1.本实用新型属于汇流片装配相关技术领域,特别是涉及一种汇流片装配机。
背景技术:
2.目前,现有的用于汇流片与主体零件之间的装配主要采用电动装配机和手动装配机,电机装配机工作的生产效率高,然而其生产制造成本高,而且后期使用时需要用电驱动,使得后续的使用成本也高,满足不了企业的使用需求;手动装配机的生产制备成本低,且后续工作时并不需要能耗,然而其工作由工人手动操作,使得手动装配机在后续使用时,容易出现漏装、反装、错装等不良的装配问题发生。
技术实现要素:
3.有鉴于此,有必要提供一种用于解决上述技术问题的汇流片装配机。
4.一种汇流片装配机,包括:
5.底座工装,所述底座工装能够夹持并定位主体零件;
6.预装工装,所述预装工装能够以松配的方式夹持汇流片,其中,所述汇流片与所述主体零件一一对应;
7.压头,所述压头能够推顶所述汇流片,以使所述汇流片插入并装配至对应的所述主体零件上,其中,所述压头上设有金属探针,且所述压头能够带动所述金属探针与所述汇流片配合并产生第一反馈信号;
8.压头驱动机构,所述压头驱动机构能够驱使所述压头作相对所述底座工装的往复运动;以及
9.检测传感器,所述检测传感器安装于所述底座工装,用以检测所述主体零件并产生第二反馈信号。
10.在本技术中,通过上述金属探针及检测传感器的结构设置,使得该汇流片装配机工作时,能够用金属探针检测预装工装是否安装有符合装配要求的汇流片,用检测传感器检测底座工装上是否安装有主体零件,以此实现该汇流片半自动手动装配的工作模式,这样在满足低成本、低能耗作用的基础上,提高了装配后产品的品质,避免出现漏装、反装、错装等不良的装配问题发生。
11.在其中一个实施例中,所述检测传感器设置为光纤传感器。
12.可以理解的是,将检测传感器设置为光纤传感器,以此具体实现该检测传感器的一实施例,使得该检测传感器能够就地取材,具有降低生产成本的作用。
13.在其中一个实施例中,所述压头上金属探针的数量为两根,两根所述金属探针能够与所述汇流片配合导电。
14.可以理解的是,通过上述合理的结构设置,使得该金属探针能够利用汇流片的导电特性,来实现对汇流片是否在对应的预装工装检测的目的,以满足对汇流片检测的使用需求。
15.在其中一个实施例中,所述压头的数量为多个,多个压头共同连接有压头连接块,且多个所述压头能够通过所述压头连接块安装于所述压头驱动机构上。
16.可以理解的是,将压头的数量为多个,使得该汇流片装配机工作时能够同时实现多个汇流片与主体零件之间的装配,具有提高装配效率的作用;同时,通过压头连接块的结构设置,以此具体实现该多个压头在压头驱动机构上装配的使用需求。
17.在其中一个实施例中,所述压头驱动机构包括手柄、传动组件及滑块,所述滑块通过所述传动组件与所述手柄连接,以使所述手柄能够驱使所述滑块作相对所述底座工装的往复运动。
18.可以理解的是,通过上述手柄、传动组件及滑块的结构设置,以此具体实现该压头驱动机构的结构设置,以满足对压头驱动的使用需求。
19.在其中一个实施例中,所述汇流片装配机还包括位置检测传感器,所述位置检测传感器能够检测所述滑块的行程并产生第三反馈信号。
20.可以理解的是,通过上述位置检测传感器的结构设置,使得该汇流片装配机工作时,能够实现对滑块行程的检测,亦即达到对汇流片与主体零件是否装配到位检测的目的。
21.在其中一个实施例中,所述位置检测传感器设置为接近开关,所述滑块上设有信号触发件,所述滑块能够带动所述信号触发件与所述接近开关配合,以使所述接近开关产生第三反馈信号。
22.可以理解的是,通过上述接近开关及信号触发件的结构设置,以此具体实现该位置检测传感器的一实施例,以满足对滑块行程检测的使用需求,具有简化结构,降低成本的作用。
23.在其中一个实施例中,所述汇流片装配机还包括单向行程限位机构,所述单向行程限位机构安装于所述滑块上,用以选择性地控制所述滑块进行单向运动。
24.可以理解的是,通过上述单向行程限位机构的结构设置,实现对滑块单向运动的控制,使得该汇流片装配机一旦出现装配问题,可用单向行程限位机构限制滑块复位,以对操作该汇流片装配机的工人起到约束的作用,这样能够防止装配后得到的不良品混入合格品中。
25.在其中一个实施例中,所述单向行程限位机构包括单向齿条主体、保险锁组件及伸缩驱动件,所述单向齿条主体固定地安装于所述滑块上,所述保险锁组件安装于所述伸缩驱动件上,且所述伸缩驱动件能够驱使所述保险锁组件与所述单向齿条主体配合,以限制所述滑块朝远离所述底座工装的方向进行运动。
26.可以理解的是,通过上述单向齿条主体、保险锁组件及伸缩驱动件的结构设置,以此具体实现该单向行程限位机构的结构设置,使得该单向行程限位机构工作时具体可用伸缩驱动件进行自动控制。
27.在其中一个实施例中,所述汇流片装配机还包括蜂鸣器及/或指示灯,所述蜂鸣器及/或所述指示灯能够向外发出不同的提示信息。
28.可以理解的是,通过上述蜂鸣器及/或指示灯的结构设置,以便于工人对该汇流片装配机工作状态的直接观测。
附图说明
29.为了更清楚地说明本技术实施例或传统技术中的技术方案,下面将对实施例或传统技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本技术的一些实施例,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
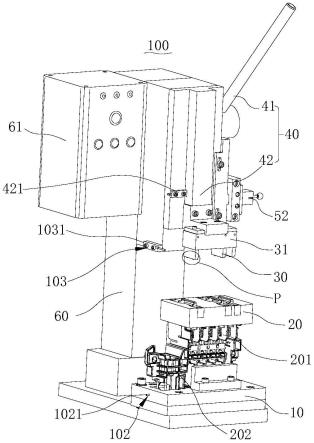
30.图1为本技术一实施例所提供的汇流片装配机的结构示意图;
31.图2为图1中p部放大图。
32.图3为本技术一实施例所提供的汇流片装配机另一视角的结构示意图。
33.附图标记,10、底座工装;20、预装工装;21、支撑立柱;30、压头;31、压头连接块;40、压头驱动机构;41、手柄;42、滑块;421、信号触发件;50、单向行程限位机构;51、单向齿条主体;52、保险锁组件;53、伸缩驱动件;60、机架;61、电控箱;100、汇流片装配机;101、金属探针;102、检测传感器;1021、光纤传感器;103、位置检测传感器;1031、接近开关;201、汇流片;202、主体零件。
具体实施方式
34.下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
35.需要说明的是,当元件被称为“设于”另一个元件,它可以直接设在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“设置于”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中元件。当一个元件被认为是“固定于”另一个元件,它可以是直接固定在另一个元件上或者可能同时存在居中元件。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.本技术请求保护的汇流片装配机100,用于将汇流片201插入并装配至对应的主体零件202上。
38.如图1至图3所示,本技术一实施例所提供的汇流片装配机100,包括底座工装10、预装工装20、压头30、以及压头驱动机构40。
39.底座工装10能够夹持并定位主体零件202,预装工装20能够以松配的方式夹持汇流片201,其中,汇流片201与主体零件202一一对应,使得该汇流片装配机100工作时,汇流片201能够插入至对应的主体零件202内,并完成与主体零件202之间的装配。需要说明的是,上述预装工装20以松配的方式夹持汇流片201,使得汇流片201未受外力时能够被预装工装20夹持定位,而汇流片201一旦受到压头30的推顶时,该汇流片201能够脱离预装工装20,并与底座工装10上主体零件202配合并完成装配。当然了,底座工装10及预装工装20的具体结构可根据待作用的主体零件202及汇流片201的使用需求具体设置,在此就不展开阐述。
40.压头驱动机构40应用于该汇流片装配机100中,能够驱使压头30作相对于底座工装10的往复运动,其中,当压头30朝底座工装10的方向运动时,该压头30能够推顶汇流片201,以使汇流片201插入并装配至对应的主体零件202上,亦即完成汇流片201与底座工装10之间的装配。
41.在本技术中,本技术的汇流片装配机100在压头30上设有金属探针101,压头30能够带动金属探针101与汇流片201配合并产生第一反馈信号,在底座工装10上安装检测传感器102,用以检测主体零件202并产生第二反馈信号。也就是说,本技术的汇流片装配机100工作时,能够用金属探针101实现对预装工装20上是否有汇流片201的检测反馈,用检测传感器102实现对底座工装10上是否有主体零件202的检测反馈,这样能够提高经由该汇流片装配机100装配后产品的品质,避免出现漏装、反装、错装等不良的装配问题发生。
42.其中,检测传感器102设置为光纤传感器1021,以此具体实现该检测传感器102的一实施例,使得该检测传感器102能够就地取材,具有降低生产成本的作用。
43.该压头30上金属探针101的数量为两根,两根金属探针101能够与汇流片201配合导电,并产生第一反馈信号,使得该金属探针101能够利用汇流片201的导电特性,来实现对汇流片201是否在对应的预装工装20检测的目的,以满足对汇流片201检测的使用需求。需要说明的是,为了表显该两根金属探针101与汇流片配合时能够导电,该两根金属探针101的另一端还可连接电源、及能够提现通电状态的用电结构,在此就不展开阐述。
44.本技术的压头30的数量为多个,多个压头30共同连接有压头连接块31,且多个压头30能够通过压头连接块31安装于压头驱动机构40上,使得该汇流片装配机100工作时能够同时实现多个汇流片201与主体零件202之间的装配,具有提高装配效率的作用;同时,通过压头连接块31的结构设置,以此具体实现该多个压头30在压头驱动机构40上装配的使用需求。
45.本技术的压头驱动机构40包括手柄41、传动组件(图未示)及滑块42,滑块42通过传动组件与手柄41连接,以使手柄41能够驱使滑块42作相对底座工装10的往复运动,以此具体实现该压头驱动机构40的结构设置,使得该压头驱动机构40工作时可由工人手动驱动,以满足对压头30驱动的使用需求。需要说明的是,上述传动组件具体可设置为齿轮与齿条的配合传动结构,在此就不展开阐述。
46.本技术的汇流片装配机100还包括位置检测传感器103,位置检测传感器103能够检测滑块42的行程并产生第三反馈信号,使得该汇流片装配机100工作时,能够实现对滑块42行程的检测,亦即达到对汇流片201与主体零件202是否装配到位检测的目的。
47.具体地,本技术的位置检测传感器103设置为接近开关1031,滑块42上设有信号触发件421,滑块42能够带动信号触发件421与接近开关1031配合,以使接近开关1031产生第三反馈信号,以此具体实现该位置检测传感器103的一实施例,以满足对滑块42行程检测的使用需求,具有简化结构,降低成本的作用。需要说明的是,位置检测传感器103不局限为上述所述的接近开关1031,对本领域技术人员来说,可将位置检测传感器103设置为微动开关,位移传感器等,在此就不展开阐述。
48.另外,本技术的汇流片装配机100还包括单向行程限位机构50,单向行程限位机构50安装于滑块42上,用以选择性地控制滑块42进行单向运动。也就是说,本技术的汇流片装配机100通过单向行程限位机构50的结构设置,实现对滑块42单向运动的控制,使得该汇流
片装配机100一旦出现装配问题,可用单向行程限位机构50限制滑块42复位,以对操作该汇流片装配机100的工人起到约束的作用,这样能够防止装配后得到的不良品混入合格品中。
49.具体地,本技术的单向行程限位机构50包括单向齿条主体51、保险锁组件52及伸缩驱动件53,单向齿条主体51固定地安装于滑块42上,保险锁组件52安装于伸缩驱动件53上,且伸缩驱动件53能够驱使保险锁组件52与单向齿条主体51配合,以限制滑块42朝远离底座工装10的方向进行运动,以此具体实现该单向行程限位机构50的结构设置,使得该单向行程限位机构50工作时具体可用伸缩驱动件53进行自动控制。需要说明的是,上述伸缩驱动件53具体设置为伸缩气缸,而,单向齿条主体51及保险锁组件52的具体结构,以及两者之间的配合关系具体可采用本技术人在2016年8月16日向国知局提交的专利文献(专利申请号为:2016208917583),在此就不展开阐述。
50.为了便于工人对该汇流片装配机100的工作状态进行直接观测,本技术的汇流片装配机100还包括蜂鸣器及/或指示灯,蜂鸣器及/或指示灯能够向外发出不同的提示信息。需要说明的是,蜂鸣器工作时具体可通过发生不同时长的声音或者不同频率的声音,指示灯具体可通过发射不同颜色的灯光,或者发射不同间隔的灯光,来代表该汇流片装配机100不同的工作状态,在此就不展开阐述。
51.另外,需要说明的是,本技术的汇流片装配机100还包括机架60,且该底座工装10及压头驱动机构40安装于机架60上,而预装工装20具体可通过支撑立柱21安装于底座工装10的上方位置,另外该机架60上还安装有电控箱61,以实现该汇流片装配机100中电控部分的安装,在此就不展开阐述。
52.综上,本技术的汇流片装配机100实现对汇流片201半自动手动装配的工作模式,这样在满足低成本、低能耗作用的基础上,提高了装配后产品的品质,避免出现漏装、反装、错装等不良的装配问题发生。
53.以上实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
54.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本实用新型要求保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
