技术特征:
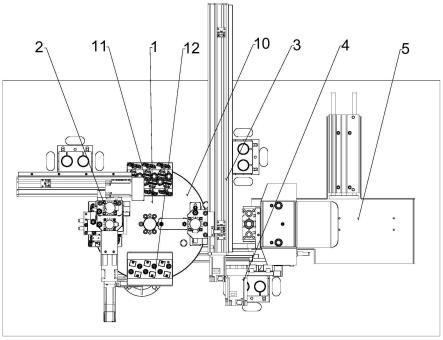
1.一种闸阀自动装盒设备,其特征在于,包括机架、旋转盘转移装置(1)、闸阀夹取上料装置(2)、包装盒上料装置(3)和闸阀翻转装盒装置(4);所述旋转盘转移装置(1)设置在机架上,旋转盘转移装置(1)的旋转盘(10)外圈周向间隔排列设置有多个闸阀摆放工位(11);每个所述闸阀摆放工位(11)上可拆卸的连接有闸阀摆放载具(12);所述闸阀夹取上料装置(2)和所述包装盒上料装置(3)分别设置在机架上,闸阀夹取上料装置(2)用于逐个将闸阀夹取摆放至所在位置的闸阀摆放载具(12)内;包装盒上料装置(3)用于将包装盒倒扣至所在位置的闸阀摆放载具(12)上;所述闸阀翻转装盒装置(4)设置在机架上,所述闸阀翻转装盒装置(4)用于将闸阀摆放载具(12)、闸阀和包装盒一并翻转,并使闸阀完整的摆放在包装盒内。2.根据权利要求1所述的闸阀自动装盒设备,其特征在于,所述旋转盘(10)上每个所述闸阀摆放工位(11)上设置有至少一个载具定位杆(111);每个所述闸阀摆放载具(12)上设置有与载具定位杆(111)相匹配的载具定位孔(120)。3.根据权利要求2所述的闸阀自动装盒设备,其特征在于,所述旋转盘(10)上每个所述闸阀摆放工位(11)上设置有载具顶起通孔(112);机架上位于包装盒上料装置(3)处的闸阀摆放工位(11)下方设置有与载具顶起通孔(112)相匹配的载具顶起气缸(113)。4.根据权利要求2或3所述的闸阀自动装盒设备,其特征在于,所述闸阀摆放载具(12)包括载具底座(121)、第一载具侧板(122)和第二载具侧板(123);所述载具定位孔(120)设置在载具底座(121)的底部,且载具底座(121)通过载具定位孔(120)可拆卸的连接在所述旋转盘(10)上的载具定位杆(111)上;所述载具底座(121)顶部设置有载具固定板(1211);所述载具固定板(1211)间隔排列设置有多组闸阀定位组(1212);多组闸阀定位组(1212)呈倾斜排列,且相邻两个所述闸阀定位组(1212)的方向相反设置,所述第一载具侧板(122)和第二载具侧板(123)分别设置在载具底座(121)的顶部两侧。5.根据权利要求4所述的闸阀自动装盒设备,其特征在于,每组闸阀定位组(1212)包括闸阀通道定位凸块(124)和闸阀盖支撑块(125);所述闸阀通道定位凸块(124)呈与闸阀通道的孔径相匹配的圆柱状;所述闸阀盖支撑块(125)的顶部设置有与闸阀外圈相匹配的支撑弧面(126)。6.根据权利要求1所述的闸阀自动装盒设备,其特征在于,所述闸阀夹取上料装置(2)包括闸阀夹取上料支架(21)、闸阀夹取水平线性滑台(22)、闸阀夹取升降线性滑台(23)、闸阀夹取前后线性滑台(24)、闸阀夹取旋转气缸(25)和闸阀夹爪气缸(26);所述闸阀夹取上料支架(21)设置在机架上,所述闸阀夹取水平线性滑台(22)设置在闸阀夹取上料支架(21)的上部,所述闸阀夹取前后线性滑台(24)设置在闸阀夹取水平线性滑台(22)的移动部上,所述闸阀夹取前后线性滑台(24)设置在闸阀夹取前后线性滑台(24)的移动部上;所述闸阀夹取旋转气缸(25)设置在闸阀夹取前后线性滑台(24)的移动部上;所述闸阀夹爪气缸(26)设置在闸阀夹取旋转气缸(25)的旋转部上;所述闸阀夹爪气缸(26)用于夹取闸阀。7.根据权利要求1所述的闸阀自动装盒设备,其特征在于,所述包装盒上料装置(3)包括包装盒上料支架(31)、包装盒上料前后线性滑台(32)、包装盒上料升降滑台(33)和包装盒吸板(34);所述包装盒上料支架(31)设置在机架上,所述包装盒上料前后线性滑台(32)设置在包装盒上料支架(31)的上部,所述包装盒上料升降滑台(33)设置在包装盒上料前后线性滑台(32)的移动部上,所述包装盒吸板(34)设置在所述包装盒上料升降滑台(33)的移
动部上,所述包装盒吸板(34)上设置有多个用于吸取包装盒的吸杆(35)。8.根据权利要求1所述的闸阀自动装盒设备,其特征在于,所述闸阀翻转装盒装置(4)包括闸阀翻转支架(41)、闸阀翻转升降气缸(42)、闸阀翻转水平线性滑台(43)、水平滑板(44)、翻转电机(45)、翻转连接板(46)和包装盒压紧气缸(47);所述闸阀翻转升降气缸(42)设置在闸阀翻转支架(41)上;所述闸阀翻转水平线性滑台(43)设置在闸阀翻转升降气缸(42)的移动部上,且闸阀翻转水平线性滑台(43)通过滑轨升降连接在闸阀翻转支架(41)上;所述水平滑板(44)固定连接在闸阀翻转水平线性滑台(43)的移动部上,所述翻转电机(45)设置在水平滑板(44)上;所述翻转连接板(46)固定连接在翻转电机(45)的旋转部上,所述翻转连接板(46)上至少设置有一根定位插杆(461);所述闸阀摆放载具(12)上设置有与定位插杆(461)相配合的定位插孔(127);所述包装盒压紧气缸(47)设置在所述翻转连接板(46)上;包装盒压紧气缸(47)的升缩部上设置有压板(471)。9.根据权利要求1所述的闸阀自动装盒设备,其特征在于,还包括闸阀下料装置(5),所述闸阀下料装置(5)包括下料衔接架(51)、第一移出气缸(52)和第二移出气缸(53);所述下料衔接架(51)设置在机架上,且位于闸阀翻转装盒装置(4)的出料端侧;所述下料衔接架(51)的底部设置有呈水平设置的移出滑孔(510);所述第一移出气缸(52)水平设置在下料衔接架(51)的底部,第一移出气缸(52)的移动端设置有移出拉板;所述移出拉板的顶部穿过所述移出滑孔(510);所述第二移出气缸(53)呈前后方向设置在下料衔接架(51)后侧,且下料衔接架(51)前侧设置有用于成品下料的下料出口(54)。10.一种闸阀自动装盒设备的装盒方法,其特征在于,该方法应用权利要求1-9中任一所述的闸阀自动装盒设备,依次包括以下步骤:s1、闸阀夹取输送:通过闸阀夹取上料装置(2)将闸阀逐个夹取转移至旋转盘转移装置(1)上的闸阀摆放载具(12)内,直至多个闸阀将闸阀摆放载具(12)摆满;s2、闸阀转移:通过旋转盘转移装置(1)将摆满闸阀的闸阀摆放载具(12)转移至包装盒上料装置(3)下方;s3、包装盒上料:通过包装盒上料装置(3)将包装盒吸取转移并倒扣在闸阀摆放载具(12)上;s4、闸阀装盒:通过闸阀翻转装盒装置(4)将装有包装盒的闸阀摆放载具(12)翻转180
°
至闸阀下料装置(5)上,从而使原本倒扣的包装盒呈正向放置,并使闸阀倒入装至包装盒内;s5、完成下料:通过闸阀下料装置(5)将装满闸阀的包装盒输送下料,并将闸阀摆放载具(12)翻回至旋转盘(10)上。
技术总结
本发明涉及闸阀生产技术领域,一种闸阀自动装盒设备及其装盒方法,该设备包括机架、旋转盘转移装置、闸阀夹取上料装置、包装盒上料装置和闸阀翻转装盒装置;所述旋转盘转移装置设置在机架上,旋转盘转移装置的旋转盘外圈周向间隔排列设置有多个闸阀摆放工位;每个所述闸阀摆放工位上可拆卸的连接有闸阀摆放载具;闸阀夹取上料装置用于逐个将闸阀夹取摆放至所在位置的闸阀摆放载具内;包装盒上料装置用于将包装盒倒扣至所在位置的闸阀摆放载具上;闸阀翻转装盒装置用于将闸阀摆放载具、闸阀和包装盒一并翻转,并使闸阀完整的摆放在包装盒内。本发明的优点是实现闸阀自动装盒动作,代替人工装盒,大大提升了装盒摆放精度以及装盒效率。效率。效率。
技术研发人员:杨文贵 黎文彬 熊运飞
受保护的技术使用者:嘉兴达鼎自动化科技有限公司
技术研发日:2022.06.20
技术公布日:2022/9/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。