得到安装第n 2个拱肋节段的工况时,第n 1个和第n个拱肋节段之间接头处的内力,n为大于等于1的正整数,所述内力包括轴力和弯矩;比较各工况下接头处内力,获得最大工况内力;根据最大工况内力,通过模拟软件对外法兰接头进行数值模拟计算;确定外法兰接头在承受相当于最大工况内力的压力时,螺栓型号、螺栓数量和单环焊缝环周设置外法兰接头数量是否满足设计要求,所述设计要求包括环焊缝焊接前,第n个拱肋节段与第n 1个拱肋节段之间的连接强度至少满足第n 2个拱肋节段的安装;若不满足设计要求,调整螺栓型号、螺栓数量或单环焊缝环周设置外法兰接头数量。
技术总结
本发明涉及钢管拱桥技术领域,特别涉及钢管外法兰接头、钢管拱肋及其连接方法和接头设计方法,钢管外法兰接头包括第一对接件、第二对接件和连接板,第一对接件和第二对接件用于设置于待焊接管件的外表面;连接板跨越待焊接管件之间焊缝设置,并与第一对接件和第二对接件螺栓连接。待焊接管件通过外法兰接头定位连接,定位容易且精确,操作空间大,且不影响钢管内部空间,解决了钢管拱肋内混凝土在接头处流动受限的难题,且焊缝数量仅为一条,提高施工效率,降低施工安全风险,减少钢管拱肋的焊接工作量及焊接难度,实现应力沿待焊接管件轴线的传递,使待焊接管件在焊缝未焊接时也能够继续下一节段的继续装配,实现了钢管拱肋的快速连接。连接。连接。
技术研发人员:罗小斌 黄德耕 沈耀 商从晋 匡志强 黎栋家 侯凯文 张晓宇 唐雁云 叶增鑫 刘兴炎 黄昶程 陆滨 马瑞艺
受保护的技术使用者:广西路桥工程集团有限公司
技术研发日:2022.08.17
技术公布日:2022/10/25
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。