1.本技术涉及带钢镀锌控制的技术领域,尤其涉及一种带钢、带钢热镀锌的控制方法和装置。
背景技术:
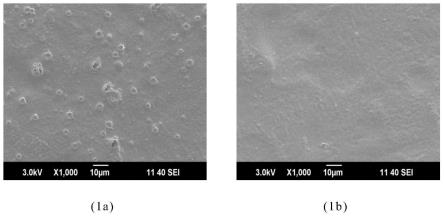
2.热镀锌带钢广泛应用于高端汽车品牌的外板零件,其涂装后的鲜映性成为各大汽车厂普遍关注的关键指标之一。涂漆外观质量除受到涂漆工艺本身的影响外,还受到冷轧热镀锌带钢表面形貌的影响。一般认为,热镀锌带钢经过涂漆后,漆膜可以掩盖和消除表面粗糙度,而波长较长的波纹度(1-10mm)部分则会保留在表面,甚至更加明显。因此,冷轧带钢的表面波纹度对涂漆外观有着决定性的作用。冷轧热镀锌带钢表面的波纹度是评价其表面质量的重要指标,为了提高涂漆外观的质量,带钢的表面波纹度越低越好。目前锌钢表面的波纹度主要来自热浸镀锌工艺影响,导致锌钢表面的波纹度不能达到质量要求。
3.因此,如何减小带钢在热镀锌工艺中的波纹度,是目前亟待解决的技术问题。
技术实现要素:
4.本发明的一种带钢、带钢热镀锌的控制方法和装置,减小了带钢在热镀锌工艺中的波纹度。
5.本发明实施例提供了以下方案:
6.第一方面,本发明实施例提供了一种带钢热镀锌的控制方法,所述方法包括:
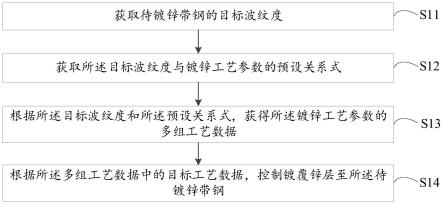
7.获取待镀锌带钢的目标波纹度;
8.获取所述目标波纹度与镀锌工艺参数的预设关系式;
9.根据所述目标波纹度和所述预设关系式,获得所述镀锌工艺参数的多组工艺数据;
10.根据所述多组工艺数据中的目标工艺数据,控制镀覆锌层至所述待镀锌带钢。
11.在一种可选的实施例中,所述镀锌工艺参数包括气刀距离d、气刀高度h和稳定辊深度depth,所述获取所述目标波纹度与镀锌工艺参数的预设关系式,包括:
12.获取目标轧辊工作面的预设粗糙度,其中,所述目标轧辊为位于轧制所述待镀锌带钢末端机架的轧辊;
13.根据所述预设粗糙度,获得第一预设系数和第二预设系数;
14.根据公式d
×
ln(h
×
depth)≤(wsa-b)/a,获得所述预设关系式,其中,wsa为所述目标波纹度,a为第一预设系数,b为第二预设系数。
15.在一种可选的实施例中,所述根据所述预设粗糙度,获得第一预设系数和第二预设系数,包括:
16.根据公式a=-0.00044ra2 0.00297ra-0.00067,获得所述第一预设系数;
17.根据公式b=0.03764ra
2-0.23352ra 0.23885,获得所述第二预设系数,其中,ra为所述预设粗糙度。
18.在一种可选的实施例中,所述根据所述目标波纹度和所述预设关系式,获得所述镀锌工艺参数的多组工艺数据,包括:
19.获取所述镀锌工艺参数中各参数的调整区间;
20.判断所述目标波纹度和所有所述调整区间的参数值是否满足所述预设关系式;
21.若是,则根据满足所述预设关系式的所述参数值,对应获得所述多组工艺数据。
22.在一种可选的实施例中,所述根据所述多组工艺数据中的目标工艺数据,控制镀覆锌层至所述待镀锌带钢,包括:
23.获取气刀距离阈值、气刀高度阈值和稳定辊深度阈值;
24.根据所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中确定所述目标工艺数据;
25.根据所述目标工艺数据控制气刀和稳定辊位于目标位置,牵引所述待镀锌带钢镀覆锌层。
26.在一种可选的实施例中,所述根据所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中确定所述目标工艺数据,包括:
27.获取所述镀锌工艺参数的预设优先级;
28.根据所述预设优先级、所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中依次确定出气刀距离值、气刀高度值和稳定辊深度值;
29.根据所述气刀距离值、所述气刀高度值和所述稳定辊深度值,获得所述目标工艺数据。
30.第二方面,本发明实施例还提供了一种带钢,包括基材和锌层,所述锌层经第一方面中任一所述的控制方法镀覆于所述基材上。
31.第三方面,本发明实施例还提供了一种带钢热镀锌的控制装置,所述装置包括:
32.第一获取模块,用于获取待镀锌带钢的目标波纹度;
33.第二获取模块,用于获取所述目标波纹度与镀锌工艺参数的预设关系式;
34.获得模块,用于根据所述目标波纹度和所述预设关系式,获得所述镀锌工艺参数的多组工艺数据;
35.控制模块,用于根据所述多组工艺数据中的目标工艺数据,控制镀覆锌层至所述待镀锌带钢。
36.在一种可选的实施例中,所述镀锌工艺参数包括气刀距离d、气刀高度h和稳定辊深度depth,所述第二获取模块,包括:
37.第一获取子模块,用于获取目标轧辊工作面的预设粗糙度,其中,所述目标轧辊为位于轧制所述待镀锌带钢末端机架的轧辊;
38.第一获得子模块,用于根据所述预设粗糙度,获得第一预设系数和第二预设系数;
39.第二获得子模块,用于根据公式d
×
ln(h
×
depth)≤(wsa-b)/a,获得所述预设关系式,其中,wsa为所述目标波纹度,a为第一预设系数,b为第二预设系数。
40.在一种可选的实施例中,所述第一获得子模块,包括:
41.第一获得单元,用于根据公式a=-0.00044ra2 0.00297ra-0.00067,获得所述第一预设系数;
42.第二获得单元,用于根据公式b=0.03764ra
2-0.23352ra 0.23885,获得所述第二
预设系数,其中,ra为所述预设粗糙度。
43.在一种可选的实施例中,所述获得模块,包括:
44.第二获取子模块,用于获取所述镀锌工艺参数中各参数的调整区间;
45.判断子模块,用于判断所述目标波纹度和所有所述调整区间的参数值是否满足所述预设关系式;
46.第三获得子模块,用于在所述目标波纹度和所有所述调整区间的参数值满足所述预设关系式时,则根据满足所述预设关系式的所述参数值,对应获得所述多组工艺数据。
47.在一种可选的实施例中,所述控制模块,包括:
48.第三获取子模块,用于获取气刀距离阈值、气刀高度阈值和稳定辊深度阈值;
49.确定子模块,用于根据所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中确定所述目标工艺数据;
50.牵引子模块,用于根据所述目标工艺数据控制气刀和稳定辊位于目标位置,牵引所述待镀锌带钢镀覆锌层。
51.在一种可选的实施例中,所述确定子模块,包括:
52.获取单元,用于获取所述镀锌工艺参数的预设优先级;
53.确定单元,用于根据所述预设优先级、所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中依次确定出气刀距离值、气刀高度值和稳定辊深度值;
54.第三获得单元,用于根据所述气刀距离值、所述气刀高度值和所述稳定辊深度值,获得所述目标工艺数据。
55.第四方面,本发明实施例还提供了一种电子设备,包括处理器和存储器,所述存储器耦接到所述处理器,所述存储器存储指令,当所述指令由所述处理器执行时使所述电子设备执行第一方面中任一项所述方法的步骤。
56.第五方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现第一方面中任一项所述方法的步骤。
57.本发明提供的一种带钢、带钢热镀锌的控制方法和装置与现有技术相比,具有以下优点:
58.本发明通过获取待镀锌带钢的目标波纹度,获取目标波纹度与镀锌工艺参数的预设关系式,经预设关系式计算获得满足目标波纹度要求的多组工艺数据,再经多组工艺数据筛选出目标工艺数据,控制镀覆锌层至待镀锌带钢,在能够达到目标波纹度的工艺数据进行进一步优选,可以确定出更优化的目标工艺数据,以减小带钢在热镀锌工艺中的波纹度;同时本发明的控制方法采用常规的热镀锌生产线的设备及工艺条件即可实现,具有较强的适用性和良好的推广性。
附图说明
59.为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
60.图1为本发明实施例提供的一种带钢热镀锌的控制方法的流程图;
61.图2为本发明实施例提供的热镀锌生产线设备的结构示意图;
62.图3为本发明实施例提供的一种带钢热镀锌的控制装置的结构示意图。
63.附图标记说明:1-待镀锌带钢、2-带钢表面镀层、3-气刀、4-锌锅、5-锌液、6-沉没辊、7-稳定辊。
具体实施方式
64.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明实施例保护的范围。
65.请参阅图1,图1为本发明实施例提供的一种带钢热镀锌的控制方法的流程图,所述方法包括:
66.s11、获取待镀锌带钢的目标波纹度。
67.具体的,目标波纹度可以是待镀锌带钢质量要求能够允许的最大波纹度值,通常可以通过产品的质量标准或客户的质量要求确定,获取目标波纹度后进入步骤s12。
68.s12、获取所述目标波纹度与镀锌工艺参数的预设关系式。
69.具体的,请参阅图2,在热镀锌工艺中,经冷轧机轧制后的具有一定表面形貌的待镀锌带钢1在退火炉内进行退火处理后,进入锌锅4中与高温的锌液5发生物理、化学反应,经过热浸镀锌工艺处理后在带钢表面形成金属镀层,并经过浸没在锌锅4中的沉没辊6和至少一个稳定辊7后离开锌锅,再经过气刀3对带钢表面的锌液进行喷吹一定气压的压缩空气,以控制锌层的镀覆厚度。
70.镀锌工艺参数通常包括气刀距离、气刀高度和稳定辊深度,气刀距离为气刀沿吹气方向与带钢表面的直线距离,气刀高度为气刀距离锌锅液面的垂直距离,稳定辊深度为稳定辊浸没于锌锅液面的垂直距离,该三种镀锌工艺参数对带钢的波纹度存在一定的影响,因此,目标波纹度与镀锌工艺参数存在对应关系,根据该种对应关系即可得到预设关系式。
71.在一种具体的实施方式中,镀锌工艺参数包括气刀距离d、气刀高度h和稳定辊深度depth,获取目标波纹度与镀锌工艺参数的预设关系式,包括:
72.获取目标轧辊工作面的预设粗糙度,其中,目标轧辊为位于轧制待镀锌带钢末端机架的轧辊;根据预设粗糙度,获得第一预设系数和第二预设系数;根据公式d
×
ln(h
×
depth)≤(wsa-b)/a,获得预设关系式,其中,wsa为目标波纹度,a为第一预设系数,b为第二预设系数。
73.具体的,待镀锌带钢是经轧制机的多个轧制机架依次轧制成型的,轧制机架上轧辊表面的纹理在轧制过程中,会转印至待镀锌带钢表面,因此,目标轧辊工作面的预设粗糙度对带钢表面的波纹度存在一定影响。通过预设粗糙度获得第一预设系数和第二预设系数,充分考虑了待镀锌带钢在轧制过程中,由于轧辊工作面的粗糙度对波纹度带来的影响,可以根据最小波纹度的要求,灵活选择带钢轧制时的轧辊的预设粗糙度,第一预设系数a可以设定为0.0014-0.0016,第二预设系数b可以设定为0.13-0.15;优选的,a为0.0015,b为
0.14。
74.在一种具体的实施方式中,根据预设粗糙度,获得第一预设系数和第二预设系数,包括:
75.根据公式a=-0.00044ra2 0.00297ra-0.00067,获得第一预设系数;根据公式b=0.03764ra
2-0.23352ra 0.23885,获得第二预设系数,其中,ra为预设粗糙度。
76.具体的,通过上述公式可以准确地计算出第一预设系数和第二预设系数,以准确获取预设关系式,获取预设关系式后进入步骤s13。
77.s13、根据所述目标波纹度和所述预设关系式,获得所述镀锌工艺参数的多组工艺数据。
78.具体的,带钢表面的波纹度在镀锌工艺中,是由多种镀锌工艺参数共同作用的结果,各参数均对最终形成的波纹度存在一定的影响,通过镀锌工艺参数中不同工艺数据的调整,均可以达到目标波纹度,因此,通过预设关系式可以获得镀锌工艺参数中能够达到目标波纹度的多组工艺数据。
79.在一种具体的实施方式中,根据目标波纹度和预设关系式,获得镀锌工艺参数的多组工艺数据,包括:
80.获取镀锌工艺参数中各参数的调整区间;判断目标波纹度和所有调整区间的参数值是否满足预设关系式;若是,则根据满足预设关系式的参数值,对应获得多组工艺数据。
81.具体的,镀锌工艺参数中各参数的调整范围受实际情况限制,调整区间为热镀锌生产线上镀锌工艺参数中各参数能够调整的范围,所有调整区间的参数值是在热镀锌生产线上能够实施的实际值,在满足预设关系式时,即对应确定为工艺数据,进而可以获取多组工艺数据,获取多组工艺数据后进入步骤s14。
82.s14、根据所述多组工艺数据中的目标工艺数据,控制镀覆锌层至所述待镀锌带钢。
83.具体的,目标工艺数据可以是在现场热镀锌生产线上便于进行实施的工艺数据,在满足目标波纹度的同时,以方便现场工作人员进行实施;当然也可以是对多组工艺数据进一步筛选得出的目标工艺数据,筛选依据可以根据技术人员的经验确定,也可以是根据工艺数据中各参数进行标定试验确定,能够在多组工艺数据中筛选出实施能够达到更小波纹度的目标工艺数据即可,根据目标工艺数据控制镀覆锌层至待镀锌带钢。
84.在一种具体的实施方式中,根据多组工艺数据中的目标工艺数据,控制镀覆锌层至待镀锌带钢,包括:
85.获取气刀距离阈值、气刀高度阈值和稳定辊深度阈值;根据气刀距离阈值、气刀高度阈值和稳定辊深度阈值,在多组工艺数据中确定目标工艺数据;根据目标工艺数据控制气刀和稳定辊位于目标位置,牵引待镀锌带钢镀覆锌层。
86.具体的,工艺数据中各参数存在优选范围,在优选范围内更易优化镀锌带钢的波纹度。下面以稳定辊深度恒定设定为117.5mm为例,调整气刀高度和气刀距离,在满足预设关系式下获得多组工艺数据,进行实际实施后测量出实际波纹度,各参数和波纹度实际测量结果详见表1。
87.表1:
[0088][0089]
以气刀距离恒定设定为8mm,调整气刀高度和气稳定辊深度,同样在满足预设关系式下获得多组工艺数据,进行实际实施后测量出实际波纹度,各参数和波纹度实际测量结果详见表2。
[0090]
表2:
[0091][0092]
以气刀距离恒定设定为8mm,考虑预设粗糙度对带钢表面波纹度存在的影响,调整气刀高度和气稳定辊深度,同样在满足预设关系式下获得多组工艺数据,进行实际实施后测量出实际波纹度,各参数和波纹度实际测量结果详见表3。
[0093]
表3:
[0094][0095]
由表1和表2分析可以得出,气刀距离阈值可以设定为9mm,优选8mm,进一步优选
7mm;气刀高度阈值可以设定为550mm,优选400mm,进一步优选200mm。
[0096]
根据表2和表3分析可以看出,稳定辊深度阈值可以设定为150mm,优选140mm,进一步优选130mm,更进一步优选120mm。此外,稳定辊深度depth的选择值很大程度上取决于工作辊粗糙度ra值,为了达到更好的控制效果,预设粗糙度控制在4.5um以下,优先选择控制在3.5um以下,更优先选择控制在3.0um以下。多组工艺数据在对应的阈值范围内可以确定出目标工艺数据,控制气刀和稳定辊移动至目标位置后,再牵引待镀锌带钢进入锌锅,依次经过沉没辊和稳定辊,再经气刀吹拂完成锌层的镀覆。根据本发明中所提供的控制方法,热镀锌带钢的表面波纹度wsa值可控制在0.41um以下,优先选择控制在0.35um以下,更优先选择控制在0.31um以下,更优先选择控制在0.26um以下,最优先选择控制在0.23um以下。
[0097]
在实际应用时,由于工艺数据中各参数调整对波纹度的影响程度不同,气刀距离阈值、气刀高度阈值和稳定辊深度阈值内确定目标工艺数据,可能造成实施难度变大,或不能实现波纹度精准控制。
[0098]
为解决上述问题,在一种具体的实施方式中,根据气刀距离阈值、气刀高度阈值和稳定辊深度阈值,在多组工艺数据中确定目标工艺数据,包括:
[0099]
获取镀锌工艺参数的预设优先级;根据预设优先级、气刀距离阈值、气刀高度阈值和稳定辊深度阈值,在多组工艺数据中依次确定出气刀距离值、气刀高度值和稳定辊深度值;根据气刀距离值、气刀高度值和稳定辊深度值,获得目标工艺数据。
[0100]
具体的,工艺数据的各参数中,气刀距离相对最容易进行调整,对波纹度的影响程度最小;气刀高度与锌层镀层厚度最密切,调整效果相对滞后;稳定辊深度在实施时调整难度最大。预设优先级根据调整先后次序可以设定为气刀距离、气刀高度和稳定辊深度,根据预设优先级在多组工艺数据中依次确定出气刀距离值、气刀高度值和稳定辊深度值,可以提高目标工艺数据确定的效率和准确性,同时便于进行现场实施。
[0101]
基于与控制方法相同的发明构思,本发明实施例还提供了一种带钢,包括基材和锌层,所述锌层经任一所述的控制方法镀覆于所述基材上。
[0102]
基于与控制方法相同的发明构思,本发明实施例还提供了一种带钢热镀锌的控制装置,请参阅图3,所述装置包括:
[0103]
第一获取模块301,用于获取待镀锌带钢的目标波纹度;
[0104]
第二获取模块302,用于获取所述目标波纹度与镀锌工艺参数的预设关系式;
[0105]
获得模块303,用于根据所述目标波纹度和所述预设关系式,获得所述镀锌工艺参数的多组工艺数据;
[0106]
控制模块304,用于根据所述多组工艺数据中的目标工艺数据,控制镀覆锌层至所述待镀锌带钢。
[0107]
在一种可选的实施例中,所述镀锌工艺参数包括气刀距离d、气刀高度h和稳定辊深度depth,所述第二获取模块,包括:
[0108]
第一获取子模块,用于获取目标轧辊工作面的预设粗糙度,其中,所述目标轧辊为位于轧制所述待镀锌带钢末端机架的轧辊;
[0109]
第一获得子模块,用于根据所述预设粗糙度,获得第一预设系数和第二预设系数;
[0110]
第二获得子模块,用于根据公式d
×
ln(h
×
depth)≤(wsa-b)/a,获得所述预设关系式,其中,wsa为所述目标波纹度,a为第一预设系数,b为第二预设系数。
[0111]
在一种可选的实施例中,所述第一获得子模块,包括:
[0112]
第一获得单元,用于根据公式a=-0.00044ra2 0.00297ra-0.00067,获得所述第一预设系数;
[0113]
第二获得单元,用于根据公式b=0.03764ra
2-0.23352ra 0.23885,获得所述第二预设系数,其中,ra为所述预设粗糙度。
[0114]
在一种可选的实施例中,所述获得模块,包括:
[0115]
第二获取子模块,用于获取所述镀锌工艺参数中各参数的调整区间;
[0116]
判断子模块,用于判断所述目标波纹度和所有所述调整区间的参数值是否满足所述预设关系式;
[0117]
第三获得子模块,用于在所述目标波纹度和所有所述调整区间的参数值满足所述预设关系式时,则根据满足所述预设关系式的所述参数值,对应获得所述多组工艺数据。
[0118]
在一种可选的实施例中,所述控制模块,包括:
[0119]
第三获取子模块,用于获取气刀距离阈值、气刀高度阈值和稳定辊深度阈值;
[0120]
确定子模块,用于根据所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中确定所述目标工艺数据;
[0121]
牵引子模块,用于根据所述目标工艺数据控制气刀和稳定辊位于目标位置,牵引所述待镀锌带钢镀覆锌层。
[0122]
在一种可选的实施例中,所述确定子模块,包括:
[0123]
获取单元,用于获取所述镀锌工艺参数的预设优先级;
[0124]
确定单元,用于根据所述预设优先级、所述气刀距离阈值、所述气刀高度阈值和所述稳定辊深度阈值,在所述多组工艺数据中依次确定出气刀距离值、气刀高度值和稳定辊深度值;
[0125]
第三获得单元,用于根据所述气刀距离值、所述气刀高度值和所述稳定辊深度值,获得所述目标工艺数据。
[0126]
基于与控制方法相同的发明构思,本发明实施例还提供了一种电子设备,包括处理器和存储器,所述存储器耦接到所述处理器,所述存储器存储指令,当所述指令由所述处理器执行时使所述电子设备执行控制方法中任一项所述方法的步骤。
[0127]
基于与控制方法相同的发明构思,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现控制方法中任一项所述方法的步骤。
[0128]
本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
[0129]
通过获取待镀锌带钢的目标波纹度,获取目标波纹度与镀锌工艺参数的预设关系式,经预设关系式计算获得满足目标波纹度要求的多组工艺数据,再经多组工艺数据筛选出目标工艺数据,控制镀覆锌层至待镀锌带钢,在能够达到目标波纹度的工艺数据进一步优选,可以确定出更优化的目标工艺数据,以减小带钢在热镀锌工艺中的波纹度;同时本发明的控制方法采用常规的热镀锌生产线的设备及工艺条件即可实现,具有较强的适用性和良好的推广性。
[0130]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实
施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0131]
本发明是参照根据本发明实施例的方法、装置(模块、系统)、和计算机程序产品的流程图和/或方框图来描述。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式计算机或者其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0132]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0133]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0134]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0135]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。