:
1.本发明涉及莫来石陶瓷管技术领域,更具体的说是一种莫来石陶瓷管的自动化流水线。
背景技术:
2.莫来石陶瓷管是指主晶相为莫来石的陶瓷,莫来石是al2o3一sio2系中稳定的二元化合物,莫来石陶瓷主要有普通莫来石瓷和高纯莫来石瓷,普通莫来石瓷以铝硅酸盐系矿物作为主要原料,采用在烧结过程中使之莫来石化的反应烧结法或先合成莫来石后再成型、烧结方法制成,而高纯莫来石具有膨胀均匀、热震稳定性较好、荷重软化点高、高温蠕变值小、硬度大、抗化学腐蚀性好等特点。特别是高性能高纯莫来石陶瓷,随温度升高、强度和韧性不仅不衰减反而大幅度提高,可在耐热材料广泛使用。高纯度的莫来石耐火砖可在烧结炉、燃烧室、热风炉中作为内衬材料使用;莫来石陶瓷也可用于坩埚、防护管、热电偶等。
3.但是,在莫来石陶瓷管的制作过程中,黏土性耐火材料包裹在陶瓷管模具上时往往采用人工锻造的方式拍打黏土性耐火材料,使其粘附于陶瓷管模具上,因此人工拍打当用力过大时,易破坏莫来石陶瓷管成型,造成了资源的浪费,且人工拍打力度不均,使黏土性耐火材料在陶瓷管模具上分布不均,对后期莫来石陶瓷管的形成造成影响,降低了莫来石陶瓷管的质量。
技术实现要素:
4.本发明的目的是针对现有技术的不足之处,提供一种莫来石陶瓷管的自动化流水线,通过设置拍打组件对陶瓷管模具上的耐火材料进行均匀的拍打,同时利用回转链条和下料组件实现高效率下料运输,提高莫来石陶瓷管的制作效率。
5.本发明的技术解决措施如下:
6.一种莫来石陶瓷管的自动化流水线,包括回转链条,所述回转链条上方设置有装料组件,所述装料组件上滑动设置有下料组件,所述回转链条上设置有陶瓷管下模型及放置在陶瓷管下模型上的陶瓷管模具,所述陶瓷管下模型下连接有拍打组件及在拍打组件移动路径上设置的辅助组件,所述拍打组件包括相对设置在陶瓷管模具两侧的拍打板,所述陶瓷管模具一端设置有转动组件,所述陶瓷管模具在转动组件的带动下进行自转的过程中,拍打板在辅助组件的作用下对陶瓷管模具进行拍打。
7.作为一种优选,所述装料组件包括料箱、开设在料箱上第一开口、设置在料箱两侧的支撑柱、设置在料箱一端的连接板、倾斜设置在料箱上的导轨及设置在第一开口上的第一传感器,所述第一传感器用于控制第一开口的闭合。
8.作为一种优选,所述下料组件包括滑动设置在料箱下的料斗、开设在料斗上的第二开口、滑动设置在料斗内的滑动板、设置在第二开口上的第二传感器及设置在连接板上的气缸,所述第二传感器用于控制第二开口的闭合,所述滑动板与导轨相配合,所述气缸与料斗相配合。
9.作为一种优选,所述拍打组件还包括设置在陶瓷管下模型下的承接座、固定设置在承接座上端的一对转动槽、滑动设置在承接座下的滑杆、连接在滑杆下的限位块、设置在滑杆底端的支撑球、连接在拍打板上的拍打杆,所述拍打杆转动设置在转动槽上,所述滑杆通过连接条与拍打杆铰接连接,所述限位块与承接座之间设有复位弹簧。
10.作为一种优选,所述辅助组件包括横板、开设在横板上的凸点,所述凸点呈现为从小到大的排序且与支撑球相配合。
11.作为一种优选,所述浮力机构还设置有风力传感器,所述转动组件包括设置在陶瓷管模具一端的齿轮及与齿轮相配合的齿条。
12.作为一种优选,所述回转链条下固定设置有链条轨道,所述齿条和横板固定连接在链条轨道上。
13.作为一种优选,所述第一传感器与第二传感器相配合。
14.作为一种优选,所述支撑球与凸点设置为耐磨材质。
15.本发明的有益效果在于:
16.1.本发明设置有装料组件和下料组件,在气缸的带动下,使料斗在跟随回转链条上的陶瓷管模具进行同步运动的同时将耐火材料下落至陶瓷管模具内,同时第二传感器在料斗离开料箱时将关闭第二开口,防止料斗在移动过程中洒落耐火材料,此外滑动板在导轨的作用下进行升降,将耐火材料逐渐下压至陶瓷管模具中,保证每个陶瓷管模具中的耐火材料量保持相同;当料斗和料箱贴合时,第一传感器和第二传感器通过信号同时打开第一开口和第二开口,当料斗和料箱分开时,第一传感器和第二传感器通过信号同时关闭第一开口和第二开口,保证料斗在对下一个陶瓷管模具进行下料时料箱能打开第一开口将耐火材料装进料斗中。
17.2.本发明设置有拍打组件和辅助组件,在料斗下料完成后,在移动的过程中,支撑球经过凸点时向上抬起,带动滑杆顶起的同时拍打板在拍打杆的带动下向陶瓷管模具靠近对耐火材料进行相对拍打运动,使陶瓷管模具在移动的过程中实现拍打板不断拍打,直至完成陶瓷管道的雏形,凸点呈现为从小到大的排序,实现拍打板在不断拍打过程中力度由小到大,使耐火材料与陶瓷管模具更加贴合,此外,通过齿轮齿条相配合的方式实现陶瓷管模具进行自转,使拍打板对耐火材料进行全面的拍打,同时支撑球与凸点设置为耐磨材质,防止支撑球和凸点有所顺坏,减小支撑球和凸点之间的摩擦,延长其使用寿命。
18.综上所述,本发明具有自动拍打成型的功能,适合莫来石陶瓷管技术领域。
附图说明:
19.下面结合附图对本发明做进一步的说明:
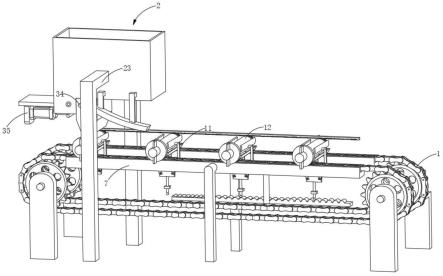
20.图1为一种莫来石陶瓷管的自动化流水线的结构示意图;
21.图2为拍打组件和辅助组件的结构示意图;
22.图3为料斗移动时的工作状态示意图;
23.图4为陶瓷管模具转动时的工作状态示意图;
24.图5为拍打组件工作时的工作状态示意图;
25.图6为滑动板滑动时的工作状态示意图;
具体实施方式:
26.下面结合附图对本发明实施例中的技术方案进行清楚、完整地说明。
27.实施例一
28.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
29.如图1至图6所示,一种莫来石陶瓷管的自动化流水线,包括回转链条1,回转链条1上方设置有装料组件2,装料组件2上滑动设置有下料组件3,回转链条1上设置有陶瓷管下模型11及放置在陶瓷管下模型11上的陶瓷管模具12,陶瓷管下模型11下连接有拍打组件4及在拍打组件4移动路径上设置的辅助组件5,拍打组件4包括相对设置在陶瓷管模具12两侧的拍打板41,陶瓷管模具12一端设置有转动组件6,陶瓷管模具12在转动组件6的带动下进行自转的过程中,拍打板41在辅助组件5的作用下对陶瓷管模具12进行拍打。
30.如图1和图3所示,装料组件2包括料箱21、开设在料箱21上第一开口22、设置在料箱21两侧的支撑柱23、设置在料箱21一端的连接板24、倾斜设置在料箱21上的导轨25及设置在第一开口22上的第一传感器26,第一传感器26用于控制第一开口22的闭合,第一传感器26在料斗31离开料箱21时将关闭第一开口22,防止料箱21中的耐火材料流失造成资源浪费。
31.如图3和图6所示,下料组件3包括滑动设置在料箱21下的料斗31、开设在料斗31上的第二开口32、滑动设置在料斗31内的滑动板33、设置在第二开口32上的第二传感器34及设置在连接板24上的气缸35,第二传感器34用于控制第二开口32的闭合,滑动板33与导轨25相配合,气缸35与料斗31相配合,在气缸35的带动下,使料斗31在跟随回转链条1上的陶瓷管模具12进行同步运动的同时将耐火材料下落至陶瓷管模具12内,同时第二传感器34在料斗31离开料箱21时将关闭第二开口32,防止料斗31在移动过程中洒落耐火材料,此外滑动板33在导轨25的作用下进行升降,将耐火材料逐渐下压至陶瓷管模具12中,保证每个陶瓷管模具12中的耐火材料量保持相同。
32.如图2所示,拍打组件4还包括设置在陶瓷管下模型11下的承接座42、固定设置在承接座42上端的一对转动槽43、滑动设置在承接座42下的滑杆44、连接在滑杆44下的限位块45、设置在滑杆44底端的支撑球46、连接在拍打板41上的拍打杆47,拍打杆47转动设置在转动槽43上,滑杆44通过连接条48与拍打杆47铰接连接,限位块45与承接座42之间设有复位弹簧49,在料斗31下料完成后,支撑球46经过凸点52时向上抬起,滑杆44顶起的同时拍打板41在拍打杆47的带动下向陶瓷管模具12靠近对耐火材料进行相对拍打运动,使陶瓷管模具12在移动的过程中实现拍打板41不断拍打。
33.如图2所示,辅助组件5包括横板51、开设在横板51上的凸点52,凸点52呈现为从小到大的排序且与支撑球46相配合,实现拍打板41在不断拍打过程中力度由小到大,使耐火材料与陶瓷管模具12更加贴合。
34.如图4所示,转动组件6包括设置在陶瓷管模具12一端的齿轮61及与齿轮61相配合的齿条62,通过齿轮61齿条62相配合的方式实现陶瓷管模具12进行自转。
35.如图1所示,回转链条1下固定设置有链条轨道7,齿条62和横板51均固定连接在链条轨道7上,链条轨道7防止回转链条1下塌,起到支撑作用。
36.如图3所示,第一传感器26与第二传感器34相配合,当料斗31和料箱21贴合时,第一传感器26和第二传感器34通过信号同时打开第一开口22和第二开口32;当料斗31和料箱21分开时,第一传感器26和第二传感器34通过信号同时关闭第一开口22和第二开口32,防止料斗31在移动时料箱21和料斗31中的耐火材料流失,保证料斗31在对下一个陶瓷管模具12进行下料时料箱21能打开第一开口22将耐火材料装进料斗31中。
37.实施例二
38.如图2所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点;该实施例二与实施例一的不同之处在于:支撑球46与凸点52设置为耐磨材质。
39.此处,本实施例通过支撑球46与凸点52设置为耐磨材质,延长其使用寿命的同时减小摩擦力。
40.在本发明的描述中,需要理解的是,术语“前后”、“左右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或部件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
41.当然在本技术方案中,本领域的技术人员应当理解的是,术语“一”应理解为“至少一个”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
42.以上结合附图所述的仅是本发明的优选实施方式,但本发明并不限于上述实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可作出各种变形和改进,这些也应该视为本发明的保护范围,都不会影响本发明实施的效果和实用性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
