1.本实用新型涉及锂离子电池技术领域,具体地说,涉及一种电子烟用双重极耳锂离子电池。
背景技术:
2.随着时代的变化新型烟草高速发展,各式各样电子烟兴起,电子烟是一种模仿卷烟的电子产品,有着与卷烟一样的、烟雾、味道和感觉。它是一种以锂离子电池供电驱动雾化器,透过加热油舱中的烟油,将尼古丁等变成蒸汽的一个过程。该锂离子电池的放电工作温度36.5~38℃,在该正常工作温度范围内能够可保证放电。随着锂离子电池在电子烟产品的大量使用,其型号与规格和使用功能也在不断地多样化。例如适用于蒸汽加热型电子烟的圆柱形锂离子电池,此种锂离子电池需要使用大电流超高倍率放电以保证烟油雾化效果,然而因其倍率大导致实际提供的能量有限,无法满足蒸汽加热型电子烟加热时间,使用时间短、放电平台低,从而影响用户使用体验。然而,目前却没有能够在不增加电池体积的前提下提升电池倍率容量和放电平台的电子烟用锂离子电池。
技术实现要素:
3.本实用新型的目的在于提供一种电子烟用双重极耳锂离子电池,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种电子烟用双重极耳锂离子电池,包括单电芯,所述单电芯包括由正极片和负极片共同卷绕制成的卷芯,所述正极片包括铝箔,所述铝箔的正反两面均通过涂布机均匀涂布有正极浆料涂层,所述正极片上通过超声波焊接有正极双重极耳,所述负极片包括铜箔,所述铜箔的正反两面均通过涂布机均匀涂布有负极浆料涂层,所述负极片上通过超声波焊接有负极双重极耳,所述正极双重极耳、所述负极双重极耳分别延伸到所述卷芯的两端外侧。
6.作为优选,所述卷芯的外侧壁中间处喷涂有喷码。
7.作为优选,所述正极双重极耳延伸到所述卷芯外侧的长度为3.0
±
1.0mm,所述负极双重极耳延伸到所述卷芯外侧的长度为5.0
±
1.0mm。
8.作为优选,所述卷芯外侧壁靠近所述正极双重极耳的一端粘贴有一圈正极胶纸,所述卷芯外侧壁靠近所述负极双重极耳的一端粘贴有一圈负极胶纸,所述正极胶纸、所述负极胶纸的宽度均为7.0
±
1.0mm。
9.作为优选,所述单电芯的整体长度为≤70mm,所述单电芯的两边端头处直径为≤21mm,所述卷芯的截面直径为20.5
±
0.3mm。
10.作为优选,所述铝箔的厚度为16μm,所述铜箔的厚度为12μm,所述铝箔与所述铜箔的长宽尺寸相同。
11.作为优选,所述卷芯在卷绕时,所述正极片与所述负极片之间设有隔膜,所述隔膜
与所述正极片的长宽尺寸相同。
12.作为优选,所述正极双重极耳由两片正极单片极耳组成,两片所述正极单片极耳分别通过大功率超声波焊接机焊接固定在所述正极片极耳位的正反两面上,两片所述正极单片极耳延伸到所述正极片外侧的部分重叠抵接并通过超声波焊接。
13.作为优选,所述负极双重极耳由两片负极单片极耳组成,两片所述负极单片极耳分别通过大功率超声波焊接机焊接固定在所述负极片极耳位的正反两面上,两片所述负极单片极耳延伸到所述负极片外侧的部分重叠抵接并通过超声波焊接。
14.作为优选,所述正极单片极耳、所述负极单片极耳的宽*厚尺寸均为6.0mm*0.2mm,所述正极单片极耳与所述正极片的接触面上粘贴有第一高温胶,所述负极单片极耳与所述负极片的接触面上粘贴有第二高温胶,所述第一高温胶、所述第二高温胶的宽度为12.0mm。
15.与现有技术相比,本实用新型的有益效果是:
16.1.该电子烟用双重极耳锂离子电池,针对大电流放电电池内部温度过高的情况,通过提升作为正负极集流体的铝箔和铜箔的厚度,可降低电池放电温度保证电池安全并提升倍率,同时通过提升极耳的规格尺寸,并通过大功率超声波焊接机实现特制双重极耳的焊接效果,可增加电池倍率容量与放电平台,并防止放电电流过大导致烧极耳现象,从而保证电池质量;
17.2.该电子烟用双重极耳锂离子电池可以在不增加锂离子电池的体积前提下,按照标准要求提升电池倍率容量与放电平台,可以保证蒸汽型电子烟雾化效果、保证使用时间、提升放电平台、提升倍率容量,从而有效提升用户体验。
附图说明
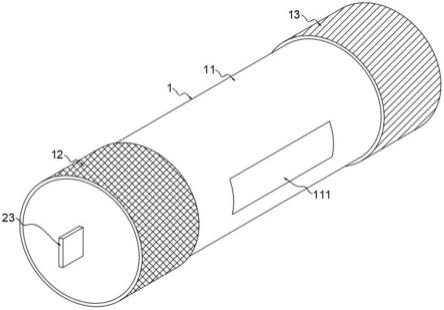
18.图1为实用新型中单电芯的整体结构示意图;
19.图2为实用新型中单电芯的另一角度的整体结构示意图;
20.图3为实用新型中正极片的俯视结构示意图;
21.图4为实用新型中负极片的俯视结构示意图;
22.图5为实用新型中正极片的整体结构示意图;
23.图6为实用新型中负极片的整体结构示意图。
24.图中:
25.1、单电芯;11、卷芯;111、喷码;12、正极胶纸;13、负极胶纸;
26.2、正极片;21、铝箔;22、正极浆料涂层;23、正极双重极耳;231、正极单片极耳;24、第一高温胶;
27.3、负极片;31、铜箔;32、负极浆料涂层;33、负极双重极耳;331、负极单片极耳;34、第二高温胶。
具体实施方式
28.下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实用新型仅仅是本实用新型一部分实用新型,而不是全部的实用新型。基于本实用新型中的实用新型,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实用新型,都属于本实用新型保护的范围。
29.在本实用新型的描述中,需要理解的是,术语“中间”、“长度”、“宽度”、“厚度”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
31.请参阅图1-图6,本实用新型提供一种技术方案:
32.一种电子烟用双重极耳锂离子电池,包括单电芯1,单电芯1包括由正极片2和负极片3共同卷绕制成的卷芯11,正极片2包括铝箔21,铝箔21的正反两面均通过涂布机均匀涂布有正极浆料涂层22,正极片2上通过超声波焊接有正极双重极耳23,负极片3包括铜箔31,铜箔31的正反两面均通过涂布机均匀涂布有负极浆料涂层32,负极片3上通过超声波焊接有负极双重极耳33,正极双重极耳23、负极双重极耳33分别延伸到卷芯11的两端外侧。
33.本实施例中,卷芯11的外侧壁中间处喷涂有喷码111。
34.具体地,喷码111的信息包括该电池的独立编号、电池容量、放电平台及放电功率等,如:
35.本实施例中,正极双重极耳23延伸到卷芯11外侧的长度为3.0
±
1.0mm,负极双重极耳33延伸到卷芯11外侧的长度为5.0
±
1.0mm,延伸出的部分便于在用外壳封装电池时,正负极耳可以留有安装的余地。
36.进一步地,卷芯11外侧壁靠近正极双重极耳23的一端粘贴有一圈正极胶纸12,卷芯11外侧壁靠近负极双重极耳33的一端粘贴有一圈负极胶纸13,正极胶纸12和负极胶纸13用于固定卷芯11,避免卷芯散开,同时正负极胶纸均具有绝缘隔离的作用。
37.具体地,正极胶纸12、负极胶纸13的宽度均为7.0
±
1.0mm。
38.进一步地,单电芯1的整体长度为≤70mm,单电芯1的两边端头处直径为≤21mm,卷芯11的截面直径为20.5
±
0.3mm,使单电芯1的尺寸规格符合常规的电子烟用的圆柱形锂电池的使用需求,使单电芯1可以完全装入固定尺寸的外壳内。
39.本实施例中,铝箔21的厚度为16μm,铜箔31的厚度为12μm。
40.其中,常规的正极集流体一般采用厚度为12μm的铝箔21,本实施例中将正极集流体的厚度提升为16μm的铝箔21,针对大电流放电电池内部温度过高,提升铝箔21厚度可降低电池放电温度,以保证电池安全并提升倍率。
41.其中,常规的负极集流体一般采用厚度为8μm的铜箔31,本实施例中将负极集流体的厚度提升为12μm的铜箔31,针对大电流放电电池内部温度过高,提升铜箔31厚度可降低电池放电温度,以保证电池安全并提升倍率。
42.具体地,铝箔21与铜箔31的长宽尺寸相同,便于卷绕成尺寸均匀平整的卷芯11。
43.进一步地,卷芯11在卷绕时,正极片2与负极片3之间设有隔膜,隔膜与正极片2的长宽尺寸相同。
44.具体地,隔膜的材质包括但不限于:单层pp膜、单层pe膜、双层pp膜、双层pe膜、三
层(pp/pe/pp)膜等。
45.本实施例中,正极双重极耳23由两片正极单片极耳231组成,两片正极单片极耳231分别通过大功率超声波焊接机焊接固定在正极片2极耳位的正反两面上,两片正极单片极耳231延伸到正极片2外侧的部分重叠抵接并通过超声波焊接。
46.进一步地,负极双重极耳33由两片负极单片极耳331组成,两片负极单片极耳331分别通过大功率超声波焊接机焊接固定在负极片3极耳位的正反两面上,两片负极单片极耳331延伸到负极片3外侧的部分重叠抵接并通过超声波焊接。
47.其中,超声波焊接机优选采用大流量大功率的超声波焊接机,因普通超声波焊接机无法满足上述特制双重极耳的焊接效果,使用大功率超声波焊接机可保证特制极耳的焊接效果,从而保证电池质量。
48.本实施例中,正极单片极耳231、负极单片极耳331的宽*厚尺寸均为6.0mm*0.2mm。
49.其中,常规的极耳的宽*厚尺寸一般为5.0mm*0.15mm,在大电流放电过程中,提高极耳规格可增加电池倍率容量与放电平台,并防止放电电流过大导致烧极耳现象。
50.进而,通过上述结构,可以将电池的容量由2000mah提升到2200mah,放电平台由3.1v提升到3.3v。
51.另外,正极单片极耳231、负极单片极耳331的长度应分别根据使用需求及极片的宽度来决定,也可进行一定限度的调整。
52.进一步地,正极单片极耳231与正极片2的接触面上粘贴有第一高温胶24,负极单片极耳331与负极片3的接触面上粘贴有第二高温胶34。
53.其中,第一高温胶24、第二高温胶34的作用为防止极耳刺破隔膜,可以有效提高电池成品的安全性能。
54.具体地,第一高温胶24、第二高温胶34的宽度为12.0mm,以确保高温胶能够完全盖住极耳。
55.此外,正极浆料涂层22由正极活性材料、导电剂、粘结剂及溶剂按照一定的比例配比混匀制成,负极浆料涂层32由负极活性材料、导电剂、粘结剂及溶剂按照一定的比例配比混匀制成。
56.进一步地,将制备完成的单电芯1置于电池外壳中,注入特制的电解液,对外壳进行封装、静置、化成等操作,最终得到锂离子电池成品。
57.具体地,制备倍率型电解液时,使用混合锂盐和倍率型溶剂,添加一定量的酯类溶剂,并添加少量环丁砜(sl)和双草酸硼酸锂(libob)作为特种添加剂,可以有效改善提升电解液的低温性能和倍率性能。
58.本实用新型的电子烟用双重极耳锂离子电池在使用时,首先分别制备正负极浆料,将正负极浆料分别均匀涂布到作为正负极集流体的铝箔21、铜箔31上,分别完成正极双重极耳23和负极双重极耳33的焊接,再在制备完成的正负极片之间用隔膜隔开,通过卷绕设备将正负极片卷制成卷芯11,在卷芯11两端粘贴正负极胶纸,并在卷芯11中间喷涂上喷码111,然后将制成的单电芯1置于外壳中,注入特制电解液后,最后进行封装、静置、化成,制得成品锂离子电池。
59.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实用新型的限制,上述实用新型和说明书中
描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。