1.本实用新型属于光学加工领域,涉及一种多线切割工装,更具体的,涉及一种基于导热板的石墨条多线切割工装。
背景技术:
2.红外材料方片主要使用于红外测温仪和测温枪,市场需求量大。因此,红外材料方片在粗加工时一般采用大批量的生产方式。
3.目前普遍采用的方法是:在多线切割机中选用不同的罗拉,将红外材料方条通过火漆熔融后粘接到石墨板上,设置不同的线距进行切割,该方法一次可切割近千片方片。但该方法存在以下问题:由于火漆残留在红外材料方条侧面,在线切割过程中容易在线上粘连红外材料泥沙,切割完成后有20%左右的红外材料方片会出现平行度不合格或表面划痕缺陷。
技术实现要素:
4.针对现有技术中存在的上述问题,本实用新型的目的在于提供一种多线切割工装,使用该结构能有效地避免了方片平行度不合格、表面划痕缺陷问题。
5.为实现上述目的,本实用新型所采用的技术方案是:
6.一种多线切割工装,用于固定红外材料方条,所述多线切割工装包括导热板、设置在导热板上的多个相互平行的石墨条、设置在导热板上的导轨、可滑动设置在导轨上的紧固单元;所述导轨与石墨条垂直,所述石墨条通过紧固单元可拆卸固定设置在导热板上,所述石墨条的下表面与导热板的上表面贴合设置;所述石墨条的上表面设置火漆层,所述石墨条的上表面的宽度小于红外材料方条的宽度。
7.优选地,所述导轨为贯穿导热板的长条形通孔结构。
8.优选地,所述紧固单元包括多个可滑动设置在导轨上的滑块、设置在滑块上的螺丝孔、贯穿螺丝孔和导轨的螺丝、与螺丝相适配的螺帽,所述石墨条固定夹在相邻的两个滑块之间。
9.优选地,所述滑块的两端分别设置内凹的装夹凹槽,相邻的两个滑块上相对的两个装夹凹槽形成容纳石墨条端部的紧固空间。
10.优选地,所述导热板的端部下表面设置容纳螺帽的台阶,所述台阶的深度不小于螺帽的厚度。
11.优选地,所述导热板上设置两条相互平行的导轨,所述石墨条相互平行设置在两条导轨之间。
12.优选地,所述火漆层的长度不小于红外材料方条的长度。
13.优选地,所述火漆层的厚度是0.25mm~0.5mm。
14.优选地,所述导热板的上表面和下表面的平行度不大于0.01;所述导热板的上表面和下表面的表面光洁度为1.6~2.0。
15.与现有技术相比,本实用新型的有益效果为:
16.(1)本实用新型的多线切割工装能有效避免多线切割时红外材料方片出现的平行度不合格问题;
17.(2)本实用新型的多线切割工装能有效避免多线切割后红外材料方片表面的划痕问题。
附图说明
18.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
19.图1为实施例1的多线切割工装的结构示意图;
20.图2为实施例1的多线切割工装的俯视结构示意图;
21.图3为实施例1的多线切割工装的分解结构示意图;
22.图4为实施例1的多线切割工装的导热板结构示意图;
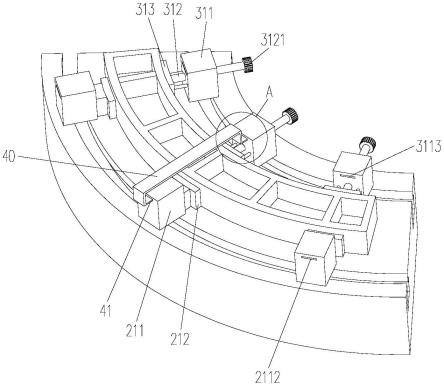
23.图5为图3中部分区域放大结构示意图;
24.图中:1—红外材料方条、2—石墨条、3—螺丝、4—滑块、5—螺帽、6—导热板、401—螺丝孔、402—装夹凹槽、601—导轨、602—台阶。
具体实施方式
25.为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型作更全面、细致地描述,但本实用新型的保护范围并不限于以下具体的实施例。
26.除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解的含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不旨在限制本实用新型的保护范围。
27.除非另有特别说明,本实用新型中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
28.实施例1
29.参见图1~5,本实施例公开了一种多线切割工装,用于固定红外材料方条1,多线切割工装包括导热板6、设置在导热板6上的多个相互平行的石墨条2、设置在导热板6上导轨601、可滑动设置在导轨601上的紧固单元;导轨601与石墨条2垂直设置,石墨条2通过紧固单元可拆卸固定设置在导热板6上,石墨条2的下表面与导热板6的上表面贴合设置;
30.本实施例中,石墨条2的上表面设置火漆层,火漆层的长度不小于红外材料方条1的长度,红外材料方条1通过火漆层固定在石墨条2的上表面,石墨条2的上表面的宽度小于红外材料方条1的宽度。
31.本实施例中,导热板6上设置两条相互平行的导轨601,导轨601为贯穿导热板6的长条形通孔结构,石墨条2相互平行设置在两条导轨601之间。
32.本实施例中,紧固单元包括多个可滑动设置在导轨601上滑块4、设置在滑块4上的螺丝孔401、贯穿螺丝孔401和导轨601通孔结构的螺丝3、与螺丝3相适配的螺帽5,石墨条2固定夹在相邻的两个滑块4之间,具体地:滑块4的两端分别设置内凹的装夹凹槽402,相邻的两个滑块4上相对的两个装夹凹槽402形成容纳石墨条2端部的紧固空间。
33.本实施例中,导热板6的端部下表面设置容纳螺帽5的台阶602,台阶602的深度不小于螺帽5的厚度。
34.本实施例中,导热板6的上表面和下表面的平行度不大于0.01;导热板6上表面和下表面的表面光洁度为1.6~2.0。
35.作为优选方案之一,本实施例的多线切割工装的使用方法如下:
36.(1)滑块4通过螺丝3穿过螺丝孔401与配合在台阶602上的螺帽5固定在导热板6的导轨601上,通过螺丝3的松紧可以调整滑块4在导轨601上的位置;
37.(2)石墨条2的一端通过设置在相邻的滑块4上相对的两个装夹凹槽402与石墨条2的侧面和端面配合进行装夹、定位,之后拧紧螺丝3,石墨条2的另一端用同样的方式进行装夹;
38.(3)将装配好的导热板6转移到加热台上,使导热板6的下表面与加热台上表面接触,加热至石墨条2上表面上的火漆层刚好熔化;
39.(5)将红外材料方条1依次按压在每个石墨条2的上表面,确保红外材料方条1的底面与石墨条2的上表面贴合,红外材料方条1排布完成后,将装配好的导热板6移出加热台进行冷却至室温,保证红外材料方条1通过火漆层牢固粘接于石墨条1的上表面上,避免了火漆残留在红外材料方条1的侧面;
40.(6)将已经冷却至室温的装配完成的导热板6放置于多线切割机中进行多线切;
41.(7)切割完成后,将本工装从多线切割机床中移出,放置在加热台上,将火漆熔化,取下切割完成后的红外材料方片进行清洗;
42.(8)切割完成后,石墨条2的上表面由于经过线切割,会产生切割后的线槽;为保证下次多线切割后的红外材料方片的平行度,需要松开螺丝3,更换新的设置火漆层的石墨条2。
43.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的包含范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。