1.本发明涉及产品的外观检测技术领域,具体的说是涉及一种自动双面光学外观检测仪。
背景技术:
2.现有的光学外观检测仪主要是通过人工操作放置pcb板到检测托盘,然后通过电机作用 使pcb在y方向运动,aoi自动光学检测机头只进行x方向运动进行检测,只能检测pcb上 侧面上的元件,虽然满足简单的离线式检测pcb,但是对于双面均有元件检测需求的pcb板 进行检测时则需单面检测后再退出板,进行人工翻板后再进行检测,效率低下,增加人工操 作成本;现有的在线式上下检设备能同时对pcb板上下两面进行检测,但是原应用在pcb生 产流水线对接线上,对接轨道是在x方向左右对接进出,对于用到不生产连线检测时,操作 繁琐,不方便,增加了人工操作工序和时间,效率低下。
技术实现要素:
3.针对现有技术中的不足,本发明要解决的技术问题在于提供了一种自动双面光学外观检 测仪,设计该光学外观检测仪的目的提高检测效率,降低人工操作成本。
4.为解决上述技术问题,本发明通过以下方案来实现:本发明的一种自动双面光学外观检 测仪,包括机架,设于所述机架上的电箱组件、安装于所述机架上的凸台部以及罩设于所述 机架上的外罩部,所述机架设有三层;
5.该检测仪还包括:
6.下检机构,包括第一xy轴驱动机构,该第一xy轴驱动机构安装于所述机架的底层,其 驱动连接检测方向朝上的下检视觉检测机头组件且该第一xy轴驱动机构驱动所述下检视觉 检测机头组件做xy轴方向的运动;
7.输送轨道机构,该输送轨道机构安装于所述机架的中层,其具有双轨道的y轴输送机构 以及设于所述双轨道上且相对设置的夹持部,相对的两组夹持部随双轨道上的上行同步输送 线移动;
8.上检机构,包括第二xy轴驱动机构,该第二xy轴驱动机构安装于所述机架的上层,其 驱动连接检测方向朝下的上检视觉检测机头组件且该第二xy轴驱动机构驱动所述上检视觉 检测机头组件做xy轴方向的运动,所述输送轨道机构驱动夹持部能够到达所述上检视觉检测 机头组件和所述下检视觉检测机头组件的检视范围内。
9.进一步的,所述机架包括焊接底座主体、调节地脚、前封板、电源插线板,焊接底座主 体的底下螺旋安装有四个调节地脚,前封板紧固安装在焊接底座主体的前面,电源插线板安 装在焊接底座主体中间靠后位置。
10.更进一步的,所述下检机构,其上的第一xy轴驱动机构包括下立柱、y轴下右导轨梁、 y轴下机械限位、y轴下滑轨、y轴下滑块、x轴下右安装板、y轴下检原点限位、y轴下原点 限位感应片、y轴下电机座、y轴下电机、y轴下联轴器、y轴下轴承座、y轴下丝杆、y轴下 丝杆
螺母座、y轴下左导轨梁、y轴下拖链支架、x轴下左安装块、x轴下横梁、x轴下电机、 x轴下电机座、x轴下联轴器、x轴下轴承座、x轴下原点限位、x轴下丝杆、x轴下滑轨、x 轴下检机头后支板、x轴下原点限位感应片、x轴下滑块、x轴下丝杆螺母座、x轴下机械限 位、x轴下拖链支架、x轴下横梁后加固件以及下检视觉检测机头组件;
11.四件下立柱紧固安装在底座焊接主体上;y轴下右导轨梁紧固安装在底座焊接主体上, 安装前先在y轴下右导轨梁上前后各安装一组y轴下机械限位,左右安装紧固两根y轴下滑 轨,y轴下滑轨上各设有两块y轴下滑块,x轴下右安装板紧固安装在y轴下滑块上,y轴下 右导轨梁右侧前后安装y轴下检原点限位,y轴下右导轨梁左侧安装y轴下电机座和前后两 套y轴下轴承座,y轴下电机座上紧固安装y轴下电机,y轴下丝杆前后安装在y轴下轴承座 上,后通过y轴下联轴器与y轴下电机主轴同轴连接安装,y轴下丝杆螺母座连接y轴下丝 杆所配对的丝杆螺母和x轴下右安装板,以上组成y轴下右导轨组件,后整体紧固安装在底 座焊接主体上;y轴下左导轨梁和y轴下拖链支架紧固安装在底座焊接主体上,安装前先在y 轴下左导轨梁上前后安装y轴下机械限位,左右紧固两根y轴下滑轨,每根y轴下滑轨上设 两块y轴下滑块与x轴下左安装块安装连接,组装y轴下左导轨组件后紧固安装在底座焊接 主体上;先组装x轴下横梁组件,在x轴下横梁上紧固安装x轴下电机座、x轴下轴承座、x 轴下原点限位、两根x轴下滑轨和x轴下机械限位,x轴下电机紧固安装在x轴下电机座上, x轴下丝杆两端同轴安装在x轴下轴承座上,然后通过x轴下联轴器与x轴下电机主轴相互 同轴连接,每根x轴下滑轨上配设一件x轴下滑块,x轴下检机头后支板固定安装在x轴下 滑块上,x轴下丝杆螺母座连接x轴下丝杆所配对的丝杆螺母和x轴下检机头后支板,x轴下 原点限位感应片安装在x轴下检机头后支板后侧,x轴下拖链支架安装在x轴下横梁后侧, 然后整套x轴下横梁组件中的x轴下横梁两端分别固定安装在x轴下右安装板和x轴下左安 装块上,x轴下横梁两端后侧用x轴下横梁后加固件安装加固;下检视觉检测机头组件紧固 安装到x轴下检机头后支板上。
12.更进一步的,所述输送轨道机构,其上的y轴输送机构包括右纵梁、左纵梁、前横梁、 后横梁、右固定轨道、左活动轨道、传送轮、传送皮带、皮带托板、进出板传感支架、右固 定固定支座、传送皮带电机、轨道上盖板、pcb板限位块、调宽滑轨、调宽滑块、调宽丝杆、 调宽丝杆螺母、左活动轨道支座、调宽丝杆后支座、同步轮、张紧轮、同步带、夹板夹块、 夹块底固件、夹板气缸、调宽电机座、调宽电机、调宽电机联轴器、丝杆轴承座、调宽原点 限位、调宽原点限位感应片以及右纵梁;
13.左纵梁分别固定安装在下立柱上;前横梁和后横梁分别固定在右纵梁与左纵梁的前上侧 和后上侧;右固定轨道通过两右固定固定支座沿y轴方向固定在前横梁与后横梁右边;前横 梁和后横梁上分别固定一根调宽滑轨,调宽滑轨上配设一件调宽滑块,左活动轨道支座固定 在调宽滑块上,左活动轨道紧固安装在左活动轨道支座,右固定轨道,左活动轨道上分别紧 固有多个传送轮、轨道上盖板、皮带托板,右固定轨道,左活动轨道的传送轮上分别张紧有 一传送皮带;右固定轨道,左活动轨道分别安装一件夹块底固件,夹块底固件上分别安装多 个夹板夹块,夹板气缸安装在右固定轨道,左活动轨道上分别控制夹板夹块的开合;右固定 轨道,左活动轨道分别安装一传送皮带电机来控制传送皮带前后输送;右固定轨道,左活动 轨道后半段上一轨道上盖板上紧固安装pcb板限位块,右固定轨道前端安装进出板传感支架; 调宽电机座安装在前横梁上,调宽电机安装在调宽电机座上,调
宽丝杆后支座分别安装在前 横梁、后横梁左上侧,丝杆轴承座分别安装在右固定固定支座和调宽丝杆后支座,调宽丝 杆同轴丝杆螺母配对,丝杆螺母紧固安装在左活动轨道支座,调宽丝杆两端分别同轴安装在 丝杆轴承座;调宽丝杆后支座上分别安装同步轮、张紧轮,同步轮同轴装配到调宽丝杆左端, 后装配同步带,前调宽丝杆左端与调宽电机主轴同轴,通过调宽电机联轴器固定连接;调宽 原点限位安装在前横梁,调宽原点限位感应片安装在左活动轨道支座。
14.更进一步的,所述上检机构,其上的第二xy轴驱动机构包括上立柱、y轴上右导轨梁、 y轴上电机、y轴上电机座、y轴上联轴器、y轴上轴承座、y轴上滑轨、y轴上滑块、x轴上 右安装块、x轴上横梁后加固件、y轴上丝杆、y轴上右机械限位、x轴上横梁、x轴上电机、 x轴上电机座、x轴上联轴器、x轴上轴承座、x轴上机械限位、x轴上原点限位、x轴上丝杆、 x轴上滑轨、x轴上丝杆螺母座、x轴上滑块、x轴上检机头后支板、x轴上原点限位感应片、 x轴上拖链支架、x轴上左安装块、y轴上原点限位感应片、y轴上原点限位、y轴上拖链支 架、y轴上左机械限位、y轴上左导轨梁以及上检视觉检测机头组件;
15.四件上立柱分别紧固安装在右纵梁和左纵梁上;先组装配y轴上右导轨梁组件,在y轴 上右导轨梁上分别安装紧固y轴上电机座、y轴上轴承座、y轴上滑轨、y轴上右机械限位; y轴上电机安装在y轴上电机座,每根y轴上滑轨上配设两块y轴上滑块,x轴上右安装块紧 固安装在y轴上滑块上,把y轴上丝杆及所配对丝杆螺母连接到x轴上右安装块,y轴上丝 杆两头安装到y轴上轴承座,然后用y轴上联轴器把y轴上丝杆前端和y轴上电机主轴同轴 连接安装,把整套组件通过y轴上右导轨梁紧固安装在上立柱上;先组装配y轴左导轨梁组 件,在y轴上左导轨梁上紧固安装y轴上滑轨、y轴上原点限位、y轴上拖链支架和y轴上左 机械限位,每根y轴上滑轨上配设两块y轴上滑块,x轴上左安装块紧固安装在y轴上滑块, y轴上原点限位感应片安装在x轴上左安装块,然后把整套组件通过y轴上左导轨梁紧固安 装在上立柱上;先组装配x轴上横梁组件,在x轴上横梁上紧固安装x轴上电机座、x轴上 轴承座、x轴上机械限位、x轴上原点限位和x轴上滑轨,在每根x轴上滑轨配设一x轴上滑 块,x轴上检机头后支板安装紧固在x轴上滑块,x轴上原点限位感应片安装在x轴上检机头 后支板上,x轴上丝杆螺母座与x轴上丝杆配合安装,x轴上丝杆螺母座安装到x轴上检机头 后支板,x轴上丝杆两端安装到x轴上轴承座,x轴上丝杆右端通过x轴上联轴器与x轴上电 机主轴同轴配合连接,x轴上拖链支架紧固安装在x轴上横梁后侧,然后整套组件通过x轴 上横梁紧固安装在x轴上右安装块和x轴上左安装块上,x轴上横梁后侧左右安装x轴上横 梁后加固件加固;上检视觉检测机头组件紧固安装在x轴上检机头后支板上。
16.更进一步的,所述电箱组件60,包括电气安装板601,电气安装板后盖板602,所述电 气安装板后盖板602安装在电气安装板601后侧,电气安装板601安装紧固在底座焊接主体 201、y轴上右导轨梁502和y轴上左导轨梁532。
17.更进一步的,所述前凸台部包括凸台右侧罩、凸台侧封板、按钮面板、急停按钮、启动 按键、键盘托盘滑轨、键盘托盘、操作键盘、键盘上盖板、凸台前横梁、凸台左侧罩、安全 光幕、凸台右支座、滑轨右安装块、盖板支撑、凸台左支座以及滑轨左安装块;
18.所述凸台右支座紧固安装在右纵梁、前横梁,凸台左支座紧固安装在左纵梁、前横梁, 滑轨右安装块紧固安装在凸台右支座,滑轨左安装块安装在凸台左支座,键盘托盘滑轨分别 安装在滑轨右安装块和滑轨左安装块内衬侧,键盘托盘左右安装在键盘托盘滑轨,
操作键盘 放置在键盘托盘中,盖板支撑安装在滑轨右安装块和滑轨左安装块上侧,后安装键盘上盖板, 在安装外罩部后,凸台右侧罩安装在右侧框组件和凸台右支座,凸台左侧罩安装在左侧框组 件和凸台左支座,凸台侧封板、按钮面板安装在凸台右侧罩,在按钮面板上安装急停按钮和 启动按键,安全光幕分别安装在凸台右侧罩和凸台左侧罩内侧。
19.更进一步的,所述外罩部包括右侧框组件、左侧框组件、右侧罩、左侧罩、前下门、面 板框架、显示器、安全门开关、面板框架限位、按键安装板、气杆、活动铰链、显示器固定 板、顶盖、工控机安装件、工控机、三色信号灯、冷却风扇、总电源开关、工控机安装件后 封板、后下横梁、后下门、过滤器活动小门、门把手、门锁、后中横梁和后上门;
20.所述右侧框组件、左侧框组件紧固安装在底座焊接主体上,右侧罩、左侧罩分别对应安装在 右侧框组件、左侧框组件上,前下门左侧通过铰链连接安装在左侧框组件和底座焊接主体上, 可向左旋转开门,面板框架通过活动铰链连接安装在顶盖,顶盖左右分别紧固安装在左侧框 组件和右侧框组件,显示器固定安装在显示器固定板,然后显示器固定板紧固安装在面板框 架下侧,左右两组气杆两端分别连接面板框架与左侧框组件和右侧框组件,支撑面板框架开 合,安全门开关、面板框架限位和按键安装板紧固安装在左侧框组件,工控机安装件安装在 顶盖上面,工控机放置顶盖上面并安装固定到工控机安装件,三色信号灯固定在左侧框组件 上,四组冷却风扇分别安装在顶盖和工控机安装件,总电源开关紧固安装在右侧框组件上, 工控机安装件后封板安装在工控机安装件后侧,后下横梁紧固安装在底座焊接主体,后下门 安装在后下横梁上侧并通过门锁锁在右侧框组件和左侧框组件,过滤器活动小门和门把手安 装在后下门上,后中横梁两端分别紧固安装在右侧框组件和左侧框组件,有两门把手安装在 后上门,后上门安装在后中横梁上并通过两门锁锁在右侧框组件和左侧框组件。
21.相对于现有技术,本发明的有益效果是:本发明的自动双面光学外观检测仪从正前面进 出板,前边沿无遮挡阻碍机构,放取便捷,操作简单,更加简易和人性化。
22.本发明的自动双面光学外观检测仪能对pcb板同时进行上下两面检测,减少了单面检测 后的人工翻板再次检测等工序,简化人工操作流程,提高效率,降低人工成本。
23.本发明的自动双面光学外观检测仪配置上下两视觉检测机头机构,能满足上检机或下检 机或上下检机三种检测类型。
24.本发明的自动双面光学外观检测仪能同时对pcb板上下两面进行aoi检测,上下检测视 觉机头独立运动,互不干扰,快速精准检测,大大提高了生产检测效率。
附图说明
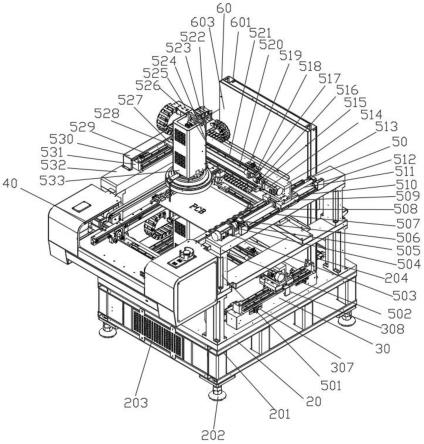
25.图1为本发明自动双面光学外观检测仪整体结构图。
26.图2为图1去掉外罩部后的结构图。
27.图3为图2中的x轴上原点限位感应片的安装位置放大图。
28.图4为本发明的下检机构的结构图。
29.图5为本发明的输送轨道机构的安装结构图。
30.图6为本发明的前凸台部和外罩部的安装结构图。
31.图7为本发明外罩部的背侧结构图。
32.图8为本发明前凸台部安装结构图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描 述,使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出 更为清楚明确的界定。显然,本发明所描述的实施例仅仅是本发明一部分实施例,而不是全 部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所 获得的所有其他实施例,都属于本发明保护的范围。
34.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突 就可以相互结合。
35.实施例1:本发明的具体结构如下:
36.请参照附图1-8,本发明的一种自动双面光学外观检测仪,包括机架20,设于所述机架 20上的电箱组件60、安装于所述机架20上的凸台部70以及罩设于所述机架20上的外罩部 80,所述机架20设有三层;
37.该检测仪还包括:
38.下检机构30,包括第一xy轴驱动机构,该第一xy轴驱动机构安装于所述机架20的底 层,其驱动连接检测方向朝上的下检视觉检测机头组件333且该第一xy轴驱动机构驱动所述 下检视觉检测机头组件333做xy轴方向的运动;
39.输送轨道机构40,该输送轨道机构40安装于所述机架20的中层,其具有双轨道的y轴 输送机构以及设于所述双轨道上且相对设置的夹持部,相对的两组夹持部随双轨道上的上行 同步输送线移动;
40.上检机构50,包括第二xy轴驱动机构,该第二xy轴驱动机构安装于所述机架20的上 层,其驱动连接检测方向朝下的上检视觉检测机头组件533且该第二xy轴驱动机构驱动所述 上检视觉检测机头组件533做xy轴方向的运动,所述输送轨道机构40驱动夹持部能够到达 所述上检视觉检测机头组件533和所述下检视觉检测机头组件333的检视范围内。
41.本实施例的一种优选技术方案:所述机架20包括焊接底座主体201、调节地脚202、前 封板203、电源插线板204,焊接底座主体201的底下螺旋安装有4个调节地脚202,前封板 203紧固安装在焊接底座主体201的前面,电源插线板204安装在焊接底座主体201中间靠 后位置。
42.本实施例的一种优选技术方案:所述下检机构30,其上的第一xy轴驱动机构包括下立 柱301,y轴下右导轨梁302,y轴下机械限位303,y轴下滑轨304,y轴下滑块305,x轴下 右安装板306,y轴下检原点限位307,y轴下原点限位感应片308,y轴下电机座309,y轴 下电机310,y轴下联轴器311,y轴下轴承座312,y轴下丝杆313,y轴下丝杆螺母座314, y轴下左导轨梁315,y轴下拖链支架316,x轴下左安装块317,x轴下横梁318,x轴下电 机319,x轴下电机座320,x轴下联轴器321,x轴下轴承座322,x轴下原点限位323,x轴 下丝杆324,x轴下滑轨325,x轴下检机头后支板326,x轴下原点限位感应片327,x轴下 滑块328,x轴下丝杆螺母座329,x轴下机械限位330,x轴下拖链支架331,x轴下横梁后 加固件332,下检视觉检测机头组件333,四件下立柱301紧固安装在底座焊接主体201上; y轴下右导轨梁302紧固安装在底座焊接主体201上,安装前先在y轴下右导轨梁302上前 后各安装一组y轴下机械限位303,左右安装紧固两根y轴下滑轨304,y轴下滑轨上各设有 两块y轴下滑块305,x轴下右安装板306紧固安装在y轴下滑块305上,y轴下右导轨梁302 右侧前后安装y轴下检原点限
位307,y轴下右导轨梁302左侧安装y轴下电机座309和前后 两套y轴下轴承座312,y轴下电机座309上紧固安装y轴下电机310,y轴下丝杆313前后 安装在y轴下轴承座312上,后通过y轴下联轴器311与y轴下电机310主轴同轴连接安装, y轴下丝杆螺母座314连接y轴下丝杆313所配对的丝杆螺母和x轴下右安装板306,以上组 成y轴下右导轨组件,后整体紧固安装在底座焊接主体201上;y轴下左导轨梁315和y轴 下拖链支架316紧固安装在底座焊接主体201上,安装前先在y轴下左导轨梁315上前后安 装y轴下机械限位303,左右紧固两根y轴下滑轨304,每根y轴下滑轨304上设两块y轴下 滑块305与x轴下左安装块317安装连接,组装y轴下左导轨组件后紧固安装在底座焊接主 体201上;先组装x轴下横梁组件,在x轴下横梁318上紧固安装x轴下电机座320、x轴下 轴承座322、x轴下原点限位323、两根x轴下滑轨325和x轴下机械限位330,x轴下电机 319紧固安装在x轴下电机座320上,x轴下丝杆324两端同轴安装在x轴下轴承座322上, 然后通过x轴下联轴器321与x轴下电机319主轴相互同轴连接,每根x轴下滑轨325上配 设一件x轴下滑块328,x轴下检机头后支板326固定安装在x轴下滑块328上,x轴下丝杆 螺母座329连接x轴下丝杆324所配对的丝杆螺母和x轴下检机头后支板326,x轴下原点限 位感应片327安装在x轴下检机头后支板326后侧,x轴下拖链支架331安装在x轴下横梁 318后侧,然后整套x轴下横梁组件中的x轴下横梁318两端分别固定安装在x轴下右安装 板306和x轴下左安装块317上,x轴下横梁318两端后侧用x轴下横梁后加固件332安装 加固;下检视觉检测机头组件333紧固安装到x轴下检机头后支板326上。
43.本实施例的一种优选技术方案:所述输送轨道机构40,其上的y轴输送机构包括右纵梁 401,左纵梁402,前横梁403,后横梁404,右固定轨道405,左活动轨道406,传送轮407, 传送皮带408,皮带托板409,进出板传感支架410,右固定固定支座411,传送皮带电机412, 轨道上盖板413,pcb板限位块414,调宽滑轨415,调宽滑块416,调宽丝杆417,调宽丝杆 螺母418,左活动轨道支座419,调宽丝杆后支座420,同步轮421,张紧轮422,同步带423, 夹板夹块424,夹块底固件425,夹板气缸426,调宽电机座427,调宽电机428,调宽电机 联轴器429,丝杆轴承座430,调宽原点限位431,调宽原点限位感应片432,右纵梁401, 左纵梁402分别固定安装在下立柱301上;前横梁403和后横梁404分别固定在右纵梁401 与左纵梁402的前上侧和后上侧;右固定轨道405通过两右固定固定支座411沿y轴方向固 定在前横梁403与后横梁404右边;前横梁403和后横梁404上分别固定一根调宽滑轨415, 调宽滑轨415上配设一件调宽滑块416,左活动轨道支座418固定在调宽滑块416上,左活 动轨道406紧固安装在左活动轨道支座419,右固定轨道405,左活动轨道406上分别紧固有 多个传送轮408、轨道上盖板413、皮带托板409,右固定轨道405,左活动轨道406的传送 轮407上分别张紧有一传送皮带408;右固定轨道405,左活动轨道406分别安装一件夹块底 固件425,夹块底固件425上分别安装多个夹板夹块424,夹板气缸426安装在右固定轨道 405,左活动轨道406上分别控制夹板夹块424的开合;右固定轨道405,左活动轨道406分 别安装一传送皮带电机412来控制传送皮带408前后输送;右固定轨道405,左活动轨道406 后半段上一轨道上盖板413上紧固安装pcb板限位块414,右固定轨道405前端安装进出板 传感支架410;调宽电机座427安装在前横梁403上,调宽电机428安装在调宽电机座427 上,调宽丝杆后支座420分别安装在前横梁403、后横梁404左上侧,丝杆轴承座430分别 安装在右固定固定支座411和调宽丝杆后支座420,调宽丝杆417同轴丝杆螺母418配对, 丝杆螺母418紧固安装在左活动轨道支座419,调宽丝杆417两端分别同轴安装在丝杆轴承 座430;调宽丝杆后支座
紧固安装在右纵梁401、前横梁403,凸台左支座716紧固安装在左纵梁402、前横梁403, 滑轨右安装块714紧固安装在凸台右支座713,滑轨左安装块717安装在凸台左支座716,键 盘托盘滑轨706分别安装在滑轨右安装块714和滑轨左安装块717内衬侧,键盘托盘707左 右安装在键盘托盘滑轨706,操作键盘708放置在键盘托盘707中,盖板支撑715安装在滑 轨右安装块714和滑轨左安装块717上侧,后安装键盘上盖板709,在安装外罩部80后,凸 台右侧罩701安装在右侧框组件801和凸台右支座713,凸台左侧罩711安装在左侧框组件 802和凸台左支座716,凸台侧封板702、按钮面板703安装在凸台右侧罩701,在按钮面板 703上安装急停按钮704和启动按键705,安全光幕712分别安装在凸台右侧罩701和凸台左 侧罩711内侧。
47.本实施例的一种优选技术方案:所述外罩部80包括右侧框组件801,左侧框组件802, 右侧罩803,左侧罩804,前下门805,面板框架806,显示器807,安全门开关808,面板框 架限位809,按键安装板810,气杆811,活动铰链812,显示器固定板813,顶盖814,工控 机安装件815,工控机816,三色信号灯817,冷却风扇818,总电源开关819,工控机安装 件后封板820,后下横梁821,后下门822,过滤器活动小门823,门把手824,门锁825,后 中横梁826,后上门827,所述右侧框组件801、左侧框组件802紧固安装在底座焊接主体201 上,右侧罩803、左侧罩804分别对应安装在右侧框组件801、左侧框组件802上,前下门 805左侧通过铰链连接安装在左侧框组件802和底座焊接主体201上,可向左旋转开门,面 板框架806通过活动铰链812连接安装在顶盖814,顶盖814左右分别紧固安装在左侧框组 件802和右侧框组件801,显示器807固定安装在显示器固定板813,然后显示器固定板813 紧固安装在面板框架806下侧,左右两组气杆811两端分别连接面板框架806与左侧框组件 802和右侧框组件801,支撑面板框架806开合,安全门开关808、面板框架限位809和按键 安装板810紧固安装在左侧框组件802,工控机安装件815安装在顶盖814上面,工控机816 放置顶盖814上面并安装固定到工控机安装件815,三色信号灯817固定在左侧框组件802 上,四组冷却风扇818分别安装在顶盖814和工控机安装件815,总电源开关819紧固安装 在右侧框组件801上,工控机安装件后封板820安装在工控机安装件815后侧,后下横梁821 紧固安装在底座焊接主体201,后下门822安装在后下横梁821上侧并通过门锁825锁在右 侧框组件801和左侧框组件802,过滤器活动小门823和门把手824安装在后下门822上, 后中横梁826两端分别紧固安装在右侧框组件801和左侧框组件802,有两门把手824安装 在后上门827,后上门827安装在后中横梁826上并通过两门锁825锁在右侧框组件801和 左侧框组件802。
48.实施例2:
49.以下是本发明自动双面光学外观检测仪的工作原理:
50.如图1-8所示,操作员从待测放置收容盒等取出pcb板101,放置传送轨道机构102上, 轨道上进出板传感器103感应后,轨道机构102运作后自动输送pcb板到检测限位块104位 置后停止,接着由左右夹板机构105进行夹板,后续上检测视觉机头机构106和下检测视觉 机头机构107对pcb板101上下两面同时并独立的进行x/y两方向检测,检测完成,夹板机 构105打开,传送带机构102反向输送,将pcb板101输送出到进板位置,传感器103感应 停止传送轨道机构的运动后,操作员进行手动收板,根据显示在显示屏108上的aoi检测结 果ok或ng进行分类放置。
51.以上所述仅为本发明的优选实施方式,并非因此限制本发明的专利范围,凡是利
用本发 明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术 领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。