1.本实用新型涉及模具技术领域,特别是一种带顶盖的外观无浇口的激光雷达外罩的模具。
背景技术:
2.激光雷达是以发射激光束探测目标的位置、速度等特征量的雷达系统。而激光雷达外罩是激光雷达系统整机的保护罩,其不仅需要实现防护激光雷达整机的目的,还要确保激光雷达发射红外激光能具备高穿透外罩的特性。
3.而在制造带有顶盖的激光雷达外罩的现有技术中,主要有两种设置进浇口的方案,如图1所示,其中一种是将浇口设置在顶部中心,并采用点进胶方式;还有一种是将浇口设置在底部法兰侧壁,并采用直进胶方式,而这两种进胶的方式存在会使得激光雷达外罩的外观上存在明显的设置进胶口的痕迹的问题,即使是外罩组装完后仍然无法完全的遮蔽该进胶口从而影响该激光雷达产品整体的美观。同时也会因为带顶盖的激光雷达外罩的结构径向小,侧壁高且壁厚薄,所以就会导致注塑成型过程中容易发生困气、注不满的问题。
技术实现要素:
4.本实用新型的目的在于提供一种带顶盖的外观无浇口的激光雷达外罩的模具,能够实现制造带顶盖的激光雷达外罩时,带顶盖的激光雷达外罩的外观上光滑整洁,具有美观性,并且解决了在制造成型过程中因潜在的困气注不满造成的成型缺陷的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种带顶盖的外观无浇口的激光雷达外罩的模具,其特征在于:包括定模组件和动模组件,所述定模组件包括光学定模模芯、定模螺旋水路、定模镶块和排气钢镶块,所述排气钢镶块设置在所述激光雷达外罩的顶部,所述定模镶块设置在所述排气钢镶块的外侧,所述光学定模模芯设置在所述定模镶块的下方,所述光学定模模芯、定模镶块和排气钢镶块拼接成可成型所述激光雷达外罩的上腔体,所述动模组件包括动模镶块、光学动模模芯,所述动模镶块设置在所述光学定模模芯的下方,所述光学动模模芯设置在所述激光雷达外罩的正下方,所述动模镶块、光学动模模芯镶拼构成可成型所述激光雷达外罩的下腔体,所述上腔体和所述下腔体组成可成型所述激光雷达外罩的腔体,所述动模镶块和所述光学定模模芯的连接处设置有推切式潜进胶料头,并与所述腔体的底部进胶口连通设置。
6.进一步的,所述光学定模模芯远离所述腔体的一侧设置有定模螺旋水路,所述光学动模模芯的内部中间设置有动模螺旋水塔。
7.进一步的,所述光学定模模芯上下端与所述定模螺旋水路的连接处均设置有密封圈,所述光学动模模芯底部与所述动模螺旋水塔底部的连接处设置有密封圈。
8.进一步的,所述激光雷达外罩的腔体包括上部腔体、中部腔体、下部腔体,所述上部腔体、中部腔体、下部腔体的宽度依次递减。
9.进一步的,所述下部腔体的宽度设置比所述中部腔体的宽度薄0.2~0.5mm,所述
中部腔体的宽度设置比所述上部腔体的宽度薄0.2~0.5mm。
10.本实用新型的有益效果:本实用新型的目的是提供一种带顶盖的外观无浇口的激光雷达外罩的模具,进浇口设置在制造带顶盖的外观无浇口的激光雷达外罩的模具底部的非外观面,使得在底部的非外观面形成一个进胶料柄,再结合排气钢镶块在注胶时进行排气、定模螺旋水路和动模螺旋水塔对注胶成型后的激光雷达外罩进行冷却后,推切式潜进胶料头对形成的进胶料柄进行切割,从而有效解决了现有的带顶盖的激光雷达外罩在外观面上具有明显可见的进浇口痕迹而影响到激光雷达整机外观的问题,同时也解决了该类型的激光雷达外罩在成型过程中常出现的困气、注不满等成型缺陷,实现了集最优外观、性能、可制造性于一体的激光雷达外罩。
附图说明
11.图1为现有的两种设置进浇口示意图;
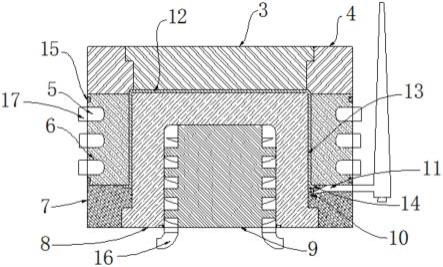
12.图2为本实用新型带顶盖的外观无浇口的激光雷达外罩的模具结构示意图;
13.图3为本实用新型带顶盖的外观无浇口的激光雷达外罩的模具的爆炸图。
14.其中:1、顶部点浇口,2、法兰侧壁直浇口,3、排气钢镶块,4、定模镶块,5、定模螺旋水路,6、光学定模模芯,7、动模镶块,8、光学动模模芯,9、动模螺旋水塔,10、底部进胶口,11、推切式潜进胶料头,12、上部腔体,13、中部腔体,14、下部腔体,15、密封圈,16、第一外围水路水口,17、第二外围水路水口。
具体实施方式
15.下面结合附图对本实用新型做进一步说明。
16.请参阅图2,本实用新型提供了一实施例:一种带顶盖的外观无浇口的激光雷达外罩的模具,其特征在于:包括定模组件和动模组件,所述定模组件包括光学定模模芯6、定模螺旋水路5、定模镶块4和排气钢镶块3,所述排气钢镶块3设置在所述激光雷达外罩的顶部,所述定模镶块4设置在所述排气钢镶块3的外侧,所述光学定模模芯6设置在所述定模镶块4的下方,所述光学定模模芯6、定模镶块4和排气钢镶块3拼接成可成型所述激光雷达外罩的上腔体,所述动模组件包括动模镶块7、光学动模模芯8,所述动模镶块7设置在所述光学定模模芯6的下方,所述光学动模模芯8设置在所述激光雷达外罩的正下方,所述动模镶块7、光学动模模芯8镶拼构成可成型所述激光雷达外罩的下腔体,所述上腔体和所述下腔体组成可成型所述激光雷达外罩的腔体,所述动模镶块7和所述光学定模模芯6的连接处设置有推切式潜进胶料头11,并与所述腔体的底部进胶口10连通设置。排气钢镶块3的厚度可以设置在30-50mm之间,通过推切式潜进胶料头11向腔体的底部进胶口10进行进胶时,排气钢镶块3上有非常细微的小孔可以顺畅的排出腔体内的气体的同时,不影响激光雷达外罩的光滑度还促进快速走胶,在完成激光雷达外罩的的浇筑定型后,推切式潜进胶料头11可自动与激光雷达外罩下部的进胶料柄断开脱离。
17.请继续参阅图2所示,本实用新型一实施例中,所述光学定模模芯6远离所述腔体的一侧设置有定模螺旋水路5,所述光学动模模芯8的内部中间设置有动模螺旋水塔9。在走胶结束后,为了加快激光雷达外罩的快速降温、冷却,就在光学定模模芯6内部中间的动模螺旋水塔9可以对光学动模模芯8通过第一外围水路水口16供水来进行冷却和控温,光学定
模模芯6远离腔体一侧的定模螺旋水路5可以对光学定模模芯6通过第二外围水路水口17供水来进行冷却和控温,使得带顶盖的激光雷达外罩在外观面光滑平整、具有美观的效果,同时也解决了该类型的激光雷达外罩在成型过程中常出现的困气、注不满等成型的问题。
18.请继续参阅图2所示,本实用新型一实施例中,所述光学定模模芯6上下端与所述定模螺旋水路5的连接处均设置有密封圈15,所述光学动模模芯8底部与所述动模螺旋水塔9底部的连接处设置有密封圈15。在光学定模模芯6上下端与定模螺旋水路5的连接处设置密封圈15和在光学动模模芯8底部与所述动模螺旋水塔9底部的连接处设置有密封圈15可以使得光学定模模芯6和定模螺旋水路5之间以及光学定模模芯6和动模螺旋水塔9之间的密封性能更好,避免发生漏水从而影响激光雷达外罩的成型。
19.请继续参阅图2所示,本实用新型一实施例中,所述制造激光雷达外罩的腔体包括上部腔体12、中部腔体13、下部腔体14,所述上部腔体12、中部腔体13、下部腔体14的宽度依次递减。上部腔体12、中部腔体13、下部腔体14的宽度依次递减能够使得更加有利于注塑成型时胶料的走向,从而避免发生困气不良的问题。
20.请继续参阅图2所示,本实用新型一实施例中,所述下部腔体14的宽度设置比所述中部腔体13的宽度薄0.2~0.5mm,所述中部腔体13的宽度设置比所述上部腔体12的宽度薄0.2~0.5mm。中部腔体13的宽度一般为1.2-3mm,下部腔体14的宽度设置比中部腔体13的宽度薄0.2~0.5mm,中部腔体13的宽度设置比上部腔体12的宽度薄0.2~0.5mm为本实用新型的最佳实施例,对解决困气不良的问题的效果最好。
21.本实用新型具有以下工作原理:通过推切式潜进胶料头经腔体非外观面的底部进胶口后会形成一个进胶料柄,然后配合排气钢镶块上不会影响激光雷达外罩的光滑度的气孔进行排气,促进胶料浇筑进腔体内,待激光雷达外罩成型后,在开模过程中,推切式潜进胶料头可自动与激光雷达外罩下部的进胶料柄断开脱离。
22.本实用新型需嵌入常规的定制模架才能正常使用,模架多为可订购的标准件。本实用新型中定制模架的为现有技术,本领域中的技术人员已经能够清楚了解,在此不进行详细说明。
23.以上所述仅为本实用新型的较佳实施例,不能理解为对本技术的限制,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。