1.本发明涉及电子烟技术领域,尤其涉及一种雾化芯、雾化芯组件及其制造方法。
背景技术:
2.电子烟雾化器作为一种新兴的、比较时尚的消费模式,最近几年呈现出了爆发式增长势头,稳定的消费人群越来越多。其基本原理就是采用电阻加热方式,将液态烟油高温雾化成烟雾,再通过特殊的烟气通道送入到消费者口中。它可以代替传统烟草,让消费者体验到更丰富的吸食乐趣,已逐步成为了一种较为时尚的快速消费品。
3.基于上述原理,雾化芯组件就是整套电子烟雾化器装置的核心部件,直接影响雾化效果和消费者吸食体验。当前,电子烟行业所使用的雾化芯,以陶瓷作为基体材质的占比较大,但陶瓷材质的制造工序比较复杂,在注浆成型完成后,其胚体必须经过几十个小时的高温烧结才能最终成型,而且,在烧结成型过程中,不仅会消耗大量能源,还会排出大量废气,烧结完成后,还需专门的表面清洁工序,整个工艺流程非常耗时,成本较高,且不环保。
技术实现要素:
4.本发明提供了一种雾化芯的制造方法,将注塑模具安装在注塑机上,待注塑机打开注塑模具后,将发热部件放入注塑模具的型腔内;
5.然后合上注塑模具,注塑机开始启动,将注塑胶料注入注塑模具的型腔,注塑胶料与已经放入型腔里面的发热部件融为一体,冷却定型后形成雾化芯。
6.作为本发明的进一步改进,注塑模具的型腔为多个。
7.作为本发明的进一步改进,所述雾化芯包括承载本体、以及通过注塑工艺与承载本体融为一体的发热部件。
8.作为本发明的进一步改进,所述发热部件包括发热元件、以及设置于所述发热元件两端的电极接触片。
9.作为本发明的进一步改进,所述承载本体包括底板、以及设置于所述底板上的外框。
10.作为本发明的进一步改进,所述发热元件位于所述外框内部,所述电极接触片位于所述外框外部。
11.作为本发明的进一步改进,所述底板设有镂空部,所述发热元件位置与所述镂空部位置对应。
12.本发明还提供了一种雾化芯组件的制造方法,将注塑模具安装在注塑机上,待注塑机打开注塑模具后,将发热部件放入注塑模具的型腔内;
13.然后合上注塑模具,注塑机开始启动,将注塑胶料注入注塑模具的型腔,注塑胶料与已经放入型腔里面的发热部件融为一体,冷却定型后形成雾化芯;
14.将雾化芯从注塑模具中取出,将内芯与雾化芯组装在一起,使内芯与发热元件接触,最终形成雾化芯组件。
15.作为本发明的进一步改进,注塑模具的型腔为多个。
16.作为本发明的进一步改进,所述雾化芯包括承载本体、以及通过注塑工艺与承载本体融为一体的发热部件。
17.作为本发明的进一步改进,所述发热部件包括发热元件、以及设置于所述发热元件两端的电极接触片。
18.作为本发明的进一步改进,所述承载本体包括底板、以及设置于所述底板上的外框,所述内芯嵌入所述外框内。
19.作为本发明的进一步改进,所述发热元件位于所述外框内部,所述电极接触片位于所述外框外部。
20.作为本发明的进一步改进,所述底板设有镂空部,所述发热元件位置与所述镂空部位置对应。
21.作为本发明的进一步改进,所述内芯由纺织物制成。
22.本发明还提供了一种雾化芯,包括承载本体、发热部件,所述承载本体采用塑胶材料制成,所述承载本体与所述发热部件组装在一起形成雾化芯。
23.作为本发明的进一步改进,所述承载本体与所述发热部件通过注塑工艺融为一体。
24.作为本发明的进一步改进,所述发热部件包括发热元件、以及设置于所述发热元件两端的电极接触片。
25.作为本发明的进一步改进,所述承载本体包括底板、以及设置于所述底板上的外框。
26.作为本发明的进一步改进,所述发热元件位于所述外框内部,所述电极接触片位于所述外框外部。
27.作为本发明的进一步改进,所述底板设有镂空部,所述发热元件位置与所述镂空部位置对应。
28.本发明还提供了一种雾化芯组件,包括承载本体、发热部件,所述承载本体采用塑胶材料制成,所述承载本体与所述发热部件组装在一起形成雾化芯,该雾化芯组件还包括具有导油功能的内芯,所述内芯安装在所述承载本体上。
29.作为本发明的进一步改进,所述内芯由纺织物制成。
30.作为本发明的进一步改进,所述发热部件包括发热元件,所述内芯与所述发热元件接触。
31.作为本发明的进一步改进,所述发热部件还包括设置于所述发热元件两端的电极接触片。
32.作为本发明的进一步改进,所述承载本体包括底板、以及设置于所述底板上的外框,所述内芯嵌入所述外框内。
33.作为本发明的进一步改进,所述发热元件位于所述外框内部,所述电极接触片位于所述外框外部。
34.作为本发明的进一步改进,所述底板设有镂空部,所述发热元件位置与所述镂空部位置对应。
35.作为本发明的进一步改进,所述承载本体与所述发热部件通过注塑工艺融为一
体。
36.本发明的有益效果是:本发明用塑胶材料的承载本体代替了当前行业内常用的陶瓷材质作为雾化芯的基体材质,使得雾化芯的工艺制造流程极大简化,制造成本明显降低,而且更加节能、更加符合环保要求。
附图说明
37.图1是发热部件正面结构示意图;
38.图2是发热部件背面结构示意图;
39.图3是雾化芯正面结构示意图;
40.图4是雾化芯背面结构示意图;
41.图5是内芯结构示意图;
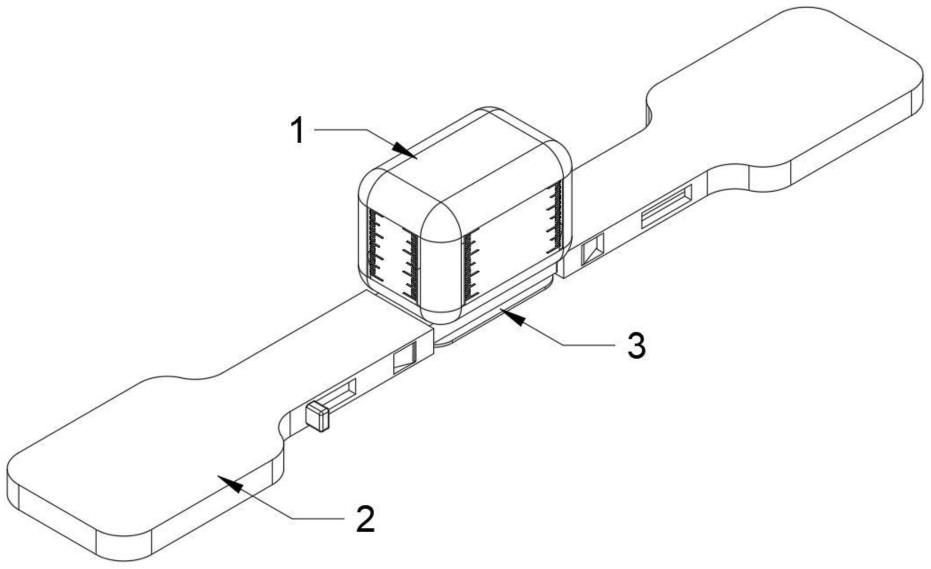
42.图6是雾化芯组件结构示意图。
具体实施方式
43.本发明公开了一种雾化芯的制造方法,包括如下步骤:
44.将注塑模具安装在注塑机上,注塑模具是按雾化芯的结构要求设计、制作好特定的注塑模具,注塑模具的型腔数可以为1个或者多个,待注塑机打开注塑模具后,将发热部件放入注塑模具的型腔内,然后合上注塑模具,注塑机开始启动,将注塑胶料注入注塑模具的型腔,注塑胶料与已经放入型腔里面的发热部件融为一体,冷却定型后形成雾化芯;这样做的好处就是制作雾化芯的量产周期可以做到非常短,一套注塑模具的型腔数也可以很多,常规情况下,一台注塑机配一套注塑模具,在一分钟的时间内就可以生产出几十或几百个可直接使用的雾化芯成品,完全省掉了陶瓷材质在注浆成型后必须烧结几十个小时的漫长过程、以及陶瓷材质在烧结成型后所必须的清洁工序,本发明的工艺流程极大简化,制造成本明显降低,而且更加节能、更加符合环保要求。本工艺流程还可全程实现自动化生产,这样的生产效率、生产良率、以及产品功能的稳定性,都大大提高。
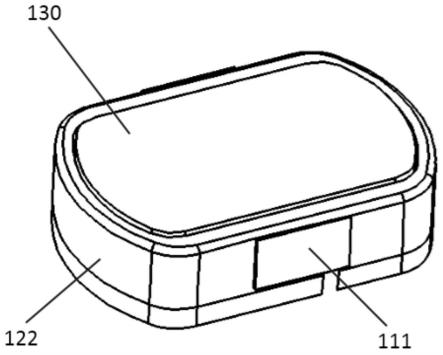
45.所述雾化芯包括承载本体120、以及通过注塑工艺与承载本体120融为一体的发热部件。
46.所述发热部件包括发热元件110、以及设置于所述发热元件110两端的电极接触片111。
47.所述承载本体120包括底板121、以及设置于所述底板121上的外框122。
48.所述发热元件110位于所述外框122内部,所述电极接触片111位于所述外框(122)外部。
49.所述底板121设有镂空部123,所述发热元件110位置与所述镂空部123位置对应。
50.本发明还公开了一种雾化芯组件的制造方法,包括如下步骤:
51.第一步骤:将注塑模具安装在注塑机上,注塑模具是按雾化芯的结构要求设计、制作好特定的注塑模具,注塑模具的型腔数可以为1个或者多个,待注塑机打开注塑模具后,将发热部件放入注塑模具的型腔内,然后合上注塑模具,注塑机开始启动,将注塑胶料注入注塑模具的型腔,注塑胶料与已经放入型腔里面的发热部件融为一体,冷却定型后形成雾化芯。
52.第二步骤:将雾化芯从注塑模具中取出,将内芯130与雾化芯组装在一起,使内芯130与发热元件110接触,最终形成雾化芯组件。
53.注塑模具的型腔为多个。
54.所述雾化芯包括承载本体120、以及通过注塑工艺与承载本体120融为一体的发热部件。
55.所述发热部件包括发热元件110、以及设置于所述发热元件110两端的电极接触片111。
56.所述承载本体120包括底板121、以及设置于所述底板121上的外框122,所述内芯130嵌入所述外框122内。
57.所述发热元件110位于所述外框122内部,所述电极接触片111位于所述外框122外部。
58.所述底板121设有镂空部123,所述发热元件110位置与所述镂空部123位置对应。
59.所述内芯130由纺织物制成。
60.如图1至图4所示,本发明公开了一种雾化芯,包括承载本体120、发热部件,所述承载本体120采用塑胶材料制成,所述承载本体120与所述发热部件组装在一起形成雾化芯。
61.所述承载本体120与所述发热部件通过注塑工艺融为一体。
62.所述发热部件包括发热元件110、以及设置于所述发热元件110两端的电极接触片111。
63.所述承载本体120包括底板121、以及设置于所述底板121上的外框122。
64.所述发热元件110位于所述外框122内部,所述电极接触片111位于所述外框122外部。
65.所述底板121设有镂空部123,所述发热元件110位置与所述镂空部123位置对应。
66.如图5和图6所示,本发明还公开了一种雾化芯组件,包括承载本体120、发热部件,所述承载本体120采用塑胶材料制成,所述承载本体120与所述发热部件组装在一起形成雾化芯,因为塑胶材料的承载本体120不具有导油功能的特性,所以,该雾化芯组件还包括具有导油功能的内芯130,所述发热部件包括发热元件110,所述内芯130安装在所述承载本体120上,所述内芯130与所述发热元件110接触。
67.所述承载本体120与所述发热部件通过注塑工艺融为一体。
68.所述内芯130由纺织物制成,例如,内芯130由棉或其他纤维制成。
69.所述发热部件还包括设置于所述发热元件110两端的电极接触片111,电极接触片111与电子烟雾化器的电极针紧密接触后,发热元件110即可通电发热,将内芯130内的烟油快速高温雾化成为烟雾,方便消费者吸食享受。
70.发热元件110的形状可以是薄片状、网状或电阻丝状。
71.所述承载本体120包括底板121、以及设置于所述底板121上的外框122,所述内芯130嵌入所述外框122内。
72.所述发热元件110位于所述外框122内部,所述电极接触片111位于所述外框122外部。
73.所述底板121设有镂空部123,所述发热元件110位置与所述镂空部123位置对应。镂空部123的作用是为了出烟需要。
74.本发明用塑胶材料代替了当前行业内常用的陶瓷材质作为雾化芯的基体材质,充分利用制造行业非常成熟的注塑模具和注塑技术,将雾化芯的发热部件与塑胶材料在注塑模具内一体成型,雾化芯在出模后即可使用,快捷高效,极大的简化了当前电子烟雾化器行业陶瓷材质雾化芯的制造流程。
75.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。