1.本发明涉及铺放设备,尤其涉及一种复合材料丝带的自动铺放头及铺放方法。
背景技术:
2.复合材料部件具有高比刚度、高强度、抗振等特点,被广泛应用于航空航天、车辆、医学和武器装备等领域。虽然复合材料部件性能较金属材料更优异,但其制造难度更大且成本更高。日前复合材料的制造技术有自动纤维缠绕、树脂模塑成型、3d打印和自动铺放头铺放等。自动铺放头铺放具有高效率、高质量和低废料率等工艺特点,特别适用于复杂部件的成型。我国自动铺放头与国外仍有较大差距,对自动铺放头研究较少。
3.复合材料丝带自动铺放头是将一条或多条连续扁平纤维(干燥或浸渍热固性或热塑性树脂的带状纤维)铺放到模具上的设备,特别是铺放预浸的碳纤维丝带。
4.这些复合材料丝带自动铺放设备,通常包括铺放头、能够移动铺放头的位移系统和用于存储丝带的料架装置。料架装置可以与铺放头集成在一起,也可以放置在与铺放头一定距离的地方。
5.铺放头通常由压实系统包括至少一个压实辊,将一条或多条预浸丝带压实粘贴在模具表面或上一层已压实的丝带表面。丝带根据模具的形状在需要切断时切断,根据模具形状可切断一条或多条丝带,对于每条纤维,切断后需要在需要时重新送出。铺放头的最常见的故障就是重送时失败,表现为堵塞送不出或丝带送至压实辊的位置不准确,造成铺贴精度下降或丝带重叠铺贴。
6.常规的铺放头的重送机构是采用一对滚轮进行丝带的重送,其中一个滚轮由电机驱动,且处于固定位置,一个滚轮是被动滚轮,由气缸驱动可压向电机驱动滚轮或脱离电机驱动滚轮。如专利us2021276283a1、wo2021126815a1、us2010276087a1、cn101959672a所描述的铺放头,其重送机构均采用了一对滚轮驱动的方式。由于预浸丝带上预浸的树脂有一定的粘性,在被动滚轮将丝带压向电机驱动滚轮期间,预浸丝带上的树脂易于粘在滚轮上,从而在滚轮转动时,将丝带带入滚轮与丝带通道板之间的间隙,造成堵塞送不出丝带。即使滚轮上喷涂不沾涂层,也不能有效的解决该问题。
7.专利cn112477196a申请的重送机构包含旋转气缸、工作压实辊、辅助压实辊和支撑架;支撑架与连接架转动连接,工作压实辊和辅助压实辊间隔布置且均可转动地设置于支撑架上,重送时,采用加紧装置松开丝带,辅助压实辊先将丝带压向模具,然后工作压实辊压实的重送方式,该专利能保证铺放时丝带重送时不堵塞。但该结构较复杂,且不适用于多条丝带的铺放头,适用于单条丝带的网格铺贴。
8.重送之前铺放头的动作时切断丝带,铺放头的切断机构大多采用剪切断或剁断丝带的方式,剪切断丝带的方式,易于造成丝带的纤维丝挤入切刀和砧板之间的缝隙;剁断丝带的方式,易于将丝带粘在砧板上。这两种现象都会造成重送丝带时丝带的堵塞,常规的铺放头都是在剪切机构处做改进,只能减少该处出现故障的概率,但没有即使出现了纤维丝挤入切刀和砧板之间的缝隙或丝带粘在砧板现象的解决办法或措施。
9.常规的铺放头的各丝带离开丝带通道至被压实辊压实在模具表面期间,丝带缺少导向,易于出现丝带之间错层重叠。一些铺方头的丝带通道一直延续到压实辊上,并有与压实辊基本一致的弧度,这样能较好的避免了丝带之间的错位,但存在的问题是影响丝带在压实模具之前的预热。
10.例如:为了确保丝带离开丝带通道后有的良好导向,专利wo2013/030467提出配备有由多个柔性舌状物或条状物组成的梳子,这些舌状物或条状物能够碰到从丝带通道中出来的丝带,并引导向压实辊。对于由多条丝带,这种舌状物或条状物保证了丝带相对于其他丝带基本上是边对边,避免了丝带的横向偏差,特别是在铺放头在模具上的弯曲轨迹期间。但这些柔性舌状物或条状物也会阻挡丝带的加热,且这些柔性舌状物或条状物在承受加热期间易于软化,造成刚性差,对丝带的支撑不够。
技术实现要素:
11.本发明针对现有技术中的缺点,提供一种复合材料丝带的自动铺放头及铺放方法。
12.为了解决上述技术问题,本发明通过下述技术方案得以解决:
13.一种复合材料丝带的自动铺放头,包括铺放头主体、料架装置和固定框架,料架装置固定在固定框架上,铺放头主体活动安装在固定框架上,铺放头主体包括用于输送丝带的丝带通道、用于将丝带压实在模具上的压实辊和通道驱动器,丝带通道包括移动通道板,通道驱动器与移动通道板连接并驱动其移动伸缩到压实辊处,移动通道板用于输送丝带到压实辊上。自动铺放头在重送丝带时采用了直线机构,即采用了移动通道板平移方式重送丝带,非其他技术采用一对滚轮机构。从而避免了由于丝带黏贴在滚轮上,造成丝带重送的堵塞问题。
14.作为优选,移动通道板的前端为贴实部,贴实部的形状与压实辊的形状相符,贴实部为柔性材料制成的贴实部。当移动通道板重送丝带时,贴实部能够保证丝带的贴实在压实辊上。
15.作为优选,丝带通道包括固定通道板,固定通道板上设有轨道槽,移动通道板通过轨道槽安装在固定通道板上,通道驱动器驱动移动通道板在固定通道板上伸缩移动;固定通道板上安装有用于限制移动通道板上下窜动的挡块,挡块设在移动通道板上方。固定通道板用于限制移动通道板,使得移动通道板能够按照设定的路线移动,同时在移动时不会发生偏移或者窜动的现象。
16.作为优选,移动通道板上设有用于输送丝带的移动槽,移动通道板上安装有将丝带压紧在移动槽内的压紧机构;铺放头主体包括给丝带加热的加热装置;固定框架上安装有驱动铺放头主体升降的铺放头驱动器;铺放头主体包括用于切断丝带的切断机构。压紧机构压紧移动通道板上的丝带,移动通道板在移动期间,丝带与移动通道之间不会产生相对位移,保证丝带铺放的稳定性。
17.作为优选,铺放头主体包括锲形块和数量为两组的切断机构,铺放头主体上安装有数量为两组的丝带通道单元,每组丝带通道单元上设有数量为多条的丝带通道,两组丝带通道单元成“v”字形布置,两组丝带通道单元在锲形块处交汇,两组切断机构交错安装在锲形块上。两组丝带通道单元成“v”字形布置使得本自动铺放头能够同时铺放多条丝带,大
大提高了工作效率,同时实现多条丝带同时铺放的技术结构不复杂,便于后期设备的维护保养。
18.作为优选,料架装置包括数量为多组的料架,料架包括安装板,安装板安装有丝带卷、背衬膜筒、张力检测机构、导向筒和伺服电机,伺服电机驱动丝带卷转动,伺服电机以力矩方式控制丝带卷的出丝带张力,伺服电机通过张力检测机构反馈的信息对张力进行闭环控制。
19.作为优选,张力检测机构包括套筒、拉伸弹簧和用于检测丝带张力大小的线性传感器,安装板上设有腰形的调节孔,安装板上安装有支架,支架上设有导轨,导轨上滑动有滑块,套筒通过销轴安装在滑块上,支架的端部固定有定位销,拉伸弹簧一端安装在套筒的销轴上,其另一端安装在定位销上。
20.一种复合丝带的铺放方法,
21.s1正常铺放时,移动通道板处在切断机构的上游,丝带卷方向为上游,拉动料架装置上的丝带放置在移动通道板上并置于压紧机构下方;
22.s2丝带切断时,移动通道板上的压紧机构将丝带压紧在移动槽上,同时切断机构将丝带切断;
23.s3丝带切断后,切断机构复位;
24.s4重送丝带时,通道驱动器驱动移动通道板向下游的压实辊平移,当移动通道板上的贴实部带着丝带达到压实辊位置,丝带被贴在压实辊上时,移动通道板停止平移,同时压紧机构解除丝带上的压紧力;
25.s5铺放头驱动器驱动压实辊下降至模具上,丝带被压实辊带动旋转并压实在模具表面上,同时移动通道板回缩至初始位置。
26.作为优选,正常铺放时,伺服电机与张力检测机构构成的闭环张力控制系统控制正常的铺放张力;在重送丝带时,伺服电机与张力检测机构构成的闭环张力控制系统控制重送张力处于比正常铺放张力小的张力水平。
27.作为优选,压实辊将丝带压实在模具表面上时,同时启动加热装置,加速丝带贴合在模具上。
28.本发明由于采用了以上技术方案,具有显著的技术效果:
29.复合材料部件的自动铺放头在重送丝带时采用了直线机构,即采用了移动通道板平移方式重送丝带,非其他技术采用一对滚轮机构。从而避免了由于丝带黏贴在滚轮上,造成丝带重送的堵塞问题。
30.重送丝带时,移动通道板将丝带一直输送到压实辊,并压贴在压实辊上,因此能对丝带进行更好的导向和定位,比其他技术具有更好的精度控制。
31.重送丝带时,移动通道板将丝带送到位,并由压实辊压在模具表面后,移动通道板缩回,不会影响加热装置对丝带的预热。
32.重送丝带时,由于移动通道板的移动,可将由切断造成的纤维丝挤入切刀和砧板之间的缝隙或丝带粘在砧板故障排除。
33.复合材料部件自动铺放头的料架装置,在重送时控制在低张力水平,以降低张力对重送精度的影响。
附图说明
34.图1是本发明的结构示意图。
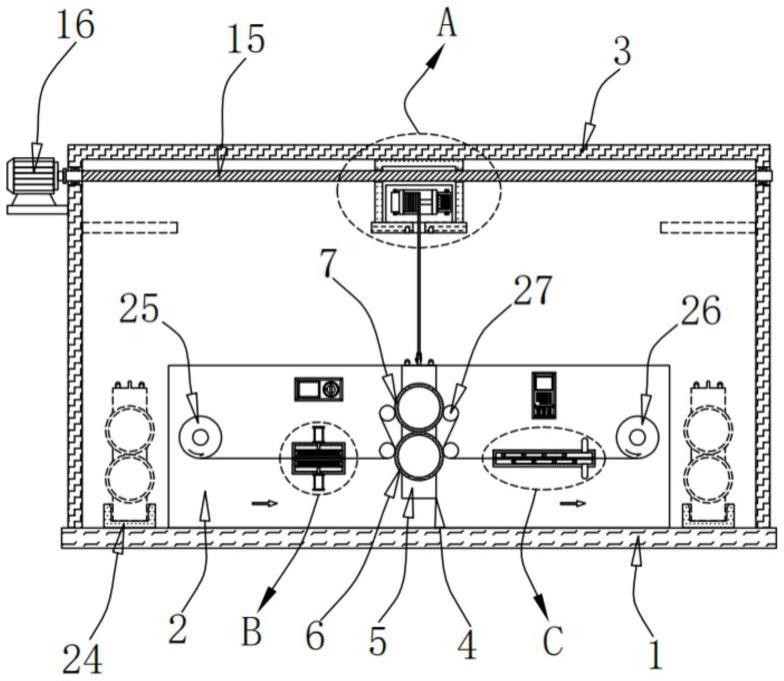
35.图2是本发明的剖视结构示意图。
36.图3是图2中铺放头主体的剖视结构示意图。
37.图4是图1中铺放头主体的立体结构示意图。
38.图5是图4中移动通道板的结构示意图。
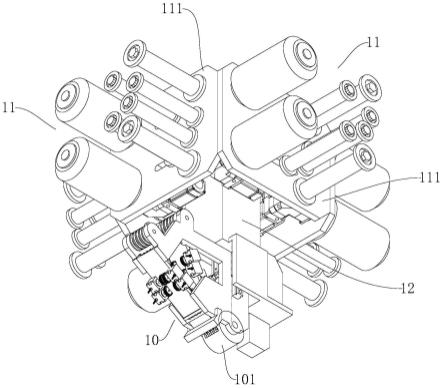
39.图6是图1中料架装置的立体结构示意图。
40.图7是料架装置的俯视结构示意图。
41.图8是料架装置的主视结构示意图。
42.以上附图中各数字标号所指代的部位名称如下:
43.10—铺放头主体、100—丝带通道单元、101—压实辊、102—通道驱动器、103—移动通道板、104—固定通道板、105—挡块、106—压紧机构、107—加热装置、108—铺放头驱动器、109—切断机构、1010—锲形块、1031—贴实部、1032—移动槽、1041—轨道槽
44.11—料架装置、111—安装板、112—丝带卷、113—背衬膜筒、114—张力检测机构、115—导向筒、116—伺服电机、117—支架、118—滑块、119—定位销、1111—调节孔、1141—套筒、1142—拉伸弹簧、1143—线性传感器、1171—导轨
45.12—固定框架
具体实施方式
46.下面结合附图1-8与实施例对本发明作进一步详细描述。
47.实施例1
48.一种复合材料丝带的自动铺放头,包括铺放头主体10、料架装置11和固定框架12,料架装置11通过螺栓固定在固定框架12上,铺放头主体10活动安装在固定框架12上,本实施例铺放头主体10与固定框架12之间通过气缸连接,气缸的伸缩推杆能够推着铺放头主体10升降,从而实现铺放头主体10的铺放。铺放头主体10包括用于输送丝带的丝带通道、用于将丝带压实在模具上的压实辊101和通道驱动器102,本实施例中通道驱动器102的驱动源为电机,丝带通道包括移动通道板103,通道驱动器102与移动通道板103连接并驱动其移动伸缩到压实辊101处,移动通道板103用于输送丝带到压实辊101上。自动铺放头通过机械手或者龙门床等机械结构进行移动,机械手或者龙门床与固定框架12通过法兰连接,从而带动自动铺放头移动。
49.移动通道板103的前端为贴实部1031,贴实部1031的形状与压实辊101的形状相符,能够将丝带贴实在压实辊101上。为了保证丝带能够贴实在压实辊101上,贴实部1031为柔性材料制成的贴实部,有利于丝带更好的贴实。
50.丝带通道包括固定通道板104,固定通道板104上设有轨道槽1041,轨道槽1041横截面形状为u形。移动通道板103通过轨道槽1041安装在固定通道板104上,通道驱动器102驱动移动通道板103在固定通道板104上伸缩移动。固定通道板104上安装有用于限制移动通道板103上下窜动的挡块105,挡块105设在移动通道板103上方。
51.通道驱动器102包括电机、齿轮和齿条,移动通道板103的底部设置有齿条,电机安装在固定通道板104上,齿轮固定安在电机的输出轴上并与齿条啮合,电机驱动齿轮转动,
齿轮带动齿条移动,从而带动移动通道板103移动。
52.移动通道板103上设有用于输送丝带的移动槽1032,移动槽1032的横截面形状为u形,移动通道板103上安装有将丝带压紧在移动槽1032内的压紧机构106。
53.铺放头主体10包括给丝带加热的加热装置107,丝带压实在模具上时,加热装置107对着丝带进行加热,从而加速丝带贴实在模具上,由于本移动通道板103在重送后缩回,加热装置107加热时不会受移动通道板103的影响,提高了加热效果。
54.固定框架12上安装有驱动铺放头主体10升降的铺放头驱动器108。铺放头驱动器108为气缸机构,气缸一端安装在固定框架12上,气缸内的伸缩推杆与铺放头主体10连接,铺放头主体10与固定框架12的活动连接通过气缸机构和导轨机构实现,导轨机构为轨道,轨道设置在固定框架12上,铺放头主体10通过轨道安装在固定框架12上,铺放头主体10能够沿着轨道方向升降。通过气缸机构为铺放头主体10的压实辊101施加压力。
55.铺放头主体10包括用于切断丝带的切断机构109。铺放头主体10包括锲形块1010和数量为两组的切断机构109,铺放头主体10上安装有数量为两组的丝带通道单元100,每组丝带通道单元100上设有数量为多条的丝带通道,本实施例丝带通道的数量为4道,每道丝带通道对应一个压紧机构。两组丝带通道单元100成“v”字形布置,从而使得本自动铺放头能够同时铺放多条丝带。两组丝带通道单元100在锲形块1010处交汇,两组切断机构109交错安装在锲形块1010上。切断机构109交错布置,用于两组丝带通道单元100内每条丝带的切断。其中非切断状态下,切刀不影响移动通道板103通过切断机构109。
56.料架装置11包括数量为多组的料架,本实施例料架的数量为4个,料架包括安装板111,安装板111安装有丝带卷112、背衬膜筒113、张力检测机构114、导向筒115和伺服电机116,伺服电机116驱动丝带卷112转动,伺服电机116以力矩方式控制丝带卷112的出丝带张力,伺服电机116通过张力检测机构114反馈的信息对张力进行闭环控制。
57.张力检测机构114包括套筒1141、拉伸弹簧1142和用于检测丝带张力大小的线性传感器1143,,安装板111上设有腰形的调节孔1111,安装板111上安装有支架117,支架117上设有导轨1171,导轨1171上滑动有滑块118,套筒1141通过销轴安装在滑块118上,支架117的端部固定有定位销119,拉伸弹簧1142一端安装在套筒1141的销轴上,其另一端安装在定位销119上,拉伸弹簧1142用于复位和平衡张力。
58.实施例2
59.实施例2与实施例1特征基本相同,不同的是通道驱动器102包括电机、丝杆和滑块,电机的输出轴通过联轴器与丝杆连接,丝杆与滑块螺纹连接,滑块固定在移动通道板103上。铺放头驱动器108的技术方案与通道驱动器102的技术方案相同。
60.实施例3
61.实施例3与实施例1特征基本相同,不同的是通道驱动器102为气缸机构,气缸的伸缩推杆与移动通道板103连接。
62.实施例4
63.一种复合丝带的铺放方法,
64.s1正常铺放时,移动通道板103处在切断机构109的上游,丝带卷112方向为上游,拉动料架装置11上的丝带放置在移动通道板103上并置于压紧机构106下方;
65.s2丝带切断时,移动通道板103上的压紧机构106将丝带压紧在移动槽1032上,同
时切断机构109将丝带切断;
66.s3丝带切断后,切断机构109复位;
67.s4重送丝带时,通道驱动器102驱动移动通道板103向下游的压实辊101平移,当移动通道板103上的贴实部1031带着丝带达到压实辊101位置,丝带被贴在压实辊101上时,移动通道板103停止平移,同时压紧机构106解除丝带上的压紧力;
68.s5铺放头驱动器108驱动压实辊101下降至模具上,丝带被压实辊101带动旋转并压实在模具表面上,同时移动通道板103回缩至初始位置。
69.正常铺放时,伺服电机116与张力检测机构114构成的闭环张力控制系统控制正常的铺放张力;在重送丝带时,伺服电机116与张力检测机构114构成的闭环张力控制系统控制重送张力处于比正常铺放张力小的张力水平。
70.压实辊101将丝带压实在模具表面上时,同时启动加热装置107,加速丝带贴合在模具上。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。