1.本实用新型涉及一种石膏模料自动生产线。
背景技术:
2.现有的石膏模料主要依靠人工将按比例将石膏粉和水放置在混合桶内,然后利用搅拌机对混合桶内的石膏粉进行搅拌,从而形成石膏模料,造成石膏模料生产效率低。
技术实现要素:
3.本实用新型的目的在于提供一种自动添加石膏粉和水、自动称重、自动搅拌的一种石膏模料自动生产线。
4.本实用新型的目的是这样实现的:
5.一种石膏模料自动生产线,包括至少一个混合桶、转盘装置、用于控制石膏粉排放量的计量螺旋装置、供水装置、抬升装置、称重装置、搅拌装置和控制器,所述转盘装置包括转盘,所述混合桶悬挂在转盘上,转盘带动混合桶旋转;所述计量螺旋装置设置在转盘旁,计量螺旋装置的出料口朝向混合桶;所述抬升装置设置在混合桶下方,所述称重装置设置在抬升装置上;所述供水装置的出水口朝向混合桶;所述搅拌装置设置在转盘旁,搅拌装置包括用于对混合桶的石膏粉和水进行搅拌的搅拌组件,所述计量螺旋装置、供水装置、称重装置、搅拌装置和转盘装置分别与控制器电连接。
6.所述转盘带动混合桶移动至出料口时,所述抬升装置抬起该混合桶,供水装置通过出水口将水排出至混合桶内,称重装置称量混合桶重量,从而获知水重量,接着计量螺旋装置按照预设数据排出对应重量的石膏粉至混合桶,接着当混合桶重量达到预设值时,表示石膏粉和水已经按比例混合,接着转盘带动混合桶移动至搅拌装置旁,搅拌组件伸入混合桶内对石膏粉和水进行搅拌形成石膏模料,最后转盘带动混合桶移动至出料处,便于用户或下一步工序提取混合桶的石膏模料。
7.本实用新型的目的还可以采用以下技术措施解决:
8.进一步地,所述转盘间隔设置有多个用于摆放混合桶的摆放座,所述混合桶悬挂在对应的摆放座上。
9.进一步地,所述搅拌装置还包括升降组件、转臂组件和用于密封混合桶的密封盖,所述转臂组件以转动方式连接升降组件的升降部,所述密封盖设置在转臂组件的端部,所述搅拌组件设置在转臂上并位于密封盖下方,所述搅拌组件、升降组件和转臂组件分别和控制器电连接。
10.进一步地,还包括抽真空装置,所述抽真空装置设置在密封盖上,抽真空装置的抽真空口伸入混合桶内,所述抽真空装置和控制器电连接。通过设置抽真空装置对混合桶进行抽真空,避免搅拌过程产生气泡,提高石膏料模的质量。
11.进一步地,还包括清洗桶,所述清洗桶设置在搅拌装置旁。通过设置有清洗桶,便于清洗搅拌组件,实现搅拌组件自动清洗。
12.进一步地,还包括吸尘器,所述吸尘器设置在转盘旁,吸尘器的吸尘口朝向转盘。通过设置有吸尘器,吸尘器吸取石膏粉排出过程飘散的粉末,提高石膏模料自动生产线的附近的空气质量。
13.本实用新型的有益效果如下:
14.本实用新型,所述转盘带动混合桶移动至出料口时,所述抬升装置抬起该混合桶,供水装置通过出水口将水排出至混合桶内,称重装置称量混合桶重量,从而获知水重量,接着计量螺旋装置按照预设数据排出对应重量的石膏粉至混合桶,接着当混合桶重量达到预设值时,表示石膏粉和水已经按比例混合,接着转盘带动混合桶移动至搅拌装置旁,搅拌组件伸入混合桶内对石膏粉和水进行搅拌形成石膏模料,最后转盘带动混合桶移动至出料处,便于用户或下一步工序提取混合桶的石膏模料。
附图说明
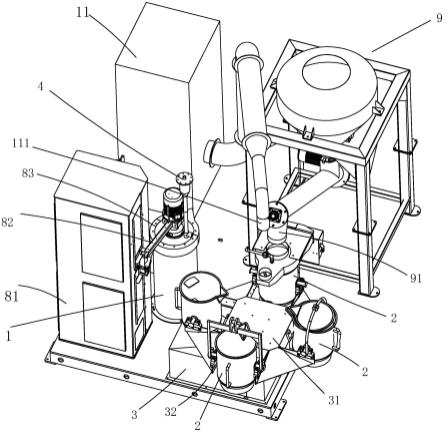
15.图1为石膏模料自动生产线示意图。
16.图2为石膏模料自动生产线的另一角度示意图。
17.图3为石膏模料自动生产线的主视图。
18.图4为石膏模料自动生产线的俯视图。
具体实施方式
19.下面结合附图及实施例对本实用新型作进一步描述:
20.实施例,结合图1到图4所示,一种石膏模料自动生产线,包括至少一个用于控制石膏粉排放量的计量螺旋装置9、混合桶2、转盘装置3、供水装置5、抬升装置6、称重装置7、搅拌装置8、抽真空装置4、清洗桶1、吸尘器11和控制器(图纸未出示)。
21.所述转盘装置3包括转盘31,所述转盘31间隔设置有多个用于摆放混合桶2的摆放座32,所述混合桶2悬挂在对应的摆放座32上,转盘31带动混合桶2旋转。
22.所述计量螺旋装置9设置在转盘31旁,计量螺旋装置9的出料口91朝向转盘31,吸尘器11设置在转盘31旁,吸尘器11的吸尘口111朝向转盘31。
23.所述抬升装置6设置在摆放座32下方,所述称重装置7设置在抬升装置6上。
24.所述供水装置5的出水口朝向混合桶2。
25.所述搅拌装置8设置在转盘31旁,所述搅拌装置8包括搅拌组件、升降组件81、转臂组件82和用于密封混合桶2的密封盖83,所述转臂组件82以转动方式连接升降组件81的升降部811,所述密封盖83设置在转臂组件82的端部,所述搅拌组件设置在转臂上并位于密封盖83下方,所述清洗桶1设置在搅拌装置8旁。
26.所述计量螺旋装置9、供水装置5、称重装置7、搅拌组件、升降组件81、转臂组件82、抽真空装置4和转盘装置3分别和控制器电连接,所述控制器预设有石膏粉和水的混合比例数据,例如:石膏粉和水的比例为1.8:1。
27.工作原理:
28.用户启动石膏模料自动生产线,石膏模自动生产线按以下步骤运行:
29.步骤一:控制器启动抬升装置6和计量螺旋装置9,抬升装置6往上抬起混合桶2,令混合桶2和转盘31脱离,接着控制器启动供水装置5,供水装置5通过出水口往混合桶2进行
供水,称量装置对混合桶2进行称重,从而获知水重量。
30.步骤二:控制器启动计量螺旋装置9,计量螺旋装置9按照预设数据排出对应重量的石膏粉至混合桶2,称量装置对混合桶2进行称重,从而获知水和石膏粉重量,直至混合桶2到达预设重量时,控制器控制供水装置5和计量螺旋装置9停止工作。
31.步骤三:控制器启动转盘装置3,转盘31带动混合桶2移动至搅拌装置8处,控制器启动搅拌装置8,升降组件81带动转臂组件82、密封盖83和搅拌组件上升,转臂组件82带动密封盖83和搅拌组件移动至混合桶2上方,接着升降组件81带动转臂组件82、密封盖83和搅拌组件下降,令搅拌组件伸入混合桶2内,同时密封盖83封闭混合桶2,控制器启动抽真空装置4,所述抽真空装置4对混合桶2进行抽真空,避免产生气泡,搅拌组件对石膏粉和水进行搅拌形成石膏模料。
32.步骤四:控制器启动转盘装置3,转盘31带动混合桶2移动至出料处,便于用户或下一步工序提取混合桶2的石膏模料。
33.石膏模料调配完成后,搅拌组件需要进行清洗,控制器升降组件81带动转臂组件82、密封盖83和搅拌组件上升,转臂组件82带动密封盖83和搅拌组件移动至清洗桶1上方,接着升降组件81带动转臂组件82、密封盖83和搅拌组件下降,令搅拌组件伸入清洗桶1内,控制器启动抽搅拌组件在清洗桶1内旋转,进行清洗,操作简单。
34.而且,石膏粉排出过程中,控制器启动吸尘器11,吸尘器11的吸尘口111朝向转盘31,从而对飘散的石膏粉吸收,避免粉尘污染。
技术特征:
1.一种石膏模料自动生产线,包括至少一个混合桶、转盘装置、用于控制石膏粉排放量的计量螺旋装置、供水装置、抬升装置、称重装置、搅拌装置和控制器,其特征在于:所述转盘装置包括转盘,所述混合桶悬挂在转盘上,转盘带动混合桶旋转;所述计量螺旋装置设置在转盘旁,计量螺旋装置的出料口朝向混合桶;所述抬升装置设置在混合桶下方,所述称重装置设置在抬升装置上;所述供水装置的出水口朝向混合桶;所述搅拌装置设置在转盘旁,搅拌装置包括用于对混合桶的石膏粉和水进行搅拌的搅拌组件,所述计量螺旋装置、供水装置、称重装置、搅拌装置和转盘装置分别与控制器电连接。2.根据权利要求1所述石膏模料自动生产线,其特征在于:所述转盘间隔设置有多个用于摆放混合桶的摆放座,所述混合桶悬挂在对应的摆放座上。3.根据权利要求1所述石膏模料自动生产线,其特征在于:所述搅拌装置还包括升降组件、转臂组件和用于密封混合桶的密封盖,所述转臂组件以转动方式连接升降组件的升降部,所述密封盖设置在转臂组件的端部,所述搅拌组件设置在转臂上并位于密封盖下方,所述搅拌组件、升降组件和转臂组件分别和控制器电连接。4.根据权利要求3所述石膏模料自动生产线,其特征在于:还包括抽真空装置,所述抽真空装置设置在密封盖上,抽真空装置的抽真空口伸入混合桶内,所述抽真空装置和控制器电连接。5.根据权利要求3所述石膏模料自动生产线,其特征在于:还包括清洗桶,所述清洗桶设置在搅拌装置旁。6.根据权利要求1所述石膏模料自动生产线,其特征在于:还包括吸尘器,所述吸尘器设置在转盘旁,吸尘器的吸尘口朝向转盘。
技术总结
本实用新型涉及一种石膏模料自动生产线,包括至少一个混合桶、转盘装置、用于控制石膏粉排放量的计量螺旋装置、供水装置、抬升装置、称重装置、搅拌装置和控制器,所述转盘装置包括转盘,所述混合桶悬挂在转盘上,转盘带动混合桶旋转;所述计量螺旋装置设置在转盘旁,计量螺旋装置的出料口朝向混合桶;所述抬升装置设置在混合桶下方,所述称重装置设置在抬升装置上;所述供水装置的出水口朝向混合桶;所述搅拌装置设置在转盘旁,搅拌装置包括用于对混合桶的石膏粉和水进行搅拌的搅拌组件,所述计量螺旋装置、供水装置、称重装置、搅拌装置和转盘装置分别与控制器电连接,便于用户或下一步工序提取混合桶的石膏模料。工序提取混合桶的石膏模料。工序提取混合桶的石膏模料。
技术研发人员:胡笃志 甄活强 石百生 林建安 郑锋 刘威
受保护的技术使用者:智鑫隆科技(广东)有限公司
技术研发日:2022.05.31
技术公布日:2022/9/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。