1.本实用新型涉及一种滤芯加工辅助装置,具体涉及一种滤芯合缝片加工装置。
背景技术:
2.滤芯生产过程中,需要先将成卷的过滤网裁剪成片状后,经拍波机加工出滤褶后进行合缝形成滤筒,合缝时一般采用v形合缝片将过滤网片两端进行合缝连接。
3.合缝片是采用金属带材折弯成型的v形片,目前,合缝片的加工方式有两种:一是人工将裁好的定长的铝带放进一个平台的缝隙内,固定好尺寸后将其夹紧,利用另一块压板向外暴露的部分铝板施压折成v形片;二是采用折弯机进行自动折弯成型。采用人工折弯时需要人工目测定位,对称性不好,对后期使用带来不便,且加工质量不稳定,因此,公告号为cn106077180b的专利公开了一种滤芯合缝v型片加工装置,该装置利用导轮将板料送到一级成型轮上用挤压轮初步挤压成槽后,再送入二级成型轮进行精准挤压成型获得合格产品,具有省时省力,质量稳定、适用范围广的优点。上述滤芯合缝v型片加工装置相比传统的人工加工方式省时省力、质量稳定,但是该装置由一对导向架和前后两个成型机依次对接而成,结构复杂、设备成本高,并且使用时先把四个导向块之间的两根横梁上,由于两根横梁具有一定间距,该设备并不适用于小尺寸滤芯合缝用的合缝片。
4.另外,由于现有的折弯机在结构尺寸和转弯程度上都不适用合缝片的生产,折弯效果不好,在进行合缝片传送时容易导致合缝片发生扭曲,生产出的合缝片的质量不好。为了提高合缝片自动折弯质量,避免合缝片在输送的过程中发生扭曲,公告为cn214053223u的专利文献公开了一种滤芯生产用合缝片折弯机,该折弯机通过设置导向杆使得滑座在滑架安全稳定的输送,避免了在输送的过程中发生晃动,使得输送精准,避免了合缝片在输送的过程中发生扭曲。该折弯机虽然能够先将带材折弯再截断,能够生产不同长度的合缝片,但是该折弯机需要两次折弯才能将合缝片成型为v形片,两次折弯成型步骤多,并且生产不同长度的合缝片时需要经过多次调试,不适用于小批量多型号滤芯生产厂家。
技术实现要素:
5.为了克服上述现有技术的不足和缺陷,本实用新型的提供一种结构简单、使用方便的滤芯合缝片加工装置。
6.为实现上述目的,本实用新型所采用的技术方案是:一种滤芯合缝片加工装置,包括:工作台;和成型机构,设置在工作台上,将裁切成定长的金属带折弯成v形;所述成型机构包括:底板,所述底板的一端伸出所述工作台;压板,设置在所述底板上方,所述压板和所述底板的伸出所述工作台一端的端面位于同一竖直平面内,该压板和所述底板之间具有间隙以插入待折弯的金属带;调整组件,用于调整所述压板和所述底板之间的间隙大小; 定位组件,具有设置在所述压板和所述底板之间的定位条,用于定位所述金属带以限制该金属带插入所述间隙内的宽度;和成型组件,位于所述底板伸出所述工作台的一端,用于成型插入所述间隙内的金属带;其中,所述压板伸出所述工作台的一端的上表面设置为斜坡面。
通过成型组件与定位组件的配合将插入压板和底板缝隙内的金属带一次折弯成型,操作简单。
7.在上述技术方案中,所述成型组件包括:横截面呈圆形的成型杆;和连接构件,所述成型杆通过所述连接构件连接在所述底板上;其中,所述连接构件具有固定在所述底板两端的连接轴,所述成型杆以所述连接轴为中心可旋转地设在底板的一侧。该结构的成型结构简单,易于制作,制作中成本低。
8.在上述技术方案中,所述连接构件包括:连接轴;和呈门型的连接架,所述连接架由两平行设置的连接杆以及设置在两立杆之间的横杆构成,两所述连接杆远离所述横杆的一端分别与套装在所述连接轴上的连接套固定连接;其中,所述成型杆两端分别与对应的连接杆固定连接。通过设置连接轴以及连接套能够实现成型杆的旋转,进而对金属带折弯成型。
9.在上述技术方案中,所述成型组件还包括:成型套,套设在所述成型杆的表面,所述成型套外表面经抛光处理使其粗糙度不高于ra0.1。通过设计套装在成型杆上的成型套,成型套表面不经过焊接,便于保证其表面光滑度,从而防止工作时,金属带材表面被刮花。
10.在上述技术方案中,所述调整组件包括:垫板,所述垫板的厚度略大于待成型的金属带的厚度,以使得所述金属带能够插入所述间隙内,所述垫板设置在所述压板和所述底板之间,且该垫板的端面为定位面。垫板的使得压板和底板之间保持间隙,且垫板的端面为定位面,起到定位的效果,该结构的滤芯合缝片加工装置结构简单。
11.本实用新型提供的另一种调整组件的技术方案,所述调整组件包括:调整螺栓,所述调整螺栓的顶端依次穿过所述工作台的工作台板、所述底板并抵接在所述压板的下表面上,以使所述压板与所述底板之间具有间隙,该调整螺栓与所述底板螺纹连接。通过旋转调整螺栓调整压板和底板之间的间隙大小,从而使得本实用新型的滤芯合缝片加工装置适用于不同厚度的合缝片加工。
12.在上述技术方案中,所述定位组件包括:定位条和定位槽,在所述压板的下表面以及所述底板的上表面上均开设有所述定位槽,所述定位条设置在所述定位槽内;其中,所述定位条的顶面伸出位于所述底板上的定位槽并通过锁紧构件锁紧在所述定位槽内。通过调整定位条的位置进行满足不同宽度的合缝片的加工。
13.与现有技术相比,本实用新型的有益效果是:
14.1.本实用新型通过底板、设置在底板上方的压板与绕压板一端转动的成型杆配合将金属带加工成合缝片,结构简单、紧凑,设计合理、便于制作,制作成本低,能够一次对金属带成型,操作方便;
15.2.本实用新型通过设置调整组件能够满足不同厚度的合缝片的生产,通过设置定位组件能够对待加工的金属带定位,保证加工出的合缝对称,加工质量稳定;本实用新型能够对不同尺寸的合缝片的加工,使用范围广,适用于小批量多尺寸的滤芯的生产厂家,实用性强,结构简单,易于制作,采用钢板和圆钢构成的主体结构,便于取材,加工制造成本低。
附图说明
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的成型机构与工作台板的结构示意图;
18.图3是本实用新型实施例1的成型机构的结构示意图;
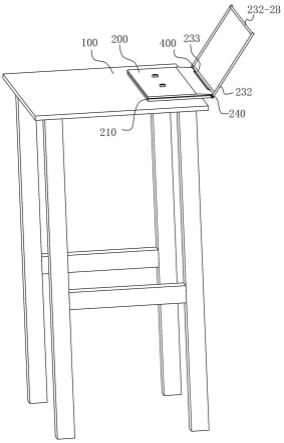
19.图4是本实用新型的滤芯合缝片加工装置的使用状态示意图;
20.图5是本实用新型实施例3的成型机构的结构示意图。
21.图中标号:100、工作台,110、工作台板,120、支腿;200、成型机构,210、底板,220、压板,230、成型组件,231、成型杆,232、连接构件,232-1、连接轴,232-2、连接架,232-2a连接杆,232-2b、横杆,240、压板和底板之间的间隙,250、斜坡面,260、垫板,270、定位组件,271、定位条,272、定位槽,273、锁紧螺栓,274、螺纹孔,300、螺栓。
具体实施方式
22.应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.下面将结合附图1-3对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.实施例1:如图1所示的一种滤芯合缝片加工装置,包括工作台100和成型机构200,工作台由工作台板110和固定在工作台板110底面四角的支腿120构成,成型机构200设置在工作台板110上,成型机构200将裁切成定长的金属带折弯成v形从而加工成合缝片,合缝片一般采用铝带支撑,成卷的铝带裁切成定长的铝带片后利用本实用新型的加工装置加工成型。如图2所示,本实施例的成型机构200包括底板210、压板220、调整组件、定位组件270和成型组件230,底板210的一端伸出工作台板210,压板220设置在底板210上方,压板220和底板210的伸出工作台板210一端的端面位于同一竖直平面内,即压板220和底板210的端面齐平,该压板220和底板210之间具有间隙240以插入待折弯的金属带,压板220和底板210均采用钢板制成;调整组件用于调整间隙240的大小,以使得该滤芯加工装置适用于不同厚度的金属带;定位组件270具有设置在压板210和底板220之间的定位条,用于定位金属带以限制该金属带插入间隙240内的宽度,从而保证加工出的合缝片两边对称;底板210伸出工作台板110的一端,用于成型插入间隙240内的金属带,其中,压板210伸出工作台板210的一端的上表面设置为斜坡面250,斜坡面250为向伸出工作台板110的一端倾斜设置,利用斜坡面250能够将金属带折弯成v形。
25.本实施例的成型组件230包括横截面呈圆形的成型杆231和连接构件232,成型杆231通过连接构件232连接在底板210上;其中,连接构件232具有固定在底板两端的连接轴232-1,成型杆231以连接轴231为中心可旋转地设在底板210的一侧,连接构件232包括连接轴232-1和呈门型的连接架232-2,连接架232-2由两平行设置的连接杆232-2a以及设置在两立杆232-2a之间的横杆232-2b构成,两连接杆232-2a远离横杆232-2b的一端分别与套装在连接轴232-1上的连接套232-3固定连接,连接套232-3可绕连接轴232-1旋转;其中,成型杆231两端分别与对应的连接杆232-2a通过焊接的方式固定连接。为了保证成型杆表面光滑度,防止在加工过程中刮花金属带的外表面,本实施例的成型杆231外表面经抛光加工,该成型杆231外表面粗糙度不高于ra0.1,成型杆231采用圆钢制作,优选的,采用不锈钢圆钢制作。
26.在本实用新型的其他实施例中,如图3所示,为了便于成形,在成型杆231的外侧套装有成型套233,成型套233为不锈钢套,其外表面粗糙度不高于ra0.1。
27.本实施例的调整组件采用如下结构:如图3所示,调整组件为垫板260,垫板260的厚度略大于待成型的金属带的厚度,以使得金属带能够插入间隙240内,垫板260设置在压板220和底板210之间从而使得压板220和底板210具有间隙,垫板260的端面为定位面,通过调整垫板260的段距压板220伸出工作台板110一端的端面之间的距离,以满足不同宽度的合缝片的加工需求,此时的垫板260也作为定位条使用。底板210和压板220远离斜坡面250的一端通过螺栓300连接,需要加工不同厚度的合缝片时,通过转动螺栓300,使得压板220松动,更换不同厚度的垫板260即可,该结构的调整组件结构简单,取材方便,垫板采用废旧金属带即可。
28.如图4所示,使用本实用新型时,将裁切成定长的铝带500,铝带500的长度根据滤筒的高度相等,将铝带500插入间隙240内,手持横杆232-2b使得成型杆231绕连接轴232-1旋转,在成型杆231作用下,铝带500沿着压板220的斜坡面250形成v形合缝片,该滤芯合缝片加工装置能够将铝带一次成型,操作简单,使用方便,且设计合理,结构简单、紧凑,便于制作,制作成本低。
29.实施例2:图未示出,实施例2结构与实施例1的结构基本相同,不同的是调整组件的结构,本实施例的调整组件包括调整螺栓,调整螺栓的顶端依次穿过工作台板110、底板210并抵接在压板220的下表面上,以使压板220与底板210之间具有间隙240,该调整螺栓与底板210螺纹连接,或者调整螺栓与工作台板120螺纹连接。该结构的调整组件更加便于调整压板220与底板210之间的距离从而适用于不同厚度的合缝片的加工。本实施例的垫板260的厚度根据间隙240大小而定。
30.实施例3:如图5所示,本实施例的结构与实施例2的结构基本相同,不同的是定位组件的结构,本实施例的定位组件270包括定位条271和定位槽272,在压板220的下表面以及底板210的上表面均开设有定位槽272,定位条271设置在定位槽272内;其中,定位条271的顶面伸出位于底板210上的定位槽272并通过锁紧构件锁紧在定位槽272内。本实施例的定位条271的顶面抵接在位于开设在压板220的定位槽272槽底上,该定位条270为金属条,本实施例的锁紧构件包括锁紧螺栓273以及间隔分别在压板220上的多个螺纹孔274,螺纹孔274分成两列,两类螺纹孔274分别位于压板220的两端,在每列螺纹孔274中的其中一个螺纹孔274内均安装有锁紧螺栓273,通过锁紧螺栓273将定位条271压紧,防止在使用过程中定位条271 产生移位,保证合缝片加工质量,当需要加工不同宽度的合缝片时,将不同的锁紧螺栓273装入不同位置的螺纹孔274内,以对处于不同位置的定位条定位。为了便于调整定位条,在定位条271底面和开设在底板210上的定位槽272之间设置有弹性件,当需要调整定位条的位置时,松开锁紧螺栓273,向下压定位条271将定位条271移动到合适位置即可,弹性件为固定在定位条底面271上的橡胶弹簧,为了将定位条方便移动到符合生产需要的位置,定位槽272上设置刻度线。
31.在其他未示出图的实施例中,定位槽272的外侧设置有齿条,齿条通过弹片固定在底板210上,在定位条271的一端伸出定位槽272的一端的底面上设置有与齿条适配的齿面,通过齿面的结合对定位条锁紧,防止在加工过程中定位条271发生移位,保证加工质量。需要移位时向下压齿条是的齿条和定位条271的齿面脱离后,移动定位条271即可,调整方式
方便,从而满足不同宽度的合缝片的生产需求。
32.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
